Изобретение относится к обработке ванн жидкого металла и, в частности, к устройствам подачи добавок в виде проволоки в эти ванны жидкого металла.
В настоящее время в металлургии в целом и, в частности, в черной металлургии очень часто производят точное добавление веществ, предназначенных для образования элементов конечного сплава металла и/или для осуществления операций металлургической обработки металлической ванны путем разматывания и погружения проволоки в указанную ванну. Эта проволока может быть сплошной, то есть полностью состоящей из металлического вещества, которое требуется добавлять. Она может быть также «порошковой проволокой», то есть содержать металлическую оболочку из материала, совместимого с базовым металлом ванны (сталь, медь и т.д.), окружающую вещество или вещества, которые необходимо добавлять, причем это вещество или эти вещества находятся в оболочке в виде порошка.
Ограничиваясь только черной металлургией и учитывая при этом, что данная область является только примером областей, в которых в настоящее время применяют технологию разматывания сплошной или порошковой проволоки, в качестве неограничивающих примеров можно указать:
- добавление сплошной алюминиевой проволоки для осуществления окисления стали за счет образования оксида алюминия и для добавления строго определенного количества алюминия, предназначенного для использования в качестве легирующего элемента;
- добавление порошковой проволоки с чистым кальцием или, чаще всего, с силикокальцием (сплав, состоящий примерно на 2/3 по массе из кремния и примерно на 1/3 по массе из кальция) для осуществления обработки изменения и контроля состава неметаллических включений, появляющихся в результате раскисления или повторного окисления жидкой стали; таким образом, можно преобразовать включения оксида алюминия во включения алюминатов или алюмосиликатов извести, которые являются жидкими при температуре расплавленного металла; таким образом избегают постепенного засорения разливочных стаканов промежуточного ковша установки непрерывного литья во время работы твердыми включениями оксида алюминия, которые могут скапливаться на стенках разливочных стаканов, и обеспечивают возможность преобразования оксидированных включений в крупные капли, которые могут легко осаждаться, что снижает количество включений в конечном металле, и, наконец, остающимся включениям придают формы, состав и механические свойства, способствующие хорошему поведению стали во время ее формования и ее использования. Кальций можно также комбинировать с серой, что способствует удалению серы из стали и контролю за оставшимися сульфидами.
В дальнейшем тексте описания термин «проволока» будет использоваться для обозначения как сплошной проволоки, так и порошковой проволоки любого состава и назначения, поскольку изобретение можно применять для обоих типов проволоки.
Обычно сплошную или порошковую проволоку сначала наматывают в бунты цилиндрической формы на цилиндрический барабан. Ее разматывают по мере необходимости. Ось симметрии этих бунтов может быть либо горизонтальной, либо вертикальной. Одним из преимуществ этой технологии введения добавки является возможность соединения бунтов между собой, чтобы избегать прерывания металлургической обработки и манипулирования каждым бунтом. Таким образом, переход от одного бунта к другому является операцией, не требующей вмешательства пользователя в момент ее осуществления. Это преимущество является иногда решающим для веществ, которые необходимо добавлять в ванны жидких металлов в самом конце обработки, так как эта операция не терпит никаких задержек или перерывов.
Бунт проволоки представляет собой непрерывную намотку прилегающих друг к другу и расположенных друг над другом витков. Таким образом, проволоку наматывают вокруг барабана (например, слева направо). Размеры этого барабана придают конечному бунту его внутренний диаметр и его ширину. После того как цилиндрическая поверхность барабана оказывается полностью покрытой первым слоем витков, наматывают второй слой витков в направлении, противоположном намотке первого слоя, опирающийся на этот первый слой. Цикл продолжается до получения заданного наружного диаметра бунта. Намотку бунта заканчивают, когда конец проволоки последнего витка оказывается на той же стороне, что и ее начало (сторона, с которой начинали намотку).
Чтобы сохранить эту совокупность витков в правильном положении, обычно, бунт упаковывают в каркас, как правило, металлический. Упаковка состоит из поддона, на котором находится бунт, и из металлического каркаса, охватывающего бунт. Стойки, например, в количестве четырех входят в контакт с последним рядом наружных витков. Именно эти стойки удерживают на месте витки порошковой проволоки.
Бунты разматывают изнутри (малый диаметр) наружу при помощи размоточного устройства, в которое сначала заводят свободный конец первого витка, намотанного на барабан, то есть самого внутреннего витка. Бунты соединяют друг с другом за счет свободной длины проволоки, начиная от последнего намотанного витка. В случае вертикальных бунтов оба конца находятся на одной стороне для обеспечения соединения, при этом последний наружный виток одного бунта механически соединяют с первым внутренним витком второго бунта.
Разматывание осуществляют сверху вниз, затем снизу вверх для бунта с вертикальной осью или спереди назад и наоборот для бунта с горизонтальной осью в соответствии с описанным выше направлением намотки витков. Последовательное разматывание рядов витков в конечном счете приводит к освобождению наружного ряда витков. При достижении наружного конца, если он был предварительно соединен с внутренним концом следующего бунта, переход между бунтами происходит без вмешательства извне. Таким образом, использование проволоки является непрерывным.
Ниже приведены примеры размеров бунтов проволоки, для которых можно применять настоящее изобретение:
- внутренний диаметр бунтов от 500 мм до 1000 мм;
- наружный диаметр бунтов от 800 мм до 2500 мм;
- ширина бунта (или высота, если бунт имеет вертикальную ось) от 500 до 3000 мм;
- размеры проволоки: диаметр от 5 мм до 30 мм при линейном погонном весе проволоки от 25 г до 2500 г.
Во время использования бунтов с вертикальной осью часто сталкиваются со следующей проблемой. Последний ряд витков разматывается снизу вверх. Собственный вес еще не размотанных витков заставляет их обрушиваться внутри каркаса. Это может привести к перепутыванию витков, что может закончиться блокировкой размоточного устройства и даже к обрыву проволоки.
В бунтах с горизонтальной осью под действием собственного веса проволоки и вибраций во время разматывания может произойти обрушение витков с теми же рисками перепутывания и остановки подачи или обрыва проволоки.
Эти явления могут возникать или усиливаться при ударах или деформациях бунта, например, во время погрузочно-разгрузочных работ, при вибрациях, действующих на проволоку во время введения, плохой горизонтальности опоры бунта (пола и/или поддона) и т.д.
Задача изобретения состоит в разработке решения, позволяющего устранить трудности, связанные с равномерностью разматывания последнего слоя витков бунта проволоки с целью повышения надежности работы установки подачи проволоки в конце разматывания бунта и обеспечения, таким образом, нормального хода металлургической обработки, причем с минимальными расходами.
Поставленная задача решена в каркасе для удержания бунта сплошной или порошковой проволоки с металлической наружной поверхностью для осуществления добавления веществ в ванну жидкого металла путем разматывания указанного бунта в указанную ванну, содержащем стойки, стягивающие указанный бунт, внутренние стороны которых входят в контакт с самым наружным слоем витков проволоки, образующих указанный бунт, согласно изобретению указанные внутренние стороны указанных стоек содержат по меньшей мере на участке их длины средства, стремящиеся усилить контакт между этими стойками и проволокой за счет повышения сцепления между всеми или частью витков последнего слоя витков указанной проволоки и стойками и/или за счет удержания всех или части витков последнего слоя витков указанной проволоки в гнездах, выполненных в указанных стойках.
Эти средства могут быть выполнены в виде слоя материала с высоким коэффициентом сцепления с металлами, такого как резина.
Эти средства могут быть выполнены в виде слоя податливого материала, деформирующегося при контакте с указанной проволокой так, чтобы повторять форму изгибов наружной поверхности указанных витков и образовать, таким образом, гнезда для указанных витков.
Указанный материал можно выбирать среди резины, полистирола, синтетического пеноматериала, полиуретана.
Указанные средства, стремящиеся усилить контакт между стойками и проволокой, могут представлять собой волнистость, выполненную на внутренних стенках стоек.
Указанные средства, стремящиеся усилить контакт между стойками и проволокой, могут представлять собой штырьки, выполненные на внутренних сторонах стоек.
Указанные средства, стремящиеся усилить контакт между стойками и проволокой, могут представлять собой шероховатость, которую придают внутренним стенкам стоек.
Указанная шероховатость может составлять, по меньшей мере, Rа=2 мкм и Rm=4 мкм.
Таким образом, изобретение состоит в выполнении на стойках каркаса, охватывающего бунт, средств, стремящихся усилить контакт между этими стойками и проволокой за счет повышения сцепления между проволокой и стойками и/или блокировки указанной проволоки в гнездах, образованных на указанных стойках, чтобы затруднить опускание витков (для бунтов с вертикальной осью) или обрушение витков (для бунтов с горизонтальной осью).
Этого повышения сцепления можно добиться разными способами:
- путем нанесения на поверхность стоек слоя материала, повышающего коэффициент сцепления, иначе говоря, трение между стойкой и проволокой;
- путем нанесения на поверхность стоек мягкого покрытия, в котором последний слой витков проволоки может образовать гнезда, куда проволока заходит во время упаковки бунта в каркас; эти гнезда позволяют удерживать ее в первоначальном положении во время разматывания;
- путем выполнения вырезов или штырьков на поверхности стоек, в которые проволока заходит во время упаковки бунта;
- путем простого увеличения шероховатости поверхностей стоек каркаса, входящих в контакт с проволокой.
Изобретение будет более очевидно из нижеследующего описания со ссылками на прилагаемые чертежи.
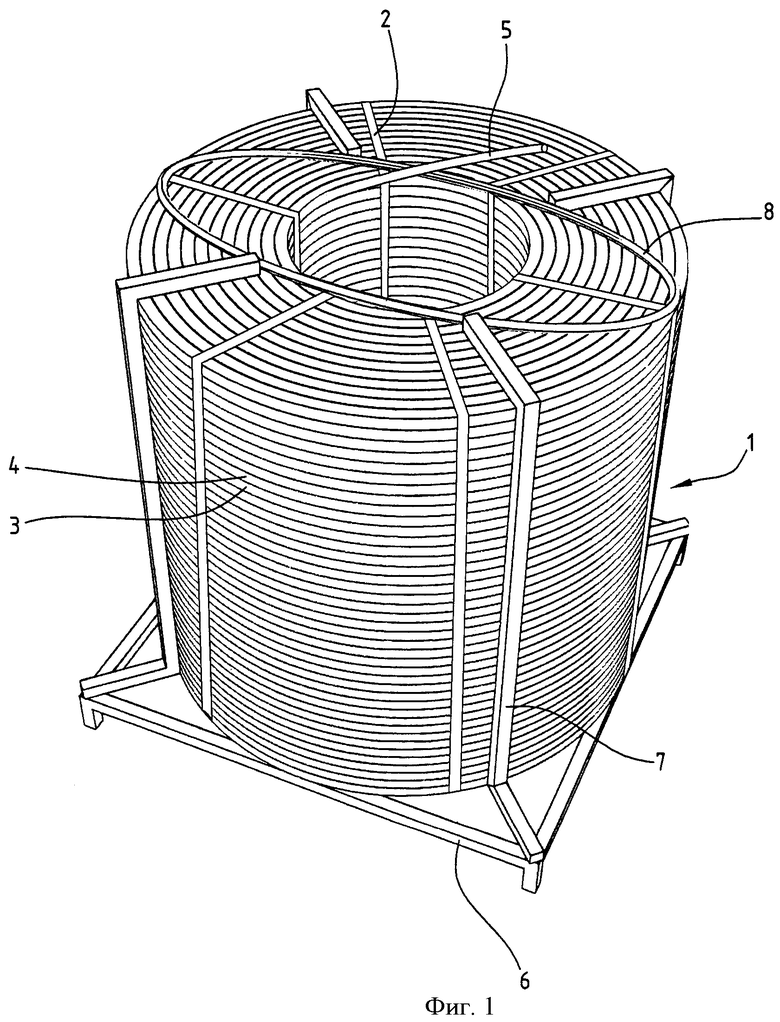
На фиг.1 показан бунт порошковой проволоки, охваченный каркасом;
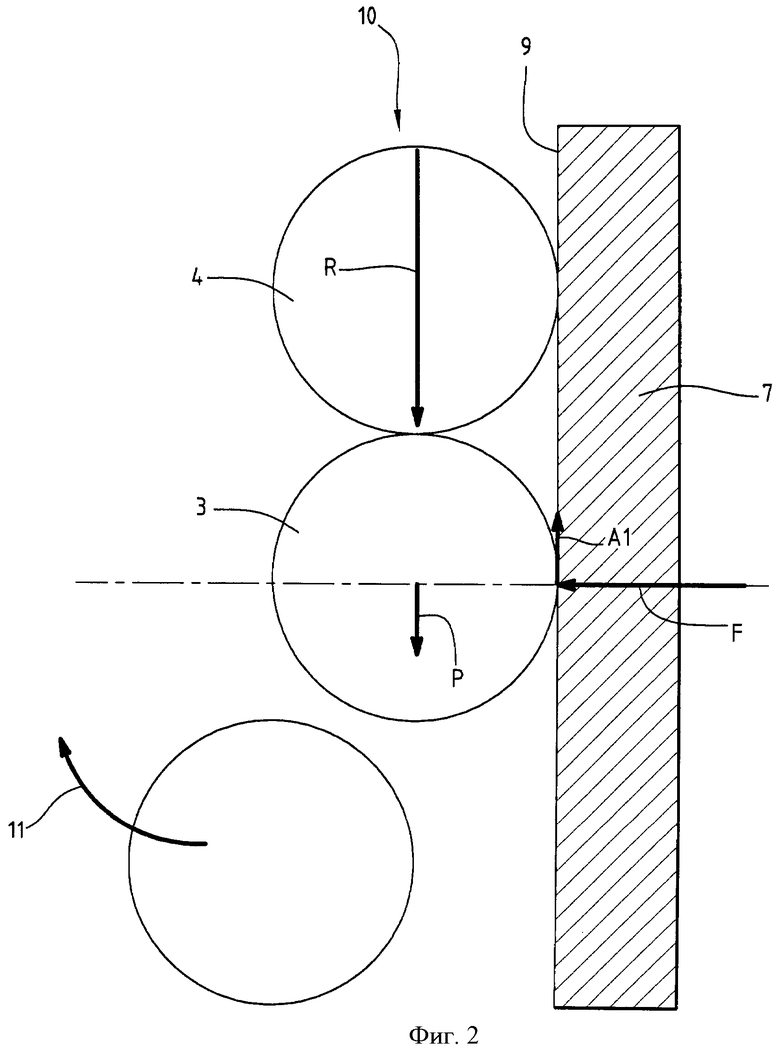
на фиг.2 схематично показан участок последнего слоя витков бунта и стойки известного каркаса, с которой он входит в контакт, вид в поперечном разрезе;
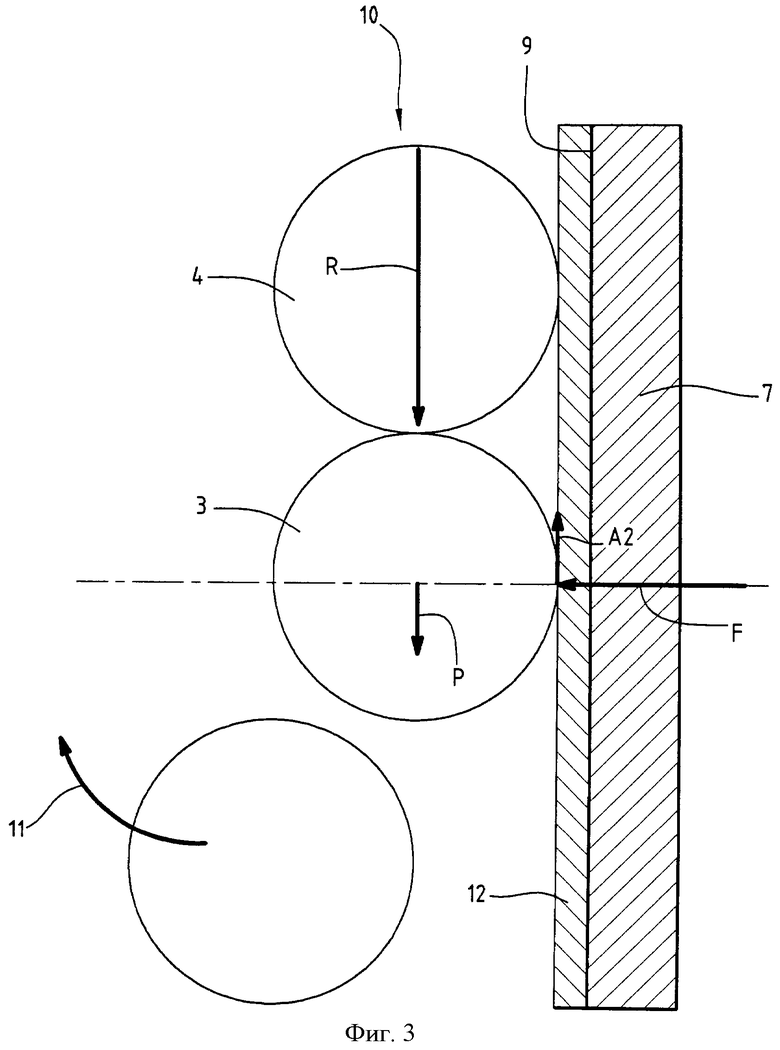
на фиг.3 схематично показан первый пример осуществления изобретения;
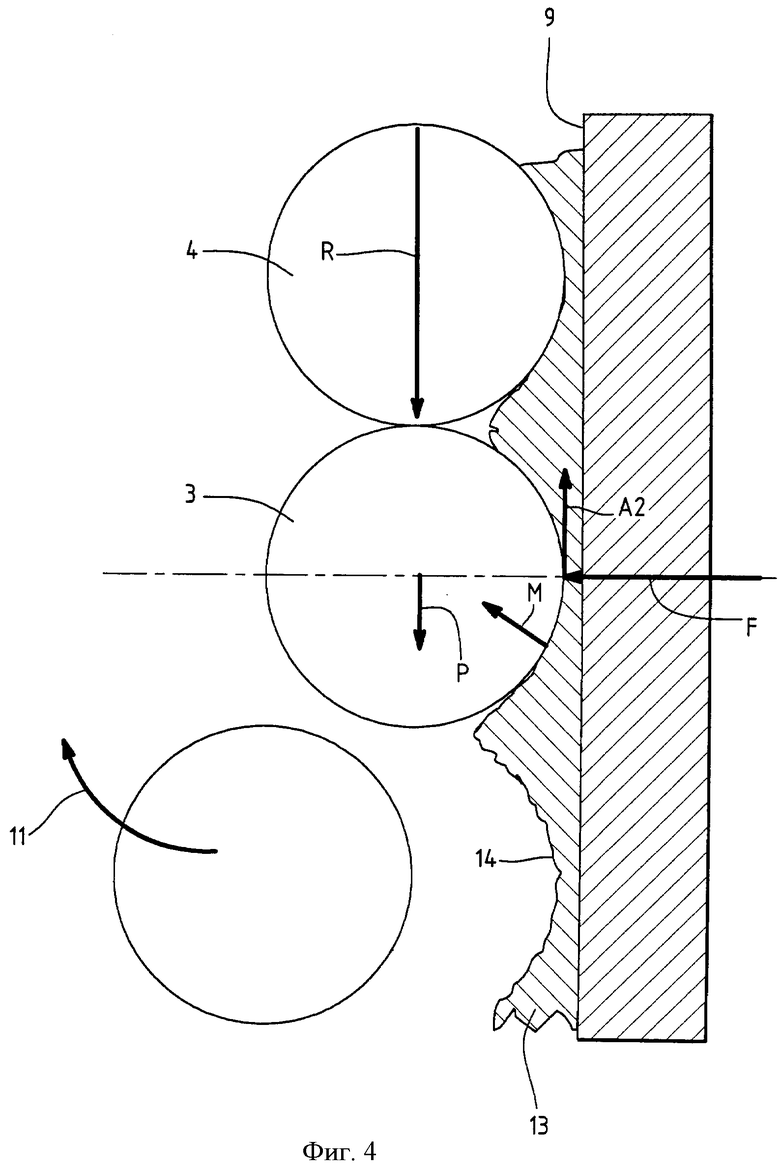
на фиг.4 схематично показан второй пример осуществления изобретения.
На фиг.1 показан бунт 1 сплошной или порошковой проволоки с вертикальной осью, в котором все витки дополнительно удерживаются в компактном виде при помощи в основном продольных связей, охватывающих витки и называемых бандажными элементами 2, после извлечения барабана. Количество и характер этих бандажных элементов может меняться в зависимости от типа бунта проволоки. Этот бандаж обеспечивает целостность намотки витков во время погрузочно-разгрузочных работ и транспортировки бунта. После размещения бунта на место использования этот бандаж снимают.
Проволоку, образующую бунт, наматывают на барабан во время выполнения бунта в несколько наложенных друг на друга слоев изнутри наружу, каждый из которых образует ряд витков 3, 4. Следует отметить, что начальная часть 5 проволоки выступает из центральной части бунта 1 так, чтобы ее можно было соединить при помощи механических средств с конечной частью проволоки другого бунта. Таким образом, обеспечивают непрерывность подачи проволоки, когда один бунт заканчивает разматываться, тогда как металлургическая обработка еще не завершена. Как известно, внутренняя сторона бунта 1 опирается на поддон 6, от которого отходят четыре вертикальные стойки 7, как правило, выполненные из металла и окружающие бунт 1. Размоточная серьга 8, постоянно соединенная со стойками и стягивающая верхнюю сторону бунта 1, предпочтительно дополняет каркас, который обеспечивает удержание бунта 1. Проволока проходит через серьгу 8, которая, как правило, имеет форму эллипса, как показано на фигуре, однако иногда может быть и круглой. Серьга 8 удерживает на месте все витки 3, 4 во время операций введения и позволяет, таким образом, избежать одновременного увлечения нескольких витков 3, 4. Малый диаметр эллипса серьги 8 соответствует диаметру первого внутреннего витка.
В известных каркасах, как показано на фиг.2, происходит прямой контакт между внутренней стороной 9 стойки 7 и последним слоем 10 витков 3, 4 проволоки. Эта внутренняя сторона 9 стойки 7 не имеет особенностей с точки зрения выполнения ее поверхности и/или ее поверхностных характеристик, которые просто являются характеристиками исходного материала, использованного для ее выполнения. В результате во время разматывания последнего слоя 10 витков 3, 4, которое, как было указано выше, происходит снизу вверх бунта 1 и которое увлекает проволоку в направлении, показанном стрелкой 11, на каждый виток 3, 4 действуют:
- его собственный вес Р;
- вертикальное давление R, которым на него действуют находящиеся над ним витки и которое стремится опустить витки 3, 4 к основанию каркаса;
- давление F, которым на него действует стойка 7;
- сила сцепления А1 между стойкой 7 и проволокой.
Усилия скручивания компенсирует металлическая оболочка проволоки (в случае порошковой проволоки), и, как правило, ими можно пренебречь.
А1 должна быть равна по абсолютной величине Р+R, чтобы система находилась в равновесии.
Если речь идет о контакте между сталью и сталью (случае стального каркаса и порошковой проволоки со стальной оболочкой), коэффициент сцепления составляет примерно 0,2, то есть сила А1 в результате сцепления между проволокой и стойкой 7 каркаса равна 0,2×F. Как правило, этого недостаточно, чтобы избежать обрушения витков 3, 4 последнего слоя бунта 1 во время разматывания. В большинстве случаев это обрушение витков приводит к их перепутыванию. В этом случае разматывание следует прекратить, что, следовательно, влечет за собой остановку металлургической обработки.
Согласно изобретению вносят изменения во внутренние стороны 9 стоек 7 каркаса таким образом, чтобы существенно увеличить силу трения А2 между стойкой 7 и витками 3, 4, которые входят с ней в контакт. Таким образом, замедляют и даже полностью исключают обрушение витков 3, 4 последнего слоя во время их разматывания. Таким образом, они гарантированно остаются по существу круглыми и в контакте со стойками 7, поэтому условия их разматывания остаются стабильными и вышеуказанные инциденты исключаются.
Согласно частному варианту осуществления изобретения, показанному на фиг.3, это изменение внутренних сторон 9 стоек 7 каркаса состоит в нанесении на них слоя 12 соединения, обеспечивающего повышенный коэффициент трения с металлом, образующим наружную сторону проволоки. Вышеуказанный слой 12 соединения может быть, например, слоем резины. В этих условиях при контакте между резиной и сталью отмечают коэффициент трения примерно 1 и даже существенно больше. Этого достаточно, чтобы достичь, по меньшей мере, очень существенного улучшения поведения витков 3, 4 в конце разматывания и даже полного исключения опускания витков 3, 4, что позволяет им сохранять относительное расположение во время всей операции разматывания. Например, слой резины может иметь толщину от 0,5 мм до 5 мм, а стойка 7 может иметь ширину от 10 мм до 80 мм, чтобы усилие трения действовало на достаточно большой линии контакта. При таких же условиях можно увеличить число стоек 7 по окружности бунта, чтобы предпочтительно распределить усилие, действующее на витки. Например, число стоек 7 можно увеличить с 4 до 6.
Другой вариант осуществления изобретения, показанный на фиг.4, состоит в замене относительно тонкого слоя 12 резины или другого слоя из предыдущего варианта более толстым слоем 13 податливого материала, то есть способного деформироваться, чтобы повторять волнистую поверхность витков 3, 4, поэтому во время упаковки бунта в каркас в указанном материале 13 образуются гнезда 14 для витков 3, 4 под действием давления F, которым действуют стойки 7 на бунт 1. Это приводит к появлению дополнительной силы М, действующей под углом, которой материал 13 действует на каждый виток 3, 4 и вертикальная составляющая которой добавляется к силе сцепления А2, препятствуя опусканию витков 3, 4. Таким образом, этот вариант изобретения позволяет еще более надежно, чем предыдущий, предотвратить опускание витков 3, 4, в частности, за счет того, что контакт покрытие-проволока происходит на более значительных поверхностях, чем в случае недеформирующегося обрезиненного слоя.
Материалом податливого слоя может быть, в частности, резина или материал, имеющий механические характеристики, близкие к резине, полистирол, синтетический пеноматериал, полиуретан или любой другой материал, обладающий свойствами податливости под действием давления со стороны проволоки и стойки 7 и обеспечивающий функции, необходимые в рамках изобретения. В идеале этот материал имеет высокий коэффициент сцепления с проволокой, то есть обеспечивает также функциональные возможности предыдущего варианта.
Например, для бунта проволоки диаметром 16 мм с погонным весом 605 г/м, имеющего внутренний диаметр 800 мм, наружный диаметр 1400 мм, высоту 1090 мм, охваченного стальным каркасом, образованным четырьмя U-образными элементами размером 40×20 мм и толщиной 5 мм, можно использовать полимерный пеноматериал E.P.D.M. (резина этилен-пропилен диен), на одну из сторон которого наносят акриловый адгезив и который имеет следующие характеристики:
- плотность 130-170 кг/м3
- твердость 38-58 по Шору 00
- сопротивление сжатию (по стандарту NFR 99 211-80 50%) от 80 до 160 кПа.
В другом варианте осуществления изобретения на внутренней поверхности 9 стоек 7 выполняют волнистость или штырьки, чтобы придать ей конфигурацию, заранее определяющую гнезда для витков проволоки, то есть сравнимую по своему принципу с вариантом, показанным на фиг.4. Этот вариант возможен в случае, когда можно обеспечить идеальную равномерность намотки проволоки, чтобы витки находились прямо напротив полученных таким образом гнезд и могли в них заходить достаточно легко во время установки на место стоек 7 на поддоне 6.
Согласно еще одному варианту осуществления внутренней поверхности 9 стоек 7 просто придают повышенную шероховатость порядка не менее Ra=2 мкм и Rm=4 мкм при помощи дробеструйной обработки или любого другого аналогичного способа, контролируя при этом профиль шероховатости, чтобы она препятствовала движению витков. Этого может быть достаточно для бунтов проволоки небольшого веса и небольших размеров.
Изобретение было описано и проиллюстрировано для случая бунта 1 с вертикальной осью во время разматывания. Однако, разумеется, его можно легко применять и для случая, когда во время разматывания бунты имеют горизонтальную ось.
Одним из преимуществ предложенного изобретения является то, что его применение не требует внесения никаких изменений в известную проволоку с точки зрения ее формы и/или размеров.
В описанных и представленных примерах проволока имеет круглое сечение, однако изобретение можно применять и для случаев, когда проволока имеет сечение другой формы, например шестиугольное или восьмиугольное.
Разумеется, по выбору пользователя средства усиления контакта между стойками 7 и проволокой можно располагать на всей поверхности стоек 7 или только на участке их длины. Однако, разумеется, предпочтительнее располагать средства, стремящиеся усилить контакт между стойками 7 и проволокой, по всей длине стоек 7, которая может оказаться напротив бунта 1, чтобы обеспечивать удержание витков 3, 4 бунта 1 на постоянном уровне во время всего разматывания бунта 1, что еще больше обеспечивает успешное проведение операции.
Изобретение относится к области металлургии, в частности к каркасу для удержания бунта сплошной или порошковой проволоки для подачи веществ в ванну жидкого металла. Каркас содержит стойки, стягивающие указанный бунт, внутренние стороны которых входят в контакт с самым наружным слоем витков проволоки, образующих указанный бунт. Внутренние стороны стоек содержат по меньшей мере на участке их длины средства усиления контакта между этими стойками и проволокой за счет повышения сцепления между всеми или частью витков последнего слоя витков указанной проволоки и стойками и/или за счет удержания всех или части витков последнего слоя витков указанной проволоки в гнездах, выполненных на указанных стойках. Указанные средства выполнены в виде слоя материала с высоким коэффициентом сцепления с металлами, такого как резина, или в виде волнистости на внутренних стенках стоек или в виде штырьков, расположенных на внутренних стенках стоек, или в виде шероховатости, образованной на внутренних стенках стоек. Изобретение позволяет устранить трудности, связанные с равномерностью разматывания последнего слоя витков бунта проволоки, за счет повышения надежности работы установки подачи проволоки в конце разматывания бунта без обрушения витков для бунта с горизонтальной осью. 7 з.п. ф-лы, 4 ил.
1. Каркас для удержания бунта (1) сплошной или порошковой проволоки (3, 4) с металлической наружной поверхностью для подачи веществ в ванну жидкого металла путем разматывания указанного бунта (1) в указанную ванну, содержащий стойки (7), стягивающие указанный бунт (1), внутренние стороны (9) которых входят в контакт с самым наружным слоем (10) витков проволоки, образующих указанный бунт (1), отличающийся тем, что внутренние стороны (9) стоек (7) содержат по меньшей мере на участке их длины средства усиления контакта между этими стойками (7) и проволокой за счет повышения сцепления между всеми или частью витков (3, 4) последнего слоя (10) витков указанной проволоки и стойками (7) и/или за счет удержания всех или части витков (3, 4) последнего слоя (10) витков указанной проволоки в гнездах, выполненных на указанных стойках (7).
2. Каркас по п.1, отличающийся тем, что указанные средства выполнены в виде слоя (12) материала с высоким коэффициентом сцепления с металлами, такого как резина.
3. Каркас по п.1 или 2, отличающийся тем, что указанные средства выполнены в виде слоя (13) податливого материала, деформирующегося при контакте с указанной проволокой так, чтобы повторять изгибы наружной поверхности витков (3, 4) проволоки с образованием гнезд (14) для витков (3, 4).
4. Каркас по п.3, отличающийся тем, что указанный материал является полистиролом, или синтетическим пеноматериалом, или полиуретаном.
5. Каркас по п.1, отличающийся тем, что указанные средства усиления контакта между стойками (7) и проволокой выполнены в виде волнистости на внутренних стенках стоек.
6. Каркас по п.1, отличающийся тем, что указанные средства усиления контакта между стойками (7) и проволокой выполнены в виде штырьков, расположенных на внутренних стенках (9) стоек (7).
7. Каркас по п.1, отличающийся тем, что указанные средства усиления контакта между стойками (7) и проволокой выполнены в виде шероховатости, образованной на внутренних стенках стоек.
8. Каркас по п.7, отличающийся тем, что указанная шероховатость равна, по меньшей мере, Ra=2 мкм и Rm=4 мкм.
| US 3357554 A, 12.12.1967 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| СПОСОБ УПАКОВКИ БУХТ ПРОВОЛОКИ | 0 |
|
SU174982A1 |
| УПАКОВКА ДЛЯ СОДЕРЖАНИЯ И ВЫДАЧИ БОЛЬШИХ КОЛИЧЕСТВ ПРОВОЛОКИ | 2002 |
|
RU2226171C1 |

