Изобретение относится к области металлургии, в частности к корректировке состава или обработке ванны расплавленного металла путем введения добавки при помощи порошковой проволоки, содержащей указанную добавку.
В частности, изобретение касается способа введения порошковой проволоки в ванну расплавленного металла и установки для его осуществления с повышенной эффективностью введения добавок.
Свойства металлов и металлических сплавов, таких как сталь или чугун, зависят, в частности, от их состава. Во время производства металлов и металлических сплавов, как правило, исходят из их базового состава, в котором содержание некоторых компонентов корректируют в зависимости от требуемого конечного состава.
Эту корректировку осуществляют при помощи нескольких технологий, среди которых можно указать введение в ванну расплавленного металла на заранее определенную длину порошковой проволоки, то есть длинномерного элемента, состоящего из внешней оболочки, в которой в виде порошка содержится добавка, которую необходимо ввести.
Как правило, оболочку порошковой проволоки выполняют из металлического листа или ленты небольшой толщины, два противоположных продольных края которой складывают таким образом, чтобы скрепить их друг с другом после придания указанному листу трубчатой конфигурации. За счет механического крепления двух краев получают хорошую герметичность по отношению к добавке.
Эту порошковую проволоку выпускают в виде намотанного на бобину отрезка большой длины, например, 6000 метров. Классически, как схематично показано на фиг.1 документа FR 2871477, проволоку извлекают либо из неподвижной бобины, расположенной в кожухе, либо из подвижной бобины в виде катушки, затем ее подают в горизонтальном направлении в инжектор, который увлекает ее в изогнутую направляющую трубку. Порошковая проволока выходит из дальнего конца трубки на определенной высоте порядка 1-1,4 метра над поверхностью ванны. Инжектор, показанный на фиг.1 документа FR 2871477, является классическим инжектором, содержащим три набора из двух приводимых во вращение цилиндрических роликов, между которыми проходит порошковая проволока. Давление, оказываемое роликами, должно быть достаточным для обеспечения извлечения проволоки из бобины и перемещения ее в ванну через направляющую трубку. Как правило, это давление приводит к деформации проволоки в поперечном сечении.
Известно, что применение технологии корректировки состава ванны расплавленного металла посредством порошковой проволоки может вызывать затруднения при использовании некоторых добавок, в частности, кальция, магния, селения и серы. В некоторых случаях высокая температура ванны расплавленного металла вызывает взрыв порошковой проволоки в зоне, очень близкой к поверхности ванны. В других случаях добавка очень быстро испаряется вблизи поверхности. Во всех случаях происходит сильная химическая реакция на поверхности, являющаяся причиной определенного числа явлений: окисления и/или азотирования ванны, выброса жидкого металла, сильного выделения дымов.
При таком типе добавок для осуществления корректировки состава ванны при помощи рассматриваемой добавки необходима длина порошковой проволоки и, следовательно, количество добавок, реально вводимое при помощи проволоки, намного превышающая теоретическую длину, которая была бы необходима, если бы вся вводимая добавка участвовала в корректировке состава ванны.
Таким образом, эффективность такой операции введения является очень низкой и может составлять от 10 до 15%.
Уже были предприняты попытки повысить эффективность введения порошковой проволоки путем введения ее в ванну путем пропускания внутри защитной трубки или ствола из огнеупорного материала, предварительно введенного в ванну. Однако присутствие этой огнеупорной трубки или ствола, погружаемого в ванну, кроме высокой стоимости, имеет другие недостатки, связанные, в частности, с риском забивания трубки или ствола и загрязнения ванны вследствие эрозии трубки или ствола от действия самой ванны.
Для повышения эффективности введения порошковой проволоки было также предложено покрывать металлическую оболочку, в которой находится добавка, второй оболочкой, которая может сгорать, не оставляя вредных следов, и которая на короткое время замедляет распространение тепла в сторону сердечника порошковой проволоки. В частности, вторая оболочка может представлять собой одну или несколько бумажных лент, спирально намотанных вокруг первой металлической оболочки. Эту бумагу выбирают таким образом, чтобы она обладала стойкостью к воспламенению и коэффициентом термического сопротивления выше, чем у листа обыкновенной бумаги.
Наличие этой второй оболочки позволяет вводить порошковую проволоку на большую глубину и, следовательно, свести к минимуму явления взрыва и/или испарения добавки.
Чтобы избежать повреждения этой второй оболочки во время наматывания на бобину и особенно во время ее сматывания с бобины, предпочтительно иметь третью металлическую оболочку такого же типа, что и первая оболочка.
Это усовершенствование порошковой проволоки, описанное в документе FR 2871477, позволило существенно повысить эффективность операции введения порошковой проволоки, в частности, в отношении таких добавок, как кальций, магний, селений и сера.
Задачей изобретения является дополнительное усовершенствование, которое не связано с изменением структуры порошковой проволоки, а относится к способу ее введения и установке для осуществления такого способа.
Указанная задача решается за счет того, что в известном способе, включающем извлечение порошковой проволоки из центра бобины и ее перемещение до ванны жидкого металла, причем часть пути порошковая проволока проходит в направляющей трубке, дальний конец которой находится на определенной высоте от поверхности ванны жидкого металла, согласно настоящему изобретению порошковую проволоку перемещают и выпрямляют в условиях, практически не влияющих на ее по существу круглое сечение и обеспечивающих ее введение и погружение в глубину ванны в вертикальном направлении.
Заявителем установлено влияние деформации поперечного сечения проволоки, возникающей от действия приводных систем современных установок, и естественного стремления проволоки при ее погружении в ванну восстановить изогнутую конфигурацию, которую она имела в бобине, на эффективность операции введения порошковой проволоки. Практическим следствием этих двух факторов является то, что при проникновении в ванну расплавленного металла порошковая проволока имеет не прямолинейное направление, а изгибается в сторону поверхности ванны, что ограничивает глубину ее введения в ванну. К этому добавляется то, что в современных установках подачи проволоки направление введения порошковой проволоки, в частности, направление направляющей трубки является наклонным по отношению к поверхности ванны, что только усугубляет явление подъема проволоки к поверхности ванны.
Таким образом, настоящее изобретение позволяет создать условия, при которых порошковая проволока может глубоко проникать в ванну в направлении, максимально приближенном к вертикальному по всей высоте вплоть до распада проволоки.
Операцию выпрямления осуществляют путем пропускания порошковой проволоки перед ее входом в направляющую трубку через несколько наборов из двух нажимных роликов. Оказываемое давление, число наборов нажимных роликов, соответствующее расстояние, конфигурацию контакта с порошковой проволокой определяют таким образом, чтобы получить требуемое выпрямление, т.е. чтобы в свободном состоянии порошковая проволока сохраняла прямолинейную конфигурацию и не проявляла тенденции к восстановлению криволинейной конфигурации, которую она имела во время хранения в бобине, и, таким образом, чтобы выпрямленная порошковая проволока сохраняла свое по существу круглое сечение.
Во время этой операции к поверхности проволоки прикладывают равномерно распределенные усилия, достаточные для преодоления и устранения влияния внутренних напряжений, которые появляются во время операций наматывания и разматывания.
Как вариант стороны контакта роликов с порошковой проволокой являются вогнутыми.
В этом случае предпочтительно радиус кривизны вогнутых сторон нажимных роликов является по существу таким же, как и у порошковой проволоки. Таким образом, давление, оказываемое роликами, действует по существу радиально на порошковую проволоку, так, что не возникает сплющивание или другая нежелательная деформация указанной проволоки даже при большом давлении. Это позволяет ограничить число наборов нажимных роликов, например, до двух-пяти наборов из двух роликов.
Понятно, что в оптимальном варианте кривизна вогнутых сторон нажимных роликов должна быть строго такой же, что и у порошковой проволоки, что позволило бы достичь абсолютной равномерности распределения усилий давления, действующих радиально на указанную проволоку по всей поверхности контакта между проволокой и роликом, но потребовало бы смены роликов в зависимости от диаметра проволоки. Однако было установлено, что радиус кривизны вогнутых сторон может слегка отличаться от радиуса кривизны порошковой проволоки, что все же не приводит к сплющиванию или нежелательной деформации проволоки и вместе с тем позволяет достичь хорошего выпрямления проволоки.
Однако вышесказанное не носит исключительного характера. Удовлетворительное выпрямление без нежелательной деформации сечения порошковой проволоки было достигнуто путем применения большего числа наборов нажимных роликов, например порядка пятнадцати наборов, при этом значение давления от одного набора становится более ограниченным. В этом случае контактные стороны могут быть образованы, например, двумя наклонными стенками кольцевой канавки треугольного сечения. Давление, оказываемое каждым роликом, действует на порошковую проволоку по двум непрерывным контактным линиям, а не по контактной поверхности, как в предыдущем варианте. Вместе с тем, учитывая меньшее давление, оказываемое каждым набором, и большее число наборов, не замечено нежелательной деформации круглого сечения порошковой проволоки.
Согласно варианту выполнения порошковая проволока во время ее прохождения между наборами нажимных роликов удерживается с боков, в частности, промежуточными направляющими трубками. Эта специальная конструкция предназначена для удержания порошковой проволоки таким образом, чтобы она оставалась прямолинейной во время своего прохождения через все наборы из двух нажимных роликов.
Приведение в движение порошковой проволоки может быть осуществлено одновременно с ее выпрямлением, в частности, когда выпрямление происходит за счет ее прохождения между последовательными наборами роликов; в этом случае некоторые из этих роликов приводятся во вращение.
Однако вышесказанное не носит исключительного характера, и приведение в движение порошковой проволоки можно производить на входе и независимо от ее выпрямления. В этом случае операцию выпрямления осуществляют в условиях, позволяющих править деформацию в поперечном сечении проволоки, появляющуюся от воздействия приводной системы. Предпочтительно этого добиваются при выпрямлении с применением роликов, содержащих вогнутые стороны, радиус кривизны которых по существу равен радиусу кривизны недеформированной порошковой проволоки.
Другим объектом настоящего изобретения является установка для введения порошковой проволоки в ванну расплавленного металла, которая содержит средства приведения в движение указанной порошковой проволоки, начиная от бобины, и трубку направления порошковой проволоки, при этом дальний конец трубки находится на определенной высоте Н от поверхности ванны.
Согласно изобретению направляющая трубка имеет вертикальное направление. Кроме того, установка содержит средства выпрямления порошковой проволоки, расположенные перед ее входом в направляющую трубку и выполненные с возможностью придания порошковой проволоке вертикального прямолинейного направления практически без изменения ее по существу круглого сечения.
Предпочтительно средства выпрямления состоят из множества наборов из двух нажимных роликов, при этом контакт каждого ролика с порошковой проволокой происходит по контактной поверхности или по двум непрерывным контактным линиям.
В варианте выполнения средства выпрямления содержат ограниченное число, например от трех до пяти, наборов нажимных роликов, в которых стороны контакта с порошковой проволокой являются вогнутыми; предпочтительно вогнутая контактная сторона каждого нажимного ролика имеет радиус кривизны, по существу равный радиусу кривизны порошковой проволоки.
В этом случае предпочтительно каждая контактная сторона каждого ролика соответствует угловому участку, составляющему от 120° до 180°. Понятно, что теоретически угловой участок в 180° позволяет получить радиальное распределение усилий давления по всей внешней поверхности контрольной проволоки, радиус которой строго соответствует радиусу кривизны нажимных роликов. Вместе с тем, угловой участок, находящийся в интервале от 120° до 180°, позволяет выпрямлять проволоку, имеющую диаметр, превышающий диаметр контрольной проволоки, без сплющивания или нежелательной деформации.
Как вариант, средства выпрямления могут содержать большое число, например от двенадцати до двадцати, наборов нажимных роликов, в которых каждый ролик содержит кольцевую канавку треугольного сечения, ограничивающую две наклонные стороны контакта с порошковой проволокой.
Предпочтительно между каждой паров наборов нажимных роликов расположена промежуточная направляющая трубка, выполненная с возможностью удержания проволоки с боков во время ее прямолинейного перемещения между наборами нажимных роликов.
Согласно варианту выполнения соотношение между внутренним диаметром направляющей трубки, а также промежуточных трубок в случае их наличия и диаметром порошковой проволоки составляет примерно от 1,5 до 5. Направляющая трубка должна обеспечивать свободное перемещение порошковой проволоки, заставляя ее все же сохранять вертикальное прямолинейное направление. Для вышеуказанного интервала эту функцию выполняет одна направляющая трубка для обычного диапазона диаметров порошковой проволоки.
Согласно варианту выполнения дальний конец направляющей трубки снабжен защитным наконечником, обладающим большим термическим сопротивлением, чем указанная направляющая трубка. Этот защитный наконечник позволяет избежать повреждения дальнего конца направляющей трубки из-за высокой температуры ванны расплавленного металла, а также по причине выбросов.
Защитный наконечник может выходить на пределы дальнего конца направляющей трубки на определенное расстояние, например, порядка 10-30 см.
Предпочтительно направляющая трубка состоит из по меньшей мере двух частей, а именно ближней части и дальней части, оборудованной защитным наконечником. При этом обе части выполнены с возможностью неподвижного соединения друг с другом при помощи разъемных средств соединения, в частности, при помощи резьбы или байонетного соединения, что позволяет производить замену дальней части трубки и защитного наконечника.
В варианте выполнения средства выпрямления порошковой проволоки выполняют функцию приводных средств. При этом средства выпрямления могут состоять из ограниченного числа наборов из двух нажимных роликов, причем каждый набор содержит приводимый во вращение ролик и свободный ролик. Кроме того, свободный ролик может быть установлен на поворотном рычаге, образующем балансир, перемещаемый силовым цилиндром.
В другом варианте выполнения средства выпрямления отделены от приводных средств, которые содержат инжектор, расположенный на входе средств выпрямления. В этом случае в средствах выпрямления порошковая проволока обязательно имеет вертикальное направление. Кроме того, необходимо, чтобы средства выпрямления были выполнены с возможностью правки деформации, появляющейся на проволоке в поперечном сечении от воздействия приводных средств.
Настоящее изобретение будет более понятно из нижеследующего описания способа введения порошковой проволоки в ванну расплавленного металла при помощи установки, предпочтительный вариант выполнения которой показан на прилагаемых чертежах.
На фиг.1 схематично показана указанная установка, включая путь порошковой проволоки;
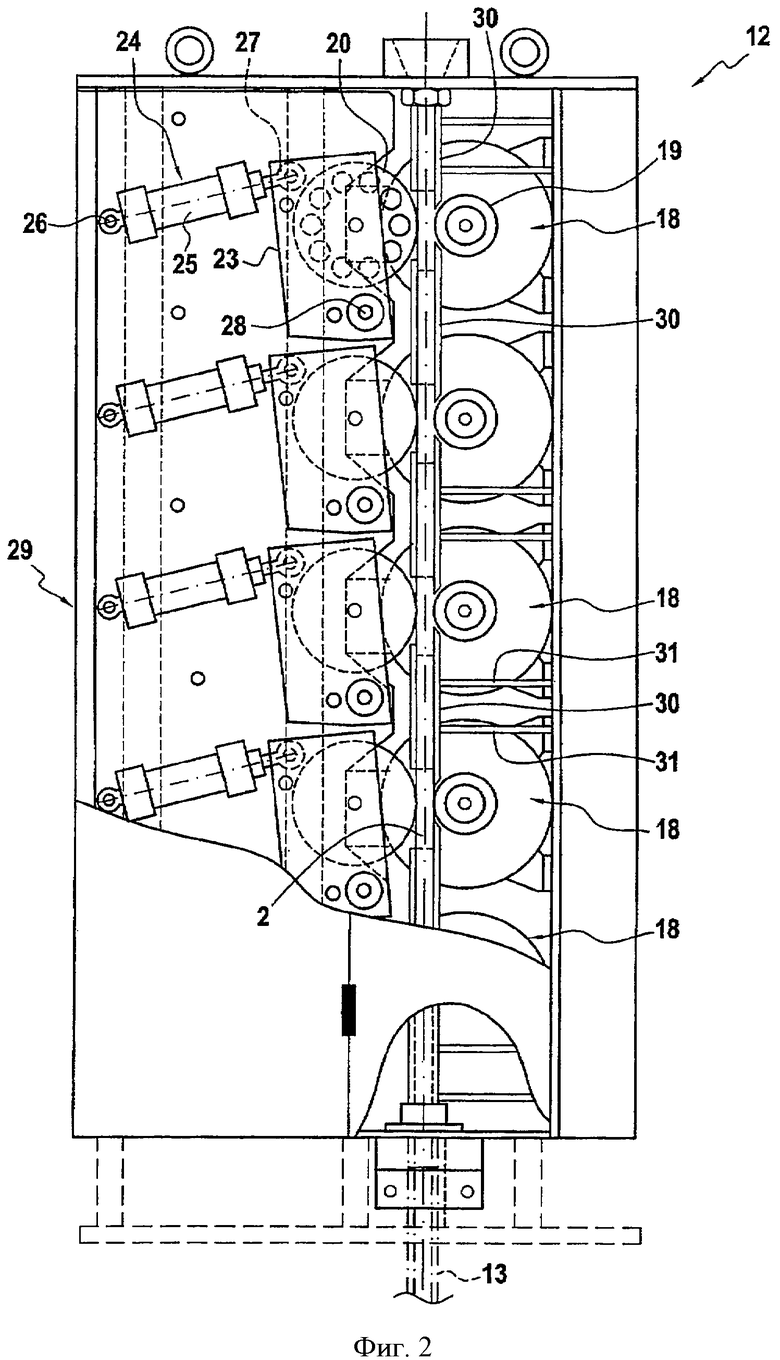
на фиг.2 схематично показан в разрезе выпрямительный узел, состоящий из последовательно расположенных наборов из двух нажимных роликов;
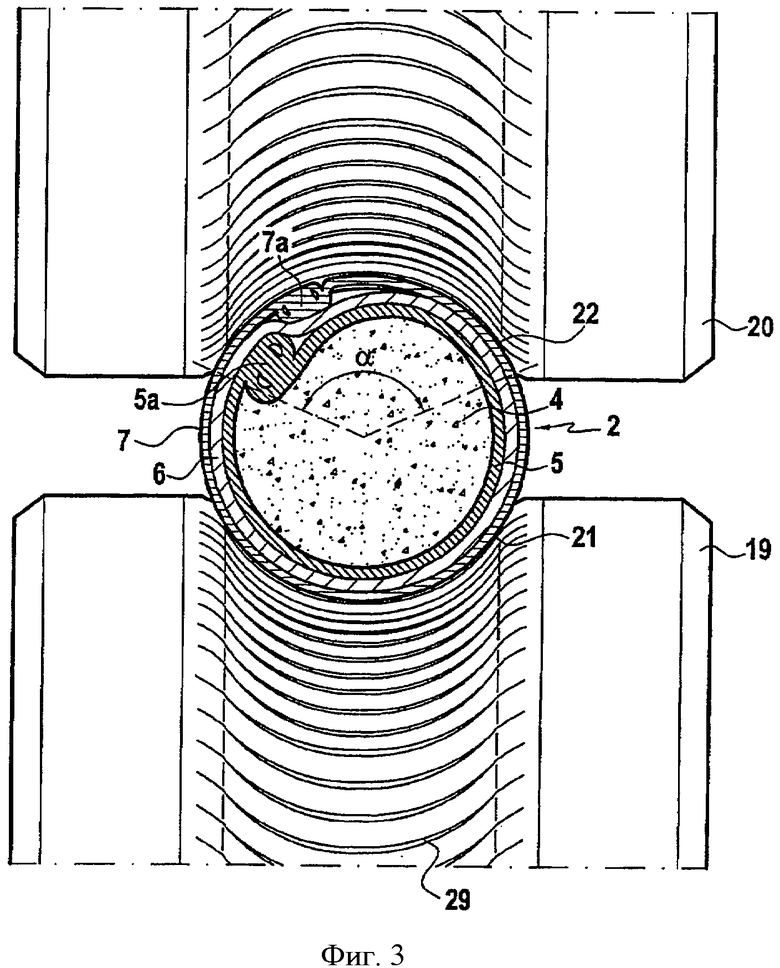
на фиг.3 схематично показаны два нажимных ролика, воздействующие на порошковую проволоку, вид в разрезе;
на фиг.4 - схематичный вид в разрезе дальнего участка направляющей трубки с защитным наконечником.
Установка 1 предназначена для введения порошковой проволоки 2 в ванну 3 расплавленного металла с целью корректировки состава этой ванны или ее обработки при помощи компонента или добавки, содержащейся в виде порошка внутри порошковой проволоки 2.
Как показано на фиг.3, порошковая проволока 2 имеет структуру, соответствующую структуре, описанной в документе FR 2871477. В частности, добавка 4 в виде порошка находится внутри первой металлической оболочки 5, охваченной промежуточной оболочкой 6, которая, в свою очередь, охвачена второй металлической оболочкой 7. В поперечном сечении, как показано на фиг.3, порошковая проволока 2 имеет в основном круглую форму, при этом промежуточная оболочка 6 находится между двумя металлическими оболочками 5 и 7. Каждая из двух металлических оболочек 5 и 7 выполнена из ленты, два противоположных продольных края которой сложены таким образом, чтобы их можно было скрепить друг с другом после придания ленте по существу трубчатой конфигурации. Эти зоны крепления схематично показаны на фиг.3 и обозначены позициями 5а и 7а и обращены внутрь трубчатой проволоки 2.
Промежуточная оболочка 6 выполнена из материала, который является горючим, но не оставляет нежелательных следов в ванне расплавленного металла и который на короткое время замедляет распространение тепла в сторону сердцевины порошковой проволоки 2. В конкретном примере выполнения эта промежуточная оболочка состоит из нескольких бумажных лент, намотанных по спирали вокруг первой металлической оболочки 5, при этом использована бумага пиротехнического типа, обладающая сопротивлением к воспламенению и коэффициентом термического сопротивления, превышающими эти же характеристики для обычной бумаги. Несмотря на то, что описанная выше структура порошковой проволоки 2 является более предпочтительной, она все же не является исключительной в рамках настоящего изобретения.
Подачу порошковой проволоки 2 осуществляют от площадки 8, на которой находятся две бобины 9, 9' с намотанной на них порошковой проволокой 2 длиной, например, около 6000 м. Вторая бобина 9' является резервной и служит для подачи проволоки, когда заканчивается первая бобина 9.
В представленном варианте выполнения каждая бобина 9 статично удерживается в каркасе 10. Во время извлечения порошковой проволоки бобина 9 остается неподвижной, и порошковую проволоку извлекают, начиная от центра бобины. Этот способ подачи порошковой проволоки 2 выгодно отличается от классического наматывания на катушку тем, что не требует приведения во вращение бобины во время разматывания. Вместе с тем, он имеет существенный недостаток, который настоящее изобретение позволяет устранить и который состоит в значительном повышении возможности деформации порошковой проволоки в свободном состоянии, которая мешает прямолинейному погружению указанной проволоки в ванну расплавленного металла.
Установка 1 содержит последовательно расположенные вдоль пути прохождения порошковой проволоки 2 направляющий узел 11, приводной и выпрямляющий узел 12, направляющую трубку 13 и защитный наконечник 14. Направляющий узел 11 поддерживает извлекаемую из бобины 9 порошковую проволоку 2 во время ее перемещения до входа в приводной/выпрямляющий узел 12. Этот направляющий узел 11 содержит определенное число роликов 15, каждый из которых установлен с возможностью свободного вращения вокруг горизонтальной оси и на которые опирается порошковая проволока 2. Эти ролики 15 установлены на опоре 16, которая в основном имеет форму перевернутой буквы U, с двумя коленами, концы которых, соответственно входной 16а и выходной 16b имеют по существу вертикальное направление. Извлекаемая из бобины 9 порошковая проволока 2 вводится во входной конец 11а направляющего узла 11, опирается на ролики 15 и не может выйти из направляющего узла 11 благодаря его конструкции в виде клетки с арками 17, закрепленными на опоре 16 на уровне и/или между роликами 15.
Во время своего прохождения в направляющем узле 11 порошковая проволока 2 сначала перемещается снизу вверх, затем по существу горизонтально и, наконец, сверху вниз и имеет по существу вертикальное направление во время ее введения в приводной/выпрямляющий узел 12 на выходе из выходного конца 11b направляющего узла 11.
В бобине 9 порошковая проволока 2 намотана в виде по существу прилегающих друг к другу витков. Во время извлечения проволоки 2 из центра бобины 9 проволока, которую тянут вверх, постепенно деформируется, переходя от спиралевидной конфигурации к по существу прямолинейной конфигурации под действием натяжения. Однако этот переход порождает внутренние напряжения, в результате которых проволока «помнит» свою первоначальную спиралевидную конфигурацию, которую она по меньшей мере частично восстанавливает, когда на нее перестает действовать натяжение. Эти внутренние напряжения добавляются к напряжениям, появившимся во время операции наматывания на бобину.
Именно выпрямляющий узел служит для преодоления и устранения влияния всех этих напряжений, которые не дают порошковой проволоке продолжить свое прямолинейное погружение после ее введения в ванну 3.
В варианте выполнения, описание которого следует далее, узел 12 одновременно выполняет функцию приведения в движение порошковой проволоки 2 и функцию выпрямления указанной проволоки. Однако такое выполнение не носит исключительного характера, и функция приведения в движение может быть отделена от функции выпрямления. В этом случае предпочтительно все же, чтобы приводной узел был расположен на входе выпрямляющего узла и чтобы прохождение проволоки в выпрямляющем узле происходило в вертикальном направлении относительно теоретической плоскости РР' поверхности ванны 3 расплавленного металла.
Приводной/выпрямляющий узел 12, показанный на фиг.2, содержит последовательно пять наборов 18 из двух нажимных роликов 19, 20, между которыми проходит порошковая проволока 2 в вертикальном направлении. Каждый ролик 19, 20 в каждом наборе 18 контактирует с порошковой проволокой 2 по вогнутой контактной стороне 21, 22. В примере, показанном на фиг.3, каждая вогнутая сторона 21, 22 имеет приблизительно такой же радиус кривизны, что и внешняя поверхность порошковой проволоки 2, то есть вторая металлическая оболочка 7. Как было указано выше, ролики 19, 20 можно также использовать как для приведения в движение, так и для выпрямления проволоки 2, и в этом случае они должны иметь радиус кривизны, меньший радиуса кривизны данной проволоки.
Вместе с тем, предпочтительно, чтобы каждая вогнутая сторона 21, 22 соответствовала угловому участку α, составляющему от 120 до 180°, например 130°, в частности, когда операции приведения в движение и выпрямления происходят независимо друг от друга, и чтобы средства выпрямления могли править деформацию, появляющуюся на проволоке во время ее прохождения через приводные средства.
Один из роликов 19 приводится во вращение, тогда как другой ролик 20 установлен свободно на своей оси. Этот свободный ролик 20 установлен на поворотном рычаге 23, ось 28 поворота которого смещена относительно указанного свободного ролика 20. Этот поворотный рычаг 23 перемещается силовым цилиндром 24, корпус 25 которого установлен с возможностью поворота на опоре 29 узла 28, а шток 27 которого установлен с возможностью поворота на рычаге 23. Таким образом, за счет действия силового цилиндра 24 при необходимости можно раздвинуть два ролика 19 и 20 во время введения проволоки 2 и, что наиболее существенно, создать определенное давление между двумя роликами 19, 20, которое действует на порошковую проволоку 2 и выпрямляет ее.
За счет вогнутости контактных сторон 21, 22 это давление действует радиально по всей поверхности между указанными контактными сторонами и порошковой проволокой 2, поэтому во время этого выпрямления не только не происходит деформации или нежелательного сплющивания, но более того, происходит коррекция деформации или сплющивания, которые могли произойти, в частности, во время прохождения проволоки через независимые приводные средства, установленные перед выпрямляющими средствами.
Для достижения требуемого выпрямления для конкретной проволоки необходимо создавать определенное давление. Благодаря действию этого давления по контактной поверхности можно также уменьшить число наборов нажимных роликов. Однако удовлетворительного результата можно добиться и с большим числом наборов нажимных роликов и с приложением давления по двум непрерывным линиям для каждого ролика, например, порошковая проволока контактирует при этом с двумя наклонными стенками кольцевой канавки треугольного сечения, выполненной в ролике.
Контактные стороны 21, 22 могут иметь определенную текстуру, условно показанную кривыми линиями 29 на фиг.3, для повышения коэффициента трения между указанными сторонами 21, 22 и внешней стороной порошковой проволоки 2 и обеспечивать оптимизацию как ее перемещения, так и ее выпрямления.
Во время прохождения между пятью наборами 18 нажимных роликов 19 и 20 порошковая проволока 2 принимает вертикальное направление. Чтобы, в случае необходимости, заставить проволоку 2 сохранять это направление, в узле 12 установлены промежуточные трубки 30, расположенные по всей высоте узла 12 в промежутках между пятью наборами 18 нажимных роликов 19 и 20 и во входном и выходном участках указанного узла 12, через которые проходит порошковая проволока 2.
Каждая промежуточная трубка 30 закреплена на опоре 29 посредством распорок 31. На выходе из приводного/выпрямляющего узла 12 порошковая проволока 2 попадает в направляющую трубку 13, которая находится строго в продолжении промежуточных трубок 30, при этом указанная направляющая трубка 13 имеет вертикальное направление. Эта направляющая трубка одновременно выполняет функцию защиты порошковой проволоки от внешней среды и удержания вертикального направления указанной порошковой проволоки во время ее перемещения в сторону ванны 3.
Для обеспечения этой функции отношение внутреннего диаметра направляющей трубки 13 к внешнему диаметру порошковой проволоки 2 составляет около 1,5-5.
В конкретном варианте выполнения порошковая проволока 2 имеет внешний диаметр 11,5 мм, а внутренний диаметр направляющей трубки 13 составляет 36 мм.
На дальнем конце направляющей трубки 13 установлен защитный наконечник 14, предназначенный для защиты указанного конца как от тепла, излучаемого ванной 13, так и от выбросов расплавленного металла, которые могут происходить во время введения порошковой проволоки 2 в ванну 3. Этот защитный наконечник выполнен из материала, более стойкого к высокой температуре, чем материал, из которого выполнена направляющая трубка 13, например, из керамики.
Этот защитный наконечник 14 выходит за пределы дальнего конца 32 направляющей трубки на заданное расстояние, например, около 10-30 см, так чтобы сам защитный наконечник 14 находился на относительно небольшом расстоянии D от поверхности ванны 3, например, около 20-50 см.
Это расположение должно обеспечивать введение порошковой проволоки 2 в ванну таким образом, чтобы она сохраняла свое вертикальное направление и не могла изменить свои свойства перед введением в ванну от излучаемого этой ванной тепла. Конечно, это расстояние D может меняться в зависимости от скорости перемещения порошковой проволоки 1, и эта скорость может составлять от 40 до 400 метров в минуту.
Частный вариант выполнения защитного наконечника 34 показан на фиг.4. В этом варианте выполнения направляющая трубка состоит из двух частей, а именно из ближней части, не показанной на фиг.4, и дальней части 33, на которой закреплен защитный наконечник 34. Дальнюю часть 33 можно соединить с ближней частью направляющей трубки при помощи разъемных средств соединения, например, при помощи байонетного соединения 35, при этом на фиг.4 показана только его охватывающая часть. Преимуществом варианта выполнения направляющей трубки из двух частей, дальней и ближней, является то, что он позволяет заменять только дальнюю часть и защитный наконечник в случае их повреждения, связанного с выбросами и с теплом, излучаемым ванной 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОГРУЖНОЕ СОПЛО ДЛЯ КАБЕЛЯ С ВОЛОКОННО-ОПТИЧЕСКОЙ СЕРДЦЕВИНОЙ | 2017 |
|
RU2721019C1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ С РАСПЛАВЛЕННЫМ МЕТАЛЛОМ С ПОМОЩЬЮ ОПТИЧЕСКОГО УСТРОЙСТВА | 2022 |
|
RU2827027C2 |
| СВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ | 2010 |
|
RU2547985C2 |
| Устройство для обработки расплавленного металла инжекционной проволокой | 2023 |
|
RU2810280C1 |
| ПРОВОЛОКА С СЕРДЕЧНИКОМ, СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2712991C2 |
| Устройство для правки проволоки | 1985 |
|
SU1331603A1 |
| ПРОВОЛОКА С НАПОЛНИТЕЛЕМ | 2005 |
|
RU2381280C2 |
| СПОСОБ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2022737C1 |
| Устройство для подачи и правки сварочной проволоки | 1989 |
|
SU1657314A1 |
| Устройство для сборки набора с обшивкой корпуса судна | 1980 |
|
SU943080A1 |

Изобретение относится к области металлургии, в частности к корректировке состава или обработке ванны расплавленного металла путем введения добавки при помощи порошковой проволоки. Способ включает извлечение порошковой проволоки из бобины (9), а именно из ее центра и приведение порошковой проволоки в движение для перемещения до ванны (3) расплавленного металла, причем часть пути порошковая проволока проходит в направляющей трубке (13), дальний конец (32) которой находится на определенной высоте (Н) от поверхности (РР′) ванны (3) расплавленного металла. Порошковую проволоку (2) приводят в движение и подвергают выпрямлению в условиях, практически не изменяющих ее по существу круглого сечения и обеспечивающих ее введение и ее погружение в глубину ванны (3) в вертикальном направлении. Установка содержит устройство для придания проволоке вертикального прямолинейного направления без изменения ее круглого сечения и с возможностью правки деформации указанного сечения. Изобретение позволяет порошковой проволоке глубоко проникать в ванну в направлении, максимально приближенном к вертикальному по всей высоте вплоть до распада проволоки. 2 н. и 22 з.п. ф-лы, 4 ил.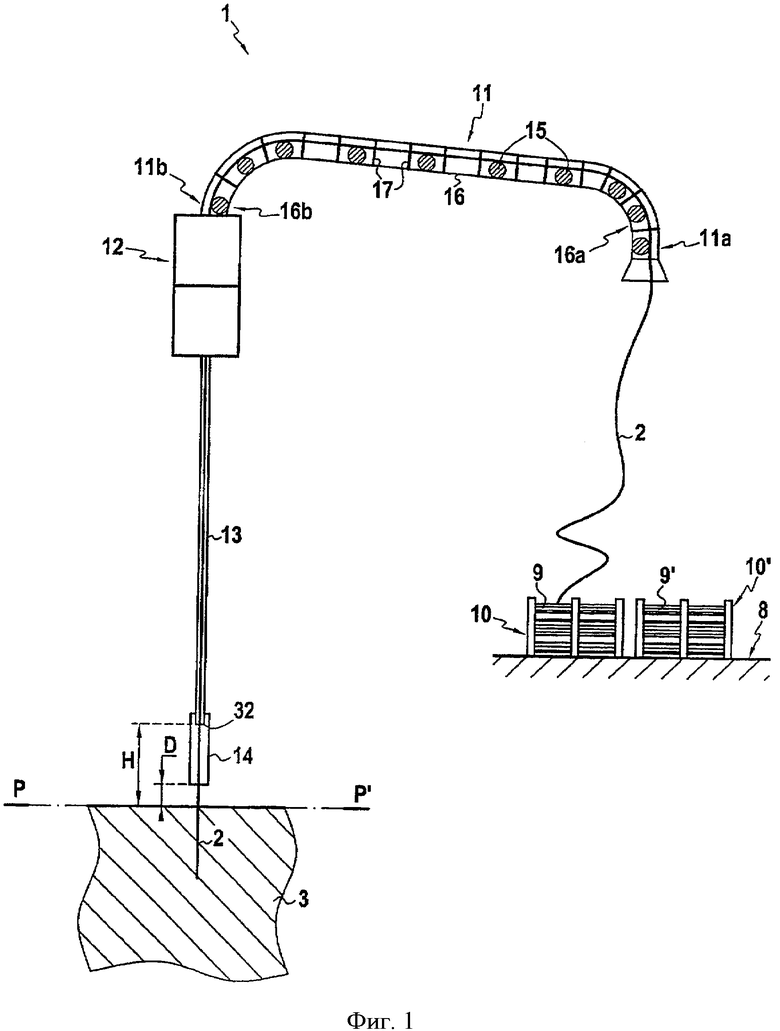
1. Способ введения порошковой проволоки (2) в ванну (3) расплавленного металла, включающий извлечение порошковой проволоки из центра бобины (9) и приведение порошковой проволоки в движение для перемещения до ванны (3) расплавленного металла, причем часть пути порошковая проволока проходит в направляющей трубке (13), дальний конец (32) которой находится на определенной высоте (Н) от поверхности (РР′) ванны (3) расплавленного металла, отличающийся тем, что порошковую проволоку (2) приводят в движение и подвергают выпрямлению в условиях, практически не изменяющих ее, по существу, круглого сечения и обеспечивающих ее введение и ее погружение в глубину ванны (3) в вертикальном направлении.
2. Способ по п.1, отличающийся тем, что направляющая трубка (13) расположена вертикально над ванной, а выпрямление осуществляют путем пропускания порошковой проволоки (2) перед ее входом в направляющую трубку (13) через несколько наборов (18) из двух нажимных роликов (19, 20), при этом контакт между порошковой проволокой и каждым нажимным роликом происходит либо по контактной поверхности, либо по меньшей мере по двум контактным линиям.
3. Способ по п.2, отличающийся тем, что стороны (21, 22) контакта нажимных роликов с указанной проволокой (2) выполняют вогнутыми.
4. Способ по п.3, отличающийся тем, что радиус кривизны вогнутых сторон (21, 22) нажимных роликов, по существу, идентичен радиусу кривизны порошковой проволоки (2).
5. Способ по любому из пп.2-4, отличающийся тем, что порошковую проволоку удерживают с боков во время ее прохождения между наборами (18) нажимных роликов (19, 20), например, при помощи промежуточных направляющих трубок (30).
6. Способ по п.1, отличающийся тем, что приведение в движение порошковой проволоки осуществляют одновременно с ее выпрямлением, при этом по меньшей мере некоторые из нажимных роликов (19) являются приводными.
7. Способ по п.1, отличающийся тем, что приведение в движение порошковой проволоки осуществляют независимо перед ее выпрямлением, причем во время выпрямления порошковая проволока (2) имеет вертикальное направление.
8. Способ по п.1, отличающийся тем, что отношение внутреннего диаметра направляющей трубки, а также промежуточных трубок в случае их наличия к наружному диаметру порошковой проволоки составляет примерно от 1,5/1 до 5/1.
9. Способ по п.1, отличающийся тем, что дополнительно защищают дальний конец (32) направляющей трубки (13) и предпочтительно порошковую проволоку (2) на ее пути за пределами указанного дальнего конца (32) вблизи ванны (3) при помощи защитного наконечника (34).
10. Установка (1) для введения порошковой проволоки (2) в ванну (3) расплавленного металла, содержащая средства (12) приведения в движение указанной порошковой проволоки, начиная от бобины (9), выполненной с возможностью извлечения проволоки из ее центра, и направляющую трубку (13) для порошковой проволоки (2), дальний конец (32) которой расположен на определенной высоте (Н) от поверхности ванны (3), отличающаяся тем, что направляющая трубка (13) имеет вертикальное направление, а установка содержит средства (12) выпрямления порошковой проволоки (2), расположенные перед ее входом в направляющую трубку (13) и выполненные с возможностью придания порошковой проволоке (2) вертикального прямолинейного направления без изменения ее, по существу, круглого сечения и с возможностью в случае необходимости правки деформации указанного сечения.
11. Установка по п.10, отличающаяся тем, что средства выпрямления содержат множество наборов из двух нажимных роликов, выполненных с возможностью обеспечения контакта каждого нажимного ролика с порошковой проволокой по контактной поверхности или по меньшей мере по двум контактным линиям.
12. Установка по п.11, отличающаяся тем, что при контакте между порошковой проволокой и каждым нажимным роликом по контактной поверхности средства выпрямления содержат ограниченное число, например от трех до пяти, наборов (18) из двух нажимных роликов (19, 20), у которых стороны (21, 22) контакта с порошковой проволокой (2) выполнены вогнутыми.
13. Установка по п.12, отличающаяся тем, что каждая сторона (21, 22) контакта с порошковой проволокой каждого нажимного ролика имеет радиус кривизны, по существу, идентичный радиусу кривизны порошковой проволоки (2).
14. Установка по любому из пп.12 или 13, отличающаяся тем, что контактная сторона каждого ролика соответствует угловому участку от 120 до 180°.
15. Установка по п.11, отличающаяся тем, что при контакте между порошковой проволокой и каждым нажимным роликом по двум контактным линиям средства выпрямления содержат большое число, например от двенадцати до двадцати наборов нажимных роликов, при этом в каждом ролике выполнена кольцевая канавка треугольного сечения, наклонные стенки которой ограничивают стороны контакта с порошковой проволокой.
16. Установка по п.11, отличающаяся тем, что между каждой парой (18) наборов нажимных роликов (19, 20) расположены промежуточные трубки (30) для направления порошковой проволоки (2).
17. Установка по п.10, отличающаяся тем, что отношение внутреннего диаметра направляющей трубки (13), а также промежуточных трубок (30) в случае их наличия к диаметру порошковой проволоки составляет примерно от 1,5/1 до 5/1.
18. Установка по п.10, отличающаяся тем, что дальний конец (32) направляющей трубки (13) снабжен защитным наконечником (14), обладающим большим термическим сопротивлением, чем указанная направляющая трубка (13).
19. Установка по п.18, отличающаяся тем, что защитный наконечник (14) выходит за пределы дальнего конца (32) направляющей трубки (13) на расстояние, например, около 10-30 см.
20. Установка по любому из пп.18 или 19, отличающаяся тем, что направляющая трубка состоит из двух частей, одна из которых является ближней частью, а другая - дальней частью (33), на которой закреплен защитный наконечник (34), при этом обе части выполнены с возможностью неподвижного соединения друг с другом при помощи разъемных средств соединения, в частности, при помощи резьбы или байонетного соединения (35), для обеспечения возможности замены узла, образованного дальней частью (33) трубки и защитным наконечником (34).
21. Установка по п.10, отличающаяся тем, что средства выпрямления выполнены с возможностью осуществления функции приводных средств.
22. Установка по п.11, отличающаяся тем, что средства выпрямления выполнены с возможностью осуществления функции приводных средств.
23. Установка по п.22, отличающаяся тем, что каждый набор (18) из двух роликов (19, 20) содержит ролик (19), приводимый во вращение, и свободный ролик (20), при этом свободный ролик (20) установлен на поворотном рычаге (23), образующем балансир, перемещаемый силовым цилиндром (25).
24. Установка по п.10, отличающаяся тем, что приводные средства находятся на входе в средства выпрямления, при этом порошковая проволока в средствах выпрямления имеет вертикальное направление.
| US 4134196 А, 16.01.1979 | |||
| Устройство для ввода легирующей добавки в жидкую сталь | 1979 |
|
SU857273A1 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1983 |
|
SU1131907A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| DE 10065914 А1, 20.06.2002. | |||

