Изобретения относятся к области черной металлургии, в частности к способам и оборудованию для раскисления, легирования, модифицирования или десульфурации жидкого металла в ковше при внепечной обработке, и могут быть использованы для ввода в жидкий металл литейного ковша, например, алюминия в виде проволоки и/или других различных добавок, в том числе в составе порошковых проволок.
В общем случае ввод проволоки в жидкий металл литейного ковша предусматривает разматывание проволоки с внутренней поверхности бунта (бухты) и подачу ее к продольной оси бунта для последующего ввода в жидкий металл посредством подающих роликов [См., например, патент РФ на полезную модель №8965 от 06.05.1998 и патенты на изобретения №2175676 от 10.01.2000 и №2238982 от 19.11.2002].
Во всех случаях происходит принудительное разматывание проволоки, начиная с внутренней поверхности бунта и далее - путем преодоления внутренних, как правило, скручивающих напряжений, неизбежно возникающих при размотке в направлении первоначальной намотки, - ее ввод в жидкий металл. В результате, если проволока цельная или, если она порошковая, то достаточно прочная, - она самостоятельно с проскальзыванием провернется в подающих роликах. Проскальзывание проволоки нарушает ее дозированную подачу в ковш, а зачастую и позиционирование при входе в жидкий металл. Кроме этого, порошковая проволока благодаря одновременному воздействию растягивающих и скручивающих напряжений может порваться или произойдет разгерметизация ее шва (замка). Следствием этих процессов является нестабильность или существенный разброс качественных показателей товарного металла в пределах каждой разливки печной плавки. На сегодня попыткой выхода из сложившейся ситуации является неоправданное увеличение физико-механических показателей оболочки порошковой проволоки, что неизбежно увеличивает издержки на ее производство.
Частично настоящую проблему решает способ ввода проволоки в жидкий металл с принудительным вращением вокруг своей оси в направлении действия крутящих напряжений, возникающих при разматывании [Описание изобретения к патенту РФ №2293767 от 28.12.2004, МПК С21С 7/00, опубл. 20.02.2007]. Иными словами, проволоке принудительно дают возможность расправиться, правда, частично, поскольку нельзя реализовать автоматическое принудительное раскручивание, если в качестве одного из параметров коррекции использовать неконкретный и нестабильный параметр - средний диаметр бунта.
Также существуют различные устройства, реализующие вышеописанные технологии ввода проволок в жидкий металл ковша при внепечной обработке расплава.
Известна установка для обработки расплава в ковше, содержащая устройство для ввода проволоки в жидкий металл, включающее подающий механизм и кассету для бунта проволоки, при этом она снабжена дополнительной поддерживающей опорой, выполненной в виде усеченного конуса и размещенной между подающим механизмом и кассетой для бунта проволоки, а кассета снабжена окном, расположенным напротив подающего механизма и соосно бунту, с возможностью забора проволоки из его внутреннего диаметра, при этом диаметр окна кассеты равен 0,75-0,95 внутреннего диаметра бунта проволоки, расстояние между окном кассеты и противолежащей торцевой поверхностью поддерживающей опоры равен 0,8-1,2, а расстояние между подающим механизмом и окном кассеты составляет 2-4 внутреннего диаметра бунта проволоки [Описание полезной модели к патенту РФ №8965 от 06.05.1998, МПК С21С 7/06, опубл. 16.01.1999]. В результате уменьшаются простои установки за счет ликвидации «забуривания» бунта при его разматывании.
При работе известной установки высока вероятность обрыва проволоки. Именно по этой причине ее берут со стороны внутреннего диаметра бунта во избежание неконтролируемого перепутывания соседних слоев при обрыве, что при заборе проволоки со стороны внешнего диаметра было бы неизбежно. Таким образом, уменьшенные простои установки все равно оказывают влияние на процесс легирования металла в ковше, его раскисление, модифицирование или десульфурацию, что приводит к отклонениям от нормы качественных (физико-химических) показателей товарного металла.
Известна установка для ввода проволоки в жидкий металл, содержащая опору для бунта проволоки, направляющую трубу и подающее устройство, включающее станину, тянущие ролики и привод тянущих роликов, а также расположенные по обе стороны оси подачи проволоки и соединенные с прижимными устройствами поворотные рычаги, на которых закреплены тянущие ролики, мерительный ролик и дополнительные тянущие ролики, закрепленные на станине и расположенные напротив тянущих роликов в шахматном порядке относительно оси подачи проволоки, при этом первые по ходу подачи тянущие ролики кинематически соединены с прилежащими дополнительными тянущими роликами, расположенными в направлении подачи проволоки с одноименной стороны относительно ее оси, а ось крепления каждого из поворотных рычагов размещена относительно оси вращения тянущих роликов в направлении подачи проволоки с одноименной стороны относительно оси подачи проволоки [Описание изобретения к патенту РФ №2175676 от 10.01.2000, МПК С21С 7/00, С21С 7/06, опубл. 10.11.2001]. В результате стабилизируется подача проволоки в ковш за счет согласования усилия ее обжатия подающими роликами с изменением усилия сопротивления при вытягивании ее из бунта, что повышает качество обработки жидкого металла.
Недостатком известного устройства является спиралевидное кручение проволоки при заборе с внутреннего витка бунта, что может приводить к ее обрыву во время подачи в ковш, и закручивание проволоки в обратную спираль за счет эффекта памяти металла, что уменьшает эффективное усвоение лигатур и раскислителей, увеличивает их расход, а на ковшах малого диаметра увеличивается вероятность попадания вводимой проволоки в футеровку ковша и выхода вводимых материалов в шлак.
Известна установка для ввода проволоки в жидкий металл, содержащая опору для бунта проволоки, электродвигатель с цепной передачей, редуктор с шестернями, подающее устройство с направляющей трубой, в корпусе которого последовательно друг за другом расположены три пары верхних и нижних рифленых роликов, закрепленный на корпусе пневмоцилиндр, соединенный с роликами посредством рычагов, при этом подающее устройство снабжено системой шестерен, кинематически связанных между собой, установленной на одной оси с упомянутыми роликами дополнительной парой роликов, параллельно получившемуся ряду роликов таким же рядом пар роликов, и дополнительной направляющей трубой для прохода проволоки по дополнительному ряду роликов и бунтом проволоки для ее подачи, при этом две пары первых и две пары каждых последующих верхних роликов в каждом ряду связаны рычагами, а все нижние ролики жестко связаны осями с шестернями редуктора, закрепленного на корпусе и расположенного таким образом, чтобы оси роликов и шестерен совпадали, причем три нижних ролика кинематически связаны с тремя верхними роликами для передачи на них крутящего момента [Описание изобретения к патенту РФ №2238982 от 19.11.2002, МПК С21С 7/00, опубл. 27.10.2004]. Настоящее решение направлено на повышение эксплуатационной надежности установки и повышение точности в дозировании подаваемой легирующей проволоки, снижение шумовых эффектов и снижение ударных нагрузок на конструктивные элементы.
При работе известной установки снижаются, но все равно остаются, ударные нагрузки на элементы ее конструкции, поскольку проволоки берут со стороны внутренних диаметров бунтов, а это увеличивает вероятность нарушения целостности их оболочек или обрыва. В результате увеличивается время обработки расплава, что делает нестабильными физико-химические показатели получаемого металла.
Известно устройство для ввода проволоки в жидкий металл, включающее бунтоприемник с разматывателем, два подающих ролика и направляющие для подачи проволоки, при этом разматыватель снабжен направляющей, установленной с возможностью вращения соосно бунту, и водилом, выполненным в виде Г-образного стержня, длинный конец которого размещен внутри бунта параллельно его оси, проходит на всю длину бунта и выполнен с возможностью его размещения в начале процесса разматывания на расстоянии от внутренней поверхности бунта, равном не менее диаметра проволоки, а короткий конец - жестко связан с направляющей, при этом подающие ролики установлены так, что их оси вращения в плане образуют между собой острый угол для обеспечения вращения проволоки вокруг своей оси в направлении действия крутящих напряжений, возникающих при ее разматывании [Описание изобретения к патенту РФ №2293767 от 28.12.2004, МПК С21С 7/00, опубл. 20.02.2007]. Технический результат - исключение скручивания проволоки вокруг своей оси в процессе разматывания из бунта, плавная подача проволоки в жидкий металл и получение металла с заданными свойствами.
Поскольку при установке закручивающих проволоку роликов оперируют средним диаметром бунта, не исключаются ее недокручивание и перекручивание в процессе разматывания, что способствует возврату к исходным свойствам бунтированной изнутри наружу проволоки, для которых характерно увеличенное усилие вытягивания, приводящее к нарушению целостности шва ее оболочки или обрыву. В этом случае нельзя утверждать о стабильности свойств полученного металла.
Таким образом, проблема множества технических решений, обеспечивающих транспортировку проволоки в ванну жидкого металла, связана с техническим противоречием - проволока наматывается в бунты (бухты) в сторону наружного диаметра бунта и разматывается изнутри - наружу. В итоге приходится преодолевать возникшие в проволоке при ее намотке напряжения. Этого можно было бы избежать, если размотку проволоки осуществлять в противоположном намотке направлении - со стороны наружного диаметра. Однако для этого следует обеспечить бунту свободное вращение, что при неудачной заправке или обрыве проволоки неизбежно приведет к ее запутыванию и, как следствие, к выбраковке бунта или его остатков. Именно поэтому принято разматывать проволоку изнутри, поскольку при ее обрыве всего лишь снимаются накопленные и добавленные в процессе принудительной размотки напряжения. Однако передаваемые проволоке нагрузки приводят к ее вытягиванию и деформации, что наряду с неизбежным в этих случаях проскальзыванием проволоки в подающих валках приводит к неточности дозировки добавок в жидкий металл. Что касается возможности свободного вращения бунта при его размотке изнутри, то, учитывая большие массы и габариты бунтов и значительные инерционные нагрузки, это сопряжено с трудностями технической реализации и экономической неэффективностью такого процесса.
Следует отметить, что далее по тексту вместо термина «бунт» будет применяться более подходящий термин - «бухта», что, в частности, по ГОСТ 5221-2008 означает «Отрезок изделия, намотанный в серию непрерывных витков правильными неперепутанными рядами, без резких изгибов».
Под термином «трайб-аппарат (wire feeding machine)» следует понимать специальный, серийно выпускаемый аппарат, с помощью которого порошковую или иную проволоку вводят в расплав металла [см, например, http://www.modificator.ru/terms/feeding.html].
Задача, решаемая настоящей группой изобретений, и достигаемый технический результат заключаются в создании очередного способа обработки расплава металла в литейном ковше и установок для его осуществления, повышении надежности их работы за счет устранения скручивающих и растягивающих напряжений в подаваемой проволоке, что позволит расширить технологические режимы ее ввода в жидкую ванну, увеличить точность позиционирования и дозирования, а также увеличить эффективность усвоения вводимых с проволокой добавок, результатом чего будет стабилизация качественных показателей каждой разливки металла при его внепечной обработке. Дополнительным результатом является снижение требований к физико-механическим характеристикам оболочек порошковых проволок, что позволит снизить издержки их производства.
Для решения поставленной задачи и достижения заявленного технического результата в способе обработки расплава металла в ковше, включающем ввод проволоки для раскисления и/или легирования, и/или модифицирования, и/или десульфурации в расплав металла литейного ковша путем забора проволоки из бухты и подачи ее в жидкий металл посредством подающих роликов устройства подачи, бухту базируют по поверхности первоначальной намотки проволоки, соответствующей внутренней поверхности бухты, разматывание осуществляют с ее внешней стороны в порядке, обратном первоначальной намотке проволоки, с принудительной синхронизацией скорости размотки проволоки с ее подачей в жидкий металл, а при работе подающих роликов в режиме реверса осуществляют обратную синхронную намотку проволоки на бухту.
Кроме этого:
- бухту устанавливают со стороны входа проволоки в подающие ролики устройства подачи, при этом продольную ось бухты ориентируют перпендикулярно направлению их расположения;
- синхронную скорость разматывания проволоки с бухты или ее обратную намотку на бухту обеспечивают с созданием нормируемого натяжения проволоки на участке между бухтой и подающими роликами устройства подачи;
- ввод проволоки в жидкий металл осуществляют с использованием естественного радиуса изгиба подаваемой проволоки под действием ее собственной силы тяжести.
Для решения поставленной задачи и достижения заявленного технического результата в первом варианте установки для обработки расплава металла в ковше, содержащей устройство подачи проволоки для раскисления и/или легирования, и/или модифицирования, и/или десульфурации в жидкий металл литейного ковша с приемным каналом для ввода проволоки и выпускным каналом для ее выхода и направленной подачи в литейный ковш и опору для размещения бухты проволоки, опора включает планшайбу для взаимодействия с бухтой проволоки, устройство подачи проволоки в литейный ковш выполнено в виде одноручьевого трайб-аппарата с ее многорежимной подачей, включая возможность подачи в режиме реверса, и системой управления, синхронизирующей режимы подачи проволоки трайб-аппаратом со скоростью вращения план-шайбы опоры, при этом приемный канал устройства подачи проволоки выполнен с возможностью ее поступления со стороны внешнего диаметра бухты.
Кроме этого:
- приемный канал устройства подачи проволоки выполнен с возможностью ее поступления через направляющие валки, при этом между приемным каналом для ввода проволоки и направляющими проволоку валками расположено устройство определения ее провисания, связанное с системой управления, синхронизирующей режимы подачи проволоки трайб-аппаратом со скоростью вращения план-шайбы опоры для размещения бухты проволоки;
- система управления, синхронизирующая режимы подачи проволоки трайб-аппаратом со скоростью вращения план-шайбы опоры для размещения бухты проволоки, выполнена с использованием программного средства;
- выпускной канал устройства подачи проволоки выполнен телескопическим и снабжен дополнительной направляющей, выполненной с возможностью отгиба выходящей проволоки на угол до 90°;
- трайб-аппарат и опора для размещения бухты проволоки расположены на разных технологических уровнях.
Для решения поставленной задачи и достижения заявленного технического результата во втором варианте установки для обработки расплава металла в ковше, содержащей устройство подачи проволок для раскисления и/или легирования, и/или модифицирования, и/или десульфурации в жидкий металл литейного ковша с приемными каналами для ввода проволок и по меньшей мере одним выпускным каналом для их выхода и направленной подачи в литейный ковш и по меньшей мере две опоры для размещения бухт проволок, каждая опора включает план-шайбу для взаимодействия с бухтой проволоки, устройство подачи проволок в литейный ковш выполнено в виде многоручьевого трайб-аппарата с их многорежимной подачей, включая возможность подачи в режиме реверса, и системой управления, синхронизирующей режимы подачи проволок многоручьевым трайб-аппаратом со скоростью вращения план-шайбы каждой из опор, при этом приемный канал устройства подачи проволок выполнен с возможностью их поступления со стороны внешних диаметров бухт.
Кроме этого:
- приемный канал устройства подачи проволоки выполнен с возможностью их поступления через направляющие валки, при этом между приемным каналом для ввода проволок и направляющими проволоки валками расположены устройства определения их провисания, связанные с системой управления, синхронизирующей режимы подачи проволок многоручьевым трайб-аппаратом со скоростью вращения план-шайбы каждой из опор для размещения бухт проволоки;
- система управления, синхронизирующая режимы подачи проволок многоручьевым трайб-аппаратом со скоростью вращения план-шайб каждой из опор для размещения бухт проволоки, выполнена с использованием программных средств;
- каждый выпускной канал устройства подачи проволок выполнен телескопическим и снабжен дополнительными направляющими, выполненными с возможностью отгиба выходящих проволок на угол до 90°;
- многоручьевой трайб-аппарат и по меньшей мере одна опора для размещения бухты проволоки расположены на разных технологических уровнях.
Изобретение иллюстрируется чертежами, где:
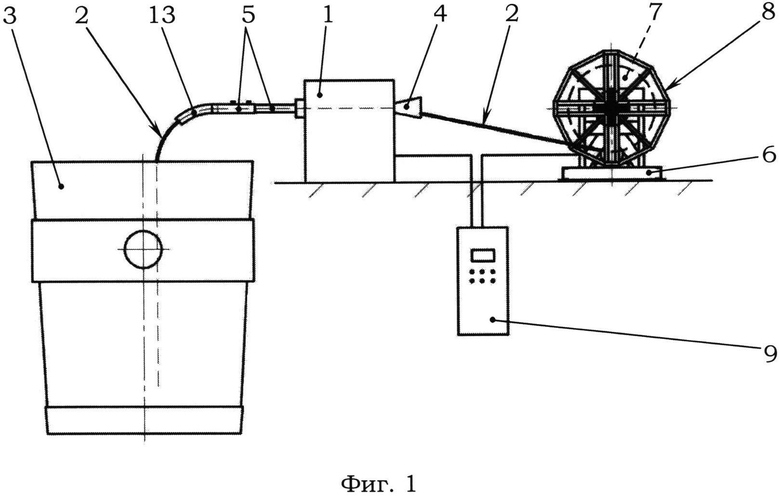
- на фиг.1 показан общий вид первого варианта установки для обработки расплава металла в ковше;
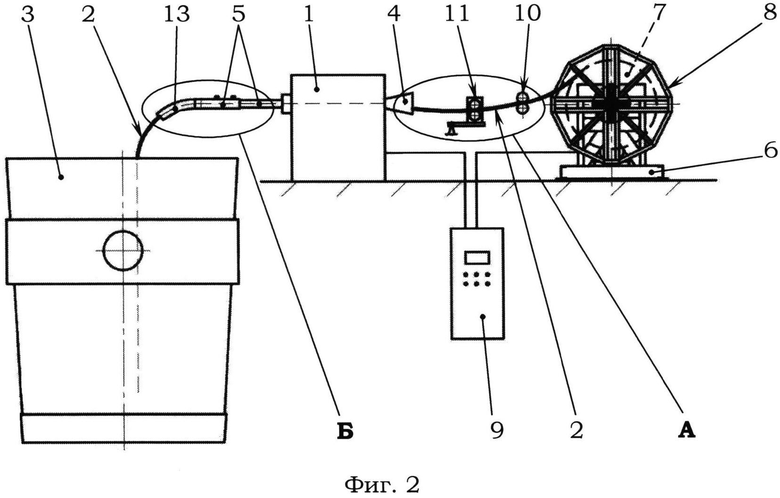
- на фиг.2 показан общий вид установки фиг.1, оснащенной направляющими проволоку роликами;
- на фиг.3 показана позиция А фиг.2 и фиг.7 - принцип работы устройства определения провисания проволоки;
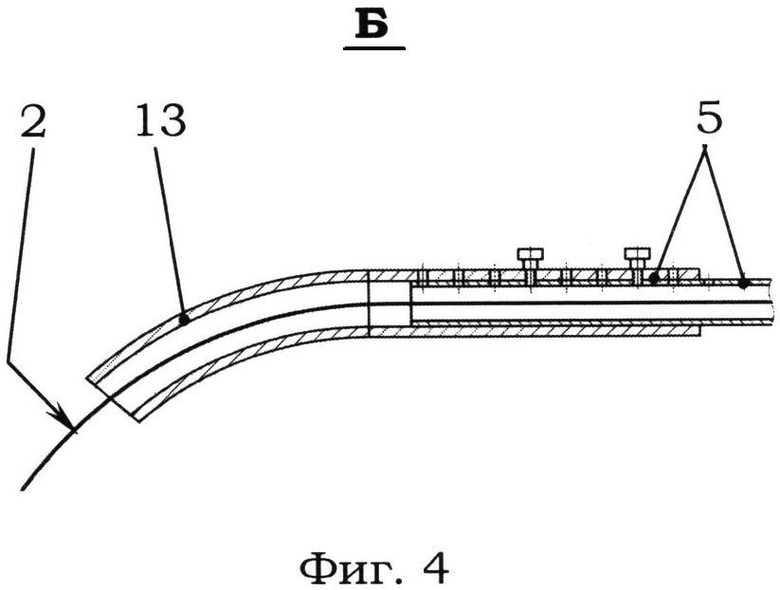
- на фиг.4 - позиция Б фиг.2 - телескопическая конструкция выпускного канала устройства подачи проволоки;
- на фиг.5 показан общий вид второго варианта установки;
- на фиг.6 - вид второго варианта установки сверху - с подачей проволоки в разные точки расплава;
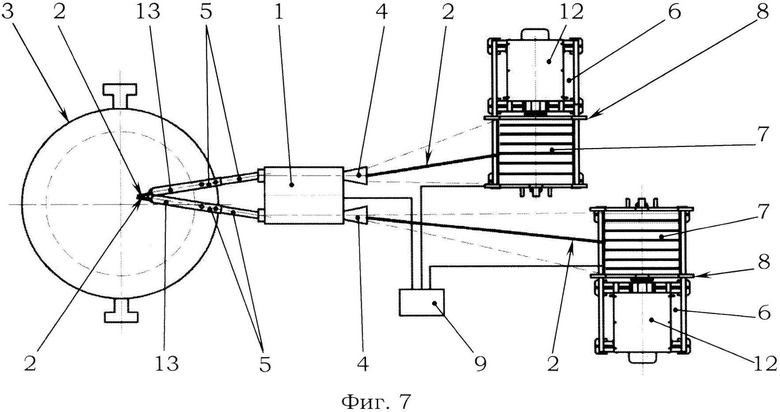
- на фиг.7 - вид второго варианта установки сверху - с подачей проволоки в одну точку расплава;
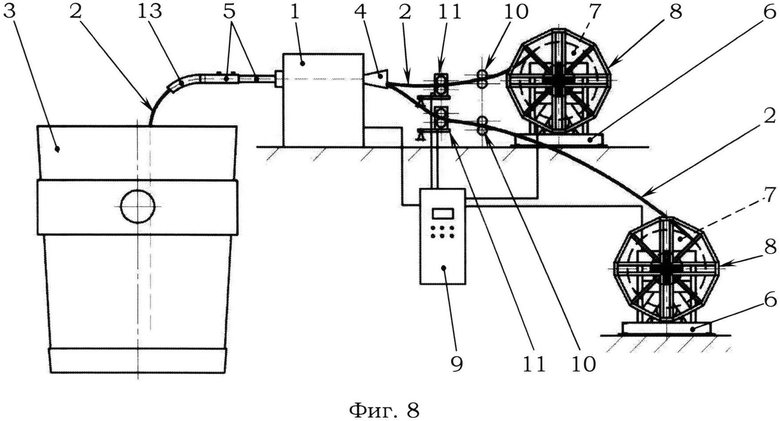
- на фиг.8 - общий вид установки фиг.5, оснащенной направляющими проволоку роликами;
- на фиг.9 - вид сверху установки фиг.8, оснащенной направляющими проволоку роликами - с подачей проволоки в разные точки расплава;
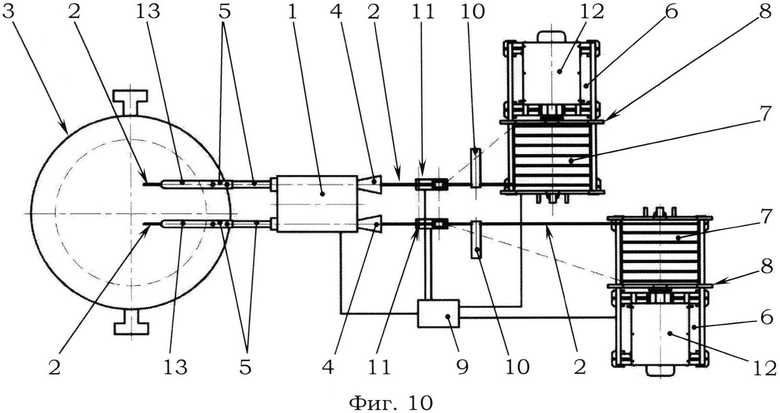
- на фиг.10 - вид сверху установки фиг.8, оснащенной направляющими проволоку роликами - с подачей проволоки в одну точку расплава.
Способ обработки расплава металла в ковше реализован на соответствующих установках.
Установка для обработки расплава металла в ковше по первому варианту (см. фиг.1-4) содержит устройство 1 подачи проволоки 2 для раскисления и/или легирования, и/или модифицирования, и/или десульфурации в жидкий металл литейного ковша 3 с приемным каналом 4 для ввода проволоки 2 и выпускным каналом 5 для ее выхода и направленной подачи в литейный ковш 3 и опору 6 для размещения бухты 7 проволоки, при этом опора 6 включает план-шайбу 8 для взаимодействия с бухтой 7 проволоки, устройство 1 подачи проволоки в литейный ковш выполнено в виде одноручьевого (моноручьевого) трайб-аппарата (та же поз.1) с ее многорежимной подачей, включая возможность подачи в режиме реверса (отката), и системой управления, представленной шкафом 9, синхронизирующей режимы подачи проволоки 2 трайб-аппаратом 1 со скоростью вращения план-шайбы 8 опоры 6, при этом приемный канал 4 устройства 1 подачи проволоки 2 выполнен с возможностью ее поступления со стороны внешнего диаметра бухты 7.
Приемный канал 4 устройства 1 подачи проволоки может быть выполнен с возможностью ее поступления через направляющие валки 10 (см. фиг.2), при этом между приемным каналом 4 для ввода проволоки 2 и направляющими проволоку валками 10 расположено устройство 11 определения ее провисания (например, датчик угла наклона), связанное с системой управления 9, синхронизирующей режимы подачи проволоки 2 трайб-аппаратом 1 со скоростью вращения план-шайбы 8 опоры 6 для размещения бухты 7 проволоки 2.
Система управления 9, синхронизирующая режимы подачи проволоки 2 трайб-аппаратом 1 со скоростью вращения план-шайбы 8 опоры 6 для размещения бухты 7 проволоки, выполнена с использованием программного средства, например, отрабатывающего изменение соотношений вольт-частотной характеристики (традиционно V/f=const) преобразователя частоты для асинхронного электродвигателя 12 и обеспечивающего все возможные режимы вращения план-шайбы 8 опоры 6, т.е. V/f≠const.
Во всех случаях выпускной канал 5 устройства 1 подачи проволоки 2 выполнен телескопическим и может быть снабжен дополнительной направляющей 13, выполненной с возможностью отгиба выходящей проволоки 2 на угол до 90°. Кроме этого, трайб-аппарат 1 и опора 6 для размещения бухты 7 проволоки 2 могут быть расположены на разных технологических уровнях (по аналогии с фиг.5 и 8).
Установка для обработки расплава металла в ковше по второму варианту (см. фиг.5-10 и фиг.3 и 4) конструктивно аналогична установке по первому варианту, но при этом она оперирует большим количеством вводимых в металл проволок 2 - двумя или больше. Для этого используют две и больше опор 6 для размещения бухт 7 проволоки 2, при этом каждая опора 6 включает собственную план-шайбу 8 для взаимодействия с бухтой 7 проволоки, устройство (поз. 1') подачи проволок 2 в литейный ковш 3 выполнено в виде многоручьевого (см. фиг.6, 7, 9 и 10) трайб-аппарата - поз. 1' - с их много режимной подачей, включая возможность подачи в режиме реверса (отката), и системой управления, также представленной шкафом 9, синхронизирующей режимы подачи проволок 2 многоручьевым трайб-аппаратом 1' со скоростью вращения план-шайбы 8 каждой из опор 6, при этом приемный канал 4 устройства 1 подачи проволок выполнен с возможностью их поступления со стороны внешних диаметров бухт 7.
Приемные каналы 4 устройства 1' подачи проволок 2 выполнены с возможностью их поступления через направляющие валки 10 (см. фиг.8-10), при этом между каждым приемным каналом 4 для ввода проволоки 2 и направляющими проволоки 2 валками 10 расположены устройства 11 определения их провисания, связанные с системой управления 9, синхронизирующей режимы подачи каждой проволоки 2 многоручьевым трайб-аппаратом 1' со скоростью вращения план-шайбы 8 каждой из опор 6 для размещения бухт 7 проволоки.
Система управления 9, синхронизирующая режимы подачи проволок 2 трайб-аппаратом 1' со скоростью вращения план-шайб 8 каждой из опор 6 для размещения бухт 7 с проволокой 2, выполнена с использованием программных средств, например, аналогичных описанным в первом варианте.
Кроме этого, направленная подача проволоки может быть выполнена через один общий выпускной канал 5 особой конструкции, однако будет проще, если у каждой проволоки 2 будет собственный выпускной канал 5, выполненный телескопическим и снабженный собственными дополнительными направляющими 13, выполненными с возможностью отгиба выходящих проволок 2 на угол до 90°, при этом многоручьевой трайб-аппарат 1' и хотя бы одна опора 6 для размещения бухты 7 проволоки расположены на разных технологических уровнях.
Таким образом, способ обработки расплава металла в ковше включает ввод проволоки 2 для раскисления и/или легирования, и/или модифицирования, и/или десульфурации в расплав металла литейного ковша 3 путем забора проволоки 2 из бухты 7 и подачи ее в жидкий металл посредством подающих роликов (условно не показаны) одноручьевого устройства подачи 1 или многоручьевого устройства 1', при этом каждую бухту 7 базируют по поверхности первоначальной намотки проволоки 2, соответствующей внутренней поверхности бухты 7, разматывание осуществляют с ее внешней стороны в порядке обратном первоначальной намотке проволоки 2 с принудительной синхронизацией скорости размотки проволоки 2 с ее подачей в жидкий металл, а при работе подающих роликов устройства подачи 1 (или 1') в режиме реверса осуществляют обратную синхронную подмотку проволоки 2 на бухту 7 с целью устранения ее провисания и сминания (гофрирования), причем бухту 7 устанавливают со стороны входа проволоки 2 в подающие ролики устройства подачи 1 (или 1'), при этом продольную ось бухты 7 ориентируют перпендикулярно направлению их расположения. Синхронную скорость разматывания проволоки 2 с бухты 7 или ее обратную намотку на бухту 7 обеспечивают с созданием нормируемого натяжения проволоки 2 на участке между бухтой 7 и подающими роликами устройства подачи 1 (или 1'). Для этого можно использовать устройства 11 определения провисания проволоки, простейшими из которых являются, например, датчики угла наклона. Также синхронную скорость разматывания проволоки 2 можно обеспечить системой управления 9, которая, как упоминалось выше, оперирует вольт-частотными (V/f) характеристиками преобразователей частоты для асинхронных электродвигателей приводов. Дополнительно, ввод проволоки 2 в жидкий металл возможно осуществлять с использованием естественного радиуса изгиба подаваемой проволоки 2 под действием ее собственной силы тяжести.
Проанализируем существенные признаки изобретений.
Сущность способа заключается в том, что намотанную в производственных условиях по отработанному технологическому процессу проволоку 2 разматывают для ввода в расплав металла литейного ковша 3 в обратной первоначальной намотке последовательности - с внешней стороны бухты 7. Таким образом, проволоку 2 не подвергают закручиванию и вытягиванию, что характерно для ее забора с внутренней поверхности бунта 7, с целью последующей нейтрализации искусственно созданных напряжений. При этом во избежание запутывания проволоки 2 или появления ненормируемых напряжений в ее структуре обеспечивают синхронизацию скорости размотки с ее подачей в жидкий металл. Реализация этой задачи потребовала решения ряда технических противоречий. В результате удалось реально выпрямить проволоку 2 и доставить ее в нужное место объема расплава, что нельзя было сделать при других способах размотки проволоки 2. И если в определенных случаях при подаче проволоки 2 в расплав этим можно было пренебречь (например, при попадании «недовыпрямленной» проволоки в горячий металл снимается большая часть внутренних напряжений), то при реверсе такой проволоки 2 велика вероятность сминания (гофрирования) проволоки, что приведет к аварийной остановке оборудования.
Возможность реверса проволоки 2 позволила реализовать уникальные технологии внепечной обработки жидкого металла, когда обработку производят, например, подавая порции необходимых добавок последовательно или вводя несколько добавок сразу, но в определенной последовательности, с разной скоростью и в разные места металлической ванны, а также другие варианты, причем дозирование добавок происходит в строгом соответствии с технологическим процессом плавки. Фактически, настоящий способ при дальнейшем развитии позволяет обеспечить обратную связь в оперативном ведении процесса плавки и получать на выходе металлы с заданными и, главное, стабильными физико-химическими свойствами.
Перечисленные возможности способа обеспечиваются за счет эффекта от предпочтительной установки и ориентации бухт 7 проволоки 2, выявления более предпочтительного критерия для сохранения физико-механических свойств проволоки 2, заданных ее производителем, например, допустимого натяжения проволоки 2 при ее размотке и обратной подмотке в пределах упругих деформаций и др.
Подачу проволоки 2 в жидкий металл осуществляют, как правило, принудительно задав направление ввода. В случае использования настоящего способа проволока 2 на выходе из выпускного канала 5 имеет форму, близкую к прямолинейной (она не «вспоминает» скручивающие напряжения, характерные для иных технологий размотки), что позволяет ее выпускать горизонтально без направляющих насадок, и она под действием собственной силы тяжести изогнется по радиусу. Остается выбрать расстояние до зеркала металлической ванны и высоту подачи.
Практически способ обработки расплава металла в ковше 3 реализуется тем, что вначале бухту 7 с проволокой 2 устанавливают на приводную план-шайбу 8 и фиксируют ее, приняв за базу поверхность первоначальной намотки проволоки 2, соответствующую внутренней поверхности бухты 7. В качестве устройств 1 (или 1') подачи проволоки 2 в литейный ковш 3 используют одно- 1 или многоручьевой 1' трайб-аппараты, серийно выпускаемые в стране и за рубежом. Получилось, что существующие трайб-аппараты 1 или 1', спроектированные под жесткие условия эксплуатации, получают «идеальные» условия для своей работы, например, обеспечивают возможность высокоточной подачи порошковой проволоки не только с жесткой и прочной, но и с мягкой оболочкой и ненормируемой изломостойкостью, или подачу цельной проволоки без ее продольно-поперечного проскальзывания. Принудительная синхронизация работы трайб-аппарата 1 (или 1') и вращения план-шайбы 8 исключает случайное заматывание проволоки 2, соскальзывание и перекручивание витков, характерных для свободного забора. При этом следует учесть большую массу бухты 7 с проволокой 2 и значительные инерционные нагрузки при ее вращении. В результате появилась возможность раскрыть неиспользуемый потенциал трайб-аппаратов 1 и 1' и обеспечить им в течение длительного времени более благоприятные условия работы и высокую точностью дозирования проволоки 2.
Синхронизация процесса разматывания проволоки 2 и ее подача в расплав металла осуществляется либо за счет контроля физического параметра подаваемой проволоки 2, либо за счет контроля вольт-частотной (V/f) характеристики преобразователей частоты приводных асинхронных электродвигателей 12. Первый вариант позволяет провести оперативную модернизацию всех существующих установок для внепечной обработки расплавов металла. Второй вариант как более совершенный с технической точки зрения рекомендуется для вновь выпускаемого оборудования.
Дополнительные возможности установок обеспечивает особая конструкция выпускных каналов 5 устройств 1 (и 1') подачи проволоки 2, которые выполняют телескопическими и снабжают дополнительными направляющими 13, выполненными с возможностью отгиба выходящих проволок 2 на угол до 90°. Последнее, для «прямой» (или выпрямленной) проволоки 2 можно обеспечить установкой отражающих козырьков (условно не показаны) под нужным углом или соответствующим изгибом дополнительных направляющих 13, которые выполняются съемными.
Отсутствие критических напряжений в звеньях и узлах установок позволяет размещать входящее в него оборудование на разных технологических уровнях. В результате обеспечивается максимальная компактность установок при сохранении контроля над их управлением.
Перечисленные особенности технических решений характерны для обоих вариантов установок. Просто второй вариант предоставляет более широкие возможности при обработке расплавов металла в ковшах 3 при их внепечной обработке.
Реализацию изобретений рассмотрим на следующих примерах.
Пример 1. Установка с использованием одноручьевого трайб-аппарата
Установка включает одноручьевой трайб-аппарат (устройство подачи проволоки) 1, опору 6 для бухты 7 проволоки 2 и шкаф системы управления 9, размещенные на технологической площадке на одном или на разных технологических уровнях. Определяются с видом проволоки 2, которая должна обеспечить требуемый технологический процесс внепечной обработки металла.
Бухту 7 с проволокой 2 освобождают от заводской упаковки, устанавливают на план-шайбу 8 опоры 6 и фиксируют, например, с помощью разжимных - под разный диаметр - цанг (условно не показаны). С наружного диаметра бухты 7 вручную снимают первый виток проволоки 2 и, контролируя усилие намотки на бухте 7, начинают, используя свободное вращение план-шайбы 8, аккуратно сматывать проволоку 2 и заправлять ее в подающие ролики трайб-аппарата 1. Если установка оснащена направляющими валками 10 и устройством 11 определения величины провисания проволоки 2, то проволоку 2 пропускают и через них. При необходимости выставляют величину вылета проволоки 2 на телескопическом выпускном канале 5 и угол ее подачи (отгиба) с использованием дополнительной, например, трубчатой направляющей 13 или отрегулировав угол отражения на соответствующем козырьке (условно не показан). После этого включают электронику, которая будет обеспечивать принудительное вращение планшайбы 8 и его синхронизацию с подачей проволоки 2 роликами трайб-аппарата 1. Таким образом, установка считается приведенной в исходное состояние.
По окончании плавки металла в большой печи часть металла переливают в один из технологических ковшей 3 меньшей вместимости для последующей внепечной обработки. Малый ковш 3 по рельсовым путям или с помощью крана подают на участок внепечной обработки к установке для обработки расплава и фиксируют.
Включают подачу проволоки 2. Одновременно и синхронно с этим происходит вращение план-шайбы 8, которое позволяет проволоке аккуратно сматываться, не опережая ее подачу в металл и не тормозя ее сверх допустимого предела. Электронное управление начинает отрабатывать заложенный технологический процесс подачи проволоки 2, которая выходит из выпускного канала 5 в направлении зеркала металла и погружается в расплав. При необходимости в месте входа проволоки 2 в жидкую ванну разрушают корку шлака. В процессе погружения проволока 2 растворяется, обеспечивая металлу требуемые физико-химические свойства. Также проволока 2 может подаваться порционно, при этом подающие ролики трайб-аппарата 1 переключаются в режим реверса и одновременно планшайба 8 начинает вращаться в обратную сторону - подматывая проволоку 2 на бухту 7.
Для иллюстрации, подачу порошковой или иной проволоки 2 в расплавленный металл осуществляют со скоростью до 320 м/мин, при диаметре проволоки 6-20 мм, максимальной длине вводимой проволоки на протяжении одного цикла примерно 1000 метров и с точностью дозирования ±5 мм.
По окончании обработки металла подача проволоки 2 прекращается, подающие ролики переключаются в режим реверса, а план-шайба 8 подматывает излишек проволоки 2 на бухту 7. Малый ковш 3 с обработанным расплавом металла передают на следующий технологический участок, где из него отольют изделия с заданными и стабильными физическо-механическими и химическими свойствами.
Пример 2. Установка с использованием многоручьевого трайб-аппарата
Установка включает многоручьевой, например двухручьевой, трайб-аппарат (устройство подачи двух проволок) 1', две опоры 6 для двух бухт 7 проволоки 2 и шкаф системы управления 9, размещенные на технологической площадке на одном или на разных технологических уровнях - аналогично Примеру 1. Также определяются с видом проволок 2, которые должны обеспечить требуемый технологический процесс внепечной обработки металла.
В остальном работы по приведению оборудования установки в исходное состояние аналогичны Примеру 1, с поправкой на множественность опор 6 для бухт 7 проволоки 2 и самих бухт 7, параллельной заправки каждой из проволок 2 и их последующей подачи в одну или разные точки расплава металла.
Настоящая установка способна обеспечить большее количество вариантов обработки расплава металла. Сюда относится параллельный ввод проволок 2, ввод проволок 2 с разными скоростями подачи, порционная подача и другие, а также использование проволок 2 с разными (отличными) добавками и т.д. Кроме этого, например, двухручьевой трайб-аппарат 1' может использоваться для подачи двух проволок 2 одного вида, причем вторую проволоку подают после того, как закончится первая. Во время работы второго ручья производят заправку первого. Такой режим работы установки с двухручьевым трайб-аппаратом 1' обеспечивает безотходность использования проволоки 2 и непрерывность процесса обработки металла - без вынужденных перерывов на заправку новой бухты 7 с проволокой 2.
Обработка расплава металла в ковше 3 двумя и более проволоками 2 позволяет получать наиболее качественный металл с заданными и стабильными физическими, механическими и химическими свойствами, что бывает затруднительно сделать при других способах внепечной обработки металла.
Пример 3. Модернизация ранее существующей типовой установки для обработки расплава металла в ковше
У существующей установки оставляют трайб-аппарат 1 (или 1') и систему его управления, комплектуют новыми опорами 6 для размещения бухт 7 проволоки 2 - по числу ручьев - и оснащают новой системой управления 9, к шкафу которой подключают систему управления трайб-аппарата 1 (или 1'). При необходимости его выпускной канал 5 (или выпускные каналы) также модернизируют.
В остальном работа с установкой аналогична Примерам 1 и 2.
Безусловно, приведенными примерами не исчерпываются возможные варианты реализации изобретений. Например, жидкий металл в ковше достаточно большого объема может обрабатываться двумя, тремя и т.д. установками одновременно, что позволит оперативно ввести необходимые добавки сразу во весь объем ковша, а также другие варианты реализации, с использованием существенных признаков изобретений в их разнообразных сочетаниях.
В результате использования изобретений был создан очередной способ обработки расплава металла в литейном ковше и варианты установок для его осуществления, повысилась надежность их работы за счет устранения скручивающих и растягивающих напряжений в подаваемой проволоке, что позволило расширить технологические режимы ее ввода в жидкую ванну, увеличить точность позиционирования и дозирования, а также увеличить эффективность усвоения вводимых с проволокой добавок, результатом чего стала стабилизация качественных показателей каждой разливки металла при его внепечной обработке. Кроме этого, снизились требования к физико-механическим характеристикам оболочек порошковых проволок, что позволило существенно снизить издержки на их производство.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки расплавленного металла инжекционной проволокой | 2023 |
|
RU2810280C1 |
| СПОСОБ ПОДОГРЕВА ЖИДКОЙ СТАЛИ | 2001 |
|
RU2195503C1 |
| ТРАЙБ-АППАРАТ | 2011 |
|
RU2462515C1 |
| СПОСОБ ВНЕПЕЧНОГО НАГРЕВА ЖИДКОГО МЕТАЛЛА В КОВШЕ И ОБОЛОЧКОВАЯ ПРОВОЛОКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2183221C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 2000 |
|
RU2179500C1 |
| СПОСОБ ВВОДА ПРОВОЛОКИ В ЖИДКИЙ МЕТАЛЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2293767C2 |
| УСТАНОВКА ДЛЯ ВВОДА ПРОВОЛОКИ В ЖИДКИЙ МЕТАЛЛ | 2000 |
|
RU2175676C2 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ВЫПЛАВКИ И ЛЕГИРОВАНИЯ СТАЛИ | 2000 |
|
RU2175017C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2005 |
|
RU2292254C2 |
| Способ получения непрерывнолитой медной заготовки для электротехнических целей и технологический комплекс для его осуществления | 2018 |
|
RU2688103C1 |




Изобретения относятся к области металлургии, в частности к оборудованию для внепечной обработки жидкого металла в ковше, и могут быть использованы для ввода в жидкий металл алюминия в виде проволоки и других добавок в составе порошковых проволок. В способе бухту базируют по поверхности первоначальной намотки проволоки, соответствующей внутренней поверхности бухты, разматывание осуществляют с ее внешней стороны в порядке, обратном первоначальной намотке проволоки, с принудительной синхронизацией скорости размотки проволоки с подачей в жидкий металл, а при работе подающих роликов в режиме реверса осуществляют обратную синхронную намотку проволоки на бухту. Кроме того, устройство подачи проволоки в ковш может быть выполнено в виде одноручьевого трайб-аппарата с многорежимной подачей, включая возможность подачи в режиме реверса, или в виде многоручьевого трайб-аппарата с многорежимной подачей, включая возможность подачи в режиме реверса. Изобретение позволяет устранять скручивающие и растягивающие напряжения в подаваемой проволоке, а также увеличить точность позиционирования, дозирования, эффективность усвоения вводимых добавок и снизить требования к физико-механическим характеристикам оболочки порошковой проволоки. 3 н. и 11 з.п. ф-лы, 10 ил., 3 пр.
1. Способ подачи проволоки при обработке расплава металла в ковше, включающий ее забор из бухты и ввод в жидкий металл для раскисления и/или легирования, и/или модифицирования, и/или десульфурации посредством подающих роликов устройства подачи, отличающийся тем, что бухту базируют по поверхности первоначальной намотки проволоки, соответствующей внутренней поверхности бухты, разматывание осуществляют с ее внешней стороны в обратном первоначальной намотке проволоки порядке с принудительной синхронизацией скорости размотки проволоки с ее подачей в жидкий металл, а при порционной подаче проволоки переключают подающие ролики в режим реверса и осуществляют обратную синхронную подмотку проволоки на бухту.
2. Способ по п.1, отличающийся тем, что бухту устанавливают со стороны входа проволоки в подающие ролики устройства подачи, при этом продольную ось бухты ориентируют перпендикулярно направлению их расположения.
3. Способ по п.1, отличающийся тем, что синхронную скорость разматывания проволоки с бухты или ее обратную намотку на бухту обеспечивают с созданием нормируемого натяжения проволоки на участке между бухтой и подающими роликами устройства подачи.
4. Способ по п.1, отличающийся тем, что ввод проволоки в жидкий металл осуществляют с использованием естественного радиуса изгиба подаваемой проволоки под действием ее собственной силы тяжести.
5. Установка для подачи проволоки при обработке расплава металла в ковше, содержащая устройство подачи проволоки, выполненное с приемным каналом для ввода проволоки и выпускным каналом для ее выхода и направленной подачи в ковш, и опору для размещения бухты проволоки, отличающаяся тем, что опора включает план-шайбу для взаимодействия с бухтой проволоки, устройство подачи проволоки в ковш выполнено в виде одноручьевого трайб-аппарата с многорежимной подачей, включая возможность подачи в режиме реверса, и с системой управления, синхронизирующей режимы подачи проволоки трайб-аппаратом со скоростью вращения план-шайбы, при этом приемный канал устройства подачи проволоки выполнен с возможностью ее поступления с внешней стороны бухты.
6. Установка по п.5, отличающаяся тем, что приемный канал устройства подачи проволоки выполнен с возможностью ее поступления через направляющие валки, при этом между приемным каналом для ввода проволоки и направляющими проволоку валками расположено устройство определения ее провисания, связанное с системой управления, синхронизирующей режимы подачи проволоки трайб-аппаратом со скоростью вращения план-шайбы опоры для размещения бухты проволоки.
7. Установка по п.5, отличающаяся тем, что система управления, синхронизирующая режимы подачи проволоки трайб-аппаратом со скоростью вращения план-шайбы опоры для размещения бухты проволоки, выполнена с использованием программных средств.
8. Установка по п.5, отличающаяся тем, что выпускной канал устройства подачи проволоки выполнен телескопическим и снабжен дополнительной направляющей, выполненной с возможностью отгиба выходящей проволоки на угол до 90°.
9. Установка по п.5, отличающаяся тем, что трайб-аппарат и опора для размещения бухты проволоки расположены на разных технологических уровнях.
10. Установка для подачи проволоки при обработке расплава металла в ковше, содержащая устройство подачи проволок, выполненное с приемными каналами для ввода проволок и по меньшей мере одним выпускным каналом для их выхода и направленной подачи в ковш, и по меньшей мере две опоры для размещения бухт проволок, отличающаяся тем, что каждая опора включает план-шайбу для взаимодействия с бухтой проволоки, устройство подачи проволок в ковш выполнено в виде многоручьевого трайб-аппарата с многорежимной подачей, включая возможность подачи в режиме реверса, и системой управления, синхронизирующей режимы подачи проволок многоручьевым трайб-аппаратом со скоростью вращения план-шайбы каждой из опор, при этом приемный канал устройства подачи проволок выполнен с возможностью их поступления с внешней стороны бухт.
11. Установка по п.10, отличающаяся тем, что приемные каналы устройства подачи проволок выполнены с возможностью их поступления через направляющие валки, при этом между каждым приемным каналом для ввода проволоки и направляющими проволоку валками расположены устройства определения их провисания, связанные с системой управления, синхронизирующей режимы подачи проволок многоручьевым трайб-аппаратом со скоростью вращения план-шайбы каждой из опор для размещения бухт проволоки.
12. Установка по п.10, отличающаяся тем, что система управления, синхронизирующая режимы подачи проволок трайб-аппаратом со скоростью вращения план-шайб каждой из опор для размещения бухт проволоки, выполнена с использованием программных средств.
13. Установка по п.10, отличающаяся тем, что каждый выпускной канал устройства подачи проволок выполнен телескопическим и снабжен дополнительными направляющими, выполненными с возможностью отгиба выходящих проволок на угол до 90°.
14. Установка по п.10, отличающаяся тем, что многоручьевой трайб-аппарат и по меньшей мере одна опора для размещения бухты проволоки расположены на разных технологических уровнях.
| СПОСОБ ВВОДА ПРОВОЛОКИ В ЖИДКИЙ МЕТАЛЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2293767C2 |
| УСТАНОВКА ДЛЯ ВВОДА ПРОВОЛОКИ В ЖИДКИЙ МЕТАЛЛ | 2000 |
|
RU2175676C2 |
| УСТАНОВКА ДЛЯ ВВОДА ПРОВОЛОКИ В ЖИДКИЙ МЕТАЛЛ | 2002 |
|
RU2238982C2 |
| US 4481032 A, 06.11.1984 | |||
| Несущий мост грузоподъемного устройства типа мостового крана | 1985 |
|
SU1585278A1 |

