Изобретение относится к измерительной технике для контроля технологического процесса производства теплоизоляционных изделий из минеральной ваты в промышленности строительных материалов, в частности к способу для определения производительности плавильного агрегата.
Из описания патентов 1087508 (ФРГ), EP 2272808 (A1), EP 2177484 (A2), WO 2008129130 (A1) известен способ оценки производительности плавильного агрегата по изменению тока двигателя валков центрифуги. Он основан на наличии взаимосвязи силы тока, потребляемого двигателем центрифуги, и потоком расплава, попадающего на валки. Однако производительность плавильного агрегата или дебит расплава находится под влиянием большого количества факторов, в частности кинематической вязкости, скорости течения расплава, поверхностного натяжения, угла смачиваемости, скорости остывания и кристаллизации и т.д. [Комар А.Г. Строительные материалы и изделия: учебник для ВУЗов / А.Г.Комар - М.: Высшая школа, 1988. 527 с.]. При этом изменения потребляемого двигателем центрифуги тока могут не коррелироваться с изменениями дебита расплава. Это несоответствие можно установить, анализируя процесс подготовки расплава к вытягиванию волокон, - обеспечение требуемой вязкости расплава перед выработкой и выпускание расплава через фильерные питатели. Зависимость дебита расплава от кинематической вязкости ϖρ определяется формулой Пуазеля-Гагена:
где Н - гидростатический напор; D и L - соответственно диаметр и длина фильеры; Qоб - объемный дебит, протекающий за единицу времени. После преобразования получаем: 
При увеличении вязкости расплава объемный дебит уменьшается в обратно пропорциональной зависимости, в то время как нагрузка на центрифугу в этом случае, напротив, может возрасти из-за увеличения сил поверхностного натяжения и за счет увеличившихся сил внутреннего сцепления. При всей своей технической простоте метод оценки производительности плавильного агрегата по силе тока двигателей валков центрифуги не обеспечивает требуемого для планирования производства уровня точности и достоверности получаемых показателей.
Из книги B.Sirok, B.Blagojevich and P.Bullen. Mineral wool, WOODHEAD Publishing limited, Cambridge, England, 2008, C.99-105 (прототип) известен способ определения производительности плавильного агрегата по диаметру вытекающей струи. Способ заключается в измерении электромагнитного излучения, исходящего от струи, при помощи видеокамеры, измерении ширины струи по текущему видеоизображению с последующим определением площади ее поперечного сечения, измерении пути, пройденного свободно падающей струей. Длина пройденного струей пути определяется при помощи выявления флуктуаций форм струи с последующим измерением сдвига этих флуктуаций на двух последовательных видеокадрах (фиг.1а и б). Величина сдвига определяется в пикселях видеоизображения и в дальнейшем пересчитывается в реальную длину пройденного пути. Производительность плавильного агрегата оценивается путем перемножения площади поперечного сечения струи на пройденный ею путь. В случае, если на текущем видеокадре не выявляются флуктуации формы струи, то величина пройденного пути принимается равной последнему измеренному значению.
В условиях реального производства температура струи и ее минералогический состав постоянно меняются, что приводит к изменениям кинематической вязкости и, как следствие, к скорости истечения расплава, то есть изменениям величины пройденного пути. Кроме этого самостоятельно форма струи не может изменяться. Она принимает изменения только в случае, когда персонал предприятия производит чистку выпускного отверстия плавильного агрегата, что происходит довольно редко, и основное время струя имеет форму цилиндра (фиг.2). Все это показывает, что известный способ в условиях изменения температуры струи, ее вязкости, а также при отсутствии деформации формы струи, обладает большой погрешностью при определении производительности плавильного агрегата.
Задачей предлагаемого изобретения является создание более достоверного способа определения производительности плавильного агрегата.
Поставленная задача решена тем, что согласно изобретению способ определения производительности плавильного агрегата, включающий измерение электромагнитного излучения в виде его двумерного распределения, путем фиксирования его с помощью видеокамеры в виде растра видеоизображения, после чего определяют площадь поперечного сечения струи для текущего растра путем измерения в строках растра ширины струи расплава с последующим ее усреднением, определяют поперечное сечение струи, фиксируют расстояние, пройденное падающей струей за время между двумя соседними видеокадрами, при помощи измерения сдвига возникающих флуктуаций формы струи в пикселях изображения с последующим определением реальной длины, и по текущим значениям площади поперечного сечения струи и пройденному ею расстоянию определяют мгновенную производительность плавильного агрегата, отличается тем, что электромагнитное излучение пропускают через световой фильтр для выделения внутренних яркостных неоднородностей струи расплава, и тем самым дополнительно фиксируют пройденное расстояние падающей струи в элементах видеоизображения путем определения сдвига внутренних яркостных неоднородностей на изображении струи в двух соседних кадрах с последующим определением реальной длины, и по текущим значениям площади поперечного сечения струи и пройденному ею расстоянию, фиксируемому по флуктуациям струи и по внутренним яркостным неоднородностям, определяют производительность плавильного агрегата.
В настоящее время из патентной и научной литературы неизвестна совокупность предлагаемых, согласно изобретению, признаков, позволяющих решить изложенную выше техническую задачу.
Итак, согласно изобретению способ определения производительности плавильного агрегата заключается в преобразовании электромагнитного излучения, исходящего от струи расплава, путем пропускания излучения через фильтр, дополнительно подчеркивающего яркостные неоднородности на двумерном изображении струи, измерении двухмерного электромагнитного излучения при помощи видеокамеры и формировании текущего растра видеоизображения. Путем последовательного выявления границ струи расплава в строках текущего растра и определении ширины струи с последующим усреднением измеренных величин, определяют значение диаметра струи с последующим вычислением мгновенной площади поперечного сечения струи. Вычисление пройденного падающей струей пути производится при помощи алгоритмов совмещения изображений возникающих флуктуаций формы струи и/или ее внутренних яркостных неоднородностей на соседних видео растрах и последующего расчета мгновенной производительности плавильного агрегата.
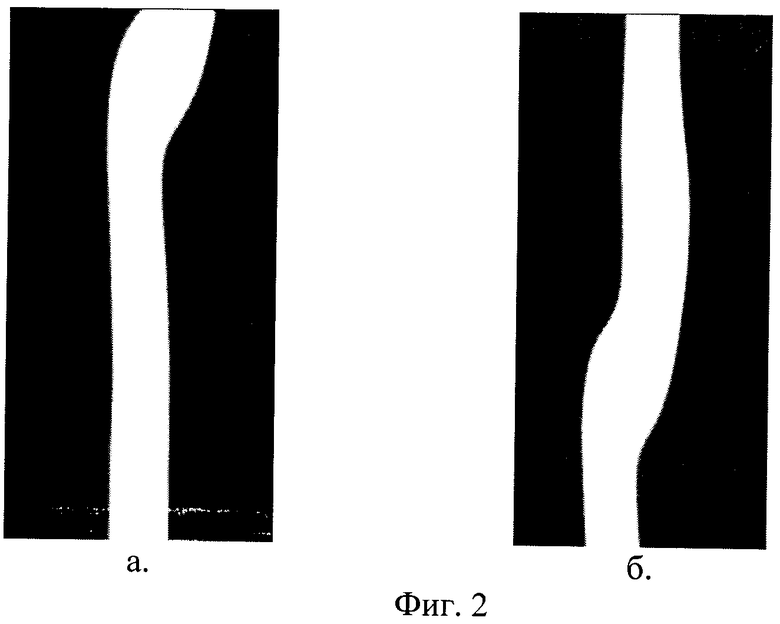
Предлагаемый способ реализуется с помощью устройства, показанного на фиг.1.
Фиг.1 - Схема устройства для определения производительности плавильного агрегата.
Фиг.2 - двумерное распределение электромагнитной интенсивности струи, характеризующее флуктуацию формы струи.
Фиг.3 - типовое распределение электромагнитной интенсивности струи.
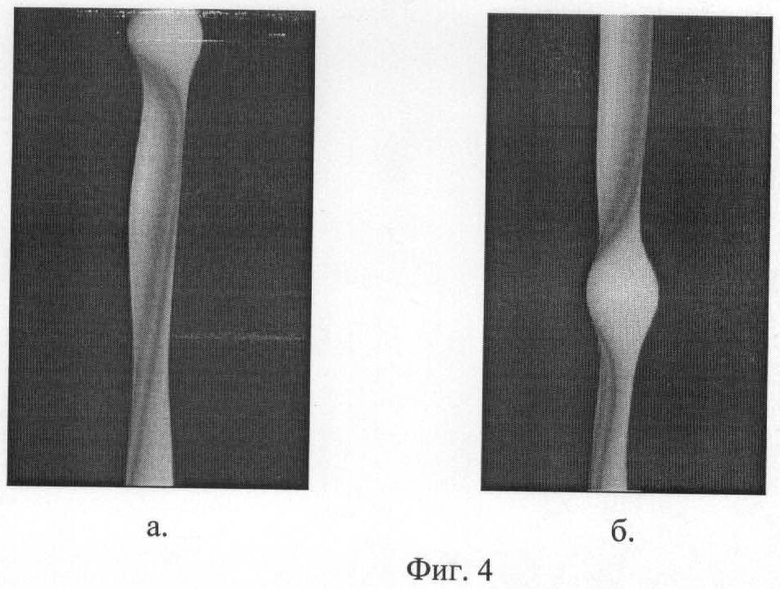
Фиг.4 - распределение электромагнитной интенсивности, пригодное для определения пройденного струей пути по флуктуациям формы струи.
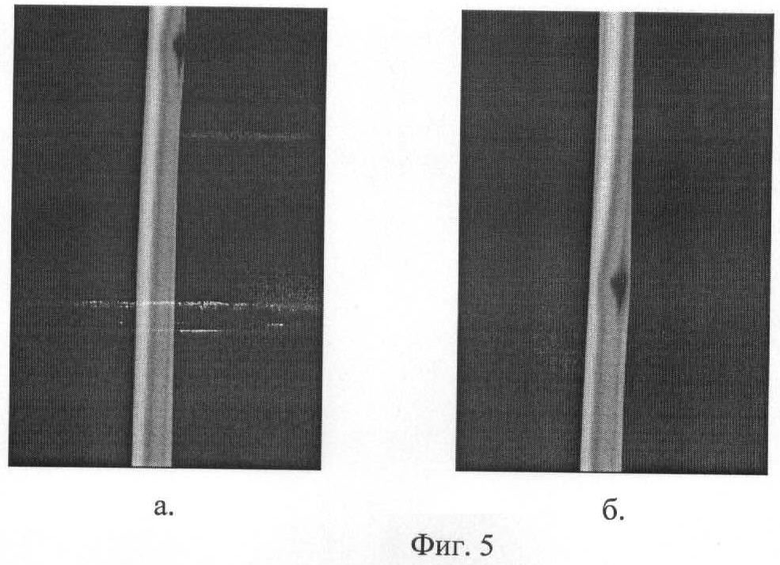
Фиг.5 - распределение интенсивности, пригодное для определения пройденного струей пути по внутренним яркостным неоднородностям струи.
На фиг.1 показана схема устройства для определения производительности плавильного агрегата. Из плавильного агрегата 1 вытекает струя расплава 2. Электромагнитное излучение 3, формируемое струей, преобразуется световым фильтром 4 с целью подчеркивания внутренних яркостных неоднородностей струи. Двумерное распределение электромагнитной интенсивности регистрируется видеокамерой 5. С выхода видеокамеры 5 видеосигнал поступает в блок оценки 6 на карту оцифровки видеосигналов 7. С выхода блока оцифровки 7 видео растр поступает в блок определения площади поперечного сечения струи 8. Вычисление поперечного сечения струи может быть реализовано выделением в строках каждого растра видимой ширины струи. Усреднение этих размеров вдоль строк по растру позволит определить усредненный диаметр струи и определить мгновенную площадь сечения струи. Для расчета пути, пройденного струей, в блок расчета длины пути 9 поступают два последовательных видео растра. Величина пройденного струей пути может быть определена методами совмещения изображений, используя в качестве регистрируемых фрагментов возникающие флуктуации формы струи (фиг.4а и б) и/или ее внутренние яркостные неоднородности (фиг.5а и б). Величина поперечного сечения струи с блока 8 и значение пройденного струей пути с блока 9 поступают на вход блока расчета производительности плавильного агрегата 10. Выходной сигнал 11 расчетного блока 10 является мгновенной величиной дебита струи или производительностью плавильного агрегата в интервал времени между формированием двух последовательных видео растров.
Таким образом, увеличивая частоту измерений пройденного струей расплава пути, повышается достоверность определения производительности плавильного агрегата.
Изобретение относится к измерительной технике для контроля технологического процесса производства теплоизоляционных изделий из минеральной ваты в промышленности строительных материалов, в частности к способу для определения производительности плавильного агрегата. Техническим результатом изобретения является повышение точности определения производительности плавильного агрегата. Способ определения производительности плавильного агрегата включает измерение электромагнитного излучения в виде его двумерного распределения, путем фиксирования его с помощью видеокамеры в виде растра видеоизображения. После чего определяют площадь поперечного сечения струи для текущего растра путем измерения в строках растра ширины струи расплава с последующим ее усреднением. Затем определяют поперечное сечение струи, фиксируют расстояние, пройденное падающей струей за время между двумя соседними видеокадрами, при помощи измерения сдвига возникающих флуктуаций формы струи в пикселях изображения с последующим определением реальной длины, и по текущим значениям площади поперечного сечения струи и пройденному ею расстоянию определяют мгновенную производительность плавильного агрегата. При этом электромагнитное излучение пропускают через световой фильтр для выделения внутренних яркостных неоднородностей струи расплава, и тем самым дополнительно фиксируют пройденное расстояние падающей струи в элементах видеоизображения путем определения сдвига внутренних яркостных неоднородностей на изображении струи в двух соседних кадрах с последующим определением реальной длины, и по текущим значениям площади поперечного сечения струи и пройденному ею расстоянию, фиксируемому по флуктуациям струи и по внутренним яркостным неоднородностям, определяют производительность плавильного агрегата. 5 ил.
Способ определения производительности плавильного агрегата, включающий измерение электромагнитного излучения в виде его двумерного распределения путем фиксирования его с помощью видеокамеры в виде растра видеоизображения, после чего определяют площадь поперечного сечения струи для текущего растра путем измерения в строках растра ширины струи расплава с последующим ее усреднением, определяют поперечное сечение струи, фиксируют расстояние, пройденное падающей струей за время между двумя соседними видеокадрами, при помощи измерения сдвига возникающих флуктуаций формы струи в пикселях изображения с последующим определением реальной длины, и по текущим значениям площади поперечного сечения струи и пройденному ею расстоянию определяют мгновенную производительность плавильного агрегата, отличающийся тем, что электромагнитное излучение пропускают через световой фильтр для выделения внутренних яркостных неоднородностей струи расплава, и тем самым дополнительно фиксируют пройденное расстояние падающей струи в элементах видеоизображения путем определения сдвига внутренних яркостных неоднородностей на изображении струи в двух соседних кадрах с последующим определением реальной длины, и по текущим значениям площади поперечного сечения струи и пройденному ею расстоянию, фиксируемому по флуктуациям струи и по внутренним яркостным неоднородностям, определяют производительность плавильного агрегата.
| SIROK В | |||
| et al, Mineral wool, woodhead publishing limited, Cambridge, England, 2008, p.99-105 | |||
| DE 1087508 B, 18.08.1960 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОЛЛАГЕНА | 2004 |
|
RU2272808C2 |
| WO 2008129130 A1, 30.10.2008 | |||
| СПОСОБ ПОЛУЧЕНИЯ МИНЕРАЛОВАТНОГО КОВРА ИЗ БАЗАЛЬТОВОГО СУПЕРТОНКОГО ВОЛОКНА | 1995 |
|
RU2100299C1 |

