Изобретение относится к области рентгенотехники, а именно данное изобретение используется для изготовления рентгеновских фокусирующих линз. Полученные с помощью изобретения рентгеновские линзы могут использоваться в биомедицинских приложениях для рентгеновских микроскопов, аппаратов диагностики и лучевой терапии для аппаратуры неразрушающего контроля и локального исследования материалов методами рентгеновской флуоресцентной спектрометрии, структурного анализа, микроскопии и микротомографии, в радио и телевидении, системах дальней связи как основной элемент дальних линий связи, а также в космических исследованиях.
Известен способ изготовления рентгеновских фокусирующих линз из полимеров с цилиндрической конструкцией, которые имеют аксиальную ось симметрии и обеспечивают фокусировку падающего излучения в точечный фокус путем прецизионной механической обработки с использованием процессов штамповки, в которых применяют штамп сферической формы (Y.Ohishi, A.Q.R.Baron, M.Ishii, T.Ishikawa, O.Shimomura "Refractive X-ray lens for high pressure experiments at Springs", Nuclear Instruments & Methods in Physics research, vol.A467-468 (2001), pp.962-963).
Однако данный способ имеет следующие недостатки: исключительно высокие требования к точности изготовления штампа и к степени шероховатости его поверхности, применение термопластов в качестве материала, которые в свою очередь обладают низкой устойчивостью к радиационному излучению. Кроме того, сферическому профилю линз присущ ряд аберраций при формировании изображений.
Известны способы изготовления рентгеновских преломляющих линз из полимерного материала методом фронтальной фотополимеризации (RU 2298852, RU 2366015, RU 2297681). Наиболее близким техническим решением, принятым за прототип для способа изготовления, является способ изготовления рентгеновской параболической линзы с профилем вращения (RU 2298852), включающий изготовление линзы из материала, способного к фотополимеризации, путем внесения необходимого количества материала линзы в жидком состоянии в оправку цилиндрической формы, помещением оправки на центрифугу и вращением ее с материалом линзы до достижения однородности при одинаковой угловой частоте вращения. Перевод материала линзы в твердое состояние в процессе вращения проводят методом фронтальной фотополимеризации при перемещении фронта полимеризации по оси линзы снизу вверх или по радиусу линзы. Данный способ предполагает изготовление рентгеновских линз с параболическим профилем вращения.
За прототип формы для изготовления рентгеновских линз берем оправку цилиндрической формы, указанную в патенте RU 2298852.
Для достижения заданного фокусного расстояния полученные рентгеновские линзы необходимо сложить в систему в держателе соосно вдоль осей параболоидов. Складывают рентгеновские линзы в держатель, ориентируясь по внешней периферии линзы. Поэтому необходимо иметь строгую соосность оси вращения конструкции и оси цилиндрической оправки, в которой происходит формирование рентгеновской линзы. В противном случае будет происходить отклонение оси параболоида вращения, что сделает невозможным в свою очередь получить фокус системы полученных рентгеновских линз. Добиться строгой соосности в конструкции вращения описанной в прототипе - технологически сложная задача. Также устанавливаются строгие требования в плане центровки параболоида вращения, он должен быть расположен четко по центру относительно периферии линзы. Также существуют высокие требования к поверхности рентгеновской преломляющей линзы. Ее усредненная шероховатость должна быть на уровне не более 5-10 нм. При полимеризации во время вращения происходит выделение свободного объема, что неизбежно сказывается на качестве поверхности параболоида вращения. Также по мере полимеризации в процессе вращения будет изменяться вязкость материала, поверхностное натяжение и будет происходить усадка материала. Вследствие этих факторов постоянно будет происходить искажение формируемой параболической поверхности. Таким образом, есть основания полагать, что по способу, взятому за прототип, и с помощью оправки цилиндрической формы, взятой за прототип, невозможно получить параболическую поверхность с усредненной степенью шероховатости не более 5-10 нм.
Технический результат, достигаемый в заявленной конструкции (форма для изготовления рентгеновской фокусирующей линзы), заключается в создании конструкции рентгеновской фокусирующей линзы, допускающей базировку отдельных рентгеновских линз по оси и обладающей низкой потерей рентгеновского излучения.
Указанный технический результат достигается тем, что форма для изготовления рентгеновской фокусирующей линзы выполнена в виде металлического цилиндра, в середине которого сформирована камера для полимеризации жидких фотополимеризующихся композиций (ФПК) в виде прямой призмы, у которой основанием является равнобедренный прямоугольный треугольник, одна грань выполнена в цилиндре параллельно оси цилиндра, две боковые грани, образующие между собой прямой угол, выполнены из прозрачного для света стекла или кварца и съемным образом установлены на выполненных в цилиндре лысках, при этом цилиндр содержит два входных в камеру полимеризации отверстия для вентиляции и подачи жидкой ФПК и канал вдоль оси цилиндра, в котором с двух сторон цилиндра соосно установлены подвижные металлические стержни с оптической параболической поверхностью на конце таким образом, что параболические поверхности находятся в камере полимеризации, обращены друг к другу вершинами и расстояние между ними фиксированное. Расстояние между вершинами устанавливают возможно минимальное, чтобы сформированная с помощью заявленной формы рентгеновская линза обеспечивала низкие потери рентгеновского излучения.
Технический результат, достигаемый в заявленном способе (способ для изготовления рентгеновской фокусирующей линзы), заключается в повышении качества параболической поверхности рентгеновской линзы до усредненной степени шероховатости не более 5-10 нм.
Указанный технический результат достигается тем, что в процессе изготовления рентгеновской линзы используют форму для изготовления рентгеновской фокусирующей линзы.
Способ для изготовления рентгеновской фокусирующей линзы осуществляют следующим образом.
В форму для изготовления рентгеновской фокусирующей линзы заливают ФПК по патенту РФ 2308908, состоящую из следующих веществ, взятых в определенных соотношениях: бензилметакрилат (5-15 масс.%), олигоуретанметакрилат (10-20 масс.%), 2,2-диметокси-2-фенилацетофенон (0,1-0,7 масс.%), 2,4-дитретбутилортохинон (0,001-0,006 масс.%), олигокарбонатметакрилат (остальное). Жидкая ФПК подается в камеру полимеризации через отверстие для подачи жидкой ФПК до тех пор, пока она не начнет выходить из отверстия для вентиляции с противоположной стороны цилиндра. Через стекло камеры полимеризации осуществляется визуальный контроль, чтобы предупредить образование пузырей в жидкой ФПК. Затем отверстие для подачи ФПК закрывают, а отверстие для вентиляции оставляют открытым, чтобы обеспечить запас жидкой ФПК, компенсирующей усадку материала при полимеризации. Далее форму для изготовления рентгеновской фокусирующей линзы облучают УФ-светом с длиной волны λ=320-380 нм. Облучение проводят при комнатной температуре с помощью специальной установки экспонирования, в котором одновременно происходит облучение и перемещение формы таким образом, что форма опускается из темной зоны в светлую через переходную зону шириной не более 100 мкм, в которой происходит процесс фотополимеризации: форма оказывается между двумя источниками света, направленными друг на друга, и подвергается их сфокусированному облучению таким образом, что падающие лучи света образуют со стеклами одинаковый угол падения, а скорость перемещения формы обеспечивает полную полимеризацию ФПК, проходящей через переходную зону. Скорость перемещения формы, при которой происходит полная полимеризация ФПК, проходящей через переходную зону, обеспечивает формирование рентгеновской линзы с заданными геометрическими и физико-механическими параметрами. После завершения процесса облучения из цилиндра формы вынимают металлические стержни, снимают стекла с лысок и извлекают рентгеновскую фокусирующую линзу.
Указанные изобретения поясняются следующим графическим материалом.
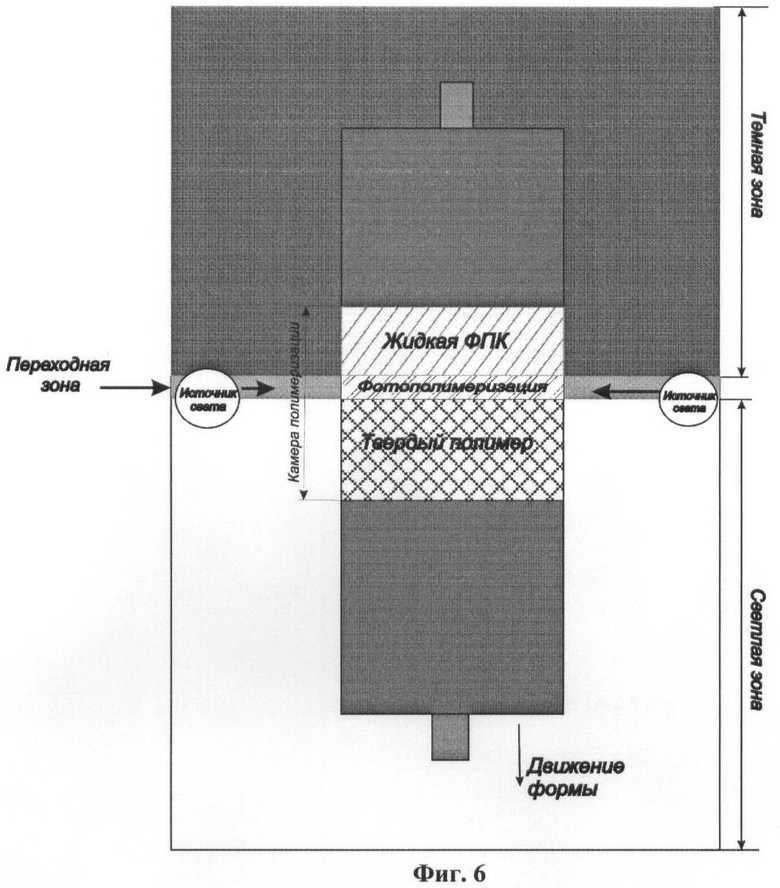
Фигура 1 - вид формы для изготовления рентгеновской фокусирующей линзы в изометрии.
Форма для изготовления рентгеновской фокусирующей линзы представляет собой металлический цилиндр 1 с камерой полимеризации 2, с двумя входными в камеру полимеризации отверстиями 3 с каждого конца цилиндра для вентиляции и подачи в камеру жидкой ФПК с каналом 4 вдоль оси цилиндра 1, в котором с двух сторон цилиндра соосно установлены подвижные металлические стержни 5. Камера полимеризации жидких ФПК сформирована в виде прямой призмы, у которой основанием является равнобедренный прямоугольный треугольник, одна грань выполнена в цилиндре параллельно оси цилиндра 1, две боковые грани 7, образующие между собой прямой угол, выполнены из прозрачного для света стекла. Камера полимеризации 2 определяет форму рентгеновской линзы, изготовленной с помощью данной формы.
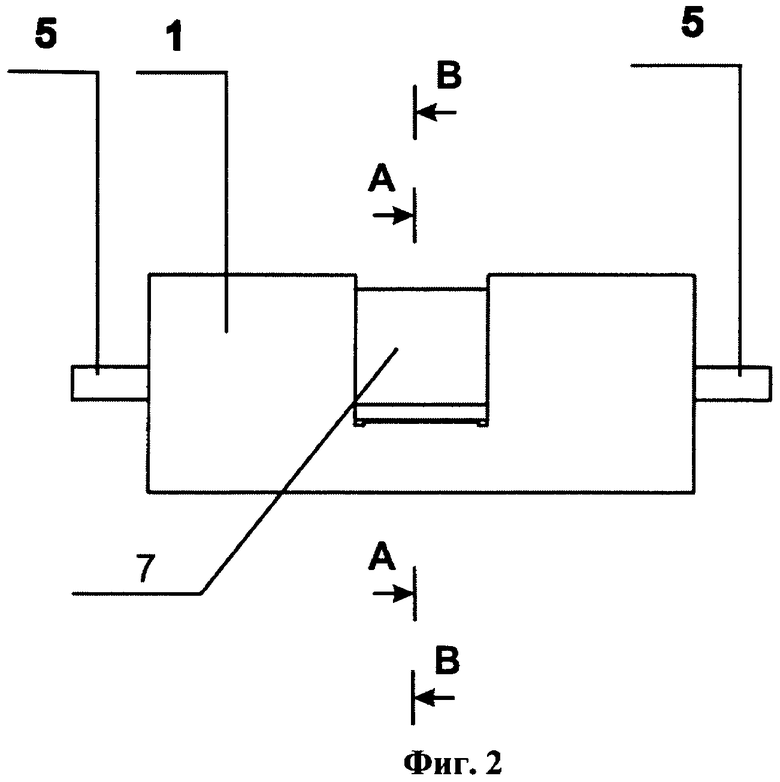
Фигура 2 - вид формы для изготовления рентгеновской фокусирующей линзы спереди.
Форма представляет собой металлический цилиндр 1, в которой с двух сторон цилиндра соосно установлены подвижные металлические стержни 5. Камера полимеризации образована с двух сторон стеклами 7, установленными под прямым углом.
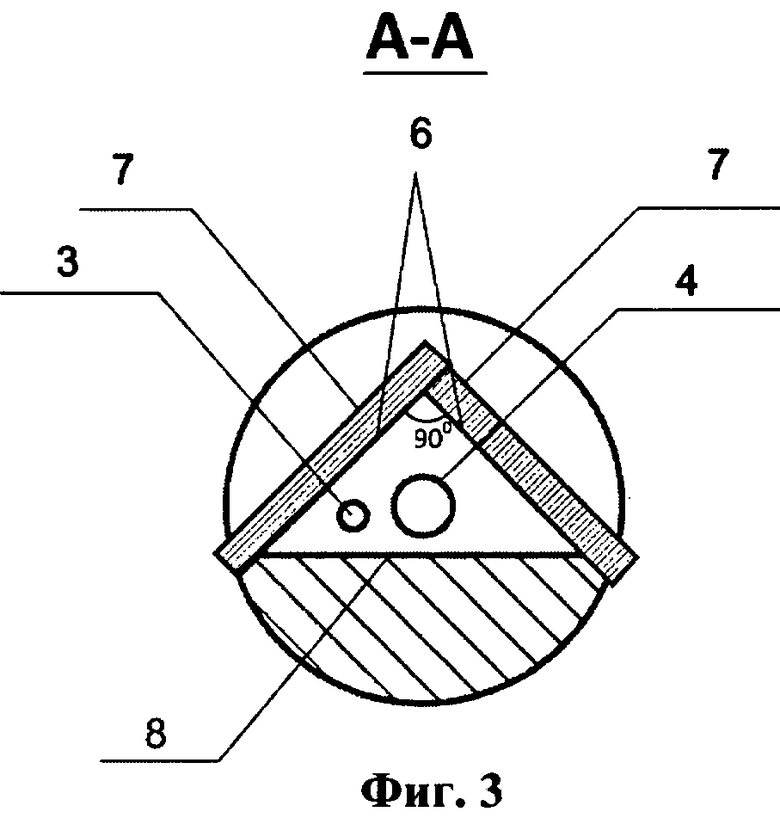
Фигура 3 - сечение формы для изготовления рентгеновской фокусирующей линзы в направлении А-А (см. фиг.2).
Камера полимеризации жидких ФПК сформирована в виде прямой призмы, у которой основанием является равнобедренный прямоугольный треугольник, одна грань 8 выполнена в цилиндре параллельно оси цилиндра, две боковые грани 7, образующие между собой прямой угол, выполнены из прозрачного для света стекла или кварца и съемным образом установлены на выполненных в цилиндре лысках 6, при этом цилиндр содержит два входных в камеру полимеризации отверстия 3 (с противоположных сторон камеры полимеризации) для вентиляции и подачи жидкой ФПК и канал 4 вдоль оси цилиндра 1, в котором с двух сторон цилиндра соосно установлены подвижные металлические стержни с оптической параболической поверхностью на конце. Главная задача выполненных под прямым углом лысок 6 - четкая ориентация стекол 7 относительно оси канала 4.
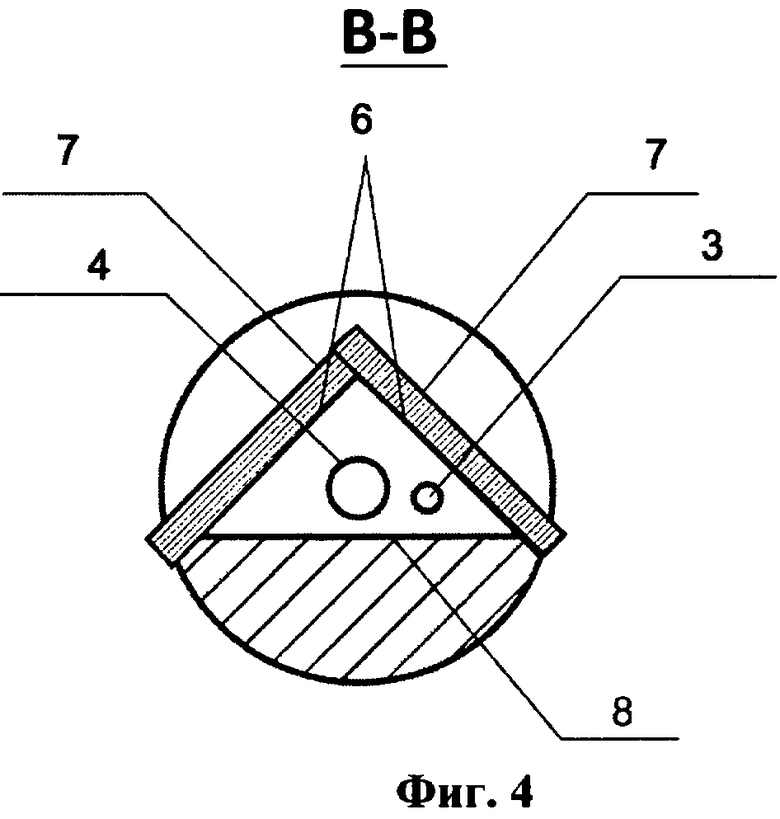
Фигура 4 - сечение формы для изготовления рентгеновской фокусирующей линзы в направлении В-В (см. фиг.2).
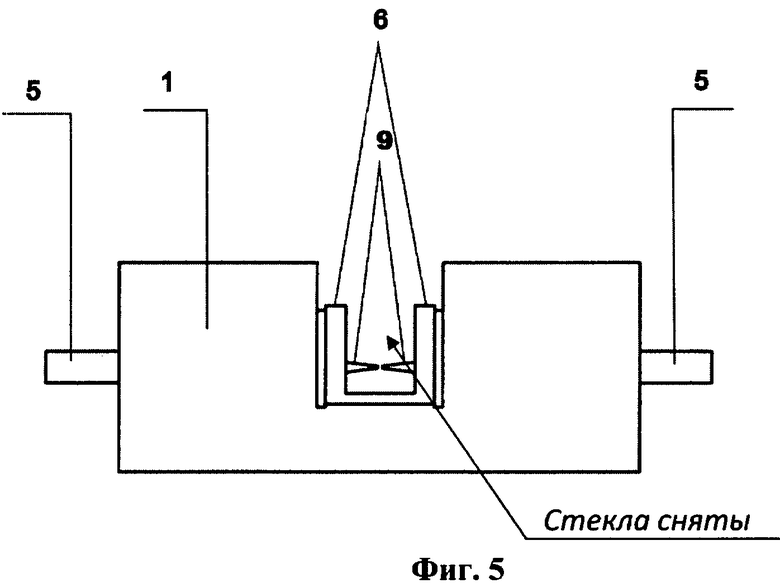
Фигура 5 - вид формы для изготовления рентгеновской фокусирующей линзы со снятыми стеклами спереди.
В металлическом цилиндре 1 вдоль его оси с двух сторон соосно установлены подвижные металлические стержни 5 с оптической параболической поверхностью 9 на конце таким образом, что параболические поверхности находятся в камере полимеризации, обращены к друг другу вершинами и расстояние между ними фиксированное.
Фигура 6 - схема процесса полимеризации.
Полимеризуют с помощью устройства экспонирования, которое одновременно облучает и перемещает форму таким образом, что форма опускается из ограниченной темной зоны в светлую зону, где форма оказывается между двумя источниками света, направленными друг на друга, и подвергается их сфокусированному облучению таким образом, что падающие лучи света образуют со стеклами одинаковый угол падения, при этом между темной и светлой зоной существует переходная зона, в которой происходит процесс полимеризации и ширина которой не превышает 100 мкм, а скорость перемещения формы обеспечивает полную полимеризацию ФПК, проходящей через переходную зону.
Пример 1.
Между параболическими вершинами подвижных металлических стержней 5 устанавливают фиксированное расстояние следующим образом: снимают стекла 7 и между вершинами параболоидов 9 вставляют лавсановую пленку толщиной 25 мкм и задвигают стержни вглубь формы до упора с двух сторон. Потом пленку вынимают и устанавливают стекла обратно на лыски. В форму для изготовления рентгеновской фокусирующей линзы через отверстие 3 подачи в камеру полимеризации заливают ФПК, состоящий из следующих веществ, взятых в определенных соотношениях: бензилметакрилат (5 масс.%), олигоуретанметакрилат (10 масс.%), 2,2-диметокси-2-фенилацетофенон (0,1 масс.%), 2,4-дитретбутилортохинон (0,001 масс.%), олигокарбонатметакрилат (остальное). Заливают до тех пор, пока не заполнится камера полимеризации 2 и жидкая композиция не начнет выходить из отверстия 3 для вентиляции. Затем отверстие для подачи ФПК закрывают, а отверстие для вентиляции оставляют открытым, чтобы обеспечить запас жидкой ФПК, компенсирующей усадку материала при полимеризации. Далее форму для изготовления рентгеновской фокусирующей линзы облучают УФ-светом с длиной волны λ=320-380 нм. Облучают форму путем перемещения формы вдоль оси цилиндра с равномерной скоростью 0,5 мм/мин на установке экспонирования, в которой форма опускается из ограниченной темной зоны в светлую зону, где форма оказывается между двумя источниками света (две УФ-лампы марки Philips 40 W), направленными друг на друга, и подвергается их сфокусированному облучению таким образом, что падающие лучи света образуют со стеклами одинаковый угол падения. Указанная скорость обеспечивает полную полимеризацию ФПК, проходящая через переходную зону размером не более 100 мкм. После завершения процесса облучения из цилиндра 1 вынимают металлические стержни 5, снимают стекла 7 с лысок 6 и извлекают рентгеновскую фокусирующую линзу. Наблюдаем, что произошло полное отверждение жидкого материала в зоне камеры полимеризации и воспроизведены заданные геометрические и оптические параметры рентгеновской фокусирующей линзы.
Пример 2.
Между параболическими вершинами подвижных металлических стержней 5 устанавливают фиксированное расстояние следующим образом: снимают стекла 7 и между вершинами параболоидов 9 вставляют лавсановую пленку толщиной 25 мкм и задвигают стержни в глубь формы до упора с двух сторон. Потом пленку вынимают и устанавливают стекла обратно на лыски. В устройство для изготовления рентгеновской фокусирующей линзы через канал 3 для вентиляции и подачи в камеру жидкой полимерной композиции заливают фотоотверждаемый материал, состоящий из следующих веществ, взятых в определенных соотношениях: бензилметакрилат (15 масс.%), олигоуретанметакрилат (20 масс.%), 2,2-диметокси-2-фенилацетофенон (0,7 масс.%), 2,4-дитретбутилортохинон (0,006 масс.%), олигокарбонатметакрилат (остальное). Заливают до тех пор, пока не заполнится камера полимеризации 2 и жидкая композиция не начнет выходить с другого конца канала 3. Затем отверстие для подачи ФПК закрывают, а отверстие для вентиляции оставляют открытым, чтобы обеспечить запас жидкой ФПК, компенсирующей усадку материала при полимеризации. Облучают форму путем перемещения формы вдоль оси цилиндра с равномерной скоростью 0,2 мм/мин на установке экспонирования, в которой форма опускается из ограниченной темной зоны в светлую зону, где форма оказывается между двумя источниками света (две УФ-лампы марки Philips 40 W), направленными друг на друга, и подвергается их сфокусированному облучению таким образом, что падающие лучи света образуют со стеклами одинаковый угол падения. Указанная скорость не обеспечивает полной полимеризации ФПК, проходящей через переходную зону размером 100 мкм. После завершения процесса облучения из цилиндра 1 вынимают металлические стержни 5, снимают стекла 7 с лысок 6 и извлекают рентгеновскую фокусирующую линзу. Наблюдаем, что рентгеновская фокусирующая линза содержит пузыри и микродефекты, что недопустимо для заявленного изобретения. Этот факт подтверждает условие, что скорость перемещения формы должна обеспечивать полную полимеризацию ФПК, проходящую через переходную зону.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕНТГЕНОВСКИХ ПРЕЛОМЛЯЮЩИХ ЛИНЗ | 2005 |
|
RU2298852C1 |
| ЛИНЗА ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 2017 |
|
RU2692405C2 |
| СПОСОБ БЛОЧНОЙ ФОТОПОЛИМЕРИЗАЦИИ, ФОТОПОЛИМЕРИЗУЮЩАЯСЯ КОМПОЗИЦИЯ | 1994 |
|
RU2138070C1 |
| ФОТОПОЛИМЕРИЗУЮЩАЯСЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАЩИТНОГО РЕЛЬЕФА МАТРИЦЫ ГАЛЬВАНОПЛАСТИЧЕСКОГО НАРАЩИВАНИЯ | 1985 |
|
RU1342279C |
| ЖИДКАЯ ФОТОПОЛИМЕРИЗУЮЩАЯСЯ КОМПОЗИЦИЯ ДЛЯ ЛАЗЕРНОЙ СТЕРЕОЛИТОГРАФИИ | 2008 |
|
RU2395827C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕНТГЕНОВСКОЙ ПРЕЛОМЛЯЮЩЕЙ ЛИНЗЫ С МИНИМИЗИРОВАННЫМ ПОГЛОЩЕНИЕМ, ИМЕЮЩЕЙ ПРОФИЛЬ ВРАЩЕНИЯ | 2008 |
|
RU2366015C1 |
| Фотополимеризующаяся композиция | 2021 |
|
RU2773188C1 |
| ФОТОПОЛИМЕРИЗУЮЩАЯСЯ КОМПОЗИЦИЯ | 1972 |
|
SU421973A1 |
| ОТВЕРЖДАЕМАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕЁ ОТВЕРЖДЁННОГО ПРОДУКТА | 2019 |
|
RU2699556C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦ ДЛЯ ГАЛЬВАНОПЛАСТИЧЕСКОГО ФОРМИРОВАНИЯ ИЗДЕЛИЙ С РЕЛЬЕФНОЙ ПОВЕРХНОСТЬЮ | 1991 |
|
RU2021395C1 |
Форма выполнена из металлического цилиндра, в середине которого сформирована камера для фотополимеризации жидкой фотополимеризующейся композиции в виде прямой призмы. Основанием призмы является равнобедренный прямоугольный треугольник. Одна ее грань выполнена в цилиндре параллельно оси цилиндра, две боковые грани, образующие между собой прямой угол, выполнены из прозрачного для света стекла или кварца и съемным образом установлены на выполненных в цилиндре лысках. Цилиндр содержит два входных в камеру полимеризации отверстия для вентиляции и подачи жидкой фотополимеризующейся композиции и канал вдоль оси цилиндра. В канале с двух сторон цилиндра соосно установлены подвижные металлические стержни с оптической параболической поверхностью на конце. Параболические поверхности находятся в камере полимеризации и обращены друг к другу вершинами, расстояние между ними фиксированное. Технический результат - создание конструкции рентгеновской фокусирующей линзы, допускающей базировку отдельных рентгеновских линз по оси, и обладающей низкой потерей рентгеновского излучения. 2 н.п. ф-лы, 6 ил.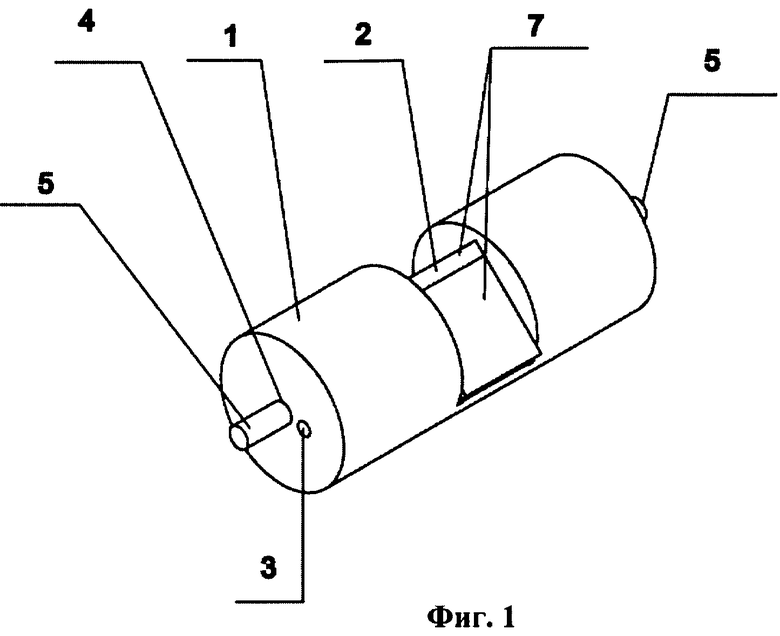
1. Форма для изготовления рентгеновской фокусирующей линзы, отличающаяся тем, что выполнена из металлического цилиндра, в середине которого сформирована камера для фотополимеризации жидкой фотополимеризующейся композиции в виде прямой призмы, у которой основанием является равнобедренный прямоугольный треугольник, одна грань выполнена в цилиндре параллельно оси цилиндра, две боковые грани, образующие между собой прямой угол, выполнены из прозрачного для света стекла или кварца и съемным образом установлены на выполненных в цилиндре лысках, при этом цилиндр содержит два входных в камеру полимеризации отверстия для вентиляции и подачи жидкой фотополимеризующейся композиции и канал вдоль оси цилиндра, в котором с двух сторон цилиндра соосно установлены подвижные металлические стержни с оптической параболической поверхностью на конце таким образом, что параболические поверхности находятся в камере полимеризации, обращены друг к другу вершинами и расстояние между ними фиксированное.
2. Способ изготовления рентгеновской фокусирующей линзы из жидкой фотополимеризующейся композиции, отличающийся тем, что способ заключается в том, что жидкую фотополимеризующуюся композицию заливают в форму для изготовления рентгеновской фокусирующей линзы через отверстие для подачи жидкой фотополимеризующейся композиции, закрывают это отверстие и полимеризуют с помощью устройства, в котором одновременно происходит облучение и перемещение формы таким образом, что форма опускается из темной зоны в светлую через переходную зону шириной не более 100 мкм, в которой происходит процесс фотополимеризации: форма оказывается между двумя источниками света, направленными друг на друга, и подвергается их сфокусированному облучению таким образом, что падающие лучи света образуют со стеклами одинаковый угол падения, а скорость перемещения формы обеспечивает полную полимеризацию фотополимеризующейся композиции, проходящей через переходную зону.
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕНТГЕНОВСКИХ ПРЕЛОМЛЯЮЩИХ ЛИНЗ | 2005 |
|
RU2298852C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕНТГЕНОВСКОЙ ПРЕЛОМЛЯЮЩЕЙ ЛИНЗЫ С ПРОФИЛЕМ ВРАЩЕНИЯ | 2003 |
|
RU2297681C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕНТГЕНОВСКОЙ ПРЕЛОМЛЯЮЩЕЙ ЛИНЗЫ С МИНИМИЗИРОВАННЫМ ПОГЛОЩЕНИЕМ, ИМЕЮЩЕЙ ПРОФИЛЬ ВРАЩЕНИЯ | 2008 |
|
RU2366015C1 |
| US 5684852 A, 04.11.1997. | |||

