Изобретение относится к области строительных материалов, преимущественно к технологии производства отделочно-строительных материалов.
Наиболее эффективно изобретение может быть использовано при изготовлении однослойных декоративно-отделочных изделий из бетонорастворных смесей (цементных, гипсовых и др.), имитирующих природный камень, например мрамор, гранит и др., с лицевой стороной от матовой до глянцевой.
Известна технологическая линия по производству декоративно-отделочных плит, имитирующих природный мрамор, включающая: отделение приготовления формовочных смесей, вакуумную виброформовочную установку, формы-поддоны, установленные горизонтально в один ряд по вертикали, камеру тепловлажностной обработки плит, линию глянцевания, полировки и обрезки по контуру плит, участок распалубки и сборки форм, участок чистки, подполировки и смазки форм, участок складирования и пакетирования. Линия позволяет создать производство требуемой производительности и необходимой степени автоматизации. Однако недостаток известной линии в том, что она включает сложные, энерго- и металлоемкие механизмы, вакуумные виброформовочные установки. Формование осуществляется в одинарных формах-поддонах в один ряд по вертикали, что требует больших производственных площадей, чтобы обеспечить требуемую производительность линии.
Для глянцевания лицевой поверхности и обрезки плит по контуру установлена отдельная линия с полировальными кругами, режущими дисками, что усложняет линию, требует увеличения производственной площади. Указанные затраты ведут к повышению себестоимости производства изделий.
Целью предлагаемого изобретения является упрощение технологической линии, сокращение металло- и энергоемкого оборудования, сокращения времени на производство единицы изделия, что обеспечивает снижение себестоимости продукции.
Указанная цель достигается тем, что перед камерой тепловлажностной обработки установлена герметичная многоместная кассетная форма, выполненная с возможностью поворота ее на 90o вокруг горизонтальной оси. Лицевые поверхности перегородок формы выполнены полированными до класса шероховатости от 6 до 12, что позволяет изготавливать изделия с лицевой поверхностью от матовой до глянцевой и зеркальной.
На чертеже схематично изображена технологическая линия.
Технологическая линия включает последовательно расположенные: склад сырья и добавок, участок приготовления смесей со складами компонентов 1, дозаторы 2, смесители турбулентного типа 3, смеситель сборный с лопастным валом 4 и вибробункером 5. На вибростоле 6 установлена многоместная кассетная герметичная форма 7, выполненная с возможностью поворота ее на 90o вокруг горизонтальной оси, камера тепловлажностной обработки 8, участок распалубки и сборки форм 9, участок подготовки перегородок форм 10 с зонами чистки, подполировки и смазки, участок складирования и пакетирования изделий 11.
Многоместная форма 7 выполнена с полированными перегородками класса по шероховатости от 6 до 12.
Линия работает следующим образом. Компоненты смеси дозируются на участке 1 в необходимых количествах системой дозаторов 2 и подаются в смесители для разных составов по цвету 3, затем в смеситель 4. Приготовленная формовочная смесь вибробункером 5 подается в многоместную кассетную герметичную форму 7, установленную на вибростоле 6. После заполнения формы 7 бетонной смесью ее подвергают вибрации, а затем герметизируют, закрывая крышкой. Форму поворачивают на 90o вокруг горизонтальной оси. При этом изделия в форме занимают положение, при котором лицевая поверхность их лежит на полированных и смазанных сторонах перегородок многоместной кассетной герметичной формы 7. Форму 7 в повернутом положении вторично подвергают воздействию вибрации, длительность которой зависит от заданного рисунка природного камня и требуемого качества глянцевания лицевой поверхности изделия и может составлять от 15 до 60 сек. Глянцевание при этом осуществляется непосредственно в форме за счет возникающего при вибровоздействии взаимодействия лицевой поверхности изделия с полированными и смазанными поверхностями перегородок формы 7. Отформованные и отполированные таким образом изделия в форме 7 направляют в камеру пропаривания 8 для тепловлажностной обработки. Из камеры 8 форма 7 подается на участок 9 для распалубки. После распалубки перегородки формы направляются на участок 10 для чистки, подполировки (в случае необходимости) и смазки. Подготовленные перегородки подают на участок 9 для сборки формы. Собранные формы поступают на вибростол 6 для последующего заполнения их формовочной смесью.
Готовые изделия поступают на участок для складирования и накопления изделий 11.
Предлагаемая технологическая линия, предназначенная для изготовления декоративно-отделочных изделий с рисунком, имитирующим природный камень, например мрамор, гранит и др. , удовлетворяет критерию "изобретательский уровень", т.к. предлагаемая совокупность существенных признаков изобретения не использована в линиях аналогичного назначения, известных из патентной и научно-технической литературы, которые не решают задачи создания наиболее простой, менее металло- и энергоемкой, более высокопроизводительной линии для изготовления декоративно-отделочных изделий, имитирующих природный камень, например мрамор, гранит и др.
Технико-экономический эффект предложенной линии для изготовления декоративно-отделочных изделий, имитирующих природный камень, заключается в том, что осуществление формования изделий в многоместной кассетной герметичной форме обеспечивает одновременную формовку значительного количества изделий с одновременным глянцеванием в ней и получением высококачественной лицевой поверхности изделий непосредственно в форме за счет поворота формы на 90 град. вокруг горизонтальной оси. Это обеспечивает значительное упрощение технологической линии, сокращение сложного металло- и энергоемкого оборудования и производственных площадей, сокращение времени на отделку изделий за счет исключения глянцевания и обрезки изделий.
Источники:
1. Журнал "Строительные материалы" N 1 за 1985 г., стр. 17-18.
Изобретение относится к технологии производства отделочно-строительных материалов и может быть использовано при изготовлении однослойных декоративно-отделочных изделий, имитирующих природный камень, например мрамор, гранит, и позволяет упростить технологическую линию производства их путем сокращения металло- и энергоемкого оборудования, сокращения времени на производство единицы изделия, снизить себестоимость изделий. Это достигается тем, что в технологической линии для изготовления декоративно-отделочных изделий перед камерой тепловлажностной обработки установлена многоместная кассетная герметичная форма с полированными перегородками, выполненная с возможностью поворота на 90° вокруг горизонтальной оси. Степень полировки перегородок в зависимости от требуемого качества лицевой поверхности изделий составляет 6-12 единиц по классу шероховатости (от матовой до глянцевой). 1 з.п. ф-лы, 1 ил.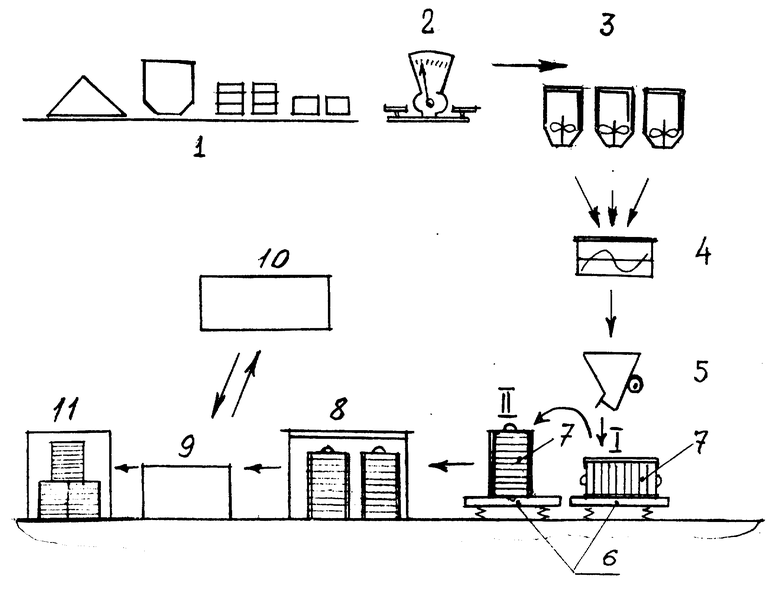
| Строительные материалы, 1985, N 1, с.17-18 | |||
| Кассетная конвейерная линия для изготовления железобетонных изделий | 1982 |
|
SU1066813A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
