ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Абразивные изделия применяются в промышленности для очистки, доводки, шлифовки и полировки. Они могут изготавливаться в массе модифицированных форм, таких как ленты, диски, полотнища, и иметь различные размеры.
Обычно при использовании абразивных изделий, имеющих "листовую форму" (т.е. дисков и полотнищ), для фиксации или крепления абразивного изделия на притирочном инструменте применяется поддерживающая подложка. Некоторые типы поддерживающих подложек имеют пылеулавливающие отверстия, соединенные рядом желобков. Чтобы бороться с накоплением на абразивной поверхности указанного абразивного изделия опилок (здесь термин "опилки" обозначает рыхлый материал, например пыль и стружка, образующиеся в процессе абразивной обработки), указанные пылеулавливающие отверстия обычно соединяются с источником вакуума. Известно, что удаление опилок с абразивной поверхности улучшает рабочие характеристики абразивного изделия.
Некоторые абразивные инструменты оборудованы неотъемлемыми вакуумными системами со средствами сбора пыли. Экстрагирующие и удерживающие возможности этих абразивных инструментов ограничены, в частности, требованиями по всасыванию существующих абразивных дисков, предъявляемыми соответствующими поддерживающими подложками.
В некоторых конструкциях абразивных изделий пыль собирается в сложную систему пылесборника через шланг, подсоединенный к абразивному изделию. Однако в распоряжении оператора абразивного инструмента не всегда имеются системы сбора пыли. Более того, применение систем сбора пыли, требующих использования шлангов, может быть сопряжено с неудобствами и может мешать манипуляциям оператора такого абразивного инструмента.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Одним из предметов настоящего изобретения является абразивное изделие, состоящее из: пористого абразивного материала, имеющего: абразивный слой, прилегающий и прикрепленный к первой поверхности подложки, указанный абразивный слой состоит из множества абразивных частиц, прикрепленных к указанной первой поверхности указанной подложки по меньшей мере одним связующим, причем указанный абразивный слой имеет внешнюю абразивную поверхность, причем указанная подложка имеет вторую поверхность, противолежащую указанной первой поверхности указанной подложки, причем с указанной внешней абразивной поверхности на указанную вторую поверхность указанной подложки проходит множество отверстий;
первого нетканого фильтрующего материала, имеющего первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, причем указанная первая поверхность указанного первого нетканого фильтрующего материала прилегает и прикреплена к указанной второй поверхности указанной подложки, где указанный первый нетканый фильтрующий материал состоит из множества волокон; и
второго нетканого фильтрующего материала, имеющего первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, причем указанная первая поверхность указанного второго нетканого фильтрующего материала прилегает и прикреплена к указанной второй поверхности указанного первого нетканого фильтрующего материала, и где указанный второй нетканый фильтрующий материал состоит из множества волокон;
где многочисленные отверстия сочетаются с указанным первым нетканым фильтрующим материалом, позволяя частицам с указанной внешней абразивной поверхности проходить на указанный второй фильтрующий материал, и где, в неиспользованном состоянии, по меньшей мере часть указанного абразивного изделия демонстрирует падение давления в диапазоне от 0.2 до 20 мм водяного столба согласно Испытанию по измерению перепада давления.
Другим предметов настоящего изобретения является способ изготовления абразивного изделия, включающий:
заготовление пористого абразивного материала, имеющего: абразивный слой, прилегающий и прикрепленный к первой поверхности подложки, указанный абразивный слой состоит из множества абразивных частиц, прикрепленных к указанной первой поверхности указанной подложки по меньшей мере одним связующим, причем указанный абразивный слой имеет внешнюю абразивную поверхность, причем указанная подложка имеет вторую поверхность, противолежащую указанной первой поверхности указанной подложки, причем с указанной внешней абразивной поверхности на указанную вторую поверхность указанной подложки проходит множество отверстий;
заготовление первого нетканого фильтрующего материала, причем указанный первый нетканый фильтрующий материал имеет первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, где указанный первый нетканый фильтрующий материал содержит множество волокон и где указанная первая поверхность указанного первого нетканого фильтрующего материала прилегает к указанной второй поверхности указанной подложки;
заготовление второго нетканого фильтрующего материала, причем указанный второй нетканый фильтрующий материал имеет первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, где указанный второй нетканый фильтрующий материал содержит множество волокон и где указанная первая поверхность указанного второго нетканого фильтрующего материала прилегает к указанной второй поверхности указанного первого фильтрующего материала;
прикрепление указанного первого нетканого фильтрующего материала к указанной второй поверхности указанной подложки; и
прикрепление указанного второго нетканого фильтрующего материала к указанному первому нетканому фильтрующему материалу;
где многочисленные отверстия сочетаются с указанным первым нетканым фильтрующим материалом, позволяя частицам с указанной внешней абразивной поверхности проходить на указанный второй фильтрующий материал, и где, в неиспользованном состоянии, по меньшей мере часть указанного абразивного изделия демонстрирует падение давления в диапазоне от 0.2 до 20 мм водяного столба согласно Испытанию по измерению перепада давления.
Еще одним предметом настоящего изобретения является абразивное изделие, состоящее из:
пористого абразивного материала, имеющего: абразивный слой, прилегающий и прикрепленный к первой поверхности подложки, указанный абразивный слой состоит из множества абразивных частиц, прикрепленных к указанной первой поверхности указанной подложки по меньшей мере одним связующим, причем указанный абразивный слой имеет внешнюю абразивную поверхность, причем указанная подложка имеет вторую поверхность, противолежащую указанной первой поверхности указанной подложки, причем с указанной внешней абразивной поверхности на указанную вторую поверхность указанной подложки проходит множество отверстий;
первого нетканого фильтрующего материала, имеющего первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, причем указанная первая поверхность указанного первого нетканого фильтрующего материала прилегает и прикреплена к указанной второй поверхности указанной подложки, где указанный первый нетканый фильтрующий материал состоит из множества волокон и где указанный первый нетканый фильтрующий материал имеет толщину от 1 до 25 мм и объемную плотность от 0.04 до 0.5 грамм на кубический сантиметр; и
второго нетканого фильтрующего материала, имеющего первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, причем указанная первая поверхность указанного второго нетканого фильтрующего материала прилегает и прикреплена к указанной второй поверхности указанного первого фильтрующего материала, где указанный второй нетканый фильтрующий материал состоит из множества волокон, и где указанный второй нетканый фильтрующий материал имеет толщину от 0,5 до 15 мм и объемную плотность от 0.04 до 0.5 грамм на кубический сантиметр; и
где указанные многочисленные отверстия сочетаются с указанным первым нетканым фильтрующим материалом, позволяя частицам с указанной внешней абразивной поверхности проходить на указанный второй фильтрующий материал.
Другим предметом настоящего изобретения является способ изготовления абразивного изделия, включающий:
заготовление пористого абразивного материала, имеющего: абразивный слой, прилегающий и прикрепленный к первой поверхности подложки, указанный абразивный слой состоит из множества абразивных частиц, прикрепленных к указанной первой поверхности указанной подложки по меньшей мере одним связующим, причем указанный абразивный слой имеет внешнюю абразивную поверхность, причем указанная подложка имеет вторую поверхность, противолежащую указанной первой поверхности указанной подложки, причем с указанной внешней абразивной поверхности на указанную вторую поверхность указанной подложки проходит множество отверстий;
заготовление первого нетканого фильтрующего материала, имеющего первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, где указанная первая поверхность указанного первого нетканого фильтрующего материала прилегает к указанной второй поверхности указанной подложки, где указанный первый нетканый фильтрующий материал состоит из множества волокон, и где указанный второй нетканый фильтрующий материал имеет толщину от 0.5 до 15 мм и объемную плотность от 0.04 до 0.5 грамм на кубический сантиметр;
заготовление второго нетканого фильтрующего материала, имеющего первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, где указанная первая поверхность указанного второго нетканого фильтрующего материала прилегает к указанной второй поверхности указанного второго нетканого фильтрующего материала, где указанный второй нетканый фильтрующий материал имеет толщину от 0.5 до 15 мм и объемную плотность от 0.04 до 0.5 грамм на кубический сантиметр;
прикрепление указанного первого нетканого фильтрующего материала к указанной второй поверхности указанной подложки; и
прикрепление указанного второго нетканого фильтрующего материала к указанному первому фильтрующему материалу, где указанные многочисленные отверстия сочетаются с указанным первым нетканым фильтрующим материалом, позволяя частицам с указанной внешней абразивной поверхности проходить на указанный второй фильтрующий материал.
В некоторых вариантах осуществления настоящего изобретения указанный пористый абразивный материал содержит абразивный материал с покрытием, имеющий отверстия. В некоторых вариантах осуществления настоящего изобретения указанный пористый абразивный материал содержит сетчатый абразивный материал. В некоторых вариантах осуществления настоящего изобретения указанный первый нетканый фильтрующий материал и указанный второй нетканый фильтрующий материал прикрепляются друг к другу иглопробивным скреплением или стежковым скреплением. В некоторых вариантах осуществления настоящего изобретения указанный пористый абразивный материал прикрепляется к указанному первому нетканому фильтрующему материалу с помощью клея. В некоторых вариантах осуществления настоящего изобретения указанный первый нетканый фильтрующий материал прикрепляется к указанному второму нетканому фильтрующему материалу с помощью клея. В некоторых вариантах осуществления настоящего изобретения по меньшей мере один из указанных первого нетканого фильтрующего материала или второго нетканого фильтрующего материала содержит синтетические волокна, выбранные из группы, состоящей из полипропиленовых волокон, полиэфирных волокон, нейлоновых волокон и их смесей. В некоторых вариантах осуществления настоящего изобретения указанная подложка выбирается из группы, состоящей из металлической фольги, бумаги, ткани и полимерной пленки. В некоторых вариантах осуществления настоящего изобретения по меньшей мере один из указанных первого нетканого фильтрующего материала или второго нетканого фильтрующего материала содержит полученное аэродинамическим способом микроволоконное полотно. В некоторых вариантах осуществления настоящего изобретения по меньшей мере один из указанных первого нетканого фильтрующего материала или второго нетканого фильтрующего материала имеет электретный заряд. В некоторых вариантах осуществления настоящего изобретения указанная вторая поверхность указанной подложки и указанная первая поверхность указанного первого нетканого фильтрующего материала имеют одинаковую протяженность, и указанная вторая поверхность указанного первого нетканого фильтрующего материала и указанная первая поверхность указанного второго нетканого фильтрующего материала имеют одинаковую протяженность. В некоторых вариантах осуществления настоящего изобретения по меньшей мере один из указанных первого или второго нетканого фильтрующего материала имеет наружную кромку, большая часть которой герметизирована. В некоторых вариантах осуществления настоящего изобретения указанное абразивное изделие является абразивным кругом.
В некоторых вариантах осуществления настоящего изобретения пористое крепежное полотно прикрепляется к указанной второй поверхности указанного второго нетканого фильтрующего материала. В некоторых вариантах осуществления настоящего изобретения указанный пористый крепежный слой имеет петлевую деталь (петлю) и деталь-зацепку (крючок) двухэлементной системы механического зацепления. В некоторых вариантах осуществления настоящего изобретения указанный первый нетканый фильтрующий материал, указанный второй нетканый фильтрующий материал и указанный пористый абразивный слой прикрепляются друг к другу иглопробивным скреплением или стежковым скреплением.
Абразивные изделия согласно предмету настоящего изобретения полезны, например, для абразивной обработки поверхности детали способом, включающим приведение указанной поверхности в контакт с указанным абразивным изделием и относительное перемещение указанного абразивного изделия и указанной поверхности с целью механического изменения указанной поверхности.
Абразивные изделия согласно предмету настоящего изобретения преимущественно особенно полезны для использования для таких операций абразивной обработки, при которых образуется значительное количество частиц (например, опилки), и, по меньшей мере, в некоторых вариантах осуществления настоящего изобретения могут эффективно улавливать по меньшей мере 40, 50 (т.е. большую часть), 60, 70, 80, или даже более 90 процентов частиц, образующихся при такой абразивной обработке, например, если используются в сочетании с инструментом, оборудованным источником вакуума.
В контексте настоящего изобретения
термин "сопротивление воздуха" означает сопротивление прохождению воздуха через толщину нетканого полотна абразивного изделия, и, когда используется для целей сравнения, все значения сопротивления воздуха должны измеряться при одинаковых условиях;
термин "нетканый фильтрующий материал" обозначает материал, имеющий внутреннее поровое пространство и состоящий, в сущности, из множества переплетенных и (или) скрепленных волокон, полученных способом, иным чем тканье или вязание; и
термин "толщина" применительно к нетканому фильтрующему материалу относится к к толщине нетканого полотна, измеренной в соответствии с ASTM D5736-95 (переутверждено в 2001 г.) "Standard Test Method for Thickness of Highloft Nonwoven Fabrics" (Стандартный метод испытаний для толщины объемных (highloft) нетканых материалов) с использованием усилия нажимной плиты в 0.002 фунта на квадратный дюйм (13.8 Па).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1А представлено частично срезанное для демонстрации слоев, образующих это изделие, перспективное изображение иллюстративного абразивного изделия согласно одному из вариантов осуществления настоящего изобретения.
На фиг.1B представлено схематическое поперечное сечение абразивного изделия, показанного на фиг.1А.
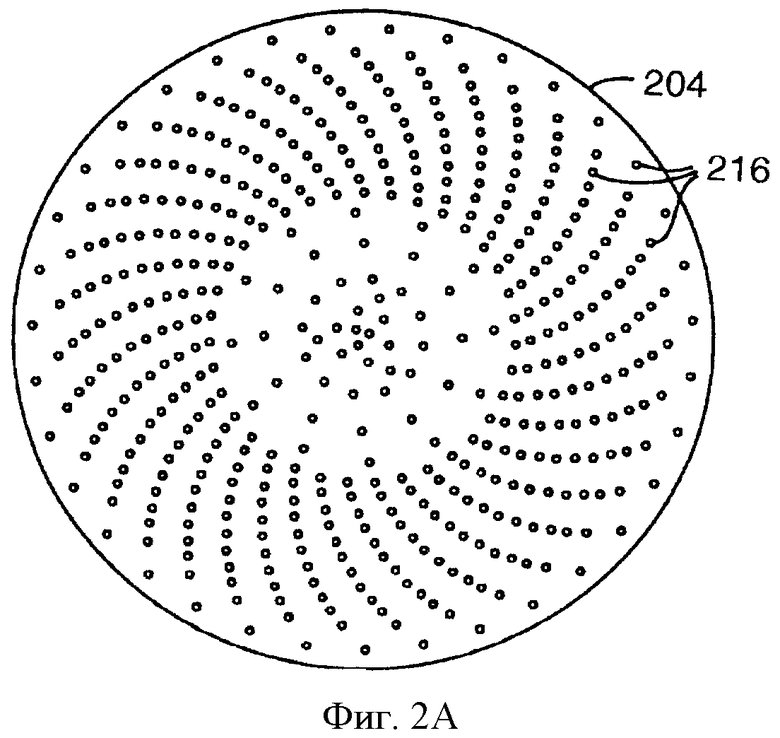
На фиг.2А представлен вид сверху иллюстративного пористого абразивного материала, используемого в абразивных изделих согласно предмету настоящего изобретения.
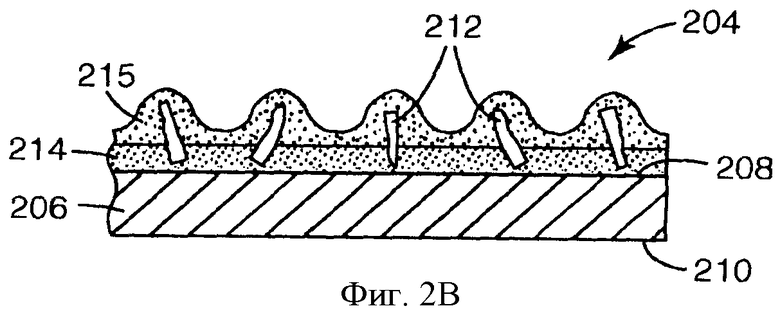
На фиг.2B представлено поперечное сечение пористого абразивного материала, показанного на фиг.2А.
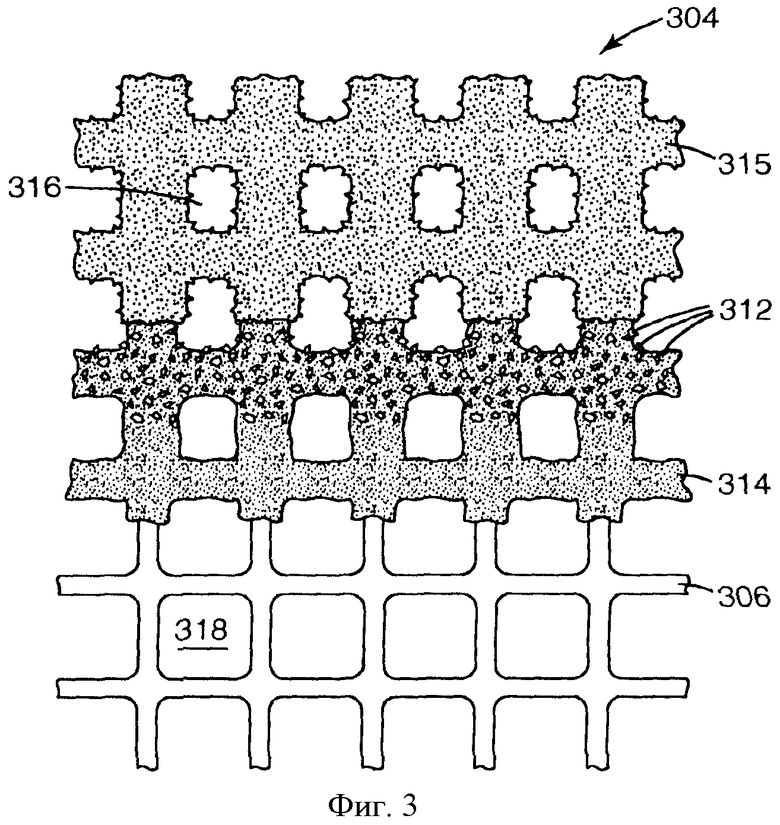
На фиг.3 представлен вид сверху иллюстративного пористого абразивного материала, используемого в абразивных изделиях согласно предмету настоящего изобретения, частично срезанный для демонстрации компонентов, образующих указанный абразивный слой; и
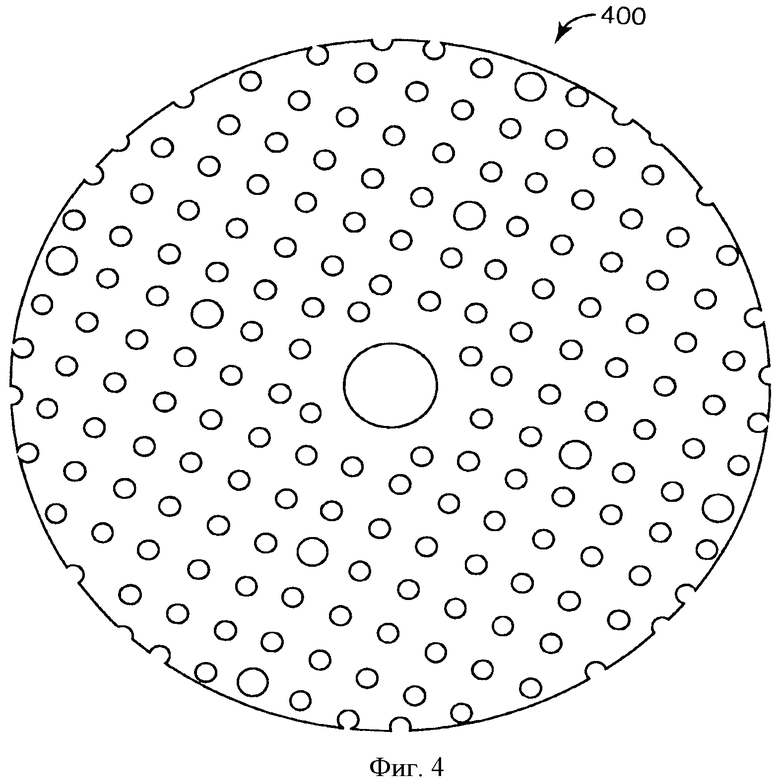
на фиг.4 представлен масштабированный вид сверху, демонстрирующий иллюстративный образец перфорации 400 для 5-дюймового (127-мм) абразивного круга с покрытием.
Эти чертежи, которые являются теоретическими, предназначены исключительно для пояснения абразивного изделия, являющегося предметом настоящего изобретения, и не являются ограничивающими.
ПОДРОБНОЕ ОПИСАНИЕ
На фиг.1А представлено частично срезанное перспективное изображение иллюстративного абразивного изделия 102 (показанного как абразивный круг). Как показано на фиг.1А, указанное абразивное изделие 102 имеет пористый абразивный элемент 104, первый нетканый фильтрующий материал 120, второй нетканый фильтрующий материал 140 и факультативный пористый крепежный слой 146. Указанный пористый абразивный элемент 104 имеет множество отверстий, позволяющих частицам (например, опилкам, образующимся в процессе абразивной обработки) проходить через указанный пористый абразивный элемент 104. Затем частицы улавливаются указанным фильтрующим материалом указанного абразивного изделия. Факультативное уплотнение 105 герметизирует наружную кромку 106 (показано на фиг.1B) первого и второго нетканого фильтрующего материала 120, 140, соответственно, тем самым предотвращая боковой вылет частиц, не удержанных указанным абразивным изделием 102.
На фиг.1B представлено схематическое поперечное сечение абразивного изделия 102, показанного на фиг.1А. Как показано на фиг.1B, указанное абразивное изделие 102 имеет несколько слоев. Указанный первый нетканый фильтрующий материал 120 имеет первую поверхность 122 и вторую поверхность 124, противолежащую указанной первой поверхности 122. Указанный второй нетканый фильтрующий материал 140 имеет первую поверхность 142 и вторую поверхность 144, противолежащую указанной первой поверхности 142. Указанная первая поверхность 122 указанного первого нетканого фильтрующего материала 120 прилегает к указанному пористому абразивному элементу 104. Указанная вторая поверхность 124 указанного первого нетканого фильтрующего материала 120 прилегает к указанной второй поверхности 142 указанного второго нетканого фильтрующего материала 140. Пористый крепежный слой 146 прилегает к указанной второй поверхности 144 указанного второго нетканого фильтрующего материала 140. Указанный пористый абразивный элемент и различные слои фильтрующего материала указанного абразивного изделия скрепляются друг с другом способом, который не препятствует прохождению частиц из одного слоя в следующий, хотя могут наличествовать некоторые частичные или незначительные помехи прохождению частиц. В некоторых вариантах реализации настоящего изобретения указанный пористый абразивный элемент и различные слои фильтрующего материала указанного абразивного изделия скрепляются друг с другом способом, который по существу не препятствует прохождению частиц из одного слоя в следующий. В некоторых вариантах реализации настоящего изобретения степень прохождения частиц через указанное абразивное изделие может быть ограничена, по меньшей мере частично, путем введения адгезива между указанным пористым абразивным элементом и указанным первым нетканым фильтрующим материалом или между указанным первым нетканым фильтрующим материалом и указанным вторым нетканым фильтрующим материалом. Степень ограничения можно минимизировать путем прерывистого нанесения адгезива между слоями, например, в виде отдельных участков адгезива (например, капельным распылением или экструзией с недостаточной подачей) или отдельных линий адгезива (например, вихревым распылением горячего расплава или с помощью установки для нанесения покрытий с фигурным роликом).
На фиг.2А представлен вид сверху иллюстративного абразивного материала с покрытием, используемого для формирования указанного пористого абразивного элемента. На фиг.2B представлено поперечное сечение указанного пористого абразивного элемента, показанного на фиг.2А. Как показано на фиг.2B, указанный пористый абразивный элемент 204 включает подложку 206, имеющую первую поверхность 208 и вторую поверхность 210, фиксирующее покрытие 214, множество абразивных частиц 212 и клейкое покрытие 215. Как показано на фиг.2А, указанный пористый абразивный элемент 204 имеет множество отверстий (не показаны на фиг.2B).
На фиг.3 представлен вид сверху иллюстративного сетчатого абразивного материала, используемого для формирования указанного пористого абразивного элемента. Фиг.3 включает частичный разрез для демонстрации компонентов, образующих указанный абразивный слой. Как показано на фиг.3, указанный пористый абразивный элемент 304 включает сетчатую подложку 306 с открытыми ячейками, покрытие 314, множество абразивных частиц 312 и клейкое покрытие 315. Указанный пористый абразивный элемент 304 имеет множество отверстий, проходящих через указанный пористый абразивный элемент. Отверстия 316 образуются отверстиями 318 в указанной сетчатой подложке 306.
Указанная сетчатая подложка может изготавливаться из любого пористого материала, включая, к примеру, перфорированные пленки, нетканые материалы или тканые или вязаные ткани. В варианте реализации настоящего изобретения, представленном на фиг.3, указанная сетчатая подложка 306 является перфорированной пленкой. Указанная пленка для указанной подложки может изготавливаться из металла, бумаги или полимерных материалов, включая формованные термопласты и формованные реактопласты. В некоторых вариантах реализации настоящего изобретения указанная сетчатая подложка является перфорированным или прорезанным и растянутым листовым материалом. В некоторых вариантах реализации настоящего изобретения указанная сетчатая подложка изготовлена из стекловолокна, нейлона, полиэфира, полипропилена или алюминия.
Указанные отверстия 318 в указанной сетчатой подложке 306 могут, как правило, иметь квадратную форму, как показано на фиг.3. В других вариантах реализации настоящего изобретения указанные отверстия могут иметь иную геометрическую форму, включая, например, прямоугольник, круг, овал, треугольник, параллелограмм, многоугольник или комбинацию этих форм. Указанные отверстия 318 в указанной сетчатой подложке 306 могут иметь единообразный размер и распределяться равномерно, как показано на фиг.3. В других вариантах реализации настоящего изобретения указанные отверстия могут распределяться неравномерно, что достигается, например, путем использования произвольного шаблона расположения отверстий, чередования размеров и форм отверстий или любого сочетания произвольного расположения, произвольных форм и произвольных размеров.
С другой стороны, для формирования указанного пористого абразивного элемента может быть использован сетчатый абразив с тканой или вязаной подложкой. Тканая подложка обычно образуется множеством в целом параллельных элементов основы, простирающихся в первом направлении, и множеством в целом параллельных элементов утка, простирающихся во втором направлении. Элементы утка и элементы основы указанной сетчатой подложки пересекаются, образуя множество отверстий. Указанное второе направление может быть перпендикулярно указанному первому направлению с целью формирования в указанной тканой сетчатой подложке отверстий квадратной формы. В некоторых вариантах реализации настоящего изобретения указанные первое и второе направления пересекаются с образованием ромбовидного рисунка. Указанные отверстия могут иметь иную геометрическую форму, включая, например, прямоугольник, круг, овал, треугольник, параллелограмм, многоугольник или комбинацию этих форм. В некоторых вариантах реализации настоящего изобретения элементы основы и элементы утка являются нитями, сотканными переплетением "один поверх другого".
Указанные элементы основы и утка могут сочетаться любым способом, известным компетентным в данной области специалистам, например тканьем, стежковым скреплением или склеиванием. Указанные элементы основы и утка могут являться волокнами или нитями различной природы или комбинациями вышеуказанного. Указанные элементы основы и утка могут изготавливаться из любых материалов, известных компетентным в данной области специалистам, включая, например, искусственные волокна, природные волокна, стекловолокно и металл. В некоторых вариантах реализации настоящего изобретения элементы основы и элементы утка являются мононитями из термопластичного материала или металлической проволоки. В некоторых вариантах реализации настоящего изобретения указанная тканая сетчатая подложка изготовлена из нейлона, полиэфира или полипропилена.
Указанный пористый абразивный элемент, как сетчатый абразив, перфорированный абразив с покрытием, так и иной абразив, может иметь отверстия, характеризующиеся различной площадью пропускного сечения. "Площадь пропускного сечения" отверстия в указанном пористом абразивном элементе обозначает площадь указанного отверстия, измеренную по толщине указанного пористого абразивного элемента (т.е. площадь, ограниченную периметром материала, образующего указанное отверстие, через которое может пройти трехмерный объект). Пригодные пористые абразивные элементы как правило имеют среднюю площадь пропускного сечения по меньшей мере примерно 0.5 мм2 на отверстие. В некоторых вариантах реализации настоящего изобретения указанный пористый абразивный элемент имеет среднюю площадь пропускного сечения по меньшей мере примерно 1 мм2 на отверстие. В других вариантах реализации настоящего изобретения указанный пористый абразивный элемент имеет среднюю площадь пропускного сечения по меньшей мере примерно 1.5 мм2 на отверстие.
Указанный пористый абразивный элемент, как тканый, перфорированный или иной, характеризуется суммарной площадью пропускного сечения, от которой зависит количество воздуха, которое может проходить через указанный пористый абразивный элемент, а также площадь рабочей поверхности и характеристики указанного пористого абразивного слоя. "Суммарная площадь пропускного сечения" указанного пористого абразивного элемента обозначает совокупные площади пропускного сечения указанных отверстий, измеренные по площади, заключенной внутри периметра указанного пористого абразивного элемента. Пористые абразивные элементы имеют суммарную площадь пропускного сечения, равную по меньшей мере примерно 0.01 см2 на 1 см2 указанного абразивного слоя (т.е. площадь пропускного сечения составляет 1 процент). В некоторых вариантах реализации настоящего изобретения указанный пористый абразивный элемент имеет суммарную площадь пропускного сечения, равную по меньшей мере примерно 0,03 см2 на 1 см2 указанного абразивного слоя (т.е. площадь пропускного сечения составляет 3 процента). В других вариантах реализации настоящего изобретения указанный пористый абразивный элемент имеет суммарную площадь пропускного сечения, равную по меньшей мере примерно 0,05 см2 на 1 см2 указанного абразивного слоя (т.е. площадь пропускного сечения составляет 5 процентов).
Обычно указанный пористый абразивный элемент имеет суммарную площадь пропускного сечения, меньшую чем, по меньшей мере, примерно 0,95 см2 на 1 см2 указанного абразивного слоя (т.е. площадь пропускного сечения составляет 95 процентов). В некоторых вариантах реализации настоящего изобретения указанный пористый абразивный элемент имеет суммарную площадь пропускного сечения, меньшую чем, по меньшей мере, примерно 0,9 см2 на 1 см2 указанного абразивного слоя (т.е. площадь пропускного сечения составляет 90 процентов). В других вариантах реализации настоящего изобретения указанный пористый абразивный элемент имеет суммарную площадь пропускного сечения, меньшую чем, по меньшей мере, примерно 0,80 см2 на 1 см2 указанного абразивного слоя (т.е. площадь пропускного сечения 80 процентов).
Как обсуждалось выше, указанный пористый абразивный элемент, как перфорированный абразив с покрытием, сетчатый абразив с покрытием, нетканый абразив, так и иной абразив, содержит множество абразивных частиц и по меньшей мере одну связку (связующее). В некоторых вариантах реализации настоящего изобретения указанный абразивный слой имеет фиксирующее покрытие, проклеивающее покрытие, верхнее проклеивающее покрытие или сочетание вышеуказанного. В некоторых вариантах реализации настоящего изобретения указанный абразивный слой получается, по меньшей мере частично, отверждением суспензии абразивных частиц в предшественнике связующего. Обычно фиксирующий слой абразива с покрытием получается путем покрытия по меньшей мере части подложки (например, обработанной или необработанной основы, сетки или нетканого волоконного полотна) предшественником фиксирующего слоя, содержащим предшественник первого связующего.
Указанные подложки могут подвергаться одному или нескольким видам обработки (например, нанесение на обратную сторону антиадгезионного (backsize), разделительного (presize), промежуточного (subsize) покрытия или проптика). Подходящие подложки хорошо известны в области производства абразивных изделий и могут включать, например, металлическую фольгу, бумагу, ткани (например, вязаные, нетканые или тканые (включая сетчатые и плотные ткани)), тканые сетки, полимерную пленку (например, включая термопластичные материалы, такие как полиэфир, полиэтилен и полипропилен) и комбинации вышеуказанного. В некоторых вариантах реализации настоящего изобретения указанная подложка не имеет слоистую структуру.
Предпочтительно указанная подложка является относительно тонкой и гибкой. Например, в некоторых вариантах реализации настоящего изобретения указанная подложка может иметь толщину менее чем 1 миллиметр, менее чем 0.5 мм или даже менее чем 0.1 мм. В некоторых вариантах реализации настоящего изобретения отверстия, прорези или иные поры, проходящие по толщине указанной подложки, характеризуются в значительной степени единообразным поперечным сечением по всей их длине.
Затем абразивные частицы по меньшей мере частично заделываются (например, электростатически или способом разбрызгивания) в предшественник фиксирующего слоя, содержащий предшественник первого связующего, и указанный предшественник фиксирующего слоя по меньшей мере частично отверждается. Электростатическое нанесение абразивных частиц обычно позволяет получать вертикально ориентированные абразивные частицы. В контексте абразивных изделий термин "вертикальная ориентация" относится к ситуации, в которой наибольшие измерения большинства абразивных частиц по большей части ориентированы перпендикулярно (т.е. под углами от 60 до 120 градусов) подложке. Для достижения вертикальной ориентации абразивных частиц можно также использовать другие способы.
Далее путем покрытия по меньшей мере части указанного фиксирующего слоя и абразивных частиц предшественником проклеивающего слоя, содержащим предшественник второго связующего (который может быть тем же или отличаться от указанного предшественника первого связующего), и по меньшей мере частичного отверждения указанного предшественника проклеивающего слоя готовится проклеивающий слой. В некоторых абразивных изделиях с покрытием по меньшей мере на часть указанного проклеивающего слоя наносится слой верхнего покрытия. Если используется, указанный слой верхнего покрытия обычно содержит шлифовальные добавки и (или) противозасаливающие вещества.
Как правило, связка образуется в результате отверждения (например, термического или под воздействием электромагнитного или корпускулярного излучения) предшественника связующего. Предшественники связующего, подходящие для использования в фиксирующем, проклеивающем, верхнем и суспензионном покрытиях, хорошо известны в области производства абразивных изделий и включают, например, способный к свободно-радикальной полимеризации мономер и (или) олигомер, эпоксидные смолы, акриловые смолы, уретановые смолы, фенольные смолы, карбамидоформальдегидные смолы, меламино-формальдегидные смолы, аминопласты, цианатные смолы или комбинации вышеуказанного. Подходящие предшественники связующего включают термоотверждаемые смолы и радиационно-отверждаемые смолы, которые могут отверждаться, например, термически и (или) под воздействием радиации.
Как хорошо известно в этой отрасли, в сочетании с предшественниками связующего могут использоваться, обычно в действующих количествах, катализаторы, инициаторы и (или) отвердители.
Подходящие для абразивных изделий с покрытием абразивные частицы включают, например, любые известные абразивные частицы или материалы, широко используемые в абразивных изделиях. Примеры абразивных частиц для абразивов с покрытием включают, например, плавленый оксид алюминия (электрокорунд), термообработанный оксид алюминия, белый электрокорунд, черный карбид кремния, зеленый карбид кремния, диборид титана, карбид бора, карбид вольфрама, карбид титана, алмаз, кубический нитрид бора, гранат, плавленый оксид алюминия-диоксид циркония, полученные золь-гель методом абразивные частицы, кремнезем, оксид железа, оксид хрома, оксид церия, оксид циркония, оксид титана, силикаты, карбонаты металлов (такие как карбонат кальция (например, мел, кальцит, мергель, травертин, мрамор и известняк), карбонат кальция-магния (доломит), карбонат натрия, карбонат магния, диоксид кремния (например, кварц, стеклянные бусинки, стеклянные шарики и стекловолокно), силикаты (например, тальк, глины, (монтмориллонит) полевой шпат, слюда, силикат кальция, метасиликат кальция, алюмосиликат натрия, силикат натрия), сульфаты металлов (например, сульфат кальция, сульфат бария, сульфат натрия, сульфат алюминия-натрия, сульфат алюминия), гипс, тригидрат алюминия, графит, оксиды металлов (например, оксид олова, оксид кальция), оксид алюминия, диоксид титана и сульфиты металлов (например, сульфит кальция), металлические частицы (например, частицы олова, свинца, меди), полимерные абразивные частицы (например, из поликарбоната, полиэфиримида, полиэфира, полиэтилена, полисульфона, полистирола, акрилонитрил-бутадиен-стирольного блоксополимера, полипропилена, ацетальных полимеров, поливинилхлорида, полиуретанов, нейлона), полимерные абразивные частицы, сформованные из сшитых полимеров (например, фенольных смол, аминопластов, уретановых смол, эпоксидных смол, меламино-формальдегидных смол, акрилатных смол, акрилированных изоциануратных смол, карбамидоформальдегидных смол, изоциануратных смол, акрилированных уретановых смол, акрилированных эпоксидных смол) и комбинаций вышеуказанного. Указанные абразивные частицы могут также являться агломератами или композитами, включающими дополнительные компоненты, такие как, например, связующее. Критерии выбора абразивных частиц, используемых для конкретного применения, обычно включают: износостойкость, скорость резания, обработку поверхности подложки, эффективность шлифования и стоимость продукта.
Кроме того, абразивные элементы с покрытием могут содержать факультативные добавки, такие как модификаторы поверхности абразивных частиц, связующие агенты, пластификаторы, наполнители, порообразователи, волокна, антистатики, инициаторы, суспендирующие вещества, фотосенсибилизаторы, смазка, смачиватели, поверхностно-активные добавки, пигменты, красители, УФ-стабилизаторы и суспендирующие вещества. Количества этих материалов выбираются так, чтобы обеспечить получение требуемых свойств. Добавки могут также включаться в связующее, наноситься в форме отдельного покрытия, содержаться в порах агломерата или использоваться в комбинациях вышеизложенного.
Если указанный абразивный элемент не является пористым по своей природе (например, в силу природы подложки), абразивный элемент может перфорироваться, например, путем механической перфорации (например, с использованием вырубного штампа), лазерной перфорации или любым другим подходящим способом. Может использоваться любая схема перфорации. Отверстия могут быть, например, круглыми или вытянутыми, прямыми, дуговидными, или иметь сложную форму. Указанный пористый абразивный элемент должен обладать пористостью, достаточной для того, чтобы частицы (например, стружка) проходили с внешней абразивной поверхности на первый и второй фильтровальный материал со скоростью, сопоставимой со скоростью их образования.
Примеры имеющихся на рынке пористых абразивных изделий с покрытием, подходящих для использования в качестве пористого абразивного элемента, включают материал, продающийся под торговым обозначением "NORTON MULTI-AIR", производство компании Saint-Gobain Abrasives GmbH, Wesseling, Germany (г.Весселинг, Германия), и абразивные круги с покрытием, продающиеся под торговым обозначением "CLEAN SANDING DISC", производство компании 3М Company, Saint Paul. Minnesota (г.Сен-Пол, шт.Миннесота, США).
В некоторых вариантах реализации настоящего изобретения указанный первый и (или) второй нетканый фильтрующий метериал имеет среднюю толщину в диапазоне от по меньшей мере 0.5, 1 или даже по меньшей мере 5 мм, вплоть до 10 или 15 мм. В других вариантах реализации настоящего изобретения указанный первый нетканый фильтрующий элемент может иметь толщину до 20 или даже 30 мм, или большую толщину. В некоторых вариантах осуществления настоящего изобретения указанный первый нетканый фильтрующий материал имеет среднюю толщину, меньшую чем примерно 20 мм.
В некоторых вариантах осуществления настоящего изобретения указанный первый и (или) второй нетканый фильтрующий материал имеет объемную плотность от 0.04 до 0.5 г/см3. Например, указанный первый фильтрующий материал может иметь объемную плотность от 0.75 до 0.4 г/см3 или от 1 до 0.3 г/см3.
В некоторых вариантах осуществления настоящего изобретения указанный первый фильтрующий материал является более толстым и факультативно менее плотным, чем указанный второй фильтрующий материал. В других вариантах осуществления настоящего изобретения указанный второй фильтрующий материал является более толстым и факультативно менее плотным, чем указанный первый фильтрующий материал.
Указанные первый и (или) второй фильтрующий материал указанного абразивного изделия могут иметь электростатический заряд. Наличие электростатического заряда повышает способность указанных фильтрующих материалов удалять твердые частицы из потока жидкости благодаря увеличению притяжения между частицами и поверхностью указанного фильтрующего материала. Несталкивающиеся частицы, проходящие вблизи волокон указанных фильтрующих материалов, с большей легкостью извлекаются из потока жидкости, а сталкивающиеся частицы прилипают более прочно. Пассивная электризация создается электретом, который является диэлектриком с почти неизменным или неизменным электрическим зарядом. Электретно заряжаемые полимерные материалы включают неполярные полимеры, такие как политетрафторэтилен (ПТФЭ) и полипропилен.
Для электризации диэлектрических материалов используется несколько способов, любой из которых можно использовать для электризации указанного фильтрующего материала указанного абразивного изделия, включая коронный разряд, нагревание и охлаждение указного материала в присутствии заряженного поля, контактную электризацию, напыление полотна заряженными частицами и бомбардировку поверхности струями воды или потоками капелек воды. Кроме того, электризуемость поверхности можно повысить путем использования смешиваемых материалов. Примеры способов электризации описаны в патенах США №№ RE 30,782 (van Turnhout и др.), RE 31,285 (van Turnhout и др.), 5,496,507 (Angadjivand и др.), 5,472,481 (Jones и др.), 4,215,682 (Kubik и др.), 5,057,710 (Nishiura и др.) и 4,592,815 (Nakao), 5,976,208 (Rousseau и др.).
Каждый из указанных первого и (или) второго нетканых фильтрующих материалов состоит из множества волокон.
В некоторых вариантах реализации настоящего изобретения указанные нетканые фильтрующие материалы содержат материалы, имеющие волокна с диаметром, меньшим чем примерно 100 мкм, а иногда с диаметром, меньшим чем примерно 50 мкм и даже с диаметром, меньшим чем примерно 1 мкм.
Указанные первый и (или) второй нетканые фильтрующие материалы могут изготавливаться из широкого спектра органических полимерных материалов, включая смеси и композиции. Подходящие фильтрующие материалы включают широкий ассортимент имеющихся на рынке материалов. К ним относятся полиолефины, такие как полипропилен, линейный полиэтилен низкой плотности, поли-1-бутен, поли-4(метил-1-пентен), политетрафторэтилен, полихлортрифторэтилен; поливинилхлорид, ароматические полиарены, такие как полистирол; поликарбонаты; полиэфиры; и комбинации вышеуказанных (включая композиции или сополимеры). В некоторых вариантах реализации настоящего изобретения эти материалы включают полиолефины, не содержащие разветвленные алкильные радикалы, и их сополимеры. В других вариантах реализации настоящего изобретения эти материалы включают образующие термопластичное волокно вещества (например, полиолефины, такие как полиэтилен, полипропилен, их сополимеры и т.д.). Другие подходящие материалы включают: термопластичные полимеры, такие как полимолочная кислота (PLA); нетермопластичные волокна, такие как целлюлоза, район, акриловые и модифицированные акриловые (модифицированные галогеном акриловые); полиамидные или полиимидные волокна, такие как выпускаемые компанией E.I. du Pont de Nemours & Co., Wilmington, Delaware г.Уилмингтон, шт. Делавар, США) под торговым обозначением "NOMEX" и "KEVLAR"; и смеси волокон различных полимеров.
Указанные нетканые фильтрующие материалы могут формироваться в полотно с использованием обычных технологий получения нетканых материалов, включая, например, аэродинамическое распыление из расплава (фильерно-раздувной способ) (melt blown), эжектирование высокоскоростным потоком воздуха (spunbond), кардочесание, аэродинамическое (сухое) холстоформование или влажное холстоформование. Подробности, относящиеся к полотнам из микроволокон, полученных фильерно-раздувным способом, можно найти, например, в патентах США №№6,139,308 (Berrigan и др.) и 5,496,507 (Angadjivand и др.). Иллюстративные фильерно-раздувные нетканые фильтрующие материалы включают материал из бимодального фильерно-раздувного микроволокна, такой как, например, описанный в патентной заявка США №11/461136 (Brandner и др.), поданной 31 июля 2006 г.
Если необходимо, указанный нетканый фильтрующий материал может характеризоваться градиентом плотности, как, например, материал, получаемый путем контактирования термоформируемого нетканого полотна с горячей оболочкой. Если необходимо, указанные волокна или полотна могут электризоваться известными способами, включая, например, использование электродов коронного разряда или сильных электрических полей. Указанные волокна могут электризоваться в процессе формирования волокна, до или после формования волокон в фильтрующее полотно, или после формирования указанного фильтрующего полотна. Волокна, образующие указанный второй фильтрующий материал, могут заряжаться даже после скрепления с указанным первым фильтрующим материалом. Указанный второй нетканый фильтрующий материал может содержать волокна, покрытые полимерным связующим или адгезивом, включая контактные клеи.
Указанный пористый крепежный слой позволяет воздуху проходить через него. Указанный пористый крепежный слой может включать слой адгезива, ткань, листовой материал, литой корпус или комбинацию вышеуказанного. Указанный листовой материал может иметь, например, петлевую деталь (петлю) или деталь-зацепку (крючок) двухэлементной системы механического зацепления. Указанный пористый крепежный слой может включать слой контактного клея с факультативной разделительной прокладкой для его защиты во время манипулирования.
В некоторых вариантах осуществления настоящего изобретения указанный пористый крепежный слой содержит нетканый, тканый или вязаный материал с петельками. Указанный материал с петельками может использоваться для прикрепления указанного абразивного изделия к опорной пластине, имеющей дополняющий сопрягающий элемент.
Подходящие материалы для указанного пористого крепежного слоя включают как тканые, так и нетканые материалы. Материалы тканого и вязаного пористого фиксирующего слоя могут иметь петлеобразующие волокна или нити, включенные в структуру их ткани для получения вертикальных петелек для зацепления с крючками. Нетканые крепежные сопрягающие материалы с петельками могут иметь петельки, образованные сцепленными волокнами. В некоторых нетканых крепежных сопрягающих материалах с петельками указанные петельки формируются путем простегивания указанного нетканого полотна нитью для получения вертикальных петелек.
Полезные нетканые материалы, подходящие для использования в качестве пористого крепежного слоя с петельками, включают, например, аэродинамически сформованные, эжектированные высокоскоростным потоком воздуха, гидроскрепленные, фильерно-раздувные полотна и скрепленные кардочесаные полотна. Указанные нетканые материалы могут скрепляться любым способом, известным компетентным в данной области специалистам, например иглопробивным скреплением, стежковым скреплением, гидроскреплением, химическим связыванием, термоскреплением и сочетанием вышеуказанных способов. Указанные используемые тканые или нетканые материалы могут изготавливаться из природных волокон (например, из древесного или хлопкового волокна), синтетических волокон (например, из полиэфирного или полипропиленового волокна) или из комбинации природных и синтетических волокон. В некоторых вариантах реализации настоящего изобретения указанный пористый крепежный слой изготовлен из нейлонового, полиэфирного или полипропиленового волокна.
В некоторых вариантах реализации настоящего изобретения выбирается пористый крепежный слой с петельками, имеющий открытую структуру, которая, в сущности, не мешает протеканию воздуха через полотно. В некоторых вариантах осуществления настоящего изобретения материал указанного пористого крепежного слоя выбирается, по меньшей мере отчасти, на основании пористости указанного материала.
В некоторых вариантах осуществления настоящего изобретения указанный пористый крепежный слой содержит материал с крючками. Материал, используемый для формирования указанного материала с крючками, пригодный для применения в указанных абразивных изделиях, может изготавливаться одним из множества различных способов, известных компетентным в данной области специалистам. Некоторые процессы, пригодные для получения материала с крючками для изготовления пористых абразивных тканей, включают, например, способы, описанные в патентах США №№5,058,247 (Thomas и др.); 4,894,060 (Nestegard); 5,679,302 (Miller и др.); и 6,579,161 (Chesley и др.).
Указанный материал с крючками может быть пористым материалом, таким как, например, полимерный сетчатый материал, описанный в патентной заявке США №2004/0170801 (Seth и др.). В других вариантах реализации настоящего изобретения указанный материал с крючками может перфорироваться, чтобы обеспечить прохождение через него воздуха. Отверстия в указанном материале с крючками могут формироваться с использованием любых способов, известных компетентным в данной области специалистам. Например, указанные отверстия могут проделываться в листе материала с крючками с помощью, к примеру, штампа, лазера или иных перфорирующих инструментов, известных компетентным в данной области специалистам. В других вариантах реализации настоящего изобретения указанный материал с крючками может изготавливаться с отверстиями.
Указанный пористый крепежный слой указанного абразивного изделия прикрепляется к указанному фильтрующему материалу способом, который не препятствует прохождению воздуха с указанного фильтрующего материала. В некоторых вариантах реализации настоящего изобретения указанный пористый крепежный слой указанного абразивного изделия прикрепляется к указанному фильтрующему материалу способом, который в сущности не препятствует прохождению воздуха с указанного фильтрующего материала. Степень протекания воздуха через указанный пористый крепежный слой может быть ограничена, по меньшей мере частично, путем введения адгезива между указанным пористым крепежным слоем, содержащим листовой материал, и указанным фильтрующим материалом. Степень ограничения можно минимизировать путем прерывистого нанесения адгезива между указанным листовым материалом указанного пористого крепежного слоя и указанным фильтрующим материалом, например, в виде отдельных участков адгезива (например, капельным распылением или экструзией с недостаточной подачей) или отдельных линий адгезива (например, вихревым распылением горячего расплава или с помощью установки для нанесения покрытий с фигурным роликом).
Примеры возможных адгезивов включают как контактные клеи, так и неконтактные клеи. Контактные клеи обычно являются клейкими при комнатной температуре и могут приклеиваться к поверхности в результате, самое большее, легкого нажатия пальцем, а неконтактные клеи содержат растворитель или активируемые излучением адгезивные системы, или требуют нагрева. Примеры пригодных адгезивов включают таковые, основывающиеся на общих композициях полиакрилата; поливинилового эфира; диенсодержащих каучуков, таких как природный каучук, полиизопреновый и полиизобутиленовый; полихлоропрена, бутилкаучука; бутадиен-акрилонитрильных полимеров; термопластичных эластомеров; блок-сополимеров, таких как стирол-изопреновые и стирол-изопрен-стирольные блок-сополимеры, этилен-пропилен-диеновые полимеры и стирол-бутадиеновые полимеры; поли(альфа-олефинов; аморфных полиолефинов; силикона; этиленсодержащих сополимеров, таких как сополимер этилена и винилацетата, сополимер этилена и этилакрилата и сополимер этилена и этилметакрилата; полиуретанов; полиамидов; полиэфиров; эпоксидов; сополимеров поли(винилпирролидона) и винилпирролидона; и смесей вышеуказанного. Кроме того, указанные адгезивы могут содержать добавки, такие как вещества для повышения клейкости, пластификаторы, наполнители, противоокислительные присадки, стабилизаторы, пигменты, диффузанты, отвердители и растворители.
Указанные различные слои указанного абразивного изделия могут скрепляться между собой с использованием любого подходящего способа скрепления, такого как, например, использование клея, контактного клея, термоклея, распыляемого адгезива, термоскрепления, иглопробивного скрепления, стежкового скрепления и ультразвуковой сварки. В некоторых вариантах реализации настоящего изобретения указанные слои прикрепляются один к другому путем нанесения на одну сторону указанного пористого абразива распыляемого адгезива, такого как, например, "3М BRAND SUPER 77 ADHESIVE", выпускаемый компанией 3М Company, St. Paul, Minnesota (г. Сен-Пол, шт. Миннесота, США). В других вариантах реализации настоящего изобретения с помощью распылителя для термоклея или экструдера с гребенчатой вставкой на одну сторону слоя наносится термоклей. В некоторых других вариантах реализации настоящего изобретения между скрепляемыми слоями помещается готовая адгезивная сетка.
Если необходимо, для предотвращения бокового вылета частиц, не удержанных указанным абразивным изделием, на, как правило, большую часть (если не на всю) наружной кромки указанного абразивного изделия наносится герметик. Примеры способов герметизации включают заваривание, заклеивание лентой, покрытие латексом, замазывание и использование герметиков (например, латексных или силиконовых).
Абразивные изделия согласно предмету настоящего изобретения в общем полезны для сбора частиц во время абразивной обработки, а в некоторых случаях способны удерживать большие количества частиц при высоких скоростях поступления. Указанные абразивные изделия пригодны для использования с любыми устройствами, приспособленными для использования таких изделий. Примеры включают плоскошлифовальные машины произвольного действия, шлифовальные машины двойного действия и дисковые станки как с приложением, так и без приложения вакуума к указанному пористому крепежному слою и (или) второму нетканому фильтрующему материалу указанного абразивного изделия.
Хотя это и не следует из какой-либо конкретной теории, считается, что в случае абразивных изделий, являющихся предметом настоящего изобретения, несколько фильтрующих компонентов могут функционировать таким образом, что данному компоненту (например, первому нетканому фильтрующему материалу) может способствовать вспомогательный компонент (например, второй нетканый фильтрующий материал), который может компенсировать повреждение или недостаточную эффективность указанного первого компонента, поддерживая суммарную эффективность на высоком уровне и повышая рабочие характеристики до уровня, соответствующего рабочим характеристикам указанного абразива, с которым эти компоненты используются.
Соответственно, в некоторых вариантах реализации настоящего изобретения по меньшей мере часть абразивного изделия (например, репрезентативная перфорированная область), являющегося предметом настоящего изобретения (в неиспользованном состоянии), демонстрирует падение давления в диапазоне от 0.2 до 20 мм водяного столба согласно Испытанию по измерению перепада давления (см. ниже). Например, по меньшей мере часть абразивного изделия, являющегося предметом настоящего изобретения (в неиспользованном состоянии), демонстрирует, согласно Испытанию по измерению перепада давления, падение давления в диапазоне от 1 до 15 мм водяного столба или даже от 4 до 10 мм водяного столба. Указанное Испытание по измерению перепада давления выполняется следующим образом. Падение давления вдоль толщины указанного абразивного изделия определяется с помощью прибора для испытания фильтров, состоящего из пары цилиндров одинакового внутреннего диаметра, смонтированных последовательно таким образом, чтобы длина цилиндров была ориентирована вертикально и чтобы воздух проходил через указанные цилиндры со скоросью в лобовом сечении, равной 5.2 см/с. Каждый цилиндр оборудуется датчиком давления для измерения давления внутри цилиндров. Смежные концы верхнего и нижнего цилиндров герметично соединяются через указанное абразивное изделие. Испытываемое указанное абразивное изделие плотно зажимается между цилиндрами так, чтобы предотвратить боковую утечку, причем внешняя абразивная поверхность указанного абразивного изделия перпендикулярна направлению потока воздуха и обращена к нему. Разница в давлении воздуха между первым и вторым цилиндрами регистрируется в качестве падения давления на указанном абразивном изделии.
Все патенты, патентные заявки и публикации, процитированные в настоящем документе, полностью включаются в него по ссылке так, как если бы они включались по отдельности.
Преимущества и другие варианты осуществления настоящего изобретения дополнительно иллюстрируются нижеследующими примерами, однако конкретные материалы и их количества, указанные в этих примерах, а также прочие условия и подробности не должны рассматриваться как ограничивающие настоящее изобретение.
Если не указано иное, все доли, процентные части, соотношение и т.д. в настоящих примерах и остальном описании являются весовыми.
ПРИМЕРЫ
В приведенных ниже примерах используются нижеследующие сокращения.
Процедура 1. Герметизация кромки фильтрующего материала
Кромка диска фильтрующего материала 1, FM1, герметизировалась нанесением ровного, непрерывного валика силикон-акрилового уплотняющего материала, выпускаемого компанией DAP Products, Inc., Baltimore, Maryland (г.Бартимор, шт.Мэриленд, США) под торговым обозначением "DAP ALEX PLUS", на наружную кромку (граничащую с окружностью) диска. Уплотняющий материал вдавливался в кромку фильтрующего материала шпателем. Уплотняющий материал оставлялся для высыхания по меньшей мере на 8 часов. FM1, герметизированный таким способом, обозначался как FM3.
Процедура 2. Ламинирование ленточного носителя на абразивный материал и лазерная перфорация
Лист абразивного материала 1, AM1, ламинировался на аналогичного размера лист двухсторонней ленты-носителя, выпускаемой компанией 3М Company под торговым названием "3М 964 13 MIL TRANSFER TAPE", с использованием нижеследующей процедуры. Одна сторона прокладки ленты удалялась, и сторона листа AM1, противолежащая наружной абразивной поверхности, вручную прижималась к обнаженному контактном клею указанной ленты. Ламинированный абразив перфорировался лазером согласно схеме 400, показанной на фиг.4. Перфорированные лазером и вырезанные из этой слоистой конструкции диски диаметром 5 дюймов (12.7 см) обозначались как АМ2.
Процедура 3. Прикрепление фильтрующего материала или абразивного материала к ATI
На не имеющую петелек сторону примерно 6-дюймового (15.2-см) квадратного листа ATI наносился контактный клей, серийно выпускаемый компанией 3М Company под торговым названием "SUPER 77 SPRAY ADHESIVE", и оставлялся для высыхания примерно на 30 с при 25°C.
Сухой вес адгезива равнялся примерно 12 мг/см2. Круглая поверхность фильтрующего материала FM1, FM2 или FM3, или абразивного материала АМ5 или АМ6 ламинировалась на покрытую адгезивом поверхность AT1. Излишки материала AT1, выступающие по краям конструкции, обрезались ножницами, и получалась круглая, в сущности имеющая одинаковые размерения, многослойная конструкция.
Процедура 4. Прикрепление фильтрующего материала к АМ2
Прокладка ленты-носителя АМ2 удалялась, обнажая липкий контактный клей ленты. Соответствующий круглый диск фильтрующего материала, FM1 или FM3, совмещался и вручную ламинировался на адгезив так, чтобы слой АМ2 и слой фильтрующего материала имели, в сущности, одинаковые измерения.
В некоторых случаях FM1 и FM3 предварительно ламинировался на диск FM2, как указывается ниже. В этих случаях обнаженная круглая поверхность FM1 или FM3, т.е. сторона, противоположная стороне, прикрепленной к FM2, ламинировалась на АМ2.
В том случае, когда АМ2 прикреплялся к скрепленному иглопробиванием фильтровальному материалу FM4/FM5, АМ2 прикреплялся к обнаженной круглой поверхности FM4, образуя в сущности имеющие одинаковые измерения слои.
Процедура 5. Прикрепление FM1 или FM3 к FM2
На круглую поверхность фильтрующего материала FM1 и FM3 и на круглую поверхность материала FM2 наносился контактный клей, серийно выпускаемый компанией 3М Company под торговым названием "SUPER 77 SPRAY ADHESIVE", и оставлялся для высыхания примерно на 30 с при 25°C. Сухой вес адгезива равнялся примерно 12 мг/см2. Затем две покрытые адгезивом круглые поверхности совмещались и ламинировались одна на другую. Полученная конструкция оставлялась для высыхания, образуя в сущности имеющую одинаковые размерения двухслойную конструкцию.
Процедура 6. Изготовление FM4
FM4 получался из смеси 90/10 весовых частей FIB1 и FIB2. Базовый вес указанной смеси равнялся примерно 155 грамм на 24 кв. дюйма (648 г/м2), толщина равнялась примерно 5 дюймам (12 см). Для формования FM4 из указанной смеси волокон использовалась (при обычных условиях) аэродинамическая холстоформовочная машина, серийно выпускаемая компанией Rando Machine Corporation, Macedon, New York (г.Маседон, шт.Нью-Йорк, США) под торговым названием "RANDO WEBBER".
Процедура 7. Прикрепление FM4 к FM5
После схода с машины Rando Webber в Процедуре 6, FM4 помещался на FM5, и указанные два слоя скреплялись друг с другом путем пропускания через иглопробивную машину, серийно выпускаемую компанией STP Impianti Spa, Milan, Italy (г.Милан, Италия) под торговым названием "AUTOMATEX", со скоростью 1.52 мм/мин. Скорость иглопробивной машины равнялась 185 рабочих ходов/мин, глубина проникновения от верха - 15 мм, плотность пробивки - 8.4 пробивок/см2. Использовались иглы типа F20 9-37-9К 15Х20х2.5, серийно выпускаемые компанией Foster Needle Co., Manitowoc, Wisconsin (г.Манитовок, шт.Висконсин, США). Конечный базовый вес скрепленного иглопробиванием фильтрующего материала FM5/FM6 равнялся примерно 855 г/м2, толщина равнялась примерно 5.2 мм. Указанная комбинированная нетканая конструкция проходила через конвекционную печь в течение 2 минут при 129°C, где FIB1 связывал всю конструкцию воедино. Конечной конструкции давали охладиться до 25°C.
Используя процедуры, описанные выше, было приготовлено множество многослойных дисков "абразив-фильтр", указанных в табл.1, табл.2 и табл.3. Дублирующиеся примеры (т.е. повторения той же конструкции) обозначены цифрой с последующей буквой (например, Пример 1a, Пример 1b и Пример 1c). Дублирующиеся сравнительные примеры обозначены буквой с последующей цифрой (например, Сравнительный пример А1, Сравнительный пример А2 и Сравнительный пример A3). Различные свойства некоторых материалов приведены в табл.4.
Для любого приведенного конкретного примера компоненты (например, пористый абразивный материал, фильтрующий материал и пористый крепежный слой), которые соседствуют друг с другом в таблицах, являются смежными в реальных абразивных изделиях. Для компетентных в данной области специалистов очевидно, что последовательность, в которой указанные слои соединяются друг с другом для получения многослойного абразивного диска часто не имеет особенного значения, если получается требуемая конечная конструкция.
Кроме того, понятно, что если два или более различных фильтрующих материала используются в конструкции многослойного абразивного фильтрующего диска, порядок, в котором они помещаются относительно указанного абразивного материала, может влиять на рабочие характеристики указанного абразивного изделия. В этом смысле различающиеся фильтрующие материалы в многослойной конструкции могут не являться взаимозаменяемыми. Это положение включает ситуацию, когда используется единственный фильтрующий материал, характеризующийся градиентом фильтрующих способностей (например, в значительной степени негомогенный в направлении прохождения отфильтровываемых частиц.
Методы испытаний
Метод испытаний шлифованием 1
Абразивный диск диаметром 5.0 дюймов (12.7 см) взвешивался и прикреплялся к опорной пластине из пеноматериала диаметром 5.0 дюймов (12.7 см) и толщиной 3/8 дюйма (0.95 см) с 40 отверстиями, серийно выпускаемый компанией 3М Company под торговым названием "3М HOOKIT BACKUP PAD, #20206". Указанные опорная пластина и диск в сборе затем устанавливались на плоскошлифовальную машину двойного действия 5-дюймового (12.7 см) диаметра для получерновой обработки, model 21033, серийно выпускаемую компанией Dynabrade Corp., Clarence, New York (г.Кларенс, шт.Нью-Йорк). Абразивная сторона указанного диска вручную приводилась в контакт с предварительно взвешенной армированной пластиковой панелью из стекловолокна с наружным покрытием размером 18 дюймов на 30 дюймов (46 см × 76 см), полученной от компании White Bear Boat Works, White Bear Lake, Minnesota (г.Уайт Беар Лейк, шт.Миннесота, США). Шлифовальная машина эксплуатировалась при давлении в воздушной линии, равном 90 фн./дюйм2 (620 кПа) и силе прижима, равной 10 фн. силы (44 Н); выполнили 2 цикла обработки по 75 секунд каждый. Использовался угол в 0° к поверхности обрабатываемой детали. Каждый цикл состоял из 24 перекрывающихся поперечных проходов суммарной длиной в 504 дюйма (12.8 м) при скорости инструмента в 6.7 дюймов/с (17 см/с) относительно поверхности панели, что приводило к равномерной зачистке участка испытательной панели. После первого цикла обработки испытательная панель очищалась от видимой пыли обдувкой сжатым воздухом верха зачищенной панели. Диск снимался с опорной пластины, и панель и диск взвешивались. Затем абразив снова устанавливался на опорную пластину и 75-секундный цикл зачистки повторялся с использованием той же испытательной панели. Испытательная панель снова очищалась от видимой пыли обдувкой сжатым воздухом верха зачищенной панели. Абразивный диск снимался с опорной пластины, и панель и диск взвешивались. Приводятся данные после 2-го цикла зачистки, совокупное время зачистки равняется 150 с.
Для каждого испытанного образца проводились указанные ниже измерения; результаты, представленные в табл.1 и табл.2, являются усредненными по двум испытанным образцам для каждого примера.
"Стружка": вес, в граммах, материала, удаленного с пластиковой панели;
"Удержано": вес, в граммах, материала, собранного в испытываемом диске; и
"DE %": отношение "Удержано/Стружка", умноженное на 100.
Метод испытаний шлифованием 2
Абразивный фильтрующий диск диаметром 5.0 дюймов (12.7 см) взвешивался, прикреплялся к опорной пластине, и указанные опорная пластина и диск в сборе затем устанавливались на плоскошлифовальную машину, как описано в Методе испытаний шлифованием 1. Абразивная сторона указанного диска вручную приводилась в контакт с предварительно взвешенной армированной пластиковой панелью из стекловолокна с наружным покрытием размером 18 дюймов на 30 дюймов (45.7 см × 76 см), полученной от компании White Bear Boat Works, White Bear Lake, Minnesota (г.Уайт Беар Лейк, шт.Миннесота, США). Шлифовальная машина эксплуатировалась при давлении в воздушной линии, равном 90 фн./дюйм2 (620 кПа); выполнялись 6 циклов обработки по 25 секунд каждый. Использовался угол в 0° к поверхности обрабатываемой детали. После первых 3 циклов обработки испытательная панель очищалась от видимой пыли обдувкой сжатым воздухом верха зачищенной панели. Диск снимался с опорной пластины, и панель и диск взвешивались. Затем абразив снова устанавливался на опорную пластину и проводились заключительные 3 цикла зачистки с использованием той же испытательной панели. Испытательная панель снова очищалась от видимой пыли обдувкой сжатым воздухом верха зачищенной панели. Абразивный диск снимался с опорной пластины, и панель и диск взвешивались. Приводятся данные после 6-го цикла зачистки, совокупное время зачистки равняется 150 с.
Для каждого испытанного образца проводились указанные ниже измерения; результаты, представленные в табл.1 и табл.2, являются усредненными по двум испытанным образцам для каждого примера.
"Стружка": вес, в граммах, материала, удаленного с пластиковой панели;
"Удержано": вес, в граммах, материала, собранного в испытываемом диске; и
"DE %": отношение "Удержано/Стружка", умноженное на 100.
Метод измерения качества обработки поверхности
Результирующая шероховатость поверхности зачищенных испытательных панелей определялась с помощью профилометра, серийно выпускаемого компанией Mahr Corporation, Cincinnati, Ohio (г.Цинциннати, шт.Огайо, США) под торговым названием "PERTHOMETER MODEL M4P-130589". Значения шероховатости поверхности измерялись на трех зачищенных участках испытательной панели после каждого законченного 150-секундного испытания шлифованием. Для каждого измерения регистрировалось значение Rz (известное также как Rtm), являющееся средним значением максимальных расстояний от выступа до впадины профиля.
Модифицированное Испытание по измерению перепада давления
Приведенное выше в настоящем документе Испытание по измерению перепада давления проводилось с использованием прибора для испытания фильтров, состоящего из пары цилиндров с внутренним диаметром в 4.5 дюйма (11.4 см) при скорости протекания воздуха, равной 32 литра/мин. Датчики давления модели "MKS BARATRON PRESSURE TRANSDUCER, 398HD-00010SP12" (диапазон 10 Торр (1.33 кПа)) были получены от компании MKS Instruments, Wilmington, Massachusetts (г.Уилмингтон, шт.Массачусетс, США).
В качестве процедуры зачистки для получения данный, представленных в табл.1, использовался Метод испытаний шлифованием 1. В качестве процедуры зачистки для получения данных, представленных в табл.2, использовался Метод испытаний шлифованием 2.
Модифицированные Испытания по измерению перепада давления проводились не для всех примеров. Результаты модифицированного Испытания по измерению перепада давления для некоторых примеров, приведенных в табл.1 и 2, приведены в табл.3 вместе с данными, относящимися к дополнительным сравнительным примерам.
Испытания по измерению перепада давления проводились для абразивных изделий перед выполнением любой операции зачистки согласно Методу испытаний шлифованием 1 или Методу испытаний шлифованием 2, за исключением указанного в табл.3.
НЫЙ ЭЛЕМЕНТ
ЩИЙ МАТЕРИАЛ
НЫЙ СЛОЙ
НЫЙ ЭЛЕМЕНТ
но, г
Примеры 1b, 2b, 3b, 4b и Сравнительный пример А2 выполнялись с использованием одной и той же армированной пластиковой панели из стекловолокна с наружным гелевым покрытием. Примеры 6, 7 и Сравнительный пример A3 выполнялись с использованием одной и той же армированной пластиковой панели из стекловолокна с наружным гелевым покрытием, однако эта пластина была иной, чем в предыдущем случае. Пример 5 и Сравнительный пример А4 выполнялись еще на одной отдельной пластине. Перемена панелей могла вести к изменчивости результатов измерения количества стружки.
Не отклоняясь от объема и сущности настоящего изобретения, компетентные в данной области специалисты могут внести в него различные модификации и изменения, и следует понимать, что настоящее изобретение не ограничивается иллюстративными вариантами осуществления, изложенными в настоящем документе.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2453418C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ, СОДЕРЖАЩЕЕ НЕТКАНЫЙ МАТЕРИАЛ | 2014 |
|
RU2647045C2 |
| УСТРОЙСТВО СБОРНОЙ УДАЛЕННОЙ СИГНАЛИЗАЦИИ | 2017 |
|
RU2665461C1 |
| СВЧ-УСТРОЙСТВО ДЛЯ ПРОВЕРКИ МАТЕРИАЛА | 2007 |
|
RU2496105C2 |
| ГИБКИЙ АБРАЗИВНЫЙ МАТЕРИАЛ ДЛЯ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2014 |
|
RU2662182C2 |
| АБРАЗИВНЫЕ ИЗДЕЛИЯ, В СОСТАВ КОТОРЫХ ВХОДИТ ФИКСИРУЮЩЕЕ ПОКРЫТИЕ, НАНЕСЕННОЕ ЛАМИНИРОВАНИЕМ | 1994 |
|
RU2125510C1 |
| ПЛАЗМЕННОЕ НАПЫЛЕНИЕ | 2003 |
|
RU2332522C2 |
| УЗОРНОЕ НАНЕСЕНИЕ КРАСКИ НА ОСНОВЕ АКТИВИРОВАННОГО УГЛЯ | 2005 |
|
RU2399386C2 |
| СПОСОБ ОБРАБОТКИ ИЗОБРАЖЕНИЙ, СПОСОБ И УСТРОЙСТВО ОБУЧЕНИЯ | 2021 |
|
RU2773420C1 |
| ФОРМОВАННЫЕ АБРАЗИВНЫЕ ЧАСТИЦЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2014 |
|
RU2643004C2 |
Изобретения относятся к области абразивной обработки и могут быть использованы в промышленности для очистки, доводки, шлифовки и полировки поверхностей деталей. Абразивное изделие включает в себя пористый абразивный элемент, нетканый фильтрующий материал, второй нетканый фильтрующий материал, а также при необходимости пористый соединительный слой. Множество отверстий пористого абразивного элемента соединяются с первым нетканым фильтрующим материалом с обеспечением прохода частиц с наружной абразивной поверхности пористого абразивного элемента ко второму фильтрующему материалу. Раскрыты также способы изготовления и использования указанных абразивных изделий. В результате улучшаются рабочие характеристики абразивного изделия и упрощается система сбора пыли. 6 н. и 12 з.п. ф-лы, 6 ил., 4 табл., 7 пр.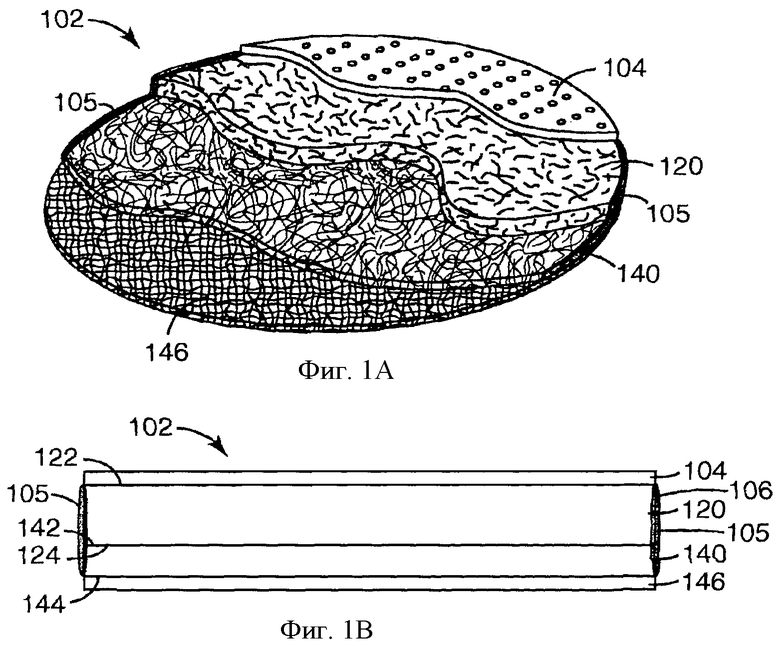
1. Абразивное изделие, содержащее:
пористый абразивный элемент, имеющий: абразивный слой, прилегающий и прикрепленный к первой поверхности подложки, состоящий из множества абразивных частиц, прикрепленных к указанной первой поверхности указанной подложки по меньшей мере одним связующим, причем указанный абразивный слой имеет внешнюю абразивную поверхность, а указанная подложка имеет вторую поверхность, противолежащую указанной первой поверхности указанной подложки, причем с указанной внешней абразивной поверхности на указанную вторую поверхность указанной подложки проходит множество отверстий,
первый нетканый фильтрующий материал, имеющий первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, причем указанная первая поверхность указанного первого нетканого фильтрующего материала прилегает и прикреплена к указанной второй поверхности указанной подложки, при этом указанный первый нетканый фильтрующий материал состоит из множества волокон, и
второй нетканый фильтрующий материал, имеющий первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, причем указанная первая поверхность указанного второго нетканого фильтрующего материала прилегает и прикреплена к указанной второй поверхности указанного первого нетканого фильтрующего материала, при этом указанный второй нетканый фильтрующий материал состоит из множества волокон,
причем указанные многочисленные отверстия сочетаются с указанным первым нетканым фильтрующим материалом с обеспечением прохода частиц с указанной внешней абразивной поверхности на указанный второй фильтрующий материал, при этом в неиспользованном состоянии, по меньшей мере, часть указанного абразивного изделия обеспечивает падение давления в диапазоне от 0,2 до 20 мм водяного столба по результатам испытания по измерению перепада давления.
2. Абразивное изделие по п.1, отличающееся тем, что указанный пористый абразивный элемент содержит имеющий отверстия абразивный материал с покрытием.
3. Абразивное изделие по п.1, отличающееся тем, что оно имеет пористый крепежный слой, прилегающий и прикрепленный к указанной второй поверхности указанного второго нетканого фильтрующего материала.
4. Абразивное изделие по п.1, отличающееся тем, что по меньшей мере один из указанных первого или второго нетканого фильтрующего материала имеет наружную кромку, большая часть которой герметизирована.
5. Способ абразивной обработки поверхности детали, включающий приведение поверхности детали в контакт с абразивным изделием по п.1 и относительное перемещение указанного абразивного изделия и указанной поверхности для механического изменения указанной поверхности.
6. Способ изготовления абразивного изделия, включающий:
использование пористого абразивного элемента, имеющего: абразивный слой, прилегающий и прикрепленный к первой поверхности подложки и состоящий из множества абразивных частиц, прикрепленных к указанной первой поверхности указанной подложки по меньшей мере одним связующим, причем указанный абразивный слой имеет внешнюю абразивную поверхность, а указанная подложка имеет вторую поверхность, противолежащую указанной первой поверхности указанной подложки, причем с указанной внешней абразивной поверхности на указанную вторую поверхность указанной подложки проходит множество отверстий,
использование первого нетканого фильтрующего материала, причем указанный первый нетканый фильтрующий материал имеет первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, и содержит множество волокон, причем указанная первая поверхность указанного первого нетканого фильтрующего материала прилегает к указанной второй поверхности указанной подложки,
использование второго нетканого фильтрующего материала, причем указанный второй нетканый фильтрующий материал имеет первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, при этом указанный второй нетканый фильтрующий материал содержит множество волокон, а указанная первая поверхность указанного второго нетканого фильтрующего материала прилегает к указанной второй поверхности указанного первого фильтрующего материала,
прикрепление указанного первого нетканого фильтрующего материала к указанной второй поверхности указанной подложки и
прикрепление указанного второго нетканого фильтрующего материала к указанному первому нетканому фильтрующему материалу,
при этом многочисленные отверстия сочетаются с указанным первым нетканым фильтрующим материалом с обеспечением прохода частиц с указанной внешней абразивной поверхности на указанный второй фильтрующий материал, а в неиспользованном состоянии, по меньшей мере, часть указанного абразивного изделия обеспечивает падение давления в диапазоне от 0,2 до 20 мм водяного столба по результатам испытания по измерению перепада давления.
7. Способ изготовления абразивного изделия по п.6, отличающийся тем, что указанный пористый абразивный элемент содержит имеющий отверстия абразивный материал с покрытием.
8. Способ изготовления абразивного изделия по п.6, отличающийся тем, что он включает герметизацию большей части наружной кромки по меньшей мере одного из указанных первого или второго нетканого фильтрующего материала.
9. Способ изготовления абразивного изделия по п.6, отличающийся тем, что включает прикрепление пористого крепежного слоя к указанному второму нетканому фильтрующему материалу.
10. Абразивное изделие, содержащее:
пористый абразивный элемент, имеющий абразивный слой, прилегающий и прикрепленный к первой поверхности подложки и состоящий из множества абразивных частиц, прикрепленных к указанной первой поверхности указанной подложки по меньшей мере одним связующим, причем указанный абразивный слой имеет внешнюю абразивную поверхность, а указанная подложка имеет вторую поверхность, противолежащую указанной первой поверхности указанной подложки, причем с указанной внешней абразивной поверхности на указанную вторую поверхность указанной подложки проходит множество отверстий, первый нетканый фильтрующий материал, имеющий первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, причем указанная первая поверхность указанного первого нетканого фильтрующего материала прилегает и прикреплена к указанной второй поверхности указанной подложки, при этом указанный первый нетканый фильтрующий материал состоит из множества волокон и имеет толщину от 1 до 25 мм и плотность от 0,04 до 0,5 грамм на кубический сантиметр, и второй нетканый фильтрующий материал, имеющий первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, причем указанная первая поверхность указанного второго нетканого фильтрующего материала прилегает и прикреплена к указанной второй поверхности указанного первого фильтрующего материала, при этом указанный второй нетканый фильтрующий материал состоит из множества волокон и имеет толщину от 0,5 до 15 мм и объемную плотность от 0,04 до 0,5 грамм на кубический сантиметр,
при этом указанные многочисленные отверстия сочетаются с указанным первым нетканым фильтрующим материалом с обеспечением прохода частиц с указанной внешней абразивной поверхности на указанный второй фильтрующий материал.
11. Абразивное изделие по п.10, отличающееся тем, что указанный пористый абразивный элемент содержит имеющий отверстия абразивный материал с покрытием.
12. Абразивное изделие по п.10, отличающееся тем, что оно имеет пористый крепежный слой, прилегающий и прикрепленный к указанной второй поверхности указанного второго нетканого фильтрующего материала.
13. Абразивное изделие по п.10, отличающееся тем, что по меньшей мере один из указанных первого или второго нетканого фильтрующего материала имеет наружную кромку, большая часть которой герметизирована.
14. Способ абразивной обработки поверхности детали, включающий приведение поверхности детали в контакт с абразивным изделием по п.10 и относительное перемещение указанного абразивного изделия и указанной поверхности для механического изменения указанной поверхности.
15. Способ изготовления абразивного изделия, включающий:
использование пористого абразивного элемента, имеющего абразивный слой, прилегающий и прикрепленный к первой поверхности подложки и состоящий из множества абразивных частиц, прикрепленных к указанной первой поверхности указанной подложки по меньшей мере одним связующим, причем указанный абразивный слой имеет внешнюю абразивную поверхность, а указанная подложка имеет вторую поверхность, противолежащую указанной первой поверхности указанной подложки, причем с указанной внешней абразивной поверхности на указанную вторую поверхность указанной подложки проходит множество отверстий,
использование первого нетканого фильтрующего материала, имеющего первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, причем указанная первая поверхность указанного первого нетканого фильтрующего материала прилегает к указанной второй поверхности указанной подложки, при этом указанный первый нетканый фильтрующий материал состоит из множества волокон и имеет толщину от 0,5 до 15 мм и объемную плотность от 0,04 до 0,5 грамм на кубический сантиметр,
использование второго нетканого фильтрующего материала, имеющего первую поверхность и вторую поверхность, противолежащую указанной первой поверхности, причем указанная первая поверхность указанного второго нетканого фильтрующего материала прилегает к указанной второй поверхности указанного первого нетканого фильтрующего материала, при этом указанный второй нетканый фильтрующий материал содержит множество волокон и имеет толщину от 0,5 до 15 мм и объемную плотность от 0,04 до 0,5 грамм на кубический сантиметр,
прикрепление указанного первого нетканого фильтрующего материала к указанной второй поверхности указанной подложки и
прикрепление указанного второго нетканого фильтрующего материала к указанному первому фильтрующему материалу, при этом указанные многочисленные отверстия сочетаются с указанным первым нетканым фильтрующим материалом с обеспечением прохода частиц с указанной внешней абразивной поверхности на указанный второй фильтрующий материал.
16. Способ изготовления абразивного изделия по п.15, отличающийся тем, что указанный пористый абразивный элемент содержит имеющий отверстия абразивный материал с покрытием.
17. Способ изготовления абразивного изделия по п.15, отличающийся тем, что он включает герметизацию большей части наружной кромки по меньшей мере одного из указанных первого или второго нетканого фильтрующего материала.
18. Способ изготовления абразивного изделия по п.15, отличающийся тем, что он включает прикрепление пористого крепежного слоя к указанному второму нетканому фильтрующему материалу.
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| ОСНОВА АБРАЗИВНОГО ИЗДЕЛИЯ С ПОКРЫТИЕМ (ВАРИАНТЫ), ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2129065C1 |
| ОБТИРОЧНАЯ САЛФЕТКА | 1999 |
|
RU2153839C1 |
| УНИВЕРСАЛЬНАЯ ПЛОСКОШЛИФОВАЛЬНАЯ МАШИНА | 2002 |
|
RU2222417C1 |

