Предпосылки изобретения
В течение многих лет для использования в целях чистовой обработки поверхности производится в промышленном масштабе и продается класс абразивных изделий, в целом именуемый «структурированными абразивными изделиями». Структурированные абразивные изделия характеризуются топографически структурированным абразивным слоем, прикрепленным к подложке, и часто используются в сочетании с жидкостью, такой как, например, вода, факультативно содержащая поверхностно-активное вещество. Указанный топографически структурированный абразивный слой имеет множество профилированных абразивных композитов (обычно имеющих микроскопические размеры), каждый из которых содержит абразивные частицы, распределенные в связующем. Во многих случаях указанные профилированные абразивные композиты имеют точную форму, например форму различных геометрических фигур (например, пирамидальную). Примеры таких структурированных абразивных изделий включают изделия, выпускаемые под торговым названием "TRIZACT" компанией 3М Company, г.Сент-Пол, штат Миннесота, США, которые используются в автомобильной промышленности для удаления дефектов прозрачных автомобильных покрытий (например, как изделие под торговым названием "466LA - 3М TRIZACT FINESSE-IT FILM") на основе уретанов, акрилатов или силикатов.
Структурированные абразивные изделия часто используются в сочетании с полировальной основой, установленной на инструменте (например, на дисковом шлифовальном станке или плоскошлифовальной машине произвольного действия). Для такого применения структурированные абразивные изделия обычно снабжаются промежуточным крепежным слоем (например, пленкой-липучкой, тканью «липучка», или адгезивом), которым они крепятся к полировальнику во время использования.
Большинство структурированных абразивных изделий характеризуется отсутствием больших царапин в начале использования и улучшенными полировальными способностями при продолжительном использовании. Это может происходить потому, что указанные абразивные частицы находятся внутри связующего тела указанного абразивного композита и не подвержены истиранию. Одним из приемов, используемых в отрасли для решения проблемы уменьшения начальных царапин, является шлифовка абразивной поверхности указанного абразивного изделия перед началом использования другим абразивным изделием с покрытием, например наждачной бумагой.
Шлифовальные характеристики имеющихся продуктов сильно зависят от типа покрытия обрабатываемой детали, которое может основываться на широком спектре технологий; к таким типам можно отнести полиуретановые, акрилатные, порошковые покрытия или даже твердые покрытия на силикатной основе, армированные наночастицами.
Краткое изложение
Одним из предметов настоящего изобретения является структурированное абразивное изделие, состоящее из:
основы, имеющей первую и вторую противолежащие главные поверхности;
топографически структурированного абразивного слоя, прикрепленного к указанной основе, причем указанный структурированный абразивный слой содержит абразивные композиты с точной формой, где указанные абразивные композиты с точной формой содержат абразивные частицы в сшитом полимерном связующем и где указанные абразивные частицы характеризуются параметром D50; и
твердого верхнего слоя, расположенного на, по меньшей мере, части указанного топографически структурированного абразивного слоя, причем указанный твердый верхний слой содержит эродирующие частицы с твердостью по шкале Мооса, равной, по меньшей мере, 4, и водорастворимый полимер, где указанные эродирующие частицы имеют значение D50, меньшее или равное значению D50 указанных абразивных частиц.
В некоторых вариантах реализации настоящего изобретения указанный водорастворимый полимер содержит, по меньшей мере, одно из следующих веществ: поливиниловый спирт, поли(винилпирролидон), поли(алкиленоксид), сополимер метилвинилового эфира и малеинового ангидрида, целлюлозный полимер, гуаровую смолу или акриловый полимер. В некоторых вариантах реализации настоящего изобретения указанная основа выполнена в виде пленочной основы. В некоторых вариантах реализации настоящего изобретения указанные эродирующие частицы содержат, по меньшей мере, одно из следующих веществ: карбид кремния или оксид алюминия. В некоторых вариантах реализации настоящего изобретения указанные эродирующие частицы имеют твердость по шкале Мооса, меньшую, чем твердость, по меньшей мере, части указанных абразивных частиц. В некоторых вариантах реализации настоящего изобретения указанный твердый верхний слой является непрерывным. В некоторых вариантах реализации настоящего изобретения указанные абразивные композиты с точной формой имеют высоту, относительно указанной основы, в диапазоне от 10 до 525 микрометров. В некоторых вариантах реализации настоящего изобретения указанное структурированное абразивное изделие далее имеет промежуточный крепежный слой, прикрепленный ко второй главной поверхности указанной основы. В некоторых вариантах осуществления настоящего изобретения указанное полимерное связующее содержит, по меньшей мере, один компонент, выбранный из группы, состоящей из акриловых, фенольных, эпоксидных, уретановых, цианатных, изоциануратных полимеров, аминопластов и комбинаций вышеуказанного. В некоторых вариантах реализации настоящего изобретения указанные абразивные частицы выбраны из группы, состоящей из оксида алюминия, плавленого оксида алюминия, термообработанного оксида алюминия, керамического оксида алюминия, карбида кремния, зеленого карбида кремния, оксида алюминия-диоксида циркония, оксида церия, оксида железа, граната, алмаза, кубического нитрида бора и их комбинаций. В некоторых вариантах реализации настоящего изобретения указанные абразивные частицы имеют значение D50 в диапазоне от 0,01 до 200 микрометров.
Структурированные абразивные изделия согласно предмету настоящего изобретения полезны, например, для абразивной обработки деталей. Другим предметом настоящего изобретения является способ абразивной обработки деталей, включающий:
приведение, по меньшей мере, части указанного топографически структурированного абразивного слоя указанного структурированного абразивного изделия, являющегося предметом настоящего изобретения, во фрикционный контакт с деталью в присутствии воды; и
перемещение, по меньшей мере, одного из следующих элементов - указанной детали или указанного топографически структурированного абразивного слоя - относительно другого для шлифовки, по меньшей мере, части поверхности указанной детали.
Еще одним предметом настоящего изобретения является способ изготовления структурированного абразивного изделия, включающий:
изготовление структурированного абразивного изделия, имеющего:
основу, имеющую первую и вторую противолежащие главные поверхности; и
топографически структурированный абразивный слой, прикрепленный к указанной основе, причем указанный структурированный абразивный слой содержит абразивные композиты с точной формой, где указанные абразивные композиты с точной формой содержат абразивные частицы в сшитом полимерном связующем и где указанные абразивные частицы характеризуются параметром D50; и
помещение на, по меньшей мере, часть указанного топографически структурированного абразивного слоя твердого верхнего слоя, причем указанный твердый верхний слой содержит эродирующие частицы с твердостью по шкале Мооса, равной, по меньшей мере, 4, и водорастворимый полимер, где указанные эродирующие частицы имеют значение D50, меньшее или равное значению D50 указанных абразивных частиц.
В некоторых вариантах реализации настоящего изобретения указанный способ далее включает прикрепление промежуточного крепежного слоя к указанной второй главной поверхности указанной основы.
В некоторых вариантах реализации настоящего изобретения помещение указанного твердого верхнего слоя включает: нанесение жидкой смеси, по меньшей мере, на часть указанного топографически структурированного абразивного слоя, причем указанная жидкая смесь содержит указанные эродирующие частицы, водорастворимый полимер и жидкий носитель; и удаление достаточного количества указанного жидкого носителя с целью получения указанного твердого верхнего слоя. В некоторых вариантах реализации настоящего изобретения нанесение указанной жидкой смеси производится, по меньшей мере, одним из следующих способов: нанесение валиком или распыление.
Структурированные абразивные изделия, являющиеся предметом настоящего изобретения, даже при весьма незначительных уровнях покрытия преимущественно характеризуются улучшением начальных характеристик шлифовки в сравнении с соответствующими структурированными абразивными изделиями без указанного твердого верхнего слоя, что практически устраняет необходимость отдельной стадии кондиционирования перед использованием.
Более того, было найдено, что структурированные абразивные изделия с верхним слоем согласно предмету настоящего изобретения пригодны для чистовой отделки порошковых прозрачных покрытий, ранее недостижимой с использованием соответствующих структурированных абразивных изделий без указанного твердого слоя.
В контексте настоящего изобретения:
термин «D50» применительно к частицам обозначает объемный медианный размер частиц, т.е. тот размер частиц, равный которому или меньший которого имеют 50 процентов по объему данных частиц;
термин «полимер» обозначает любое из многочисленных природных или синтетических соединений, имеющих молекулярный вес, равный, по меньшей мере, 1000 г/моль, и имеющих повторяющиеся связанные блоки, причем каждый блок является относительно легкой и простой молекулой; и
термин «имеющий точную форму», использованный для описания абразивных композитов, относится к абразивным композитам, имеющим форму, определенную относительно гладкими поверхностными сторонами, которые ограничиваются и соединяются строго очерченными, острыми кромками, имеющими индивидуальные длины кромок с четкими концевыми точками, определенными пересечениями различных сторон.
Краткое описание чертежей
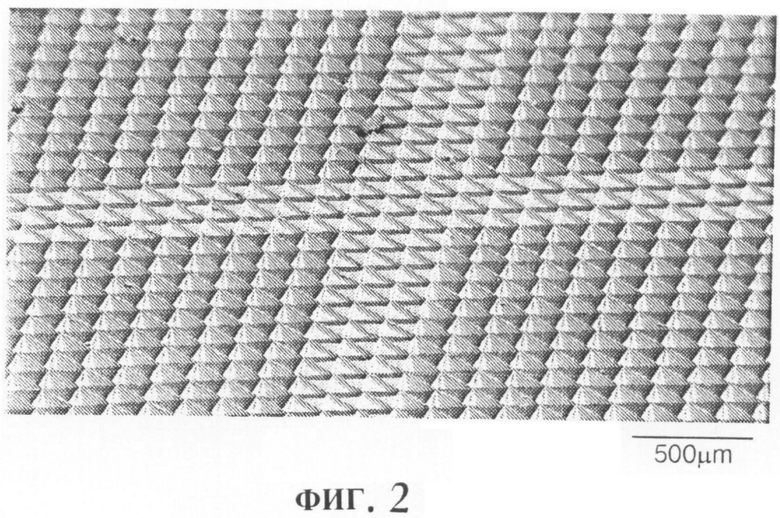
На фиг.1 представлен схематичный поперечный разрез иллюстративного структурированного абразива с детализацией верхнего слоя согласно предмету настоящего изобретения.
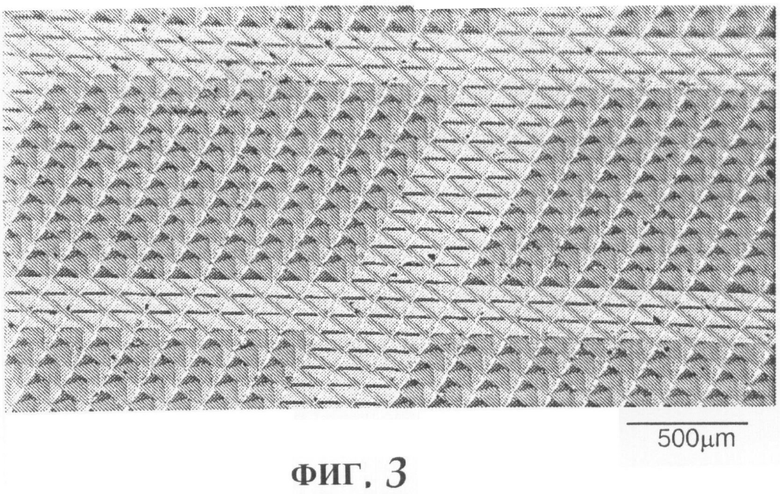
На фиг.2 представлена цифровая микрофотография полипропиленовой оснастки, использованной в Сравнительном примере А.
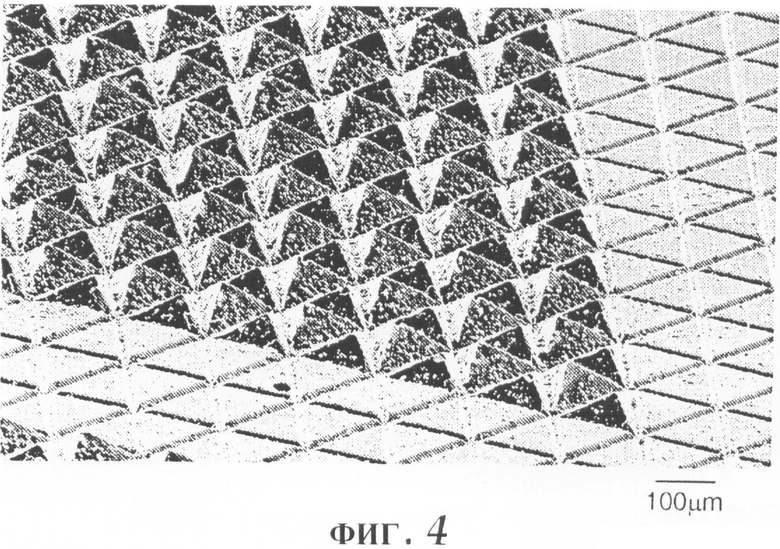
На фиг.3 представлена цифровая микрофотография указанного структурированного абразивного изделия, использованного в Примере 1, до нанесения какого-либо верхнего слоя.
На фиг.4 представлена цифровая микрофотография структурированного абразивного изделия с твердым верхним слоем, приготовленного согласно Примеру 1.
Подробное описание
Обратимся к фиг.1, на которой представлено иллюстративное структурированное абразивное изделие 100, состоящее из основы 110, которая имеет первую и вторую противолежащие главные поверхности 112, 114 соответственно, топографически структурированного абразивного слоя 120, прикрепленного к указанной основе 110. Топографически структурированный абразивный слой 120 содержит имеющие точную форму абразивные композиты 130. Имеющие точную форму абразивные композиты 130 содержат абразивные частицы 140 в сшитом полимерном связующем 150. Твердый верхний слой 160 располагается на, по меньшей мере, части топографически структурированного абразивного слоя 120. Твердый верхний слой 160 содержит эродирующие частицы 170 с твердостью по шкале Мооса, равной, по меньшей мере, 4, и водорастворимый полимер 180. Эродирующие частицы 170 характеризуются значением D50, которое меньше или равно значению D50 абразивных частиц 140. Ко второй главной поверхности 114 основы 110 прикреплен факультативный крепежный промежуточный слой 190.
Подходящие основы включают, например, полимерные пленки (в том числе загрунтованную полимерную пленку), ткань, бумагу, пористый и непористый полимерный пеноматериал, вулканизированное волокно, армированную волокном основу из термопласта, сформованные из расплава или фильерно-раздувные нетканые материалы, их обработанные варианты (например, с водоотталкивающей обработкой) и комбинации вышеуказанного. Термопластичные полимеры, пригодные для использования в полимерных пленках, включают, например, полиолефины (например, полиэтилен и полипропилен), полиэфиры (например, полиэтилентерефталат), полиамиды (например, нейлон-6 и нейлон-6,6), полиимиды, поликарбонаты, их смеси и комбинации вышеуказанного. Обычно, по меньшей мере, одна главная поверхность указанной основы является гладкой (например, чтобы служить в качестве первой главной поверхности). Указанная основа может содержать различные присадки. Примеры подходящих присадок включают красители, технологические добавки, армирующие волокна, термостабилизаторы, УФ-стабилизаторы и антиоксиданты. Примеры пригодных наполнителей: глины, карбонат кальция, стеклянные шарики, тальк, глины, слюда, древесная мука и сажа.
Указанная основа может иметь любую толщину, однако обычно является достаточно толстой, чтобы обеспечивать когезионную целостность, и достаточно тонкой, чтобы допускать определенную гибкость, хотя, если необходимо, указанная основа может быть жесткой. Указанная основа может подвергаться одному или нескольким видам обработки (например, нанесение антиадгезионного, разделительного, промежуточного покрытия, связывающего слоя, грунтовочного слоя и/или пропитка). Указанная основа может являться композитной пленкой, такой как, например, коэкструзионная пленка, имеющая два или большее число отличных слоев. Указанная вторая главная поверхность указанной основы может иметь противоскользящее или фрикционное покрытие. Примеры таких покрытий включают неорганические порошкообразные материалы (например, карбонат кальция или кварц), диспергированные в адгезиве.
Указанный топографически структурированный абразивный слой прикрепляется к указанной основе таким образом, что он не отделяется от указанной основы в процессе использования по назначению. Обычно указанный топографически структурированный абразивный слой непосредственно контактирует с указанной основой и закрепляется путем отверждения сшиваемого полимерного связующего, однако он может крепиться к указанной основе другими способами, такими как, например, с помощью адгезивного слоя (например, слоя термоплавкого клея).
Указанные имеющие точную форму абразивные композиты могут иметь любую точную форму, однако обычно содержат пирамидальные абразивные композиты, призматические абразивные композиты, юртовидные абразивные композиты или их смесь. Термин «пирамидальные абразивные композиты» обозначает абразивные композиты, имеющие форму пирамиды, т.е. пространственной фигуры с многоугольным основанием и треугольными гранями, которые встречаются в общей точке. Примеры имеющих точную форму абразивных композитов включают трехсторонние, четырехсторонние, пятисторонние и шестисторонние пирамидальные абразивные композиты, абразивные композиты, имеющие форму усеченной пирамиды, призматические абразивные композиты и юртовидные абразивные композиты. Могут также использоваться сочетания абразивных композитов с точной формой, имеющих различные формы, и/или абразивных композитов с точной формой, имеющих различные высоты. Например, пирамидальные абразивные композиты с точной формой могут чередоваться с абразивными композитами с точной формой, имеющими форму усеченной пирамиды и меньшую высоту. Указанные абразивные композиты с точной формой могут быть правильными (все стороны являются одинаковыми) или неправильными.
Указанные абразивные композиты с точной формой определяют указанный топографически структурированный абразивный слой и обычно располагаются в плотных упаковках (например, массивами), тогда как смежные абразивные композиты с точной формой соприкасаются один с другим по своим соответствующим основаниям, хотя допускается разделение между, по меньшей мере, некоторыми смежными абразивными композитами с точной формой. В указанном топографически структурированном абразивном слое могут иметься промежутки (например, полосы).
Высота указанных абразивных композитов с точной формой относительно указанной основы обычно находится в диапазоне от, по меньшей мере, 10 микрометров до 600 микрометров, хотя указанная высота может быть как больше, так и меньше. Как правило, высота указанных абразивных композитов с точной формой относительно указанной основы находится в диапазоне от 10 микрометров до 525 микрометров или даже в диапазоне от 10 микрометров до 100 микрометров.
Для целей чистовой абразивной обработки плотность размещения имеющих определенную форму абразивных композитов в указанном топографически структурированном абразивном слое обычно находится в пределах от, по меньшей мере, 1000, 10000 или даже, по меньшей мере, 20000 абразивных композитов на квадратный дюйм (например, по меньшей мере, 150, 1500 или даже 7800 абразивных композитов на квадратный сантиметр) и вплоть до 50000 (включительно), 70000 (включительно) или даже до 100000 (включительно) абразивных композитов на квадратный дюйм (вплоть до 7800 (включительно), 11000 (включительно) или даже 15000 (включительно) абразивных композитов на квадратный сантиметр), хотя можно также использовать большие или меньшие плотности абразивных композитов.
В указанные абразивные композиты могут включаться любые абразивные частицы, известные в отрасли. Примеры подходящих абразивных частиц включают: оксид алюминия, плавленый оксид алюминия, термообработанный оксид алюминия (который включает коричневый оксид алюминия, термообработанный оксид алюминия и белый оксид алюминия), керамический оксид алюминия, карбид кремния, зеленый карбид кремния, оксид алюминия-диоксид циркония, оксид хрома, оксид церия, оксид железа, гранат, алмаз, кубический нитрид бора и их комбинации. Размеры частиц, подходящих для работ по ремонту и чистовой обработке, обычно колеблются от, по меньшей мере, 0,01; 0,1; 1; 3 или даже 5 микрометров вплоть до 35, 50, 100 (включительно) или даже до 200 (включительно) микрометров, хотя можно также использовать частицы с размерами вне указанного диапазона. В некоторых вариантах реализации настоящего изобретения значения D50 указанных абразивных частиц колеблются от, по меньшей мере, 0,01; 0,1; 1; 3 или даже 5 микрометров вплоть до 35, 50, 100 (включительно) или даже до 200 (включительно) микрометров, хотя можно также использовать частицы с величиной параметра D50 вне указанного диапазона.
Указанные абразивные частицы могут быть связаны друг с другом (способами, иными, чем использование связующего) для получения окускованного материала, такого как описано, например, в патентах США №4311489 (Кресснер (Kressner)), а также 4652275 и 4799939 (оба - Блехер (Bloecher) и др.).
Поверхность указанных абразивных частиц может подвергаться обработке; в некоторых случаях указанная обработка поверхности может повышать адгезию к связующему, изменять шлифовальные характеристики указанных абразивных частиц и т.д. Примеры материалов, используемых для обработки поверхности, включают: связующие вещества, галоидсодержащие соли, оксиды металлов, в том числе кремнезем, тугоплавкие нитриды металлов и тугоплавкие карбиды металлов.
Указанные абразивные композиты (как пирамидальные, так и в форме усеченных пирамид) могут также содержать разбавляющие частицы, размеры которых обычно имеют тот же порядок величины, что и размеры указанных абразивных частиц. Примеры таких разбавляющих частиц: гипс, мрамор, известняк, кремень, кремнезем, стеклянные шарики, стеклянные бусы и алюмосиликат.
Для получения указанных абразивных композитов указанные абразивные частицы диспергируются в связующем. Указанное сшитое полимерное связующее обычно получается из соответствующего отверждаемого предшественника связующего. В процессе изготовления указанного структурированного абразивного изделия указанный отверждаемый предшественник связующего подвергается воздействию источника энергии, что способствует процессу отверждения. Примерами источников энергии являются источники тепловой энергии и лучистой энергии (включая электронный луч, ультрафиолетовый свет и видимый свет).
В процессе отверждения указанный отверждаемый предшественник связующего в результате образования сшитого полимера превращается в отвержденное связующее. После достаточного отверждения, при котором происходит застывание указанного отверждаемого предшественника связующего, которое необязательно должно быть полным отверждением, получается указанный абразивный композит.
Существуют два основных класса термореактивных полимеров - отверждаемые в результате реакции поликонденсации и отверждаемые в результате реакции полиприсоединения. Полимеризуемые реакцией полиприсоединения полимеры являются более выгодными, т.к. они легко отверждаются под воздействием лучистой энергии. Полимеризация по реакции полиприсоединения может происходить по катионному механизму или по свободнорадикальному механизму. В зависимости от используемого источника энергии и механизма отверждения указанного предшественника связующего, иногда для того, чтобы способствовать началу полимеризации, предпочтительно использовать отвердитель, инициирующий агент или катализатор.
Примерами типовых предшественников связующего являются фенольные полимеры, карбамидоформальдегидные смолы, уретановые смолы, меламино-формальдегидные смолы, цианатные смолы, изоцианатные смолы, акрилатные смолы (например, акрилированные уретаны, акрилированные эпоксиды, олефиновые соединения, производные аминопласта, имеющие боковые альфа-, бета-ненасыщенные карбонильные группы, изоциануратные производные, имеющие, по меньшей мере, одну боковую акрилатную группу, и изоцианатные производные, имеющие, по меньшей мере, одну боковую акрилатную группу), виниловые эфиры, эпоксидные смолы и комбинации вышеуказанного. В контексте настоящего документа термин «акрилат» включает и акрилаты, и метакрилаты.
Фенольные смолы подходят для использования в настоящем изобретении и обладают хорошими термическими свойствами, доступны, относительно дешевы и удобны в обращении. Существует два типа фенольных смол - резольные и новолачные. Резольные фенольные смолы характеризуются молярным отношением формальдегида к фенолу, большим чем или равным один к одному, обычно между примерно 1,5:1,0 и 3,0:1,0. Новолачные смолы имеют молярное отношение формальдегида к фенолу, меньшее чем один к одному. Примерами фенольных смол, выпускаемых в промышленном масштабе, являются фенольные смолы, выпускаемые компанией Occidental Chemicals Corp.(г.Даллас, штат Техас, США) под торговым названием «DUREZ» и «VARCUM», компанией Monsanto Co. (г.Сент-Луис, штат Миссури, США) под торговым названием «RESINOX» и компанией Ashland Specialty Chemical Co. (г.Дублин, штат Огайо, США) под торговым названием «AEROFENE» и «AROTAP».
Акрилированные уретаны обычно являются диакрилатными сложными эфирами (хотя они могут иметь большее или меньшее число акрилатных функциональных групп) гидрокси-заканчивающихся NCO-протяженных сложных или простых полиэфиров. Примерами акрилированных уретанов, выпускаемых в промышленном масштабе, являются акрилированные уретаны, выпускаемые компанией Morton Thiokol Chemical под торговым названием «UVITHANE 782» и компанией UCB Radcure (г.Смирна, штат Джорджия, США) под торговым названием «CMD 6600», «CMD 8400» и «CMD 8805».
Акрилированные эпоксиды являются диакрилатными сложными эфирами эпоксидных смол, такими как диакрилированные сложные эфиры эпоксидной смолы бисфенола А. Примерами акрилированных эпоксидов, выпускаемых в промышленном масштабе, являются акрилированные эпоксиды, выпускаемые компанией UCB Radcure под торговым названием «CMD 3500», «CMD 3600» и «CMD 3700».
Олефиновые (этиленно-ненасыщенные) смолы включают как мономерные, так и полимерные соединения, содержащие атомы углерода, водорода и кислорода и, факультативно, азот и галогены. Атомы кислорода, или азота, или обоих этих элементов обычно входят в состав эфирных, сложноэфирных, уретановых, амидных и карбамидных групп. Этиленно-ненасыщенные соединения предпочтительно имеют молекулярный вес менее чем примерно 4000 г/моль и предпочтительно являются сложными эфирами, полученными в результате реакции соединений, содержащих алифатические моногидрокси-группы или алифатические полигидрокси-группы, и ненасыщенных карбоксикислот, таких как акриловая кислота, метакриловая кислота, итаконовая кислота, кротоновая кислота, изокротоновая кислота, малеиновая кислота и т.п. Представительные примеры акрилатных смол включают метилметакрилат, этилметакрилат стирола, дивинилбензол, винилтолуол, дидкрилат этиленгликоля, метакрилат этиленгликоля, диакрилат гександиола, диакрилат триэтиленгликоля, триакрилат триметилолпропана, триакрилат глицерина, триакрилат пентаэритрита, метакрилат пентаэритрита, тетраакрилат пентаэритрита и тетраакрилат пентаэритрита. Прочие этиленно-ненасыщенные смолы включают моноаллиловые, полиаллиловые и полиметаллиловые эфиры и амиды карбоксильных кислот, такие как диаллилфталат, диаллиладипат и N,N-диаллиладипамид. Другие азотсодержащие соединения включают трис(2-акрилоил-оксиэтил)изоцианурат, 1,3,5-три(2-метиакрилоксиэтил)-s-триазин, акриламид, метилакриламид, N-метилакриламид, N,N-диметилакриламид, N-винилпирролидон и N-винилпиперидон.
Аминопласты имеют, по меньшей мере, одну боковую альфа-, бета-ненасыщенную карбонильную группу на молекулу или олигомер. Эти ненасыщенные карбонильные группы могут быть группами акрилатного, метакрилатного или акриламидного типа. Примерами таких веществ являются N-(гидроксиметил)-акриламид, N,N'-оксидиметиленбисакриламид, орто- и пара-акриламидометилированный фенол, акриламидометилированный фенольный новолак и их комбинации. Эти материалы более подробно описаны в патентах США №4903440 и 5236472 (оба - Кирк (Kirk) и др.).
Изоциануратные производные, имеющие, по меньшей мере, одну боковую акрилатную группу, и изоцианатные производные, имеющие, по меньшей мере, одну боковую акрилатную группу, более подробно описаны в патенте США №4652274 (Беттхер (Boettcher) и др.). Примером одного из циануратных материалов является трис(гидроксиэтил)изоцианурат.
Эпоксидные смолы имеют одно или несколько эпоксидных колец и полимеризуются путем разрыва кольца. Такие эпоксидные смолы включают в себя мономерные эпоксиды и олигомерные эпоксиды. Примерами подходящих эпоксидных смол являются 2,2-бис[4-(2,3-эпоксипропокси)-фенилпропан](диглицидиловый эфир бисфенола) и вещества, серийно выпускаемые компанией Resolution Performance Products (г.Хьюстон, штат Техас, США) под торговым названием «EPON 828», «EPON 1004» и «EPON 1001F» и компанией Dow Chemical Co. (г.Мидленд, штат Мичиган, США) под торговым названием «DER-331», «DER-332» и «DER-334» Другие подходящие эпоксидные смолы включают в себя глицидиловые эфиры фенол-формальдегидного новолака, выпускаемые в промышленном масштабе компанией Dow Chemical Co. под торговым названием «DEN-431» и «DEN-428».
Эпоксидные смолы, используемые в настоящем изобретении, могут полимеризоваться по катионному механизму с добавлением подходящего катионного отвердителя. Катионные отвердители образуют источник кислоты для инициирования полимеризации эпоксидной смолы. Такие катионные отвердители могут содержать соль, имеющую ониевый катион и галогенсодержащий комплексный анион металла или металлода.
Другие катионные отвердители содержат соль, имеющую металлоорганический комплексный катион и галогенсодержащий комплексный анион металла или металлода, и более подробно описаны в патенте США №4751138 (Тами (Tumey) и др.). Другими примерами являются металлорганическая соль и ониевая соль, описанные в патентах США №4985340 (Палазотто (Palazzotto) и др.), 5086086 (Браун-Уэнзли (Brown-Wensley) и др.) и 5376428 (Палазотто и др.). Другие катионные отвердители содержат ионную соль металлорганического комплекса, в котором металл выбирается из элементов групп IVB, VB, VIB, VIIB и VIIIB Периодической системы, и более подробно описаны в патенте США №5385954 (Палазотто и др.).
Что же касается полимеров, полимеризующихся по свободнорадикальному механизму, то в некоторых случаях предпочтительно, чтобы абразивная суспензия дополнительно содержала свободнорадикальный отвердитель. Однако в случае использования в качестве источника энергии электронного луча присутствие отвердителя не всегда требуется, поскольку электронный луч сам по себе генерирует свободные радикалы.
Примерами тепловых инициаторов свободных радикалов являются перекиси, например перекись бензоила, азосоединения, бензофеноны и хиноны. Отвердители, используемые с источниками ультрафиолетового или видимого света, иногда называются фотоинициаторами. Примерами инициаторов, порождающих источник свободных радикалов под воздействием ультрафиолетового излучения, являются, в числе прочих, вещества, выбранные из группы, содержащей органические пероксиды, азосоединения, хиноны, бензофеноны, нитрозосоединения, акрилгалиды, гидразоны, меркаптосоединения, производные пирилия, триакрилимидазолы, бисимидазолы, хлоралкилтриазины, эфиры бензоина, бензилкетали, тиоксантоны, производные ацетофенона и их смеси. Примеры инициаторов, порождающих источник свободных радикалов под воздействием видимого света, можно найти в патенте США №4735632 (Оксман (Oxman) и др.). Один из инициаторов, подходящих для использования с источниками видимого света, серийно выпускается компанией Ciba Specialty Chemicals, г.Тэрритаун, штат Нью-Йорк США под торговым названием «IRGACURE 369».
Для получения указанного топографически структурированного абразивного слоя приготавливается суспензия, содержащая указанные абразивные частицы, отверждаемый предшественник связующего и любые добавляемые компоненты для включения в указанные абразивные композиты с точной формой, которая наносится на технологическую оснастку, имеющую поверхность с полостями точной формы, форма и расположение которых являются комплементарными для требуемого топографически структурированного абразивного слоя. Затем указанная суспензия, пока она находится в указанных полостях указанной технологической оснастки, как правило, отверждается до степени, достаточной для ее застывания и прикрепления к основе. Далее указанная основа с прикрепленным указанным топографически структурированным абразивным слоем отделяется от указанной оснастки, тем самым давая структурированное абразивное изделие. В это или в более позднее время можно произвести дополнительное отверждение (например, постотверждение) связующего.
Указанная технологическая оснастка может представлять собой ленту, лист, непрерывный лист или полотно, валик для нанесения покрытия, например валик для глубокой печати, муфту, установленную на валике для нанесения покрытия, или штамп. Указанная технологическая оснастка может изготавливаться из металла (например, из никеля), металлических сплавов или пластмассы. Указанная металлическая технологическая оснастка может изготавливаться любым общепринятым способом, например гравированием, чеканкой, гальванопластикой или алмазным точением.
Оснастка из термопластика может изготавливаться путем реплицирования эталонной металлической оснастки. Такая эталонная оснастка имеет рельеф, обратный рельефу, требуемому для технологической оснастки. Указанная эталонная оснастка может изготавливаться тем же способом, что и технологическая оснастка. Указанная эталонная оснастка предпочтительно изготавливается из металла, например из никеля, и обрабатывается алмазным точением. Лист термопластичного материала можно нагреть вместе с эталонной оснасткой и вдавить этот термопластичный материал в рельеф эталонной оснастки, прижав их друг к другу. Термопластик можно также экструдировать или отливать на эталонную оснастку, а затем прессовать. Затем термопластик охлаждается для застывания, и получается технологическая оснастка. Примерами, термопластиков, предпочтительных для изготовления технологической оснастки, являются полиэфиры, поликарбонаты, поливинилхлорид, полипропилен, полиэтилен и их комбинации. Если используется термопластовая технологическая оснастка, следует быть внимательным, чтобы не подвергать ее чрезмерному нагреву, который может привести к деформации термопластовой технологической оснастки.
Указанная технологическая оснастка может также иметь антиадгезионное покрытие, облегчающее отделение абразивного изделия от технологической оснастки. Примерами таких антиадгезионных покрытий для металлов являются жесткие карбидные, нитридные или боридные покрытия. Примерами антиадгезионных покрытий для термопластов являются силиконы и фторированные соединения.
Дополнительные подробности, относящиеся к структурированным абразивным изделиям, имеющим абразивные композиты с точной формой, прикрепленные к основе, и к способам их изготовления, можно найти, например, в патентах США №5152917 (Пипер (Pieper) и др.), 5435816 (Сперджон (Spurgeon) и др.), 5672097 (Хупман (Hoopman)), 5681217 (Хупман и др.), 5454844 ((Хиббард (Hibbard) и др.), 5851247 (Стецель (Stoetzel) и др.), 6139594 ((Кинкейд (Kincaid) и др.) и в находящейся в процессе одновременного рассмотрения совместно переданной патентной заявке США №11/380444 (By (Woo) и др.).
Указанный твердый верхний слой, который может иметь как равномерную, так и неравномерную толщину и который может быть непрерывным или прерывистым, располагается, по меньшей мере, на части указанного топографически структурированного абразивного слоя. Например, указанный твердый верхний слой может располагаться на указанном топографически структурированном абразивном слое согласно непрерывному или прерывистому шаблону. Чаще всего указанный твердый верхний слой располагается, в сущности, на всей внешней поверхности указанного топографически структурированного абразивного слоя (т.е. на абразивной поверхности).
Указанный твердый верхний слой содержит эродирующие частицы и водорастворимый полимер.
Указанные эродирующие частицы могут содержать любой известный абразивный материал, например материалы, описанные в настоящем документе в связи с абразивными частицами, при условии, что они имеют твердость по Моосу, равную, по меньшей мере, 4 (например, твердость по шкале Мооса равняется, по меньшей мере, 4.8), что позволяет им сдирать сшитое полимерное связующее и обнажать абразивные частицы указанных абразивных композитов. Например, указанные эродирующие частицы могут содержать, по меньшей мере, одно из следующих веществ: карбид кремния или оксид алюминия.
Указанные эродирующие частицы характеризуются значением D50, которое меньше или равно значению D50 указанных абразивных частиц, поскольку более крупные частицы могут приводить к нежелательным царапинам на поверхности детали. Аналогичным образом, указанные эродирующие частицы могут иметь твердость по Моосу, меньшую, чем, по меньшей мере, часть или даже все из указанных абразивных частиц, что, как правило, уменьшает их абразивное воздействие на деталь в сравнении с указанными абразивными частицами.
Указанный водорастворимый полимер может являться любым полимером или смесью полимеров, растворимых в воде при типовых внешних условиях и/или условиях хранения, желательно при комнатной или чуть более высокой температуре (например, при 25°С и/или при 40°С). Примерами подходящих водорастворимых полимеров являются поливиниловые спирты (например, поливиниловые спирты, имеющие относительно низкую молекулярную массу и/или степени гидролиза ниже примерно 95 процентов), поли(винилпирролидон), поли(алкиленоксид) (например, полиэтиленоксидные и полипропиленоксидные парафины), сополимеры метилвинилового эфира и малеинового ангидрида, целлюлозные полимеры, гуаровую смолу, акриловые полимеры и их комбинации.
Указанные эродирующие частицы и водорастворимый полимер могут присутствовать в любом объемном соотношении (например, в объемном соотношении эродирующих частиц к совокупному объему эродирующих частиц и водорастворимого полимера от 5 до 75 процентов), при условии что количество водорастворимого полимера достаточно для того, чтобы поддерживать указанные эродирующие частицы в сухом состоянии.
Указанный верхний слой может иметь любой кроющий вес, однако кроющие веса в диапазоне от 3,2 до 16 граммов на квадратный метр (от 0,05 до 0,25 граммов на 24 квадратных дюйма) обычно обеспечивают хороший баланс характеристик и стоимости.
Указанный верхний слой обычно наносится на самую внешнюю поверхность указанного топографически структурированного абразивного слоя в виде дисперсии указанных эродирующих частиц в жидком носителе, содержащем растворенный в нем указанный водорастворимый полимер, после чего следует стадия сушки (например, в печи) для удаления достаточного для отверждения указанного верхнего слоя количества жидкого носителя, хотя могут использоваться и другие способы. Указанный жидкий носитель обычно является водным жидким носителем, таким как вода или смесь воды и смешиваемого летучего органического растворителя или растворителей (например, метанол, этанол, изопропанол и/или ацетон). Указанный верхний слой может наноситься на указанный топографически структурированный абразивный слой в виде непрерывного или прерывистого слоя, который может быть равномерным или неравномерным, рельефным или иным. Способы нанесения дисперсии эродирующих частиц в жидком носителе, содержащем растворенный в нем водорастворимый полимер, включают, например, нанесение валиком или распыление.
Обратная сторона основы (т.е. сторона основы, противолежащая указанному топографически структурированному абразивному слою) может быть запечатана соответствующей информацией согласно общепринятой практике доведения информации; например, можно указывать идентификационный номер продукта, крупность абразива и/или наименование изготовителя. Альтернативно или в дополнение аналогичная информация может печататься на лицевой стороне указанной основы, если указанный абразивный композит достаточно прозрачен, чтобы текст читался сквозь него.
Структурированные абразивные изделия согласно предмету настоящего изобретения могут факультативно иметь крепежный промежуточный слой, прикрепленный ко второй главной поверхности указанной основы, для облегчения закрепления указанного структурированного абразивного изделия на опорной пластине, прикрепленной к инструменту, например к шлифовальной машине произвольного действия. Указанный факультативный крепежный промежуточный слой может представлять собой слой адгезива (например, контактного клея) или двухстороннюю липкую ленту.
Для правильного функционирования указанный факультативный крепежный промежуточный слой может быть адаптирован для взаимодействия с одним или несколькими дополняющими элементами, прикрепленными к указанной опорной пластине. Например, указанный факультативный крепежный промежуточный слой может включать ткань с петельками для крепления типа «липучка» (например, для использования с полировальниками или опорными пластинами, ответные части крепления которых имеют крючочки), структуру с крючочками для крепления типа «липучка» (например, для использования с полировальниками или опорными пластинами, ответные части крепления которых имеют петельки) или перекрестный крепежный промежуточный слой (например, грибовидные сцепляющиеся крепежные элементы, предназначенные для сцепления с подобными грибовидными сцепляющимися крепежными элементами на полировальнике или опорной пластине). Дополнительные подробности, относящиеся к таким крепежным промежуточным слоям, можно найти, например, в патентах США №4609581 (Отт (Ott)), 5152917 (Пипер (Pieper) и др.), 5254194 (Отт), 5454844 (Хиббард (Hibbard) и др.), 5672097 (Хупман (Hoopman)) и 5681217 (Хупман и др.), а также в публикациях патентных заявок США №2003/0143938 (Брауншвейг (Braunschweig) и др.) и 2003/0022604 (Аннен (Annen) и др.).
Аналогичным образом указанная вторая главная поверхность указанной основы может иметь множество неотъемно сформованных крючочков, выступающих из нее, например, как описано в патенте США №5672186 (Чесли (Chesley) и др.). Эти крючочки будут обеспечивать сцепление между указанным структурированным абразивным изделием и опорной пластиной (полировальником), к которой прикреплена ткань с петельками.
В зависимости от конкретной формы опорных пластин, которые могут использоваться с ними, структурированные абразивные изделия, являющиеся предметом настоящего изобретения, могут иметь любую форму, например форму круга (например, диск), овала или прямоугольника (например, лист), и могут иметь зубчатые края или могут иметь форму бесконечной ленты. Указанные структурированные абразивные изделия могут иметь щели или прорези и могут быть снабжены перфорацией (например, перфорированный диск).
Структурированные абразивные изделия, являющиеся предметом настоящего изобретения, обычно полезны для шлифовки деталей, в особенности деталей, имеющих упрочненный полимерный слой, например слой автомобильной краски или прозрачного покрытия.
Указанные детали могут изготавливаться из любых материалов и иметь любую форму. Примерами материалов являются металлы, сплавы металлов, экзотические сплавы металлов, керамика, окрашенные поверхности, пластмассы, полимерные покрытия, камень, поликристаллический кремний, дерево, мрамор и их комбинации. Примерами деталей являются формовые и/или профилированные изделия (например, оптические линзы, кузовные автомобильные панели, корпуса лодок и катеров, прилавки и раковины), пластины, листы и блоки.
Структурированные абразивные изделия, являющиеся предметом настоящего изобретения, обычно полезны для ремонта и/или полировки полимерных покрытий, таких как краски и прозрачные лакокрасочные покрытия для транспортных средств (например, автомобильные краски и прозрачные лакокрасочные покрытия), примеры каковых включают: полиакрил-полиол-полиизоцианатные рецептуры (например, как описано в патенте США №5286782 (Лэм (Lamb) и др.)), гидроксил-содержащие акрил-полиол-полиизоцианатные рецептуры (например, как описано в патенте США №5354797 (Андерсон (Anderson) и др.)), полиизоцианат-карбонат-меламиновые рецептуры (например, как описано в патенте США №6544594 (Нагата (Nagata) и др.)) и рецептуры с высоким содержанием твердого полисилоксана (например, как описано в патенте США №6428898 (Барсотти (Barsotti) и др.)).
В зависимости от применения усилие контакта при шлифовании может колебаться от примерно 0,1 кг до свыше 1000 кг. Обычно усилие контакта при шлифовании колеблется между 1 кг и 500 кг. Кроме того, в зависимости от применения в процессе шлифовки может использоваться жидкость. Такой жидкостью может являться вода или органическое вещество. Примерами типовых органических веществ являются смазочные материалы, масла, эмульсии органических веществ, смазочно-охлаждающие жидкости, поверхностно-активные вещества (например, мыла, органические сульфаты, сульфонаты, органические фосфонаты, органические фосфаты) и их комбинации. Эти жидкости могут также содержать прочие добавки, такие как противовспениватели, обезжириватели, ингибиторы коррозии и их комбинации. При использовании структурированных абразивных изделий согласно предмету настоящего изобретения для смачивания зоны контакта при шлифовке желательно использовать жидкость, содержащую, по меньшей мере, некоторое количество воды.
Структурированные абразивные изделия, являющиеся предметом настоящего изобретения, могут использоваться, например, с вращающимся инструментом, который вращается вокруг центральной оси, обычно перпендикулярной к указанному структурированному абразивному слою, или с инструментом, вращающимся по произвольной орбите (например, шлифовальная машина произвольного действия), и может во время использования качаться в зоне контакта. В некоторых случаях такое покачивание может приводить к получению более чистой поверхности обрабатываемой детали.
Предметы и преимущества настоящего изобретения дополнительно иллюстрируются нижеследующими примерами, не ограничивающими настоящее изобретение, а конкретные материалы и их количества, указанные в этих примерах, а также прочие условия и подробности не должны рассматриваться как ограничивающие настоящее изобретение.
Примеры
Если не указано иное, все доли, процентные части, соотношения и т.д. в настоящих примерах и остальном описании являются весовыми.
В приведенных ниже примерах используются нижеследующие сокращения:
Сравнительный пример А
Абразивная суспензия нижеследующего весового состава готовилась так: 13,2 части ACR1, 20,0 части ACR2, 0,5 части DSP1, 2,0 части СРА1, 1,1 части UVI1 и 63,2 части MIN7 гомогенно диспергировались в течение приблизительно 15 минут при 20°С с использованием лабораторного воздушного аппарата для перемешивания. Указанная суспензия шпателем наносилась на микрореплицированную полипропиленовую оснастку шириной 12 дюймов (30,5 см), имеющую равномерно распределенные, тесно расположенные, имеющие чередующиеся скошенные под углом 34° срезы, пирамидальные массивы, имеющие 11×11 рядов с шириной основания 3,3 мил на 3,3 мил (83,8 на 83,8 микрометра) и глубиной 2,5 мил (63,5 микрометра), разделенные 3×3 рядами такого же пирамидального массива, укороченного по глубине до 0,83 мил (21 микрометр), как показано на фиг.2 патентной заявки США №11/380444 (By (Woo) и др.). Указанная оснастка изготавливалась по соответствующему эталонному валику, в общем, согласно способам, описанным в патенте США №5975987 (Хупман (Hoopman) и др.). Затем указанная производственная оснастка, заполненная суспензией, укладывалась на полотно из покрытой этиленакриловой кислотой полиэфирной пленки шириной 12 дюймов (30,5 см) и толщиной 3,71 мил (94,2 микрометра), серийно выпускаемой компанией 3М Company под торговым названием «МА370М», пропускалась через прижимные валки (давление прижима 90 фунтов/кв. дюйм (620,5 кПа) на ширине полотна в 10 дюймов (25,4 см)) и облучалась ультрафиолетовой (УФ) лампой типа «D», производство компании Fusion Systems Inc., г.Гейтерсберг, штат Мэриленд, США, при 600 Вт/дюйм (236 Вт/см) при перемещении полотна со скоростью 30 фунтов/мин (9,14 м/мин). Полипропиленовая оснастка отделялась от загрунтованной этиленакриловой кислотой полиэфирной пленки, что приводило к получению полностью отвержденного абразивного слоя с точной формой, приклеенного к загрунтованной этиленакриловой кислотой полиэфирной пленке, как показано на фиг.3. На обратную сторону (противолежащую стороне с топографически структурированным абразивным слоем) указанной пленки наносился контактный клей (серийно выпускаемый компанией 3М Company под торговым названием «3М SCOTCH BRAND 442KW»). Затем из указанного абразивного материала штампом вырубались диски с диаметрами, варьирующими от 0,75 дюйма (1,91 см) до 1,25 дюйма (3,18 см).
Пример 1
Минеральная дисперсия готовилась согласно нижеследующей методике с использованием материалов и количеств в объемных частях, указанных в таблице 1. Готовился 20%-ный по весу раствор BIN1 в воде. К этому раствору добавлялся минеральный материал MIN1 в количестве, достаточном для достижения содержания минерального вещества в 20% от суммарного объема сухого верхнего слоя. Затем вязкость указанной дисперсии доводилась до сдвиговой вязкости в диапазоне от 2-3 Па-сек путем добавления ТНK1 при рН, равном примерно 9.
Эта минеральная дисперсия валиком наносилась на 12-дюймовую (30,5 см) ширину структурированного абразивного изделия (SA1), полученного в Сравнительном Примере 1. Покрытое структурированное абразивное изделие высушивалось при 150°F (65,6°C) в течение 10 минут. Полученное структурированное абразивное изделие с твердым верхним слоем показано на фиг.4.
Примеры 2-3 и Сравнительные примеры В-D
Примеры 2-3 и Сравнительные примеры В-D готовились в соответствии со способом, описанным в Примере 1, за исключением того, что для приготовления минеральной дисперсии использовались иные полимеры, как указано в таблице 1.
Примеры 4-6 и Сравнительные примеры Е-F
Примеры 4-6 и Сравнительные примеры Е-F готовились в соответствии со способом, описанным в Примере 1, за исключением того, что для приготовления минеральной дисперсии использовались иные полимеры, как указано в таблице 1.
Примеры 7-11
Примеры 7-11 готовились в соответствии со способом, описанным в Примере 1, за исключением того, что для приготовления минеральной дисперсии использовались иные концентрации минеральных материалов, как указано в таблице 1.
Сравнительный пример G
Сравнительный пример G готовился в соответствии со способом, описанным в Примере 1, за исключением того, что для приготовления минеральной дисперсии не использовалось связующее, как указано в таблице 1.
Сравнительный пример Н
Сравнительный пример Н готовился в соответствии со способом, описанным в Примере 1, за исключением того, что к минеральной дисперсии добавляли один весовой процент SURF1, как указано в таблице 1.
Сравнительный пример I
Сравнительный пример I готовился в соответствии со способом, описанным в Примере 1, за исключением того, что для приготовления минеральной дисперсии не использовались минеральные вещества и к минеральной дисперсии добавляли один весовой процент SURF1, как указано в таблице 1.
Оценка удаления шишек вручную
Оценивалась способность изделий Примера 1 и Сравнительного примера А удалять шишки от пыли на плитке для испытания автомобильных прозрачных покрытий ТР1 без сопутствующего сглаживания окружающей текстуры типа «апельсиновая корка». Шишки от пыли на отвержденном прозрачном покрытии (ТР1) отмечались визуально и слегка сбрызгивались водой. 1,25-дюймовый (3,18 см) образец структурированного абразивного изделия, подлежащий оценке (как указано в таблице 1), крепился на полировальнике (полировальник с виниловой лицевой стороной диаметром 1,25 дюйма (3,18 см) с твердостью 40-60 единиц по Шору 00, серийно выпускаемый компанией 3М Company, г.Сент-Пол, штат Миннесота, США, под торговым названием «3М FINESSE-IT STIKIT BACKUP PAD, PART No. 02345»), который затем устанавливался на плоскошлифовальной машине произвольного действия с пневматическим приводом, модель №57502, полученной от компании Dynabrade, Inc., г.Кларенс, штат Нью-Йорк, США. Данная шишка от пыли (внешний диаметр <1 мм) на испытательной плитке зачищалась циклами по 3 сек, используя давление в воздушной линии, равное 90 фунтов/кв. дюйм (620 кПа), причем для создания усилия прижима по центру указанного абразивного изделия служил вес инструмента. После каждого цикла зачистки испытательная плитка (ТР1) дочиста протиралась изопропанолом. Регистрировались результаты визуального осмотра зачищенной испытательной плитки в месте с отмеченными шишками от пыли. Результаты представлены в таблице 1, ниже.
Все патенты, патентные заявки и публикации, процитированные в настоящем документе, полностью включаются в него по ссылке так, как если бы они включались по отдельности.
Не отклоняясь от объема и сущности настоящего изобретения, компетентные в данной области специалисты могут внести в него различные модификации и изменения, и следует понимать, что настоящее изобретение не ограничивается иллюстративными вариантами осуществления, изложенными в настоящем документе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТИСНЕНОЕ СТРУКТУРИРОВАННОЕ АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЯ | 2007 |
|
RU2449881C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2605721C2 |
| ПЛАЗМЕННОЕ НАПЫЛЕНИЕ | 2003 |
|
RU2332522C2 |
| Легкоочищаемая поверхность и способ ее изготовления | 2014 |
|
RU2635229C2 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| МНОГОСТАДИЙНЫЙ СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИЙ ЭТИЛЕНОВОГО ПОЛИМЕРА | 2005 |
|
RU2382791C2 |
| ПОКРЫТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ | 2011 |
|
RU2555269C2 |
| АБРАЗИВНЫЕ ЧАСТИЦЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЯ | 2002 |
|
RU2303621C2 |
| АБРАЗИВНЫЕ ИЗДЕЛИЯ, ИНСТРУМЕНТЫ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ВРАЩЕНИЯ, СПОСОБЫ | 2008 |
|
RU2471606C2 |
| ИЗДЕЛИЕ ДЛЯ МНОГОКРАТНО ИСПОЛЬЗУЕМЫХ ПОДЛОЖЕК, ОБЕСПЕЧИВАЮЩЕЕ ПРИЗНАКИ НЕСАНКЦИОНИРОВАННОГО ВОЗДЕЙСТВИЯ НА НЕГО | 1999 |
|
RU2218376C2 |
Изобретение относится к структурированному абразивному материалу с верхним слоем и может быть использовано, например, с вращающимся инструментом. Структурированное абразивное изделие включает основу, имеющую первую и вторую противолежащие главные поверхности, топографически структурированный абразивный слой, прикрепленный к указанной основе. Указанный структурированный абразивный слой содержит абразивные композиты с точной формой, причем указанные абразивные композиты с точной формой содержат абразивные частицы в сшитом полимерном связующем и указанные абразивные частицы характеризуются параметром D50, и твердый верхний слой, расположенный на, по меньшей мере, части указанного топографически структурированного абразивного слоя. Указанный твердый верхний слой содержит эродирующие частицы с твердостью по шкале Мооса, равной, по меньшей мере, 4, и водорастворимый полимер, причем указанные эродирующие частицы имеют значение D50, меньшее или равное значению D50 указанных абразивных частиц. Технический результат: получение структурированного абразивного материала с верхним слоем. 3 н. и 17 з.п. ф-лы, 4 ил., 1 табл., 1 пр.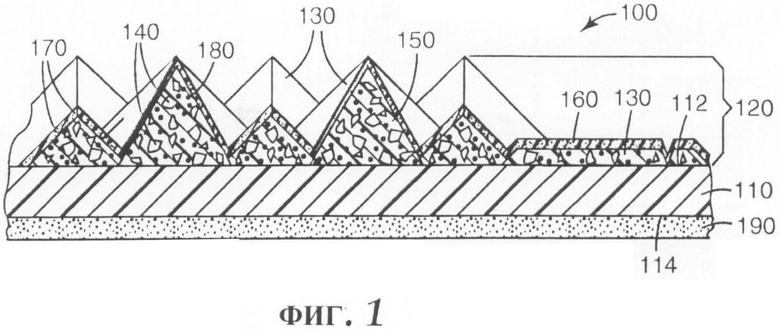
1. Структурированное абразивное изделие, включающее основу,
имеющую первую и вторую противолежащие главные поверхности, топографически структурированный абразивный слой, прикрепленный к указанной основе, при этом указанный структурированный абразивный слой содержит абразивные композиты с точной формой, причем указанные абразивные композиты с точной формой содержат абразивные частицы в сшитом полимерном связующем и указанные абразивные частицы характеризуются параметром D50, и твердый верхний слой, расположенный на, по меньшей мере, части указанного топографически структурированного абразивного слоя, при этом указанный твердый верхний слой содержит эродирующие частицы с твердостью по шкале Мооса, равной, по меньшей мере, 4, и водорастворимый полимер, причем указанные эродирующие частицы имеют значение D50, меньшее или равное значению D50 указанных абразивных частиц.
2. Структурированное абразивное изделие по п.1, отличающееся тем, что указанный водорастворимый полимер содержит, по меньшей мере, одно из следующих веществ: поливиниловый спирт, поли(винилпирролидон), поли(алкиленоксид), сополимер метилвинилового эфира и малеинового ангидрида, целлюлозный полимер, гуаровую смолу или акриловый полимер.
3. Структурированное абразивное изделие по п.1, отличающееся тем, что указанный водорастворимый полимер содержит, по меньшей мере, одно из следующих веществ: поливиниловый спирт или поли(винилпирролидон).
4. Структурированное абразивное изделие по п.1, отличающееся тем, что указанная основа является пленочной основой.
5. Структурированное абразивное изделие по п.1, отличающееся тем, что указанные эродирующие частицы содержат, по меньшей мере, одно из следующих веществ: карбид кремния или оксид алюминия.
6. Структурированное абразивное изделие по п.1, отличающееся тем, что указанные эродирующие частицы имеют твердость по шкале Мооса, меньшую, чем твердость, по меньшей мере, части указанных абразивных частиц.
7. Структурированное абразивное изделие по п.1, отличающееся тем, что указанный твердый верхний слой является непрерывным.
8. Структурированное абразивное изделие по п.1, отличающееся тем, что указанные абразивные композиты с точной формой имеют высоту, относительно указанной основы, в диапазоне от 10 до 525 мкм.
9. Структурированное абразивное изделие по п.1, отличающееся тем, что оно имеет промежуточный крепежный слой, прикрепленный ко второй главной поверхности указанной основы.
10. Структурированное абразивное изделие по п.1, отличающееся тем, что указанное сшитое полимерное связующее содержит, по меньшей мере, один компонент, выбранный из группы, состоящей из акриловых, фенольных, эпоксидных, уретановых, цианатных, изоциануратных полимеров, аминопластов и их комбинаций.
11. Структурированное абразивное изделие по п.1, отличающееся тем, что указанные абразивные частицы выбраны из группы, состоящей из оксида алюминия, плавленого оксида алюминия, термообработанного оксида алюминия, керамического оксида алюминия, карбида кремния, зеленого карбида кремния, оксида алюминия-диоксида циркония, оксида церия, оксида железа, граната, алмаза, кубического нитрида бора и их комбинаций.
12. Структурированное абразивное изделие по п.1, отличающееся тем, что указанные абразивные частицы имеют значение D50 в диапазоне от 0,01 до 200 мкм.
13. Способ абразивной обработки деталей, включающий приведение, по меньшей мере, части указанного топографически структурированного абразивного слоя структурированного абразивного изделия по п.1 во фрикционный контакт с деталью в присутствии воды, и перемещение, по меньшей мере, одного из следующих элементов - указанной детали или указанного топографически структурированного абразивного слоя относительно другого для шлифовки, по меньшей мере, части поверхности указанной детали.
14. Способ изготовления структурированного абразивного изделия, включающий:
изготовление структурированного абразивного изделия, включающего:
основу, имеющую первую и вторую противолежащие главные поверхности, топографически структурированный абразивный слой, прикрепленный к указанной основе, при этом указанный структурированный абразивный слой содержит абразивные композиты с точной формой, причем указанные абразивные композиты с точной формой содержат абразивные частицы в сшитом полимерном связующем и указанные абразивные частицы характеризуются параметром D50, и
помещение на, по меньшей мере, части указанного топографически структурированного абразивного слоя твердого верхнего слоя, содержащего эродирующие частицы с твердостью по шкале Мооса, равной, по меньшей мере, 4, и водорастворимый полимер, причем указанные эродирующие частицы имеют значение D50, меньшее или равное значению D50 указанных абразивных частиц.
15. Способ по п.14, отличающийся тем, что указанное нанесение указанного твердого верхнего слоя включает:
нанесение жидкой смеси, по меньшей мере, на часть указанного топографически структурированного абразивного слоя, причем указанная жидкая смесь содержит указанные эродирующие частицы, водорастворимый полимер и жидкий носитель, и удаление указанного жидкого носителя в количестве, достаточном для получения указанного твердого верхнего слоя.
16. Способ по п.14, отличающийся тем, что указанный водорастворимый полимер содержит, по меньшей мере, одно из следующих веществ: поливиниловый спирт, поли(винилпирролидон), поли(алкиленоксид), сополимер метилвинилового эфира и малеинового ангидрида, целлюлозный полимер, гуаровую смолу или акриловый полимер.
17. Способ по п.14, отличающийся тем, что указанный водорастворимый полимер содержит, по меньшей мере, одно из следующих веществ: поливиниловый спирт или поли(винилпирролидон).
18. Способ по п.14, отличающийся тем, что указанные эродирующие частицы имеют твердость по шкале Мооса, меньшую, чем твердость, по меньшей мере, части указанных абразивных частиц.
19. Способ по п.14, отличающийся тем, что указанные абразивные композиты с точной формой имеют высоту, относительно указанной основы, в диапазоне от 10 до 525 мкм.
20. Способ по п.14, отличающийся тем, что он включает прикрепление промежуточного крепежного слоя к указанной второй главной поверхности указанной основы.
| US 5942015 А, 24.08.1999 | |||
| US 5714259 А, 03.02.1998 | |||
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИЗДЕЛИЯ | 1999 |
|
RU2203797C2 |

