Настоящее изобретение относится к усовершенствованиям, сделанным для устройств, которые делают возможным автоматизацию технологического процесса забивки металлических арматурных хомутов в недавно отлитые предварительно напряженные или железобетонные балки и заготовки (из свежеприготовленной бетонной смеси), где множество балок отформованы в продольном направлении на дорожках с рельсами, по которым могут плавно двигаться формовочная машина, которая ранее формует балки, и сама машина для забивки арматурных хомутов, которая является объектом усовершенствований, описываемым в этой заявке.
Это описание обеспечит подробное объяснение основных характеристик усовершенствований, которые являются объектом настоящего изобретения.
Машина для забивки арматурных хомутов по существу состоит из шасси, которое может двигаться на рельсах с помощью колес и средства тяги, с которыми оно предусмотрено. Оно также имеет загрузочную каретку для синусоидально криволинейных или подобно профилированных арматурных хомутов, которая также имеет средство тяги и которая позиционирует металлические арматурные хомуты в области забивки, где сложный зажим, который движется вертикально вниз, берет и удерживает их, забивая их в бетон так, чтобы они проникали во вновь отлитые балки или заготовки.
Она также состоит из аппаратуры для генерации вибрации, которая жестко соединена с зажимом и которая передает вибрацию к арматурным хомутам во время действия забивания, облегчая, таким образом, их проникновение в бетон. Она также имеет продольные шаблоны, которые параллельны рельсам дорожек, с формой или профилем бетонной заготовки, в которую забивают указанные арматурные хомуты для предотвращения их деформации вследствие давления, прикладываемого во время действия забивания.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В настоящее время известны устройства для позиционирования и также забивки металлических арматурных хомутов и элементов жесткости в некоторые типы предварительно напряженных или железобетонных балок и плит, причем целью этих арматурных хомутов является поглощение (амортизация) сдвиговых эффектов, вызываемых в плитах (панелях) крыши и перекрытиях во время возможного действия - землетрясения. В существующих нормативных документах в отношении сооружений гражданского строительства в областях с сейсмической опасностью указано на обязательность использования предварительно напряженных или железобетонных балок и элементов, оборудованных с этим типом арматурных хомутов, выступающих из бетона, также известных как шпонки, работающие на срез.
Современный технологический процесс установки арматурных хомутов проводят путем ручного позиционирования и обвязки указанных арматурных хомутов к продольным элементам жесткости, натянутым или расчаленным вдоль производственных дорожек или форм, со временем, которое это занимает, так как указанные арматурные хомуты склонны укорачиваться (50 или 60 см) в настоящее время их, в общем, позиционируют и монтируют вручную, обвязывая вдоль формовочных дорожек, которые, как правило, имеют длину 100-200 м, также принимая во внимание то, что на одной дорожке получают несколько линий балок (8 или 10 балок). Эта ручная система может быть использована только с определенными типами формовочных машин.
Арматурные хомуты в настоящее время забивают на продолжении заготовок форм на самой формовочной машине или на виде дополнительного продолжения литьевых форм с колесами, после чего арматурный хомут забивают вручную посредством физического усилия оператора, который делает это и с тем недостатком, что, будучи на нулевой отметке, усилие забивания их должно быть всегда загибающим, что ухудшается тем фактом, что несколько линий балок (8 или 10 балок) получают на одной дорожке одновременно, и это действие забивания должно выполняться с интенсивностью или скоростью, устанавливаемой формовочной машиной.
Кроме того, при таком способе выполнения технологического процесса забивания арматурных хомутов бетон, используемый для формования должен быть жидким для облегчения самой технологической операции забивания, что означает использование бетона с более высоким отношением вода-цемент, делая необходимым использование большего количества цемента при дозировании его так, чтобы он не потерял прочность.
При современной системе ручной забивки арматурных хомутов, так как не представляется возможным приложение вибрации к металлическим арматурным хомутам при их забивании, труднее закрывать соединение, получаемое в самом бетоне, когда арматурный хомут проникает в него, что может впоследствии привести к возможному образованию трещин в самом бетоне сразу же после его застывания и во время операций передачи усилий предварительного обжатия бетона, погрузочно-разгрузочных операций и установки изделия на стройплощадках.
ОБЪЕКТ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
В частности, усовершенствования, которые являются объектом настоящего изобретения, делают возможным, во-первых, приготовление и установку на загрузочную каретку множества наборов металлических арматурных хомутов для последующей их забивки; во-вторых, автоматическую забивку металлических арматурных хомутов в бетон, используя сложный захват; и, в-третьих, использование продольных форм с конфигурацией бетонной заготовки для забивки в нее арматурных хомутов, предотвращая деформацию предварительно отформованной заготовки в течение действия забивания и действия выпрямления, которое улучшает чистоту поверхности бетонной детали и содействует закрыванию соединения в том месте, где арматурные хомуты проникли в нее.
Для подробного описания характеристик компонентов машины для забивки арматурных хомутов, с которой были использованы усовершенствования, которые являются объектом настоящего изобретения, прилагается набор сопроводительных чертежей, в которых в качестве неограничивающего примера иллюстрируется практический вариант осуществления машины для забивки арматурных хомутов.
В указанных чертежах
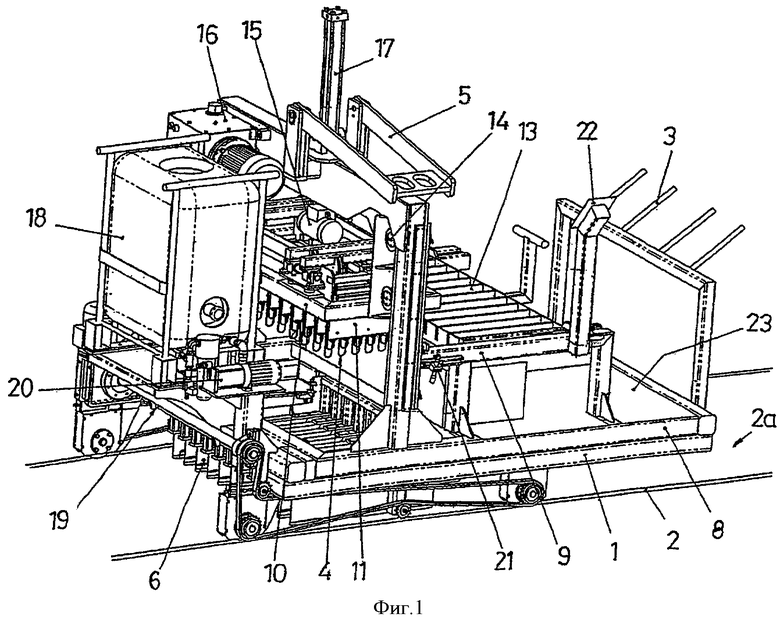
Фиг.1 - общее изометрическое изображение конструкции машины для забивки арматурных хомутов, для которой были использованы усовершенствования, описанные в этой заявке;
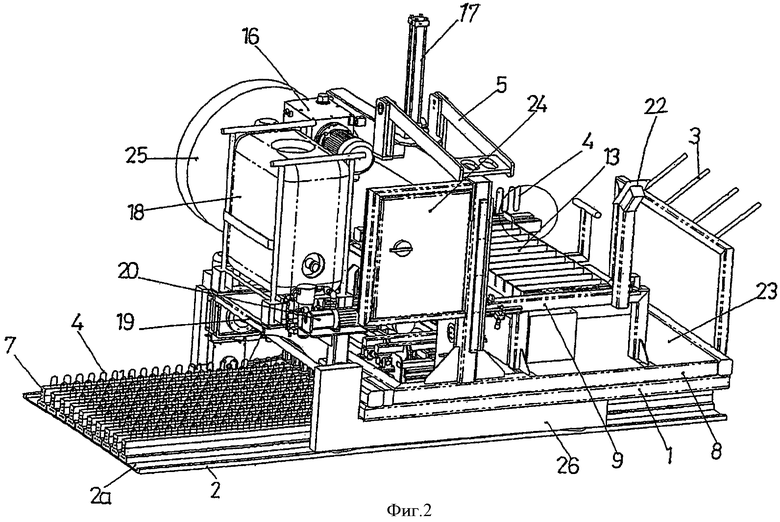
Фиг.2 - изометрическое изображение самой машины для забивки арматурных хомутов, подобное изображению, приведенному на предшествующем чертеже, но с введением дополнительных элементов самой машины, также иллюстрирующее набор формованных заготовок, в которые должны забиваться соответствующие арматурные хомуты;
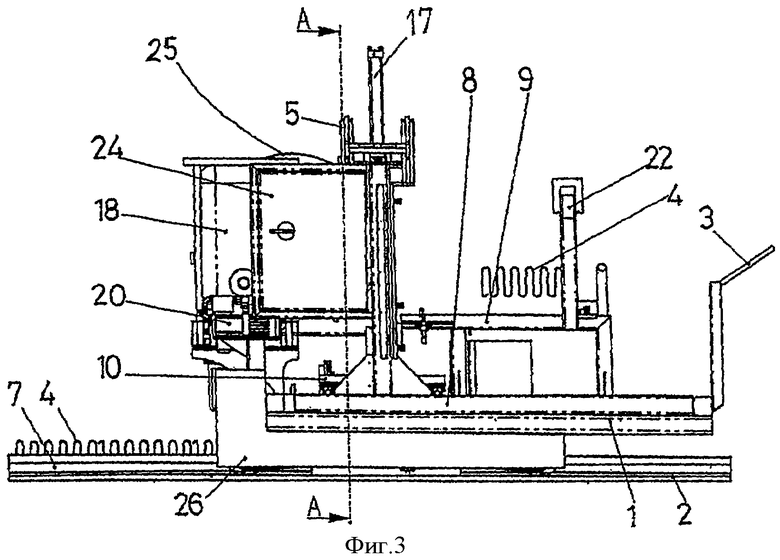
Фиг.3 - вертикальный вид сбоку машины, полностью соответствующей предшествующему чертежу, с деталями для содействия иллюстрации того, как она работает;
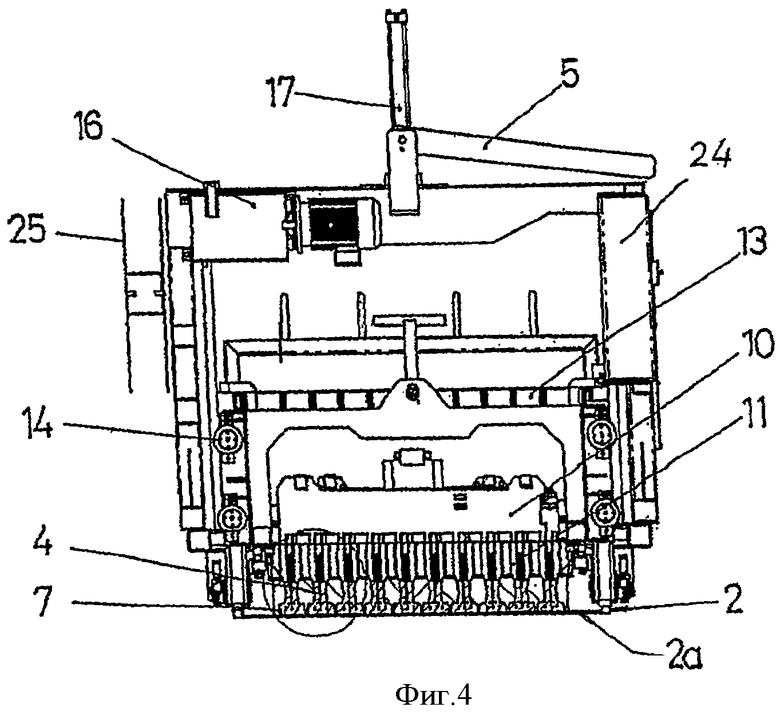
Фиг.4 - сечение машины для забивки арматурных хомутов, сделанное по линии АА, показанной на предшествующем чертеже;
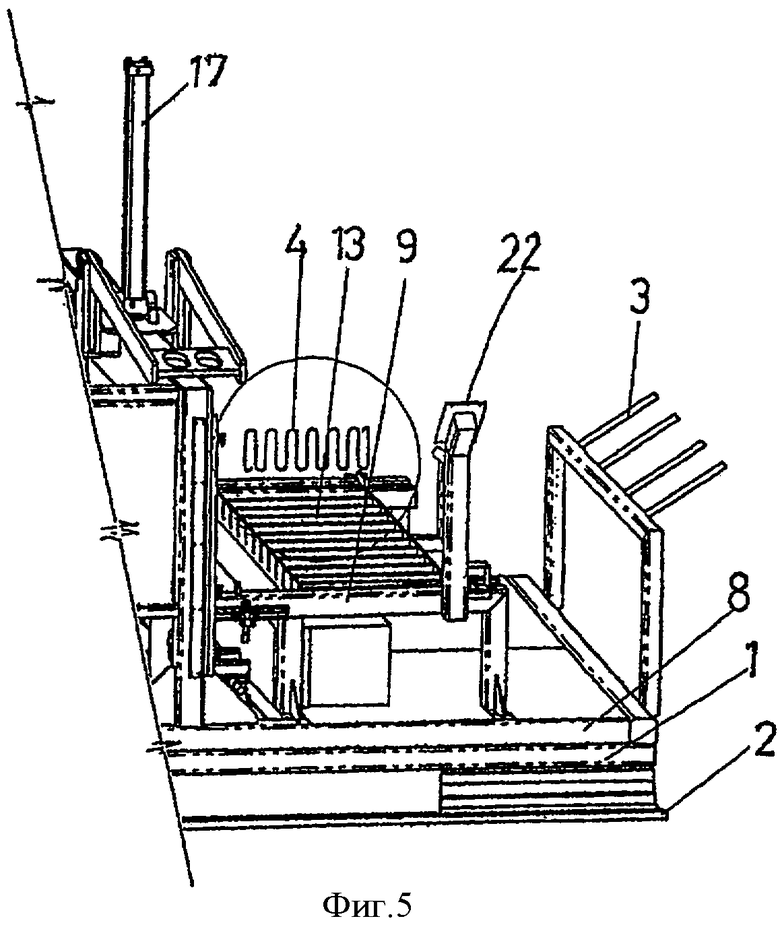
Фиг.5 - изометрическое изображение части машины, иллюстрируемой на фиг.2 и фиг.3, показывающее первоначальное позиционирование арматурных хомутов для последующей забивки в бетонные заготовки;
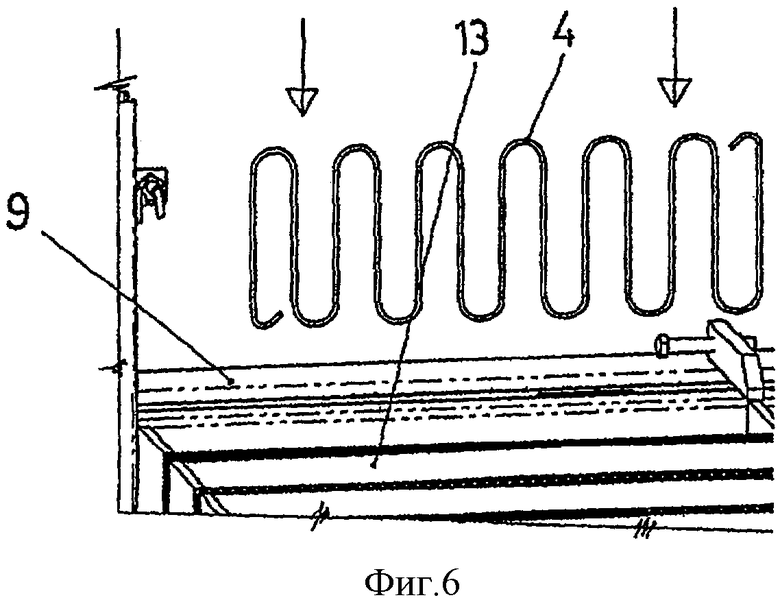
Фиг.6 - увеличенная деталь области, где арматурные хомуты будут позиционированы в машине в начале технологического процесса забивки;
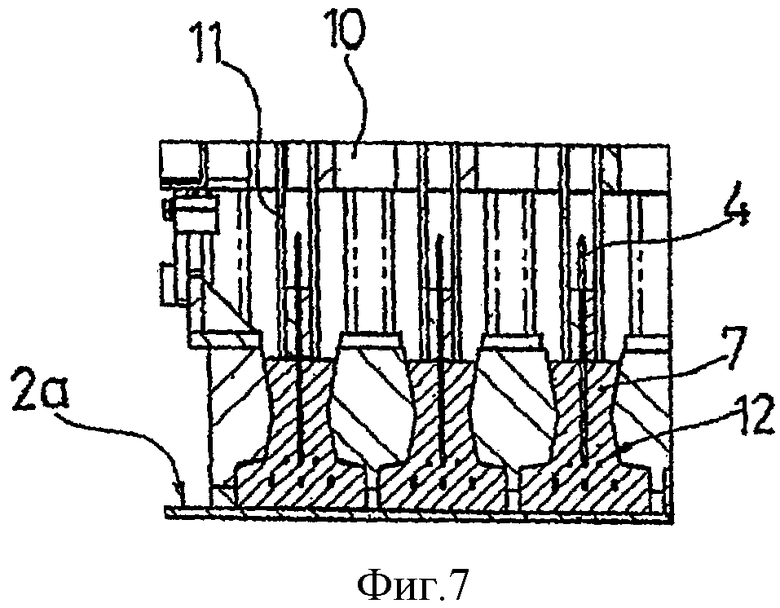
Фиг.7 - также увеличенная деталь основания машины на выходе формованных заготовок и с арматурными хомутами, забиваемыми в них, в соответствии с фиг.4;
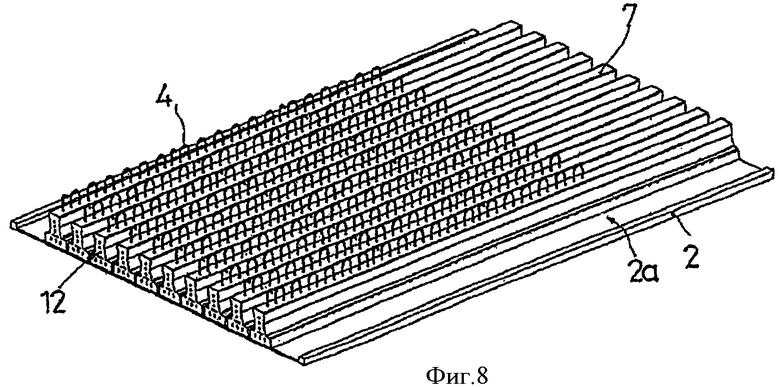
Фиг.8 - изометрическое изображение набора формованных заготовок, которые уже оставили машину для забивки арматурных хомутов с забитыми арматурными хомутами, размещенными в продольном направлении; и
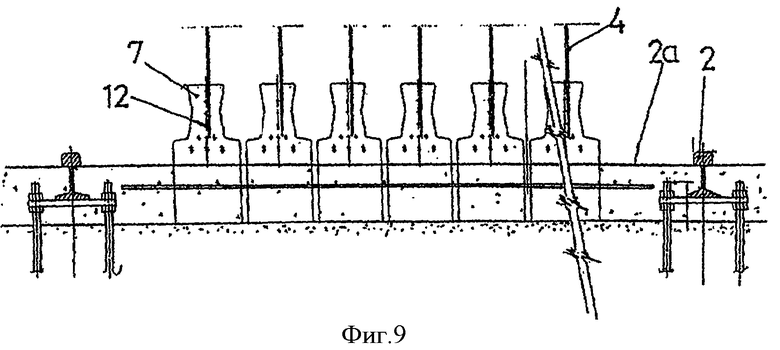
Фиг.9 - частичное поперечное сечение нескольких формованных заготовок, соответствующее предшествующему чертежу, и с особым позиционированием арматурных хомутов, немного аксиально смещенных от центра.
ОПИСАНИЕ МАШИНЫ, ДЛЯ КОТОРОЙ БЫЛИ ИСПОЛЬЗОВАНЫ УСОВЕРШЕНСТВОВАНИЯ
Машина для забивки арматурных хомутов, для которой были использованы усовершенствования, являющиеся объектом настоящего изобретения, состоит из мобильного шасси 1, которое имеет подвижные колеса со своим собственным средством тяги, которые плавно движутся на рельсах 2 производственных дорожек 2а, на которых непрерывно формуют множество предварительно напряженных или железобетонных балок или других деталей.
Другие компоненты самой машины крепятся на этом мобильном шасси 1, а на задней части машины она может также иметь кронштейны 3 для позиционирования и хранения арматурных хомутов 4, которые должны быть забиты. Кроме того, имеется соединение 5 в ее центральной части для того, чтобы машина могла быть перемещена к другим формовочным дорожкам при использовании соответствующего мостового крана.
Блок имеет продольные литьевые формы 6, параллельные рельсам 2 дорожек 2а, в форме бетонной заготовки 7 для забивки арматурных хомутов 4. Эти формы входят в контактное взаимодействие с дорожкой 2а и жестко соединены с мобильным шасси 1, тогда как они имеют открытую верхнюю часть для разрешения забивки арматурных хомутов 4.
Целью этих форм 6 является предотвращение деформации предварительно отформованных бетонных заготовок 7, при этом на их профиль не оказывается воздействие в течение действия забивки вследствие давления, прикладываемого во время указанного действия, и они также улучшают чистоту поверхности самой бетонной заготовки 7.
Он также имеет шасси 8, которое может двигаться в поперечном направлении, на котором позиционированы и закреплены каретка 9 держателя арматурных хомутов и зажимной блок 10 с множеством сочлененных захватов 11.
Это поперечное движение шасси 8 делает возможным более точное центрирование точки, в которой забивают арматурные хомуты 4, в верхней части балок или других бетонных заготовок 7. Эту точку забивки определяют положением арматурных стержней 12 так, чтобы арматурные хомуты 4 не интерферировали с указанными стержнями.
Машина для забивки арматурных хомутов имеет также лоток или каретку 13 для загрузки арматурных хомутов 4, которая имеет множество гнезд для указанных арматурных хомутов 4 (столько, сколько имеется линий балок или заготовок для забивки в них хомутов), где все арматурные хомуты 4 позиционированы вручную или альтернативно благодаря автоматической опции, будучи в отведенном положении. Эта каретка 13 имеет свое собственное средство тяги, которое может факультативно приводиться в действие автоматически.
Когда вышеупомянутая каретка 13 для загрузки арматурных хомутов полностью загружена, она будет двигаться вперед в вертикальном положении забивки, где зажим 10 и соответствующие захваты 11 возьмут арматурные хомуты 4, затем указанная каретка 13 возвращается в ее исходное отведенное или загрузочное положение для нового цикла.
Как было указано выше, этот зажим 10 имеет множество сочлененных захватов 11, которые захватывают и крепят арматурные хомуты 4 в правильном положении для забивки их в бетон, и он может двигаться также вертикально посредством колес 14, которые дают ему возможность подниматься и опускаться автоматически. Он также имеет аппаратуру для генерирования вибрации 15, которая непосредственно передается к указанным металлическим арматурным хомутам 4.
Как только захваты 11 зажима 10 перевели арматурные хомуты 4 в их верхнее положение, он перемещает их вниз к нижнему положению и в его опущенном положении забивает их просто в полузатвердевший бетон при содействии указанной вибрации. Вибрация облегчает их проникновение в бетон.
После действия забивки зажим 10 даст возможность своим захватам 11 прекратить захватывание арматурных хомутов 4, которые были забиты, освобождая их, и весь блок движется в верхнее положение, чтобы начать новый цикл забивки.
Вибрация, передаваемая к арматурным хомутам 4, облегчает не только само действие забивки, но также закрытие соединения, полученного в бетоне, в то время как указанные арматурные хомуты проникают в него.
Кроме всего прочего, хотя это может быть логически выведено из вышеприведенного описания, указанные арматурные хомуты 4 предпочтительно являются синусоидально криволинейными и соответствующей длины, что означает то, что как только они были вставлены в бетон так, как это было описано выше, верхние части, которые выходят из бетонных заготовок, являются дугообразными концами, которые создают отверстие совместного совмещения с дугами других параллельных заготовок, они могли быть связаны на других поперечных арматурных стержнях, которые не показаны на чертежах. На фиг.8 можно видеть указанные арматурные хомуты 4, появляющиеся из формованных заготовок 7, как было описано выше.
Гидравлический блок 16 делает возможным приведение в действие поршня 17, который движет зажимной блок 10 из его верхнего положения в его нижнее положение и наоборот.
Блок также имеет водяной бак 12, снабженный распылительной аппаратурой 19, которая приводится в действие посредством насоса 20, увлажняя поверхность бетонных заготовок 7, которые уже были сформованы на дорожке 2а. Эти распылительные устройства 19 расположены на передней и задней сторонах литьевых форм 6 с двойной целью обеспечения возможности указанным литьевым формам 6 плавно перемещаться во время движения машины вдоль формовочных дорожек 2а и улучшения чистоты поверхности бетонных заготовок 7, в которые забиты указные арматурные хомуты 4, действующие, как если бы они были полировщиком бетона, а литьевые формы 6 гарантируют то, чтобы бетонные заготовки не деформировались во время забивки арматурных хомутов 4.
Движение и приведение в действие блока, который забивает арматурные хомуты 4 вдоль формовочных дорожек 2а, может управляться вручную, управляться одним или двумя операторами, которые размещают соответствующие арматурные хомуты 4 на каретке 9 держателя арматурных хомутов и дают машине приказ для движения в новое положение забивки, или он может управляться автоматически, будучи запрограммированным так, чтобы как только он размещен в начале дорожки, машина могла забивать арматурные хомуты 4 вдоль всей формовочной дорожки 2а, следуя параметрам решетки на формованных бетонных заготовках 7, с арматурными хомутами и без арматурных хомутов, которые были введены в ее память, контролироваться лазерной аппаратурой 21, которая сигнализирует о начале и конце арматурного хомута (4).
В ручной версии эти операции управления выполняют посредством пульта 22 управления, размещенного на одной из сторон машины и в пределах досягаемости оператора или операторов, которые, как правило, стоят на вспомогательной платформе 23.
Блок машины для забивки арматурных хомутов также имеет различные элементы, которые показаны на разных чертежах и которые являются обычно используемыми: шкаф 24 управления, где размещены все электрические и электронные устройства; кабельный барабан 25, который содействует движению машины вдоль формовочной дорожки 2а без повреждения кабеля электроснабжения, и обтекатель 26, который покрывает и защищает приводной механизм, расположенный в основании машины.
Достаточно описав основные характеристики усовершенствований, которые являются объектом настоящего изобретения, необходимо упомянуть, что какое-либо изменение в размерах, форме и внешней отделке и типах материалов, используемых в практическом варианте осуществления машины для забивки арматурных хомутов в бетонные заготовки, предварительно полученные в соответствующих формах, никаким образом не изменяют сущности указанного изобретения, которое кратко изложено в следующих пунктах формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАБИВАНИЯ И ИЗВЛЕЧЕНИЯ ИЗ ГРУНТА МЕТАЛЛИЧЕСКИХ СТОЛБИКОВ ПРЕИМУЩЕСТВЕННО ПРИ ВОЗВЕДЕНИИ И РЕМОНТЕ БАРЬЕРНЫХ ОГРАЖДЕНИЙ АВТОМОБИЛЬНЫХ ДОРОГ И КОПРОВЫЙ МАНИПУЛЯТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211895C2 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ АРМИРОВАННОГО ИЛИ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО БЕТОНА | 2009 |
|
RU2516038C2 |
| ТРУБОБЕТОННАЯ СВАЯ С УСИЛЕННЫМ ОСНОВАНИЕМ И СПОСОБ ЕЕ СООРУЖЕНИЯ | 2011 |
|
RU2492294C1 |
| Фундамент и способ его возведения | 1984 |
|
SU1260453A1 |
| УСТРОЙСТВО И СПОСОБ ЛИТЬЕВОГО ОРИЕНТИРОВАННОГО ФОРМОВАНИЯ РАЗДУВОМ | 1995 |
|
RU2123934C1 |
| МОБИЛЬНЫЙ ПЕРЕНОСНОЙ КОПЕР | 2000 |
|
RU2203359C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРОЖНЫХ ПЛИТ | 2009 |
|
RU2400359C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ | 1970 |
|
SU273697A1 |
| УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ ДЛЯ ПОГРУЖЕНИЯ СТЕРЖНЕЙ В ГРУНТ | 2010 |
|
RU2443827C1 |
| УСОВЕРШЕНСТВОВАНИЯ МАШИН ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРЕДНАПРЯЖЕННОГО БЕТОНА ИЛИ ЖЕЛЕЗОБЕТОНА | 2007 |
|
RU2470773C2 |
На мобильном шасси машины для забивки арматурных хомутов, которое может двигаться вдоль формовочной дорожки, позиционирована мобильная каретка для загрузки арматурных хомутов, на которой вручную размещены предпочтительно синусоидально криволинейные арматурные хомуты для забивки, которые берутся зажимным блоком с множеством сочлененных захватов, причем указанный зажимной блок опускается до тех пор, пока он не забьет арматурные хомуты в бетон формованных заготовок, который еще не затвердел, расположенных в продольных литьевых формах параллельно рельсам в течение технологического процесса забивки арматурных хомутов, этот блок также имеет средство генерирования вибрации арматурных хомутов, облегчая, таким образом, технологический процесс забивки их в указанные заготовки, при этом вертикальное движение зажимного блока побуждается действием гидравлического поршня, который осуществляет опускание и подъем зажимного блока, указанный блок также содержит распылительное устройство, которое питается с помощью бака. 5 з.п. ф-лы, 9 ил.
1. Усовершенствования, сделанные для устройств, предназначенных для забивки арматурных хомутов в предварительно напряженные или железобетонные балки и аналогичные заготовки, получаемые с помощью непрерывного технологического процесса в формовочной машине с соответствующими устройствами для заливки бетона в соответствующие формы для адекватного формования, уплотнения и конечного извлечения из форм, отличающиеся тем, что на мобильном шасси (1) машины для забивки арматурных хомутов, которое может двигаться на рельсах (2) вдоль формовочной или рабочей дорожки (2а), позиционирована мобильная каретка (9) для загрузки арматурных хомутов, на которой вручную размещены предпочтительно синусоидально криволинейные арматурные хомуты (4) для забивки, которые берутся зажимным блоком (10) с множеством сочлененных захватов (11), причем указанный зажимной блок опускается до тех пор, пока не забьет арматурные хомуты (4) в бетон формованных заготовок (7), который еще не затвердел, расположенных в продольных литьевых формах (6) параллельно рельсам (2) в течение технологического процесса забивки арматурных хомутов (4), этот блок также имеет средство генерирования вибрации (15) арматурных хомутов (4), облегчая, таким образом, технологический процесс забивки их в указанные заготовки (7), при этом вертикальное движение зажимного блока (10) побуждается действием гидравлического поршня (17), который осуществляет опускание и подъем зажимного блока (10), указанный блок также содержит распылительное устройство (19).
2. Усовершенствования, сделанные для устройств, предназначенных для забивки арматурных хомутов в балки и подобные заготовки, по п.1, отличающиеся тем, что каретка (9), предназначенная для загрузки арматурных хомутов, вместе с зажимным блоком (10) и его сочлененными захватами (11) размещены на шасси (8), которое может двигаться в поперечном направлении для позиционирования в вертикальном положении забивания, каретка (9), предназначенная для загрузки арматурных хомутов, движется вперед в положение, в котором захваты берут арматурные хомуты (4), подлежащие забиванию, затем каретка (9) для загрузки арматурных хомутов возвращается в свое исходное положение, эта операция гарантирует, что арматурные хомуты забиваются в формованные заготовки (7), размещенные в их соответствующих литьевых формах (6), не интерферируя с арматурными стержнями (12) внутри указанных заготовок (7).
3. Усовершенствования, сделанные для устройств, предназначенных для забивки арматурных хомутов в балки и подобные заготовки, по п.1, отличающиеся тем, что зажимной блок (10) вместе с сочлененными захватами (11), как только они захватили арматурные хомуты (4), опускаются, приводимые в действие соответствующим гидравлическим поршнем (17), в то время как средство генерирования вибрации (15) приводится в действие и передает вибрацию к набору арматурных хомутов (4), которая облегчает их проникновение в бетон, при этом зажимной блок (10) возвращается в его исходное верхнее положение, как только арматурные хомуты (4) были забиты и освобождены.
4. Усовершенствования, сделанные для устройств, предназначенных для забивки арматурных хомутов в балки и подобные заготовки, по п.2, отличающиеся тем, что зажимной блок (10) вместе с сочлененными захватами (11), как только они захватили арматурные хомуты (4), опускаются, приводимые в действие соответствующим гидравлическим поршнем (17), в то время как средство генерирования вибрации (15) приводится в действие и передает вибрацию к набору арматурных хомутов (4), которая облегчает их проникновение в бетон, при этом зажимной блок (10) возвращается в его исходное верхнее положение, как только арматурные хомуты (4) были забиты и освобождены.
5. Усовершенствования, сделанные для устройств, предназначенных для забивки арматурных хомутов в балки и подобные заготовки, по п.1, отличающиеся наличием водораспылительной аппаратуры (19), приводимой в действие соответствующим насосом (20) и питаемой из бака (18), причем увлажняющее ее действие содействует плавному движению формовочных форм вдоль формовочной дорожки (2а) и улучшает чистоту поверхности формованных заготовок (7).
6. Усовершенствования, сделанные для устройств, предназначенных для забивки арматурных хомутов в балки и подобные заготовки, по п.1, отличающиеся тем, что все действия блока управляются вручную, при этом операторы вручную размещают арматурные хомуты (4), предварительно размещенные на возможных позиционирующих кронштейнах (3), на каретке (9) держателя арматурных хомутов, откуда они берутся зажимным блоком (10) и его сочлененными захватами (11) для забивки, причем указанные операторы дают машине команду двигаться на новый этап технологического процесса, хотя факультативно они могут также управляться автоматически, будучи программируемыми так, чтобы при нахождении в начале формовочной дорожки (2а) машина следовала параметрам решетки на формованных заготовках (7), предварительно введенным в ее память, все из которых контролируются посредством лазерной аппаратуры (21), которая отмечает начало и конец арматурных хомутов (4).
| Железнодорожная рельсовая фартучная накладка | 1938 |
|
SU54070A1 |
| ES 8402901 A1, 16.05.1984 | |||
| Устройство для мойки изделий | 1984 |
|
SU1287957A1 |
| УСТАНОВКА ДЛЯ ПОЛИРОВКИ СТЕКЛА | 0 |
|
SU288247A1 |

