Изобретение относится к электронной технике, а именно к области создания многослойных пьезокерамических элементов для электромеханических и механоэлектрических преобразователей электрической энергии в механическую с использованием обратного пьезоэфффекта, например, в актюаторах и механической энергии в электрическую с использованием прямого пьезоэффекта в различного рода датчиках (давления, детонации, вибрации и др), а так, же в многослойных пьзокерамических трансформаторах, преобразующих электрическую энергию в механическую с использованием обратного пьезоэфффекта с последующим преобразованием механической энергии в электрическую с использованием прямого пьезоэффекта.
Известны различные способы изготовления многослойных пьезокерамических элементов для актюаторов (или акселерометров) на их основе [Янчич В.В. Пьезоэлектрические виброизмерительные преобразователи (акселерометры). Ростов на Дону, 2010. 287 с.]. Конструкции многослойных пьезокерамических элементов различаются по способам механического соединения отдельных пьезокерамических пластин между собой, коммутации электродов и выполнения электрических выводов. Наиболее распространены следующие способы соединения пластин: - упругое поджатие, например, в составе изделия; - склеивание; - пайка; - сварка. В известных технических решениях из технологических соображений, минимальная толщина пьезокерамической пластины составляет ~0,5 мм.
Недостатком, ограничивающим применение многослойных пьезоэлементов из объемных пьезокерамеческих пластин, например, в актюаторах, использующих обратный пьезоэффект, является необходимость создания относительно сильного электрического поля, что сопряжено с использованием высоких 102-103 В напряжений, требуемых для создания практически полезных перемещений.
Прототип - способ изготовления многослойных пьезокерамических элементов для актюаторов по «пленочной» технологии [Головнин В.А. Каплунов И.А. Малышкина О. В. Педько Б.Б. Мовчикова А.А. Физические основы, методы исследования и практическое применение пьезоматериалов. Тверь, Техносфера, 2013, 272 с.] включает: - приготовление шликера с порошком пьезокерамики; - литье шликера через фильеру на движущуюся ленту и получение «сырых» пленок из органической связки с порошком пьезокерамики; - резку сплошных «сырых» пленок на групповые заготовки; - покрытие определенной части каждой групповой заготовки через сеткотрафарет пастой с порошком металла; - сборку групповых заготовок в n-слойные пакеты; - гидростатическое прессование собранных пакетов; - рубку групповых n-слойных пакетов, в соответствии с рисунком сеткотрафарета, на отдельные n-слойные заготовки; - удаление связки и спекание заготовок в монолит; - металлизацию у монолитных заготовок боковых поверхностей; - поляризацию монолитных заготовок; - измерение параметров полученных монолитных многослойных (n-слойных) пьезокерамических элементов.
Полученные по известному способу многослойные пьезокерамические элементы имеют толщину керамических слоев от 10 до 300-500 мкм. Число слоев обуславливается высотой пакетов из групповых заготовок, ограниченной технологическими возможностями оборудования, в 4-5 мм. При использовании таких пьезокерамических элементов высотой ~3 мм и толщиной керамического слоя, например, 50 мкм, рабочее напряжение для удлинения на ~0,1% (~2,5 мкм) составляет 100 В. Для изготовления актюаторов с большим удлинением склеивают несколько (до 20-30 шт) таких многослойных пьезокерамических элементов.
Недостатком известного способа является невозможность получать плоские внутренние электроды, что приводит к участию в работе устройств не только рабочего пьезомодуля d33, но и "паразитных" d31 и d15. Это ухудшает технологические и экспуатационные характеристики изделий.
Заявляемое изобретение иллюстрируется Фиг. 1-3 и Таблицей 1.
Фиг. 1. Схема сборки группового пакета
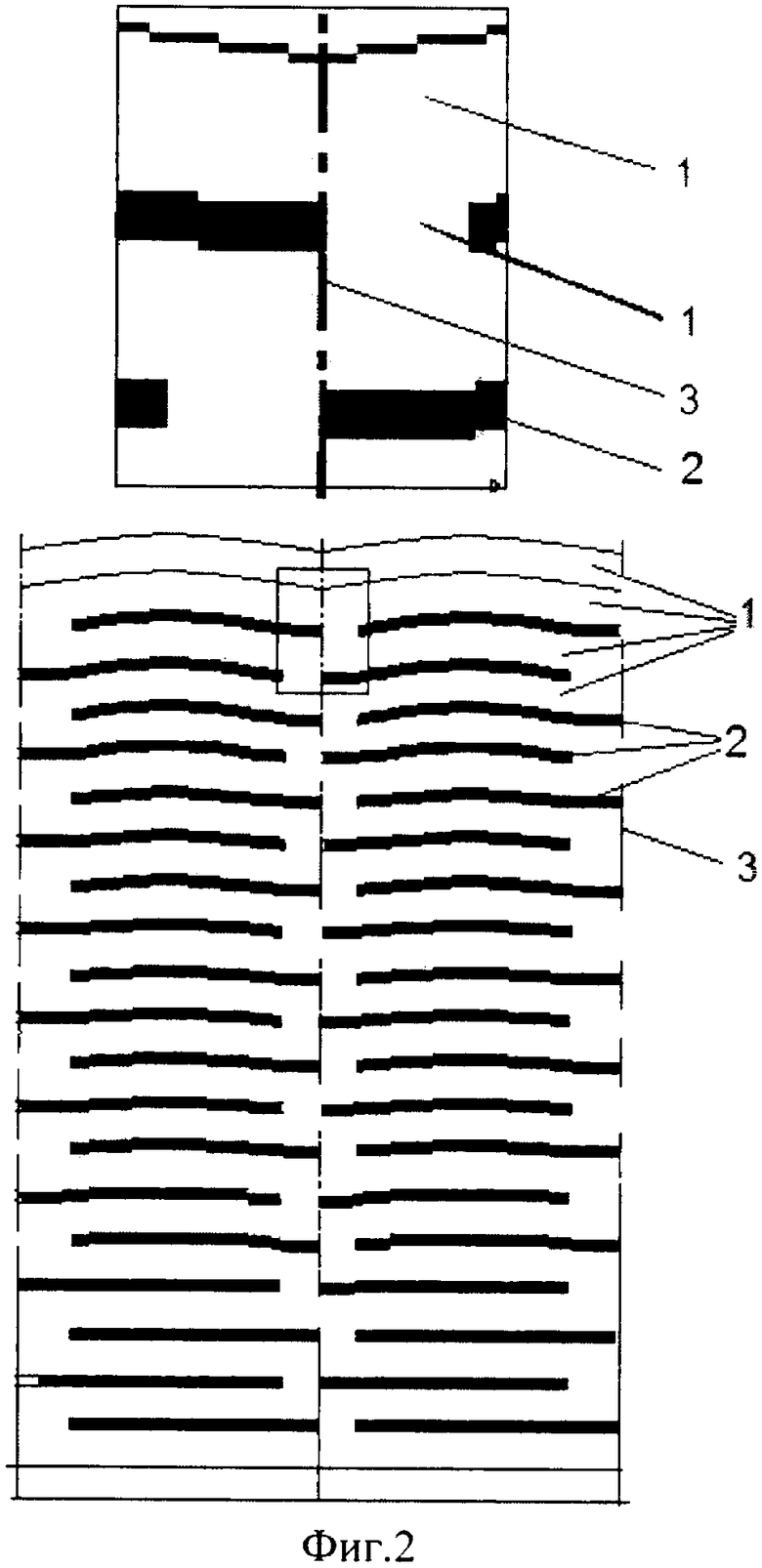
Фиг. 2. Фрагмент сборки по известному способу монолитных многослойных пьезокерамических элементов после гидростатического прессования: 1 - области, заполненные керамической пленкой; 2 - области, заполненные пастой с порошком металла; 3 - линии разделения групповых пакетов на отдельные n-слойные заготовки (линии рубки).
Фиг. 3. Фрагмент сборки по заявляемому способу монолитных многослойных пьезоэлементов после гидростатического прессования: 1 - области, заполненные керамической пленкой; 2 - области, заполненные пастой с порошком металла; 3 - линии разделения групповых пакетов на отдельные n-слойные заготовки (линии рубки); 4 - области, заполненные перед гидростатическим прессованием пастой с порошком керамики.
Кривизна внутренних электродов обуславливается особенностями известного способа изготовления многослойных пьезокерамических элементов. При сборке групповых заготовок в n-слойные пакеты участки каждой групповой заготовки, покрытые через сеткотрафарет пастой с порошком металла, оказываются друг над другом Фиг 1. При гидростатическом прессовании участки каждой групповой заготовки, которые не покрыты пастой с порошком металла заполняются керамической массой выше расположенной заготовки Фиг. 2. И после спекания толщины заготовок в центре и на краю многослойного пьезокерамического элемента, где преобладают незаполненные порошком металла участки, могут существенно уменьшаться. Разница по толщине, например, для 50-слойных пьзокерамических элеметов, где каждый пьезокерамический элемент - 50 мкм керамики и 3-5 мкм нанесенной через сеткотрафарет пасты, достигает 50-70 мкм.
Задачей, на решение которой направлено заявляемое изобретение, является достижение технического результата, заключающегося в улучшении технологических и экспуатационных характеристик изделий на основе многослойных пьезокерамических элементов за счет повышения плоскостности внутренних электродов Фиг. 3.
Поставленная задача решается в способе изготовления многослойных пьезокерамических элементов, в том чиле для пьезокерамических актюаторов и акселерометров, включащем приготовление шликера с порошком пьезокерамики, литье шликера через фильеру на движущуюся ленту с получением «сырых» пленок из органической связки с порошком пьезокерамики; резку сплошных «сырых» пленок на групповые заготовки; покрытие определенной части каждой групповой заготовки через сеткотрафарет пастой с порошком металла; сборку групповых заготовок в n-слойные пакеты; гидростатическое прессование собранных пакетов; рубку групповых n-слойных пакетов, в соответствии с рисунком сеткотрафарета, на отдельные n-слойные заготовки; удаление связки и спекание заготовок в монолит; металлизацию у монолитных заготовок боковых поверхностей; поляризацию монолитных заготовок; измерение параметров полученных монолитных многослойных (n-слойных) пьезоэлементов, в котором, перед сборкой групповых заготовок в пакеты, групповые заготовки подсушивают и участки каждой групповой заготовки, непокрытые пастой с порошком металла, дополнительно покрывают через второй сеткотрафарет пастой с порошком пьезокерамики, так что толщина слоя пасты с порошком керамики равна толщине слоя пасты с порошком металла, что достигается выбором сеткотрафарета, дисперсности порошка керамики и характеристик пасты.
Таким образом, отличительными признаками заявляемого изобретения являются: наличие второго сеткотрафарета и то, что перед сборкой групповых заготовок в пакеты групповые заготовки подсушивают и участки каждой групповой заготовки непокрытые пастой с порошком металла покрывают через второй сеткотрафарет пастой с порошком пьезокерамики, так что толщина слоя пасты с порошком керамики равна толщине слоя пасты с порошком металла, что достигается выбором сеткотрафарета, дисперсности порошка керамики и характеристик пасты.
Указанная совокупность отличительных признаков позволяет достичь технического результата, заключающегося в улучшении технологических и экспуатационных характеристик изделий на основе многослойных пьезокерамических элементов за счет повышения плоскостности внутренних электродов. Это иллюстрируется фрагментом схемы сборки Фиг 3.
Технический результат достигается тем, что перед гидростатическим прессованием вся поверхность пленки покрыта пастами одинаковой толщины Фиг. 3 и последующий слой ровно прилегает к слою паст с порошками металла и порошками керамики.
По известному способу, в соответствии с действующим комплектом технологических документов на процесс изготовления элементов пьезокерамических многослойных ЖКГД.01300.00071 КТД, изготовлены 50-слойные монолитные пьезокерамические элементы ЭП-9-61-Пл-001 с толщиной пьезокерамического слоя 50 мкм.
В известном способе приготовление шликера с порошком пьезокерамики проводят на валковой мельнице ГМ 714; для литья шликера через фильеру на движущуюся ленту и получения «сырых» пленок из органической связки с порошком пьезокерамики используют линию САМ 220 (фирма «Кеко», Словения); резку сплошных «сырых» пленок на групповые заготовки, покрытие определенной части каждой групповой заготовки через сеткотрафарет пастой с порошком металла, сборку групповых заготовок в n-слойные пакеты выполнют на линии ПАЛ-3 (фирма «Кеко», Словения) с использованием первого блока трафаретной печати; гидростатическое прессование собранных 50-слойные пакетов осуществляют в гидростатическом прессе «ILS-6A»; рубку 50- слойных пакетов, в соответствии с рисунком сеткотрафарета выполняют в автоматической рубочной машине СМ-14А (фирма «Кеко», Словения); удаление связки и спекание заготовок в монолит проводят в установках утильного обжига и спекания СЭМ3.023.022; металлизацию у монолитных заготовок боковых поверхностей проводят вручную; поляризацию монолитных заготовок и измерение параметров полученных пьезокерамических элементов выполняют на метрологическом оборудовании участка.
По заявляемому способу изготовлены 50- слойные монолитные пьезокерамические элементы ЭП-9-61-Пл-001-01. Они изготовлены по измененной, в соответствии с заявляемым способом, экспериментальной технологии, отличающейся тем, что перед сборкой групповых заготовок в пакеты групповые заготовки подсушивают и участки каждой групповой заготовки непокрытые пастой с порошком металла покрывают через сеткотрафарет второй пастой с порошком пьезокерамики. Для этого после покрытия определенной части каждой групповой заготовки пастой с порошком металла через сеткотрафарет первого блока трафаретной печати линии ПАЛ-3 заготовки подсушивают и покрывают пастой с порошком пьезокерамики, для чего дополнительно используют сеткотрафарет второго блока трафаретной печати на линии ПАЛ-3.
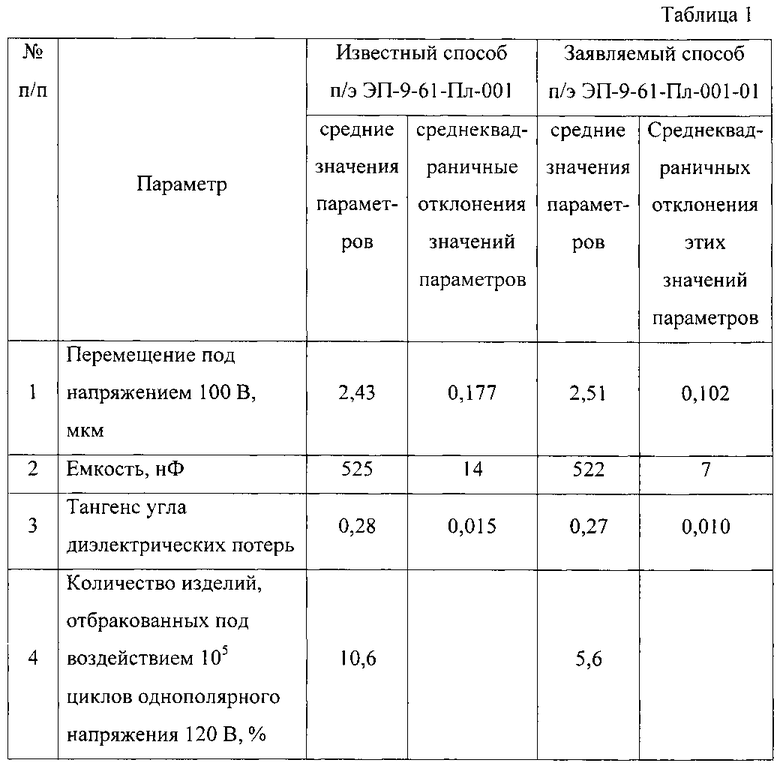
Характеристики многослойных пьезокерамических элементов для двух выборок по 180 шт многослойных монолитных пьезокерамических элементов ЭП-9-61-Пл-001, изготовленных по известному способу и многослойных монолитных пьезоэлементов ЭП-9-61-Пл-001-01, изготовленных по заявляемому способу представлены Таблице 1.
Из результатов, представленных в Таблице 1, следует, что при изготовлении по заявляемому способу у изделий в ~1,5 раза уменьшается разброс параметров и в ~2 раза уменьшается количество отбракованных изделий, повышается выход годных изделий и их надежность.
Улучшенные технологические и эксплуатационные характеристики многослойных монолитных пьезокерамических элементов, изготовленных по заявляемому способу, особенно актуальны при их использовании в исполнительной части интеллектуальных систем стелс-покрытий подводных обьектов и систем звукопоглощения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНЫХ МНОГОСЛОЙНЫХ ПЬЕЗОКЕРАМИЧЕСКИХ ЭЛЕМЕНТОВ-СТОЛБИКОВ | 2013 |
|
RU2540440C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРИБОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2472253C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ДАТЧИК УДАРА | 2013 |
|
RU2533539C1 |
| Способ изготовления стеклокерамических конденсаторов с алюминиевыми электродами | 1979 |
|
SU928431A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАННЫХ СТРУКТУР | 2009 |
|
RU2422942C1 |
| ПЬЕЗОКЕРАМИЧЕСКИЙ МАТЕРИАЛ | 2012 |
|
RU2514353C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОЙ ПЬЕЗОКЕРАМИКИ С АНИЗОТРОПИЕЙ ДИЭЛЕКТРИЧЕСКОЙ ПРОНИЦАЕМОСТИ И РЯДА ДРУГИХ ПАРАМЕТРОВ | 2017 |
|
RU2673444C1 |
| МОНОЛИТНЫЙ МНОГОСЛОЙНЫЙ ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ИСПОЛНИТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2169964C2 |
| ПЬЕЗОКЕРАМИЧЕСКИЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ГЕТЕРОСТРУКТУР | 2013 |
|
RU2552509C2 |
| ВЫСОКОВОЛЬТНЫЙ ГЕНЕРАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2551666C2 |

Изобретение относится к пьезотехнике, а именно к области создания многослойных пьезокерамических элементов для преобразователей электрической энергии в механическую. Сущность: способ включает приготовление шликера с порошком пьезокерамики, литье шликера через фильеру на движущуюся ленту и получение «сырых» пленок из органической связки с порошком пьезокерамики, резку сплошных «сырых» пленок на групповые заготовки, покрытие определенной части каждой групповой заготовки через сеткотрафарет пастой с порошком металла, сборку групповых заготовок в n-слойные пакеты, гидростатическое прессование собранных пакетов, рубку групповых n-слойных пакетов в соответствии с рисунком сеткотрафарета на отдельные n-слойные заготовки, удаление связки и спекание заготовок в монолит, металлизацию у монолитных заготовок боковых поверхностей, поляризацию монолитных заготовок, измерение параметров полученных монолитных многослойных (n-слойных) пьезокерамических элементов. Перед сборкой групповых заготовок в пакеты групповые заготовки подсушивают и участки каждой групповой заготовки, непокрытые пастой с порошком металла, покрывают через второй сеткотрафарет пастой с порошком пьезокерамики. При этом толщина слоя пасты с порошком керамики одинакова с толщиной слоя пасты с порошком металла. Технический результат: улучшение технологических и эксплуатационных характеристик изделий за счет повышения плоскостности внутренних электродов. 1 табл., 3 ил.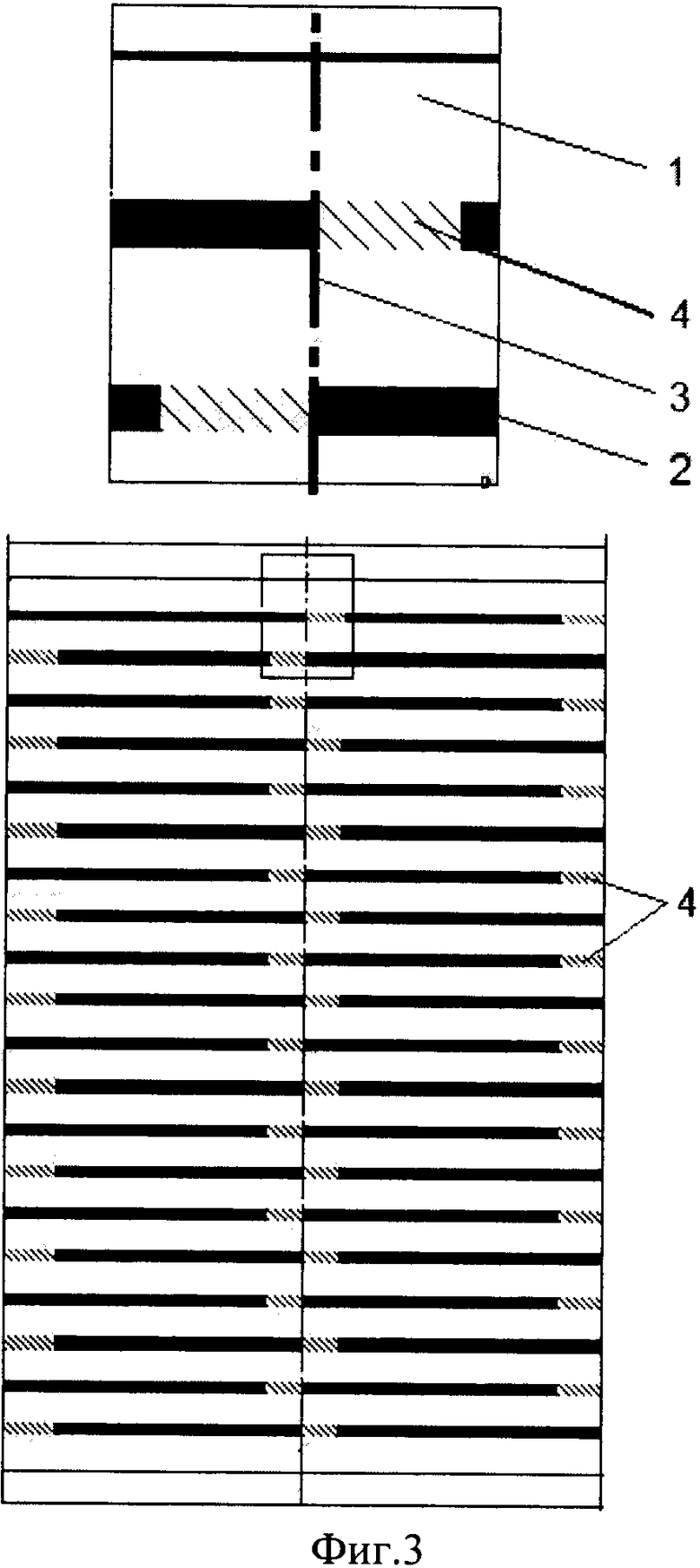
Способ изготовления многослойных пьезокерамических элементов, включающий приготовление шликера с порошком пьезокерамики; литье шликера через фильеру на движущуюся ленту и получение "сырых" пленок из органической связки с порошком пьезокерамики; резку сплошных "сырых" пленок на групповые заготовки; покрытие определенной части каждой групповой заготовки через сеткотрафарет пастой с порошком металла, сборку групповых заготовок в n-слойные пакеты; гидростатическое прессование собранных пакетов; рубку групповых n-слойных пакетов в соответствии с рисунком сеткотрафарета на отдельные n-слойные заготовки; удаление связки и спекание заготовок в монолит; металлизацию у монолитных заготовок боковых поверхностей; поляризацию монолитных заготовок; измерение параметров полученных монолитных многослойных (n-слойных) пьезоэлементов, отличающийся тем, что перед сборкой групповых заготовок в пакеты групповые заготовки подсушивают и участки каждой групповой заготовки непокрытые пастой с порошком металла покрывают через второй сеткотрафарет пастой с порошком пьезокерамики, так что толщина слоя пасты с порошком керамики одинакова с толщиной слоя пасты с порошком металла.
| US 5245734 A, 21.09.1993 | |||
| УСТРОЙСТВО "ДОБР" ДЛЯ ЦЕЛЕНАПРАВЛЕННОЙ АККУМУЛЯЦИИ БИОКОСМИЧЕСКОЙ ЭНЕРГИИ | 1992 |
|
RU2012374C1 |
| US 6260248 B1, 17.07.2001 | |||
| УСТРОЙСТВО "ДОБР" ДЛЯ ЦЕЛЕНАПРАВЛЕННОЙ АККУМУЛЯЦИИ БИОКОСМИЧЕСКОЙ ЭНЕРГИИ | 1992 |
|
RU2012374C1 |
| US 6912761 B2, 05.07.2005 | |||
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ МНОГОСЛОЙНЫЙ КОМПОНЕНТ | 2008 |
|
RU2462792C2 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРИБОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2472253C1 |

