Изобретение относится к области восстановления деталей из алюминиевых сплавов и может использоваться в машиностроении, приборостроении и других отраслях промышленности.
Из источников научно-технической информации известен способ восстановления деталей из металлических сплавов, основанный на наплавке намораживанием расплавленного сплава на поверхности восстанавливаемых деталей [1]. Однако данный способ из-за сильного термического воздействия на деталь может привести к ее короблению, нарушению точности формы и размеров, которые не всегда возможно восстановить последующей термической и механической обработкой. Поэтому для восстановления точных деталей сложной формы данный способ восстановления неприменим.
Также известен способ восстановления изношенных деталей из алюминиевых сплавов, включающий наплавку намораживанием расплава с последующим оксидированием в водных растворах кислот и щелочей [2]. Однако данный способ также может привести к короблению и нарушению точности формы и размеров деталей при наплавке намораживанием. Кроме того, в процессе оксидирования на них формируются твердые и износостойкие керамические покрытия, и, следовательно, существенно изменяются химические и физико-механические свойства их поверхностных слоев. Это в ряде случаев является нецелесообразным или недопустимым, поскольку может вызвать нежелательные изменения в работе узла при использовании в нем восстановленной детали. Например, использование в узле трения детали, восстановленной таким способом, может кардинально изменить его триботехнические характеристики, в результате чего произойдет ускоренный износ других деталей, участвующих в процессе трения и изнашивания с восстановленной деталью.
Наиболее близким по технической сущности к предлагаемому способу является способ восстановления деталей пар трения из алюминиевых сплавов, включающий оксидирование в водном растворе [3]. Однако данный способ так же за счет формирования на деталях твердых и износостойких керамических покрытий приводит к существенному изменению химических и физико-механических свойств поверхностных слоев восстанавливаемых деталей. Вместе с тем, данный способ обеспечивает сравнительно небольшое увеличение линейных размеров деталей (не более 100 мкм), что сужает область его практического применения.
Задачей предлагаемого изобретения является восстановление формы изношенных деталей из алюминиевых сплавов с более существенным увеличением их линейных размеров без значимого изменения химического состава и физико-механических свойств их поверхностных слоев с сохранением точности размеров и формы и обеспечением ресурса после восстановления не ниже, чем у новых деталей.
Технический результат решения поставленной задачи проявляется в полном восстановлении формы изношенных деталей из алюминиевых сплавов при увеличении их линейных размеров на 30…300 мкм с формированием на них поверхностных слоев, химический состав и свойства которых соответствуют маркам материалов, из которых изначально изготовлены детали.
Поставленная задача решается в способе восстановления изношенных деталей из алюминиевых сплавов, включающем микродуговое оксидирование, причем, сначала восстанавливаемые поверхности детали обрабатывают резанием, возвращая им первоначальную форму, и подвергают пескоструйной обработке, затем обрабатывают микродуговым оксидированием в водном растворе едкого кали (10…20 г/л) и жидкого стекла (10…20 г/л) при температуре 35…45°С и плотности электрического тока 20…30 А/дм2 в течение 30…100 минут, потом удаляют покрытие на равномерно распределенных по восстанавливаемым поверхностям локальных участках диаметром 3…6 мм с общей площадью 20…30% от площади этих поверхностей, далее на эти же поверхности намораживанием в тигле наплавляют алюминиевый сплав такой же марки, из которой изготовлена деталь, после чего наплавленный слой подвергают накатке роликами и придают детали нужную форму и размеры обработкой резанием.
Способ реализуется следующим образом. Изношенным поверхностям детали из алюминиевого сплава обработкой резанием придают первоначальную форму. При этом толщину срезаемого слоя назначают так, чтобы после проведения всех последующих этапов обработки согласно предлагаемому способу восстанавливаемая деталь приобрела первоначальные форму и размеры, а толщина наплавленного слоя на каждой поверхности детали была не меньше ее максимального линейного износа.
Потом восстанавливаемую деталь подвергают пескоструйной обработке до полного визуального очищения ее восстанавливаемых поверхностей от загрязнений, нагара и окислов.
Затем деталь подвергают анодно-катодному микродуговому оксидированию в водном растворе едкого кали (10…20 г/л) и натриевого жидкого стекла (10…20 г/л), имеющем температуру 35…45°С, при плотности электрического тока на обрабатываемых поверхностях детали 20…30 А/дм2 в течение 30…100 минут.
По окончании оксидирования деталь промывают водой и высушивают, после чего с помощью алмазного или эльборового инструмента на ее восстанавливаемых поверхностях удаляют покрытие до сплава детали на локальных участках диаметром 3…6 мм. При этом обеспечивают равномерное распределение этих участков по восстанавливаемым поверхностям так, чтобы их общая площадь занимала 20…30% площади восстанавливаемых поверхностей.
Далее в керамическом тигле расплавляют сплав той же марки, что и сплав восстанавливаемой детали и нагревают его до температуры на 40…60°С выше его температуры плавления, а восстанавливаемую деталь нагревают в печи до температуры 400…450°С. Затем нагретую деталь извлекают из печи, погружают в расплавленный сплав и выдерживают 20…60 секунд. При этом восстанавливаемой детали сообщают поступательные и вращательные движения. Потом деталь извлекают из расплавленного сплава и подвергают закристаллизовавшийся остывающий наплавленный слой накатке роликами при давлении в контакте, приблизительно равном пределу текучести наплавленного сплава.
По окончании накатки роликами точной обработкой резанием детали придают нужную геометрию так, чтобы ее форма и размеры соответствовали заданным.
Обработка резанием, заключающаяся в выравнивании изношенных поверхностей детали по месту максимального износа, позволяет восстановить первоначальную форму детали.
Дальнейшая пескоструйная обработка наряду с удалением загрязнений, нагара и окислов делает поверхность детали неоднородной и создает на ней микрорельеф, что способствует формированию на данной поверхности относительно тонкой и неравномерной естественной оксидной пленки.
Последующее микродуговое оксидирование проводится в растворе, имеющем повышенную температуру, высокое содержание едкого кали и, следовательно, оказывающем сильное растворяющее действие на оксидную пленку на поверхности детали. Поэтому электрические пробои пленки, а затем и формируемого на ее основе покрытия происходят при относительно невысокой разности потенциалов. В результате этого затрудняется образование более твердой модификации кристаллического оксида алюминия α-Al2O3 и рост покрытия преимущественно происходит за счет образования менее твердой модификации γ-Al2O3 [4]. Значительное содержание в растворе жидкого стекла способствует образованию в покрытии муллита, имеющего еще более низкую твердость, чем γ-Al2O3 [5]. При этом растворяющее действие электролита, которое в процессе обработки испытывает покрытие, способствует не только образованию в нем менее твердых структурных составляющих, но и повышению его пористости. Таким образом, в результате микродугового оксидирования на детали формируется покрытие с пониженной твердостью и теплопроводностью.
Указанные параметры микродугового оксидирования позволяют получать на поверхностях деталей покрытия без значимого изменения размеров деталей, поскольку образующийся из алюминия оксид и другие составляющие покрытия частично растворяются раствором, в котором проводится оксидирование [6].
Дальнейшее точечное удаление покрытия с поверхности детали с помощью алмазного или эльборового инструмента благодаря пониженной твердости сформированного покрытия происходит сравнительно легко.
Последующая наплавка намораживанием осуществляется при нагреве расплавленного сплава до температуры на 40…60°С выше его температуры плавления, а восстанавливаемой детали - до температуры 400…450°С, что замедляет кристаллизацию наплавляемого сплава на поверхности детали. Это в сочетании с вращательными и поступательными движениями улучшает заполнение расплавленным сплавом впадин на поверхности детали, включая места, где покрытие удалено. Причем, в этих местах расплавленный сплав, находясь в непосредственном контакте с нагретым сплавом детали, вызывает его оплавление и спаивается с ним. Оставшаяся часть поверхности детали защищена оксидным покрытием с низкой теплопроводностью, поэтому сплав под покрытием нагревается медленно и при наплавке не оплавляется и не коробится. Таким образом, оплавление сплава детали происходит только на равномерно распределенных локальных участках общей площадью 20…30% от площади восстанавливаемых поверхностей. Часть поверхности детали, защищенная покрытием, формируемым микродуговым оксидированием, образует своеобразную армирующую структуру, препятствующую короблению, поэтому значимого коробления детали не происходит.
Дальнейшая накатка роликами закристаллизовавшегося остывающего наплавленного сплава при давлении в контакте примерно равном пределу текучести сплава способствует его уплотнению и упрочнению. Также накатка способствует более глубокому проникновению наплавленного сплава во впадины на поверхности детали. Кроме того, благодаря накатке при окончательной обработке резанием и дальнейшей эксплуатации не происходит отслаивания наплавленного слоя от оксидного покрытия.
В случае износа наплавленного слоя при эксплуатации его можно восстановить без микродугового оксидирования и частичного удаления покрытия, ввиду того, что покрытие имеет очень высокую износостойкость. Достаточно провести пескоструйную обработку для удаления загрязнений, нагара и окислов, наплавку намораживанием расплавленного сплава, накатку роликами и окончательную обработку резанием.
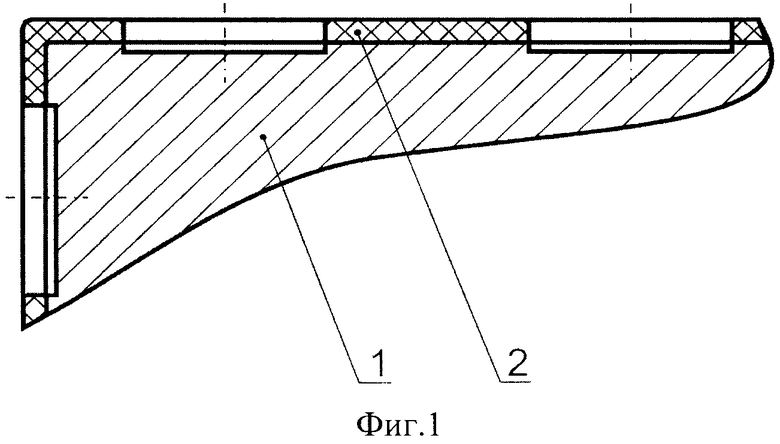
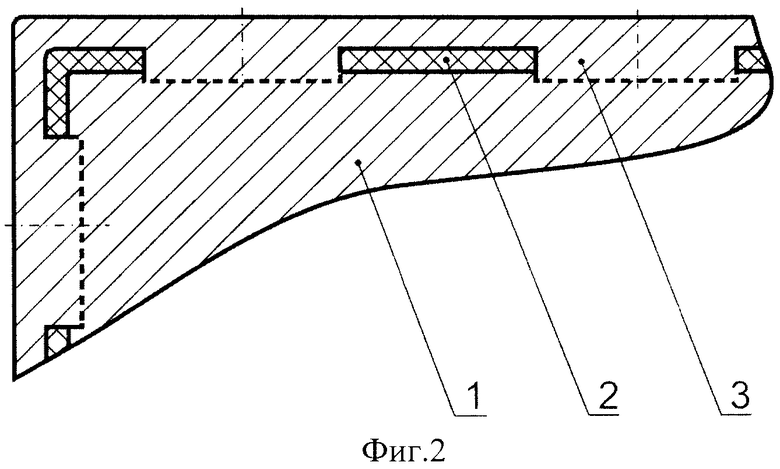
Способ поясняется схемами, представленными на фиг.1 и 2. На фиг.1 показана схема фрагмента детали (поршня микродвигателя внутреннего сгорания ЦСТКАМ 2,5 КР) после микродугового оксидирования и удаления покрытия на локальных участках, на сплаве 1 детали сформировано покрытие 2. На фиг.2 показана схема фрагмента той же детали после завершения восстановления согласно предлагаемому способу. На сплаве 1 детали сформировано покрытие 2, на которое наплавлен слой 3, повергнутый накатке роликами и точной обработке резанием. Штриховые линии между сплавом 1 и наплавленным слоем 3 обозначают зоны спаев.
Пример. Изношенные поршни микродвигателей внутреннего сгорания ЦСТКАМ 2,5 КР диаметром около 15 мм в количестве 5 единиц, изготовленные из алюминиевого сплава АК21М2,5Н2,5, были подвергнуты обработке с целью восстановления формы и размеров. Важно отметить, что особенностью данных микродвигателей является отсутствие на поршнях маслосъемных и компрессионных колец.
Обработка каждого поршня имела свои исключительные особенности, указанные в таблице 1. При обработке поршней имели место:
- пескоструйная обработка, заключающаяся в обработке кварцевым песком в пескоструйной камере в течение 5 минут;
- микродуговое оксидирование, осуществляемое в течение 40 минут при плотности электрического тока 25 А/дм2 в растворе едкого кали (15 г/л) и жидкого стекла (15 г/л) при температуре раствора 40°С;
- точечное удаление покрытия, включающее сверление двенадцати отверстий диаметром около 4,45 мм (трех - на торцевой поверхности поршня и девяти - на цилиндрической поверхности поршня) сквозь покрытие до сплава под ним алмазным сверлом диаметром 3 мм;
- наплавка сплава, проводимая путем погружения поршня, нагретого до температуры 450°С, торцом вниз в керамический тигель с расплавленным сплавом АК21М2,5Н2,5, нагретым до 635°С, на 30 секунд, в течение которого поршень совершал 20 оборотов вокруг вертикальной оси и 20 возвратно-поступательных перемещений вдоль вертикальной оси с ходом 5…10 мм;
- обработка наплавленного сплава давлением, включающая накатку закристаллизовавшегося остывающего слоя наплавленного сплава роликами при давлении в контакте 180…200 МПа;
- обработка наплавленного сплава резанием, включающая тонкое точение до размера, соответствующего размеру гильзы, в паре с которой должен был эксплуатироваться поршень.
Как следует из таблицы пятый поршень обрабатывался в полном соответствии предлагаемому способу.
Накатка и окончательная обработка резанием первого и третьего поршней не проводилась ввиду их коробления при наплавке и отсутствия целесообразности дальнейшей обработки и последующих испытаний.
При точечном удалении покрытия на втором, четвертом и пятом поршнях было отмечено, что покрытие на втором поршне было менее пористым и более твердым и хуже поддавалось механической обработке.
Окончательная обработка резанием четвертого поршня привела к выявлению срытых микродефектов несплошности наплавленного слоя, поэтому дальнейшее испытание данного поршня также не проводилось.
Второй и пятый поршни были установлены в соответствующие микродвигатели и испытаны в режиме максимальной нагрузки в течение одного часа. Затем поршни были исследованы, в ходе чего были выявлены вспучивание и частичное отслаивание наплавленного слоя на втором поршне, вызванное недостаточным сопротивлением отслаиванию в контакте оксидного покрытия и наплавленного слоя из-за низкой шероховатости поверхности покрытия. На пятом поршне наплавленный слой значимых изменений не претерпел. Дальнейшие испытания пятого поршня показали, что в режиме максимальной нагрузки он имел ресурс не ниже, чем новый поршень, изготовленный из сплава АК21М2,5Н2,5.
При концентрации едкого кали менее 10 г/л снижается растворяющее действие раствора на формируемое покрытие, оно получается менее пористым и более твердым, поэтому затрудняется удаление покрытия на локальных участках механической обработкой, а также снижается шероховатость поверхности покрытия и сопротивление отслаиванию наплавленного слоя от покрытия. При концентрации едкого кали более 20 г/л растворяющее действие раствора на формируемое покрытие повышается, оно получается тонким и рыхлым, поэтому при наплавке происходит коробление детали, а при эксплуатации - отслаивание наплавленного слоя вместе с частичками покрытия.
При концентрации жидкого стекла менее 10 г/л получается покрытие с пониженным содержанием муллита, имеющее повышенную твердость, поэтому затрудняется удаление покрытия на локальных участках. При концентрации жидкого стекла более 20 г/л нарушается структура покрытия, в ней появляются крупные включения муллита, повышается вероятность возникновения трещин и ненужных разрушений покрытия при последующем нагреве и механической обработке.
При температуре раствора менее 35°С его растворяющее действие на формируемое покрытие снижается, оно получается менее пористым и более твердым, поэтому затрудняется удаление покрытия на локальных участках механической обработкой, а также снижается шероховатость поверхности покрытия и сопротивление отслаиванию наплавленного слоя от покрытия. При температуре раствора более 45°С его растворяющее действие на формируемое покрытие увеличивается, покрытие получается тонким и рыхлым, поэтому при наплавке происходит коробление детали, а при эксплуатации - отслаивание наплавленного слоя вместе с частичками покрытия.
При плотности тока менее 20 А/дм2 оксид алюминия и другие составляющие покрытия образуются менее интенсивно, поэтому снижается скорость роста покрытия и производительность обработки. При плотности тока более 30 А/дм2 возникают тепловые пробои, разрушающие покрытие и препятствующие его росту, поэтому снижается толщина покрытия и производительность обработки.
При времени оксидирования менее 30 минут получается покрытие небольшой толщины, в процессе наплавки намораживанием сплав деталей под ним подвергается сильному нагреву, что приводит к короблению детали. При времени оксидирования свыше 100 минут увеличения толщины покрытия практически не происходит, но продолжают увеличиваться энергозатраты и стоимость обработки.
Если диаметр локального участка, на котором покрытие удалено, меньше 3 мм, то при наплавке намораживанием значительно ухудшаются условия образования спаев сплава детали и наплавляемого сплава из-за его ограниченной жидкотекучести. Если диаметр локального участка, на котором покрытие удалено, больше 6 мм, происходит оплавление значимого объема сплава детали около ее поверхности, вызывающее коробление детали.
Если общая площадь локальных участков, на которых покрытие удалено, меньше 20% площади восстанавливаемых поверхностей, то общая площадь спаев наплавляемого сплава и сплава детали является недостаточной для надежной фиксации наплавляемого слоя. Если общая площадь локальных участков, на которых покрытие удалено, больше 30% площади восстанавливаемых поверхностей, происходит коробление детали из-за слишком большой площади оплавления ее сплава вблизи поверхности.
Если локальные участки, на которых покрытие удалено, неравномерно распределены по восстанавливаемым поверхностям, то в зонах их повышенной плотности происходит коробление детали из-за слишком большой площади оплавления ее сплава вблизи поверхности, а в зонах их пониженной плотности общая площадь спаев наплавляемого сплава и сплава детали является недостаточной для надежной фиксации наплавляемого слоя.
Источники информации
1. Восстановление деталей машин: справочник / Пантелеев Ф.И., Лялякин В.П., Иванов В.П., Константинов В.М.; Под ред. Иванова В.П. - М.: Машиностроение, 2003. - 672 с.
2. Патент RU 2198066. Способ восстановления изношенных деталей из алюминия и его сплавов. Новиков А.Н., Коломейченко А.В., Зуева Н.В. Дворнов Е.В. от 10.02.2003
3. Патент RU №2137580. Способ восстановления пар трения / Атрощенко Э.С., Казанцев И.А., Розен А.Е., Чуфистов О.Е., Викторов Р.И., Потемкин Е.А., Гончаров А.С., Синицын Е.В. - Бюл. №26 от 20.09.1999 (прототип).
4. Чуфистов О.Е., Демин С.Б., Чуфистов Е.А., Борисков Д.Е. Применение кислородного барботирования электролита в процессе микродугового оксидирования деталей из алюминиевых сплавов // Практика противокоррозионной защиты. - 2008. - №1(47). - С.42-48.
5. Черненко В.И., Снежко Л.А., Папанова И.И. Получение покрытий анодно-искровым электролизом. - Л.: Химия, 1991. - 126 с.
6. Чуфистов О.Е. Изменение геометрических размеров изделий из алюминиевых сплавов в процессе обработки анодным оксидированием // Практика противокоррозионной защиты. - 2006. - №3(41). - С.49-53.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2001 |
|
RU2198066C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2482949C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2236336C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2000 |
|
RU2203170C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2252122C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2389593C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПРИВАЛОЧНЫХ ПЛОСКОСТЕЙ ГОЛОВОК БЛОКА ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2274537C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2000 |
|
RU2196035C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ДЕТАЛЯХ ИЗ СПЛАВОВ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2017 |
|
RU2676380C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1996 |
|
RU2119420C1 |
Изобретение относится к области восстановления и ремонта металлических изделий и может быть использовано в машиностроении, приборостроении и других отраслях промышленности. Способ включает следующие операции: сначала восстанавливаемые поверхности детали обрабатывают резанием, возвращая им первоначальную форму, и подвергают пескоструйной обработке, затем обрабатывают микродуговым оксидированием в водном растворе едкого кали 10-20 г/л и жидкого стекла 10-20 г/л при температуре 35-45°С и плотности электрического тока 20-30 А/дм2 в течение 30-100 минут, потом удаляют покрытие на равномерно распределенных по восстанавливаемым поверхностям локальных участках диаметром 3-6 мм с общей площадью 20-30% от площади восстанавливаемых поверхностей, далее на эти поверхности намораживанием в тигле наплавляют алюминиевый сплав такой же марки, из которой изготовлена деталь, после чего наплавленный слой подвергают накатке роликами и придают детали нужные форму и размеры обработкой резанием. Технический результат: сохранение размеров и формы детали с обеспечением ресурса не ниже, чем у новых деталей. 1 табл., 2 ил., 1 пр.
Способ восстановления изношенных деталей из алюминиевых сплавов, включающий микродуговое оксидирование, отличающийся тем, что сначала восстанавливаемые поверхности детали обрабатывают резанием, возвращая им первоначальную форму, и подвергают пескоструйной обработке, затем обрабатывают микродуговым оксидированием в водном растворе едкого кали 10-20 г/л и жидкого стекла 10-20 г/л при температуре 35-45°С и плотности электрического тока 20-30 А/дм2 в течение 30-100 мин, потом удаляют покрытие на равномерно распределенных по восстанавливаемым поверхностям локальных участках диаметром 3-6 мм с общей площадью 20-30% от площади восстанавливаемых поверхностей, далее на эти поверхности намораживанием в тигле наплавляют алюминиевый сплав такой же марки, из которой изготовлена деталь, после чего наплавленный слой подвергают накатке роликами и придают детали нужные форму и размеры обработкой резанием.
| СПОСОБ ВОССТАНОВЛЕНИЯ ПАР ТРЕНИЯ | 1998 |
|
RU2137580C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2252122C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2389593C1 |
| US 20100236379 A1, 23.09.2010. | |||

