Область техники
Настоящее изобретение относится к станции комплектования (называемой также постом или позицией комплектования), которая может загружаться и разгружаться с задней (тыльной) стороны, а с передней стороны выдает подлежащие комплектованию изделия на несущем устройстве. Кроме того, изобретение относится к устройству комплектования с несколькими расположенными друг возле друга станциями или постами комплектования, а также к способу комплектования с использованием такого устройства для комплектования.
Уровень техники
Работы по осуществлению комплектования (комплектования) необходимо производить во многих областях техники, в частности, также и в области производства автомобилей, во время которого, например, для различных конструктивных рядов или моделей необходимо сначала укомплектовать различные конструктивные элементы и доставить в комплектованном состоянии на технологическую линию. При этом большую роль играет так называемое производство «Just-in-time» (как раз вовремя). При таком производстве «Just-in-time» (как раз вовремя) процесс комплектования должен протекать просто, без проблем и быстро.
Раскрытие изобретения
Настоящее изобретение направлено на улучшение процесса комплектования, в частности на создание станции комплектования, с помощью которой можно повысить четкость процесса комплектования и упростить его.
Эта задача решена согласно настоящему изобретению с помощью объектов независимых пунктов формулы изобретения. Предпочтительные варианты осуществления являются предметами зависимых пунктов формулы изобретения.
Настоящее изобретение основано на общей идее о том, чтобы в станции комплектования была предусмотрена, по существу, U-образная линия транспортирования таким образом, чтобы ее можно было загружать и разгружать предпочтительно с задней (тыльной) стороны и чтобы можно было производить без помех отбор подлежащих комплектованию (комплектованию) изделий с ее передней стороны. При этом согласно изобретению станция комплектования содержит зону загрузки изделиями и расположенную возле нее зону выгрузки тары (т.е. носителей изделий), при этом в зоне загрузки изделиями комплектуемое изделие и, соответственно, комплектуемые изделия может/могут перемещаться между задней и передней стороной, в то время как в зоне выгрузки тары оборотная тара может перемещаться между передней стороной и задней стороной. С передней стороны станции комплектования согласно настоящему изобретению предусмотрена расположенная поперек зоны загрузки изделиями и зоны выгрузки тары соединительная зона, так что все три зоны вместе, а именно зона загрузки изделиями, соединительная зона и зона выгрузки тары, расположены U-образно (в виде U-образного участка). При этом подлежащие комплектованию изделия устанавливаются обычно на транспортирующем устройстве, например на устройстве для транспортировки паллет, которые могут перемещаться вдоль зоны загрузки изделиями от задней стороны до передней стороны и вдоль передней стороны через соединительную зону до зоны выгрузки тары, и вдоль нее снова с передней стороны до задней стороны станции комплектования. Таким образом, транспортирующее устройство вместе с подлежащими комплектованию изделиями с задней стороны станции комплектования устанавливается в зону загрузки изделиями и может легко перемещаться вдоль зоны загрузки изделиями от задней стороны до передней стороны станции комплектования. В таком случае на передней стороне станции комплектования можно производить без каких-либо проблем простой отбор комплектованных изделий, так что после отбора в зоне загрузки изделиями остается только лишь транспортирующее устройство, то есть, например, устройство для транспортирования паллет. Это транспортирующее устройство можно теперь - в том случае, если оно разгружено - передвигать простым образом вдоль соединительной зоны в зону выгрузки тары, после чего загруженное снова комплектуемыми изделиями транспортирующее устройство может катиться или скользить вдоль зоны загрузки изделиями к передней стороне станции комплектования. В области соединительной зоны при этом можно предусмотреть подпружиненные подшипники, в частности шарикоподшипники, которые позволяют производить передвижение только лишь исключительно опорожненного транспортирующего устройства. Напротив, неразгруженное транспортирующее устройство такое тяжелое, что подпружиненные подшипники, в частности шарикоподшипники, прижимаются вниз и в результате этого не позволяют перемещать транспортирующее устройство. В том случае, если транспортирующее устройство достигнет зоны выгрузки тары, тогда оно вдоль этой зоны переместится от ее передней стороны до задней стороны станции комплектования и может там без особого труда загружаться на тележку для комплектования, которая используется для загрузки и разгрузки станции комплектования. При этом все зоны выполнены в одной плоскости. Станция комплектования с ее U-образной линией перемещения позволяет осуществлять свободный, в частности замкнутый, процесс движения материала, а также загрузку и разгрузку соответствующей станции комплектования исключительно с ее задней стороны. Отбор комплектуемого изделия можно производить, напротив, через переднюю сторону станции комплектования, так что пути подачи материала и отбора материала не мешают другу.
В предпочтительном усовершенствованном варианте осуществления настоящего изобретения, по меньшей мере, в зоне загрузки изделиями и зоне выгрузки тары предусмотрены направляющие, по которым перемещается транспортирующее устройство. Это позволяет производить особо точное и пунктуальное направление транспортирующего устройства и тем самым также и комплектуемых изделий, благодаря чему можно обеспечивать в общей сложности беспрепятственное перемещение всех транспортирующих устройств.
В следующем предпочтительном усовершенствованном варианте осуществления настоящего изобретения предусмотрено перемещающее устройство, с помощью которого оборотная тара, то есть пустое транспортирующее устройство, может перемещаться в зоне выгрузки тары с передней стороны на заднюю сторону. Такое перемещающее устройство можно создать, например, с помощью педали, воздействующей на зубчатую рейку, и в связи с незагруженным транспортирующим устройством нет необходимости выполнять его особо мощным. С помощью такого перемещающего устройства можно обеспечить, чтобы пустое транспортирующее устройство могло переставляться самостоятельно и тем самым очень просто с передней стороны станции комплектования вдоль зоны выгрузки тары на заднюю сторону станции комплектования и там простым образом загружаться на находящуюся в состоянии готовности тележку для комплектования. Само собой разумеется, что такую зубчатую рейку можно расположить предпочтительно также и в области зоны загрузки изделиями.
Другие важные признаки и преимущества изобретения вытекают из зависимых пунктов формулы изобретения, чертежей и из описания соответствующих фигур со ссылками на чертежи.
Само собой разумеется, что указанные выше и подлежащие дальнейшему пояснению ниже признаки могут применяться не только в соответствующих указанных сочетаниях, но также и в других сочетаниях или в отдельности, не выходя за рамки настоящего изобретения.
Предпочтительные варианты осуществления изобретения изображены на чертежах и в следующем ниже описании будут пояснены более подробно, при этом одинаковые станции относятся к одинаковым или подобным или функционально одинаковым конструктивным элементам.
Краткий перечень фигур чертежей
Фиг.1 - устройство для комплектования с несколькими станциями комплектования согласно настоящему изобретению.
Фиг.2 - детальное изображение станции комплектования согласно настоящему изобретению.
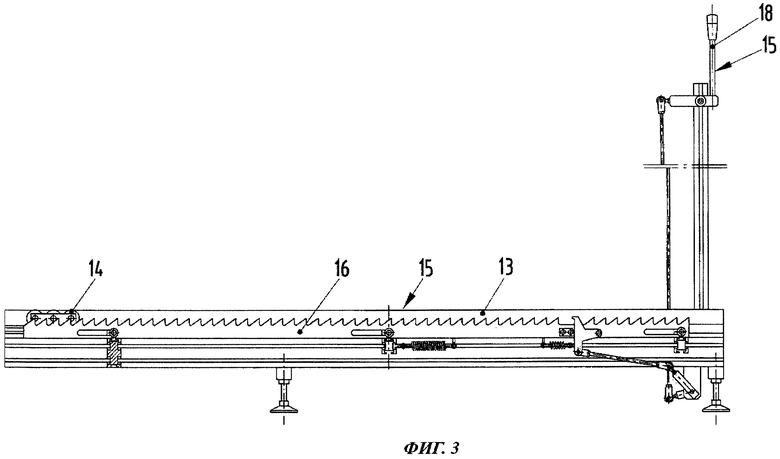
Фиг.3 - изображение в разрезе станции комплектования в области перемещающего устройства, выполненного в виде зубчатой рейки.
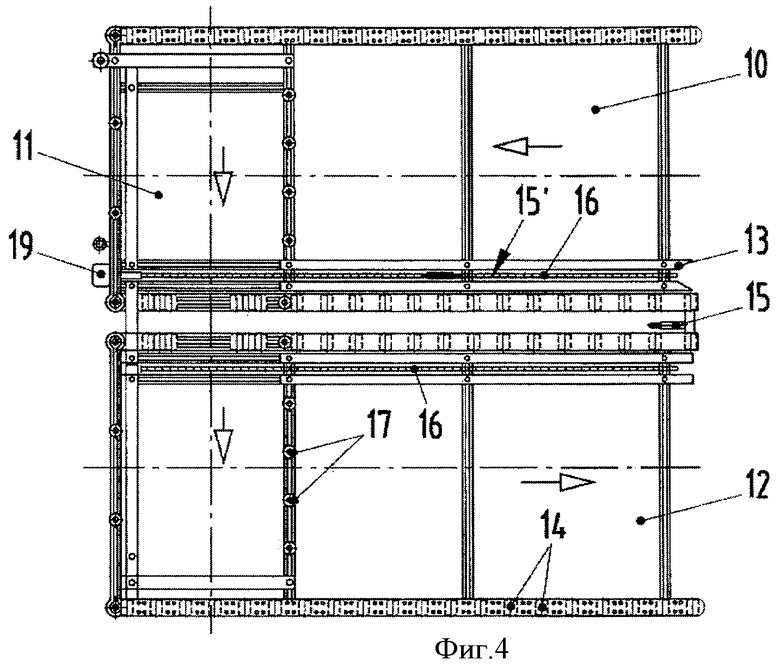
Фиг.4 - горизонтальная проекция перемещающего устройства.
Осуществление изобретения
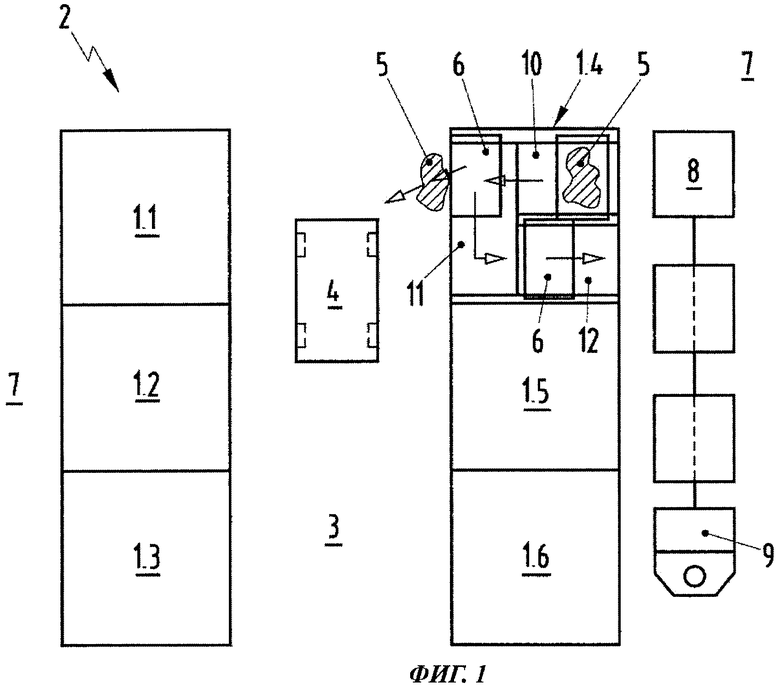
В соответствии с фиг.1 устройство 2 комплектования с несколькими выполненными согласно настоящему изобретению станциями 1.1-1.6 комплектования снабжено трассой 3 комплектования, на которой может перемещаться стеллаж 4 для комплектования. При этом в зависимости от потребности не показанное на чертеже лицо отбирает подлежащие комплектованию изделия 5 из отдельных станций 1.1-1.6 комплектования и укладывает на стеллаж 4 для комплектования или перемещается с ним на станцию изготовления.
Каждая станция 1.1-1.6 комплектования регулярно снабжается при этом в зависимости от ее степени заполнения новым комплектуемым изделием 5, которое обычно укладывается или устанавливается на транспортирующее устройство 6, например устройство для транспортирования паллет, чтобы таким образом упростить манипулирование комплектуемым изделием 5. Как заполнение отдельных станций 1.1-1.6 комплектования, так и удаление опорожненных транспортирующих устройств 6 производится при этом с задней (тыльной) стороны 7 станции 1.1-1.6 комплектования, которую также называют зоной подачи. Передняя сторона соответствующих станций 1.1-1.6 комплектования повернута при этом к трассе 3 комплектования. При этом на задней стороне 7 отдельных станций 1.1-1.6 комплектования могут проезжать тележки 8 для комплектования, которые перемещаются тяговым транспортным средством 9, то есть, в частности, перетаскиваются. На этих тележках 8 для комплектования загруженные изделиями 5 для комплектования транспортирующие устройства 6 доставляют на отдельные станции 1.1-1.6 комплектования и снова отводят опорожненные транспортирующие устройства 6.
При этом происходит, как правило, передача загруженных изделиями 5 для комплектования транспортирующих устройств 6 из тележки 8 для комплектования в зону 10 загрузки изделиями (см. также фиг.2 и фиг.4) соответствующей станции 1.1-1.6 комплектования, после чего это транспортирующее устройство 6 перемещается в конечном итоге от задней стороны 7 к передней стороне соответствующей станции 1.1-1.6 комплектования. После этого на передней стороне соответствующее лицо может просто отобрать комплектуемые изделия 5 и перегрузить на стеллаж 4 для комплектования. Во время дальнейшего протекания процесса опорожненное транспортирующее устройство 6 переставляется вдоль соединительной зоны 11 до зоны 12 выгрузки тары соответствующей станции 1.1-1.6 комплектования и оттуда снова перемещается на заднюю сторону 7 соответствующей станции 1.1-1.6 комплектования. Теперь опорожненное транспортирующее устройство 6 может из этой станции перегружаться на тележку 8 для комплектования и отводиться ею.
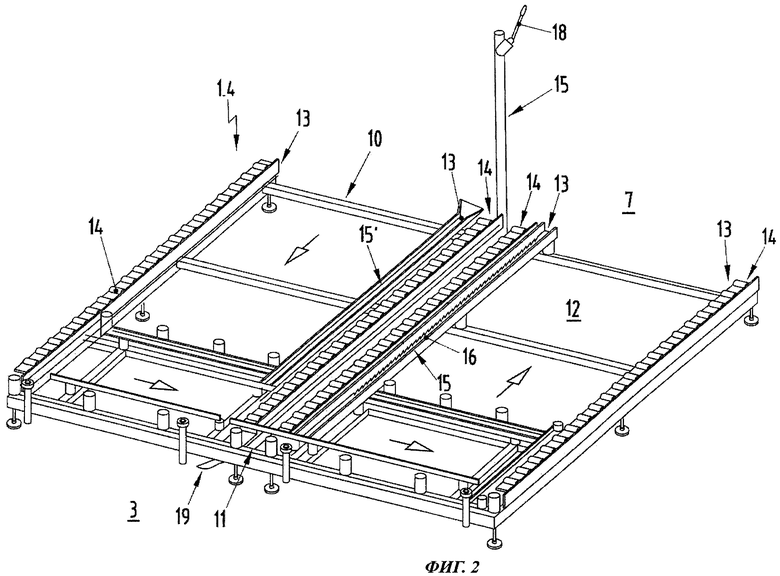
Детальное изображение станции 1.1-1.6 комплектования согласно настоящему изобретению показано на фиг.2 и фиг.4. При этом как на фиг.1, так и на фиг.2 можно определить, что в станции 1.1-1.6 комплектования согласно настоящему изобретению зоны 10 загрузки изделиями соединительные зоны 11 и соответствующие зоны 12 выгрузки тары расположены, соответственно, U-образно, при этом соединительная зона 11 проходит поперек зоны 10 загрузки изделиями и зоны 12 выгрузки тары на передней стороне соответствующей станции 1.1-1.6 комплектования.
Как очевидно на фиг.2 и 4, как в зоне 10 загрузки изделиями, так и в зоне 12 выгрузки тары есть направляющие 13, по которым надежным образом может подводиться транспортирующее устройство 6 и тем самым подлежащие комплектованию изделия 5. В конечной области направляющих реек 13, которая повернута к соответствующей задней стороне 7, они расширены в виде воронки для облегчения, в частности, вхождения или вдвигания транспортирующих устройств 6 с вмонтированными на них со стороны днища роликами в направляющие 13. Такое воронкообразное расширение требуется, в общем, только в области зоны 10 загрузки изделиями. Кроме того, согласно фиг.2, как в зоне 10 загрузки изделиями, так и в зоне 12 выгрузки тары предусмотрены роликово-ленточные конвейеры 14, которые предназначены для облегчения перемещения, как загруженного, так и опорожненного транспортирующего устройства 6. Для переставления опорожненных транспортирующих устройств 6 к задней стороне 7 соответствующей станции 1.1-1.6 комплектования можно предусмотреть перемещающее устройство 15. Это перемещающее устройство 15 может содержать, например, зубчатую рейку 16, которая может перемещаться с помощью рычага 18. Зубчатая рейка 16 взаимодействует при этом с расположенными на транспортирующем устройстве 6 накладками и предотвращает нежелательное движение транспортирующего устройства 6 в зоне 12 выгрузки тары в результате вхождения в зацепление с накладками. В частности, благодаря этому можно также предотвратить нежелательный выезд опорожненного транспортирующего устройства 6 из зоны 12 выгрузки тары на проходящий с задней стороны 7 проход. В зоне 10 загрузки изделиями можно предусмотреть подобное перемещающее устройство 15 с зубчатой рейкой 16, которое может двигаться с помощью педали 19. При нажатии на педаль 19 оператор может легко перемещать транспортирующее устройство 6 в зоне 10 загрузки изделиями.
В общем случае комплектование подлежащих комплектованию изделий 5 с помощью станций 1.1-1.6 комплектования согласно настоящему изобретению производится следующим образом.
Сначала с помощью соответствующей тележки 8 для комплектования комплектуемое изделие 5 подается на транспортирующем устройстве 6, например устройстве для перемещения паллет, к зоне 10 загрузки изделиями соответствующей станции 1.1-1.6 комплектования. Затем происходит передача транспортирующего устройства 6 с тележки 8 для комплектования в зону 10 загрузки изделиями соответствующей станции 1.1-1.6 комплектования, после чего оно перемещается вдоль зоны 10 загрузки изделиями с задней стороны 7 к передней стороне, то есть к трассе 3 комплектования. Там комплектуемое изделие 5 может отбираться с транспортирующего устройства 6 комплектовщиком и укладываться, например, на стеллаж 4 для комплектования. В области соединительной зоны 11 предусмотрены подпружиненные подшипники 17, в частности шарикоподшипники, которые позволяют производить перемещение опорожненного транспортирующего устройства 6. Кроме того, заполненное транспортирующее устройство 6 нажимает на подшипники 17 и, соответственно, на его подпружиненные шарики, в результате чего транспортирующее устройство 6 прилегает к роликово-ленточным конвейерам 14 и предотвращает поперечное перемещение к этим роликово-ленточным конвейерам 14. Только опорожненное транспортирующее устройство 6 имеет такой небольшой вес, что пружины подпружиненных подшипников 17 могут приподнимать его, после чего транспортирующее устройство 6 можно без труда перемещать на шариках подшипников 17 вдоль соединительной зоны 11.
В заключение опорожненное транспортирующее устройство 6 может снова перемещаться из зоны 10 загрузки изделиями по соединительной зоне 11 в зону 12 выгрузки тары и вдоль нее снова к задней стороне 7 станции 1.1-1.6 комплектования. Там производится передача опорожненного транспортирующего устройства 6 с зоны 12 выгрузки тары на тележку 8 для комплектования и в заключение его отправка.
С помощью станции 1.1-1.6 комплектования согласно настоящему изобретению за счет использования соответствующих тележек 8 для комплектования образуется замкнутый материальный поток, и при этом полоса движения тележек 8 для комплектования и стеллажей 4 для комплектования не пересекаются. Загрузка и разгрузка отдельных станций 1.1-1.6 комплектования может производиться только исключительно с задней стороны 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕЛЕЖКА ДЛЯ КОМПЛЕКТОВАНИЯ ДЛЯ ТРАНСПОРТИРОВАНИЯ КОМПЛЕКТУЕМЫХ ИЗДЕЛИЙ | 2010 |
|
RU2457142C2 |
| Устройство для комплектования деталей | 1984 |
|
SU1232934A1 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА КОМПЛЕКТОВАНИЯ ЗАКАЗОВ | 2023 |
|
RU2833263C2 |
| СПОСОБ СБОРКИ ДВЕРЕЙ АВТОМОБИЛЯ И СБОРОЧНАЯ ЛИНИЯ | 2012 |
|
RU2509023C9 |
| СПОСОБ И АППАРАТУРА ДЛЯ СБОРКИ КОМПЛЕКСНОГО ИЗДЕЛИЯ В ПАРАЛЛЕЛЬНОЙ СИСТЕМЕ ПОДГОТОВКИ ПРОДУКЦИИ | 2008 |
|
RU2422258C2 |
| УСТАНОВКА СО СТАНЦИЕЙ КОМПЛЕКТОВАНИЯ ЗАКАЗОВ | 2012 |
|
RU2574308C2 |
| СПОСОБ СБОРА МНОЖЕСТВА РАЗЛИЧНЫХ ПРОДУКТОВ, ВНЕСЕННЫХ В СПИСОК ЗАКАЗА, В СИСТЕМЕ СБОРА ПРОДУКТОВ, А ТАКЖЕ СИСТЕМА СБОРА ПРОДУКТОВ | 2013 |
|
RU2619795C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ГРУПП ПЛОСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2305060C2 |
| СИСТЕМА ХРАНЕНИЯ И КОМПЛЕКТАЦИИ С ЧЕЛНОКАМИ | 2012 |
|
RU2561994C2 |
| СИСТЕМА ДЛЯ ОБРАБОТКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2226494C2 |
Настоящее изобретение может быть использовано при комплектовании изделий. Станция комплектования может загружаться и разгружаться с задней стороны, а с передней стороны удерживает в состоянии готовности на несущем устройстве подлежащие комплектованию изделия. Упомянутая станция комплектования снабжена расположенными друг возле друга зоной загрузки изделиями и зоной выгрузки. В зоне загрузки изделиями подлежащее комплектованию изделие может перемещаться между задней стороной и передней стороной, при этом на передней стороне предусмотрена соединительная зона, которая соединяет зону загрузки изделиями с зоной выгрузки тары таким образом, что три зоны в общей сложности располагаются по U-образной линии и обеспечивают перемещение транспортирующего устройства вдоль зоны загрузки изделиями с задней стороны до передней стороны, вдоль передней стороны через соединительную зону до зоны выгрузки тары и вдоль нее снова с передней стороны до задней стороны станции комплектования. В области соединительной зоны предусмотрены подпружиненные подшипники, которые позволяют перемещаться только лишь опорожненному транспортирующему устройству. Способ осуществляется с использованием упомянутой станции комплектования. Изобретение обеспечивает упрощение процесса комплектования. 2 н. и 6 з.п. ф-лы, 4 ил.
1. Станция комплектования, выполненная с возможностью загрузки комплектуемыми изделиями (5) посредством транспортирующих устройств (6) с задней стороны (7) станции, вдоль которой перемещаются тележки (8) для комплектования, разгрузки опорожненных транспортирующих устройств (6) на тележки (8) для комплектования также с задней стороны, и выдачи комплектуемых изделий (5) с передней стороны станции на комплектовочный стеллаж (4) для транспортировки комплектуемых изделий к месту их сборки, причем каждая станция (1.1-1.6) комплектования имеет зону (10) загрузки изделиями и расположенную рядом зону (12) выгрузки тары, при этом в зоне (10) загрузки изделиями комплектуемое изделие (5) может перемещаться между задней стороной (7) и передней стороной, в то время как в зоне (12) выгрузки тары только опорожненное транспортирующее устройство (6) может перемещаться между передней стороной и задней стороной (7), при этом с передней стороны предусмотрена соединительная зона (11), которая соединяет зону (10) загрузки изделиями с зоной (12) выгрузки тары, так что три зоны (10, 11, 12) расположены вместе по U-образной кривой линии и позволяют производить перемещение транспортирующего устройства (6) вдоль зоны (10) загрузки изделиями с задней стороны (7) к передней стороне, вдоль передней стороны через соединительную зону (11) в зону (12) выгрузки тары и вдоль нее снова с передней стороны к задней стороне (7) станции (1.1-1.6) комплектования, причем в области соединительной зоны (11) предусмотрены подпружиненные подшипники (17), в особенности шарикоподшипники, которые позволяют перемещаться только лишь опорожненному транспортирующему устройству (6).
2. Станция комплектования по п.1, отличающаяся тем, что, по меньшей мере, в зоне (10) загрузки изделиями и в зоне (12) выгрузки тары предусмотрены направляющие (13), по которым перемещается транспортирующее устройство (6).
3. Станция комплектования по п.1, отличающаяся тем, что, по меньшей мере, в зоне (10) загрузки изделиями и в зоне (12) выгрузки тары предусмотрены роликово-ленточные конвейеры (14), которые облегчают перемещение транспортирующего устройства (6).
4. Станция комплектования по одному из пп.1-3, отличающаяся тем, что предусмотрено перемещающее устройство (15), с помощью которого опорожненное транспортирующее устройство (6) в зоне (12) выгрузки тары может перемещаться с передней стороны на заднюю сторону (7), и/или тем, что предусмотрено перемещающее устройство (15'), с помощью которого загруженное транспортирующее устройство (6) в зоне (10) загрузки изделиями может перемещаться с задней стороны (7) к передней стороне.
5. Станция комплектования по п.4, отличающаяся тем, что перемещающее устройство (15, 15') снабжено зубчатой рейкой (16, 16').
6. Станция комплектования по п.2, отличающаяся тем, что, по меньшей мере, направляющие (13) зоны (10) загрузки изделиями расширены в направлении задней стороны (7).
7. Способ комплектования изделий на станции комплектования, характеризующийся тем, что станция комплектования выполнена в соответствии с одним из пп.1-6, причем способ включает следующие технологические операции:
- подачу находящегося на транспортирующем устройстве (6) комплектуемого изделия (5) на станцию (1.1-1.6) комплектования с ее задней стороны с помощью тележки (8) для комплектования,
- передачу транспортирующего устройства (6) вместе с комплектуемым изделием (5) с тележки (8) для комплектования в зону (10) загрузки изделиями станции (1.1-1.6) комплектования,
- перемещение транспортирующего устройства (6) вместе с комплектуемым изделием (5) вдоль зоны (10) загрузки изделиями с задней стороны (7) станции (1.1-1.6) комплектования до ее передней стороны,
- отбор комплектуемого изделия (5) комплектовщиком с передней стороны станции и передачу его на комплектовочный стеллаж (4) для транспортировки комплектуемых изделий к месту их сборки,
- перемещение только опорожненного транспортирующего устройства (6) из зоны (10) загрузки изделиями через соединительную зону (11) в зону (12) выгрузки тары и вдоль нее снова к задней стороне (7) станции (1.1-1.6) комплектования,
- передачу транспортирующего устройства (6) из зоны (12) выгрузки тары на тележку (8) для комплектования,
- отвод транспортирующего устройства (6) с помощью тележки (8) для комплектования.
8. Способ комплектования по п.7, отличающийся тем, что для перемещения транспортирующего устройства (6) вдоль зоны (12) выгрузки тары на заднюю сторону (7) станций (1.1-1.6) комплектования используют перемещающее устройство (15).
| WO 03064292 A1, 07.08.2003 | |||
| FR 2924103 A, 29.05.2009 | |||
| DE 10200077 A1, 19.12.2002 | |||
| DE 202004009708 U1, 12.08.2004 | |||
| РОБОТИЗИРОВАННАЯ ОЧИСТКА ПОЛА С ПРИМЕНЕНИЕМ СТЕРИЛЬНОЙ ОДНОРАЗОВОЙ ПЛАТФОРМЫ | 2006 |
|
RU2434569C2 |
| WO 8907081 A1, 10.08.1989 | |||
| Устройство для съема транспортировочного колесного контейнера | 1983 |
|
SU1266467A3 |
| Грузоподъемная площадка крана-штабелера | 1986 |
|
SU1384503A2 |

