Изобретение относится к области обработки металлов давлением, а именно к производству длинномерных профильных труб многогранного сечения, имеющих, в частности, гладкие непрофилированные концы.
Известна оправка для обжатия труб с внутренним фальцевым швом (патент Российской Федерации №2270731 от 27.02.06, БИ №6). Согласно этому патенту, оправка имеет рабочий стержень цилиндрической формы, в котором закреплены с эксцентриситетом относительно оси этого стержня несколько роликов. Форма по образующим этих роликов различна для того, чтобы обеспечить последовательную подгибку фальца шва. При этом пластическая деформация подгибки производится вдоль одной образующей обрабатываемой трубы, по которой располагается фальцевый шов.
К недостаткам этого устройства при использовании для профилирования труб относятся невозможность получения гладких концов при профилировании, постоянная величина эксцентриситета роликов и невозможность получения различной глубины профилирования, отсутствие возможности получения многозаходных профильных труб, поскольку все ролики размещены в одной плоскости.
Известна конструкция развальцевателя (патент Российской Федерации №2144128 от 09.06.98). В этой конструкции пластическая деформация трубы производится вращающимся инструментом, который представляет собой цилиндрический трубчатый корпус, в который под углом к продольной оси этого корпуса установлены несколько роликов, имеющих коническую форму. Ролики имеют опорные шейки, установленные в корпусе в подшипниках скольжения. Вращение и осевая подача корпуса вместе с роликами приводит к развальцеванию трубы. Недостатком развальцевателя является отсутствие управления радиальным положением конических роликов, поскольку они в корпусе установлены стационарно, отсутствие возможности получения труб с выступами или впадинами профиля, невозможность изготовления многозаходных труб, а также труб, имеющих на концах гладкие цилиндрические непрофилированные концы в сочетании с профилированной частью.
Известна конструкция, приведенная в патенте SU 719770, В21Н 3/08, 05.03.1980, 3 с. Согласно этому патенту, предлагается резьбонакатной инструмент, содержащий размещенные в корпусе резьбонакатные ролики, а также два опорных конических элемента, имеющих возможность взаимодействия с резьбонакатными роликами, отличающийся тем, что с целью расширения технологических возможностей он снабжен оправкой со штифтом, установленной в корпусе с возможностью поворота и пружиной, связанной одним концом со штифтом, а другим - с корпусом, при этом в корпусе выполнен винтовой паз, свободный конец штифта размещен в этом пазу, а один из опорных конических элементов размещен в теле оправки.
Недостатки конструкции вызваны тем, что она не позволяет управлять раздачей и обратным убиранием роликов непосредственно в процессе профилирования, например, для получения непрофилированных участков профиля. Кроме того, не представляется возможным регулировать угол подъема трубного профиля, а также форму канавки профиля, например, для получения труб с малыми и большими углами подъема профиля. Предложенная конструкция с установкой роликов с опорой непосредственно на два опорных конических элемента может приводить к повышенному износу поверхностей трения, что потребует частого технологического обслуживания.
Известна оправка для профилирования труб, приведенная в патенте RU 2347637 С2 от 27.02.2009, бюл. №6 и содержащая корпус, профилирующие ролики, установленные с возможностью свободного вращения вокруг собственных осей, отличающаяся тем, что она снабжена пустотелыми плунжерами с выступами, служащими роликодержателями для профилирующих роликов, корпус выполнен с радиальными расточками цилиндрической формы в виде гидравлических цилиндров для установки в них упомянутых пустотелых плунжеров, а также с осевыми и радиальными каналами для подачи рабочей жидкости под упомянутые плунжеры, причем плунжеры выполнены с возможностью регулировки по углу установки ролика относительно оси оправки и неподвижной фиксации на выбранном угле установки.
Недостатки устройства заключаются в следующем. Профилирование производится при помощи роликов, что ограничивает сортамент получаемых профилей трубы в части глубины и формы профиля, направления отдельных канавок профиля. Затруднена или вовсе невозможна операция профилирования труб с большой толстостенностью.
Известно устройство по патенту SU 1625323 A3 от 30.01.1991, в котором при изготовлении многогранной заготовки из круглой используют профильные раздвижные пуансоны клиновидной формы.
Недостатком устройства является невозможность получения многогранных труб большой протяженности, что связано с торцевым расположением гидропривода устройства, а также консольная конструкция пуансонов, снижающая возможности устройства в части получения труб со значительной толстостенностью.
В качестве прототипа принято устройство для профилирования круглой трубы в квадратную по патенту GB 1425778 от 18.02.1973, содержащее корпус, выполненный с осевыми и радиальными каналами для подачи рабочей жидкости, имеющий связанные с упомянутыми каналами гидравлические цилиндры с плунжерами, снабженными профильными пуансонами с пружинами, представляющие собой раздвижной (секторный) пуансон.
Недостатки прототипа заключаются в большой протяженности пуансонов, что требует приложения значительных усилий для осуществления процесса получения многогранных труб с большой толстостенностью. Кроме того, является невозможным профилирование трубы в режиме многократного воздействия (ковки) с одновременным смещением трубы относительно устройства, поскольку пуансоны не имеют заходных участков. Отдельно следует отметить сложность получения постоянного по длине профиля, что связано с использованием удлиненных пуансонов и возможностью их упругой деформации, а также конструктивное ограничение длины получаемой трубы длиной пуансонов устройства. Конструкция секторного пуансона с поворотными элементами является сложной, что не позволяет использовать силовые элементы большого сечения, а значит прикладывать к нему значительные усилия, что также ограничивает применимость прототипа лишь областью профилирования тонкостенных труб. Примененные пружины растяжения не являются возвратными, их назначение ограничивается удержанием поворотной части пуансона в исходном положении перед началом процесса, а возврат верхнего и нижнего пуансона обеспечивается обратным ходом гидроцилиндра, поскольку в силу кинематики поворотных частей пуансона пружины не в состоянии обеспечить эффективный возврат пуансона в исходное положение. Такое решение затрудняет или делает невозможным использование устройства в высокочастотном, ударном режиме.
Задачей изобретения является создание устройства, обеспечивающего возможность получения профильных труб с многогранным поперечным сечением, в том числе из толстостенной трубной заготовки со значительной протяженностью, с возможным поперечным и продольным оребрением малой высоты за счет многократного воздействия с одновременным сдвигом устройства относительно трубы, например, в высокочастнотном режиме, что позволяет повысить дробность деформации и улучшить пластические свойства трубы.
Задача решается созданием устройства для получения многогранных труб, содержащего корпус, выполненный с осевыми и радиальными каналами для подачи рабочей жидкости, имеющий связанные с упомянутыми каналами гидравлические цилиндры с плунжерами, снабженными профильными пуансонами с пружинами.
Новым в устройстве является то, что пуансоны имеют клиновидную форму, и применены пружины сжатия, установленные непосредственно на шток гидроцилиндра.
Приведенное техническое решение позволяет профилировать трубы при помощи низкоскоростного процесса прессования или высокоскоростного процесса ковки, и получать при помощи воздействия клиновидным пуансоном трубы различных назначений с многогранным профилем, имеющим высокую прямолинейность граней. Использование возвратной пружины, установленной на штоке гидроцилиндра, позволяет отказаться от использования гидравлического способа возврата штока (подачей давления в штоковую полость), что повышает устойчивость работы устройства и его быстродействие.
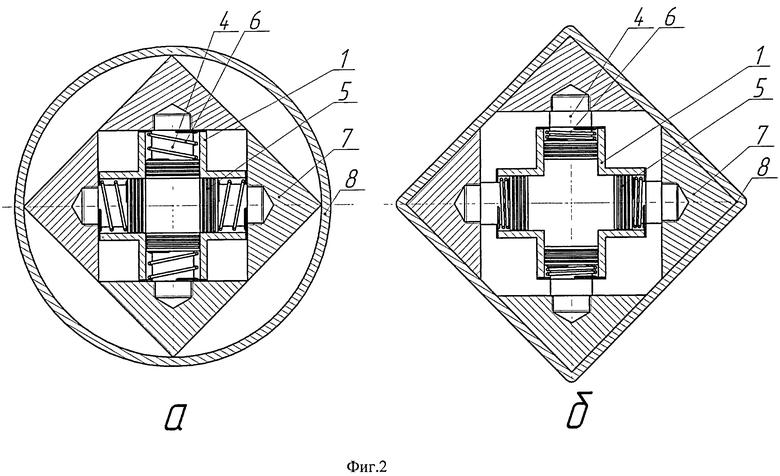
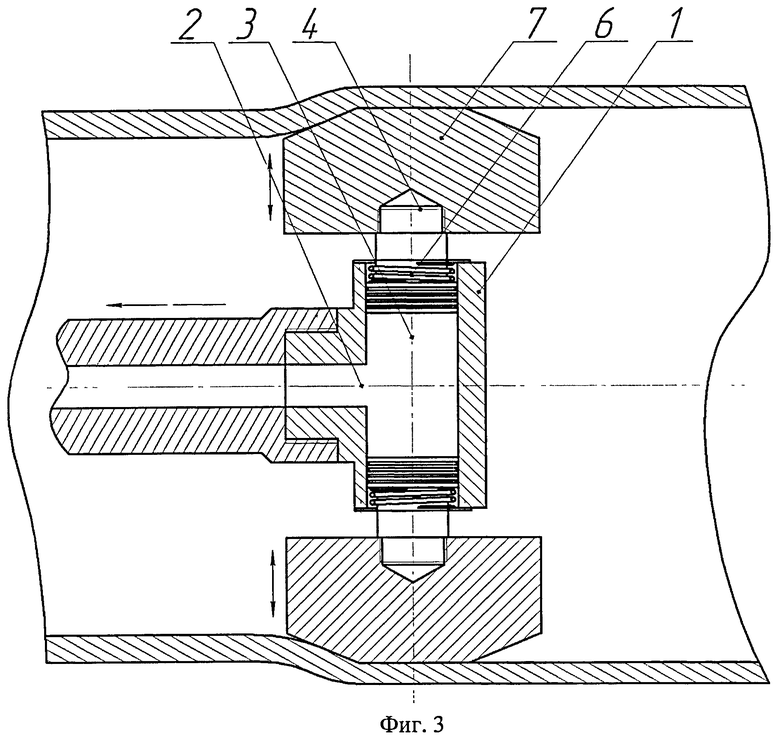
Устройство (фиг.1-3) содержит корпус 1, имеющий осевые 2 и радиальные 3 каналы для подачи рабочей жидкости. Каналы связаны с полостями гидроцилиндров (для примера показаны варианты рабочего узла устройства, имеющие три (фиг.1) и четыре (фиг.2) гидроцилиндра). В каждой из полостей гидроцилиндров установлены штоки 4, имеющие каждый возвратную пружину 6 и снабженные уплотнительными элементами 5. На оси каждого штока установлен сменный профильный пуансон 7, соответствующий форме получаемой трубы 8. Рабочий узел устройства в целом крепится на полую штангу.
Профилирование трубы при помощи устройства осуществляется следующим образом. Устройство подается на полой штанге внутрь гладкой трубной заготовки 8 до нужного положения в трубе (точки начала профилирования) - фиг.1а, 2а. Простейшим способом фиксирования этой точки может быть концевой или путевой выключатель, соединенный с приводом подачи трубы. В канал полой штанги и далее в рабочий узел по каналам 2 и 3 подается рабочая жидкость под давлением. Под ее действием происходит перемещение штоков гидроцилиндров 4 и соединенных с ними профильных пуансонов 7, которые вдавливаются в трубу 8 изнутри и деформируют ее, придавая ей требуемый профиль (фиг.1б, 2б). После получения требуемого профиля на малом участке профилирования давление снижают, при этом возвратные пружины 6 возвращают штоки гидроцилиндров 4 и профильные пуансоны 7 в исходное положение. Устройство перемещают к следующему участку профилирования. Перемещение осуществляется при убранных пуансонах 7, что позволяет иметь привод перемещения небольшой мощности. При этом может быть получен прерывистый профиль трубы или профильная труба с хвостовыми и центральными непрофилированными участками. Трубы такого типа находят применение, например, при производстве теплообменных аппаратов увеличенной протяженности с промежуточными трубными досками.
Кроме тихоходного способа профилирования прессованием, описанного выше, возможен способ профилирования с использованием ударно-вибрационного действия профильных пуансонов 7, для чего обеспечивается подача пульсирующего давления от гидравлического осциллятора. При этом, при высоких частотах вибрации, перемещение трубы может быть практически непрерывным, за счет чего обеспечивается высокая производительность профилирования.
Следует отметить, что с использованием предлагаемого устройства возможно получение труб широкого сортамента - труб с многогранным, многолучевым, ребристым, а кроме того, со спиральным профилем, для чего следует применять профильные пуансоны с нанесенным винтовым выступом. В определенном диапазоне углов подъема профиля и частот колебания давления обеспечивается самостоятельное вращение устройства за счет сил сопротивления вдавливанию пуансонов. В случае создания в устройстве достаточного давления обеспечивается также возможность профилирования труб со значительной толстостенностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2347637C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТРУБ С ВИНТОВЫМ ПРОФИЛЕМ | 2011 |
|
RU2477664C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2013 |
|
RU2537636C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2011 |
|
RU2468878C1 |
| УСТРОЙСТВО ДЛЯ НАКАТКИ ПРОФИЛЬНЫХ ТРУБ | 2011 |
|
RU2455097C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2339479C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МНОГОЗАХОДНЫХ ВИНТОВЫХ ТРУБ | 2007 |
|
RU2339478C1 |
| Устройство для накатки профильных труб | 2019 |
|
RU2756059C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПРОФИЛЬНЫХ ТРУБ | 2007 |
|
RU2342209C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2011 |
|
RU2481911C2 |
Изобретение относится к области обработки металлов давлением, конкретно - к трубопрофильному производству. Корпус устройства выполнен с осевыми и радиальными каналами для подачи рабочей жидкости и связанными с каналами радиальными расточками цилиндрической формы в виде гидравлических цилиндров с установленными в них плунжерами. Плунжеры снабжены профильными клиновидными пуансонами и возвратными пружинами. При этом профильные пуансоны выполнены сменными. Расширяются технологические возможности. 3 ил.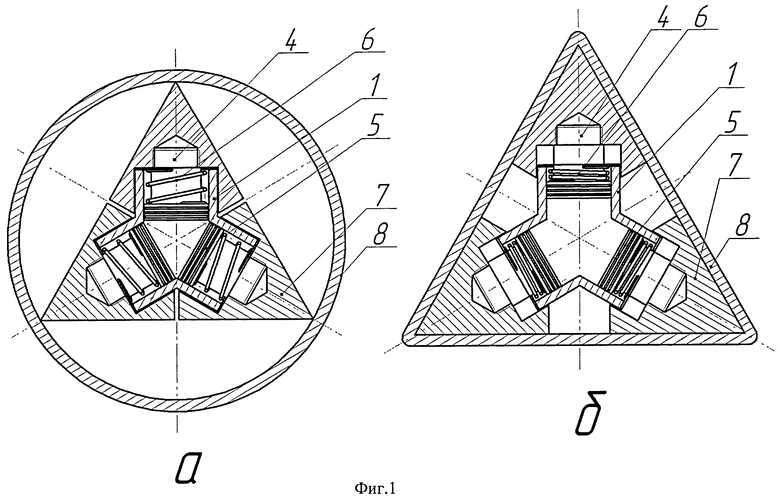
Устройство для получения многогранных труб, содержащее корпус, выполненный с осевыми и радиальными каналами для подачи рабочей жидкости, связанные с упомянутыми каналами гидравлические цилиндры со штоками и установленными на каждом штоке профильными пуансонами, отличающееся тем, что оно снабжено полой штангой для подачи устройства внутрь трубной заготовки до точки начала профилирования, концевым или путевым выключателем для фиксирования устройства в этой точке, пружинами сжатия, установленными на каждом штоке гидроцилиндра для возврата пуансонов в исходное положение, при этом каждый из профильных пуансонов выполнен клиновидной формы, обеспечивающей придание трубной заготовки требуемого профиля на участке профилирования при перемещении профильных пуансонов и их вдавливании в трубную заготовку, причем профильные пуансоны выполнены сменными.
| Устройство для записи и воспроизведения магнитограмм | 1987 |
|
SU1425778A1 |
| Способ изготовления корпусов банок многогранной формы и устройство для его осуществления | 1988 |
|
SU1625323A3 |
| 0 |
|
SU192159A1 | |
| Устройство для деформирования полых заготовок | 1991 |
|
SU1801047A3 |
| ОПРАВКА ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2347637C2 |

