Изобретение относится к области обработки металлов давлением и, в частности, к трубопрофильному производству.
Известно устройство (А.с. №555957 СССР, 1977), в котором труба фиксируется в специальном приспособлении, а формующие ролики, повернутые относительно оси трубы на величину угла подъема винтового профиля на заготовке, совершают планетарную обкатку, за счет трения перемещая трубу в осевом направлении.
Недостатком конструкции является то, что конструкция ролика ограничивает стойкость как подшипников, так и самого ролика по времени работы. Кроме того, регулировка глубины вдавливания как при настройке установки, так и в процессе профилирования затруднена, т.к. отсутствуют регулировочные элементы, ограничивающие крайние положения роликов (разведенное и сведенное), а регулировка производится основным нажимным устройством. Невозможно получение профиля с числом заходов более трех.
В устройстве (по патенту РФ №2172223, 1999) для профилирования труб используются три ролика с цилиндрической поверхностью, установленных под углом 90° к оси трубы. Используется принудительное заталкивание трубы в роликовый узел. Профилирование ведется на профильной оправке.
Недостатками такой конструкции установки являются сложность перехода на другой диаметр труб, а также другую глубину и шаг трубного профиля, поскольку эти изменения связаны с заменой оправки; искажения трубного профиля, связанные с проскальзыванием трубы по торцу ролика; практическая невозможность профилирования длинных отрезков труб и труб из бухт. Кроме того, отдельную сложность представляет изготовление профильной винтовой оправки и ее использование в процессе (подача в трубу, извлечение после процесса профилирования). В указанной конструкции невозможно получение профиля с числом заходов более трех.
Дополнительную сложность представляет необходимость синхронизации двух движений - подачи трубы и вращения роликовой головки. Неточность этой синхронизации приведет к погрешностям угла подъема готового трубного профиля.
Известно также профилирующее устройство (А.с. №1489885, опубл. 30.06.89, БИ №24), которое содержит формующие ролики, установленные на подшипниках качения в корпусах, выполненных в форме прямоугольных призм с фланцами. Корпуса подшипников формующих роликов установлены с возможностью радиального перемещения во втулке, смонтированной на подшипниках в цилиндрических расточках шпинделя. Между верхней торцевой поверхностью втулок угловой регулировки и каждым из фасонных фланцев корпусов подшипников размещены отжимные пружины. Шпиндель допускает осевое перемещение в направляющих втулках под действием штока пневмоцилиндра. Шпиндель и приводной шкив смонтированы на подшипниках качения в неподвижном корпусе. На внутренней поверхности приводного шкива установлены клиновые ползуны, взаимодействующие с крышками, имеющими клиновые пазы. Резьбовое соединение штока пневмоцилиндра со шпинделем через подшипниковый узел и резьбовую втулку обеспечивает возможность профилирования труб различных диаметров с различной глубиной профиля.
Недостатки данной конструкции связаны, главным образом, с низкой стойкостью профилирующего инструмента и его силовых подшипников, значительной сложностью регулировки и подстройки глубины вдавливания роликов в процессе профилирования, невозможностью получения более трех заходов трубного профиля.
Прототипом заявляемого устройства является устройство (Свид. на полезную модель RU 30104 U1, B21H 7/14, 20.06.2003) для получения спирально-профилированных труб из трубных заготовок, содержащее шпиндель с цилиндрическими радиально размещенными пазами, установленный на опорных подшипниках, формующие ролики, установленные на подшипниках качения, и роликодержатели с пружинами сжатия, установленные в соответствующем пазу шпинделя с возможностью радиального перемещения и изменения их углового положения относительно оси подачи трубной заготовки, а также клиновое нажимное устройство с пневмоприводом, отличающееся тем, что роликодержатели и клинья нажимного устройства оснащены фиксаторами, подшипники качения ролика размещены непосредственно в корпусе ролика, а шпиндель установлен на подшипниках качения.
Недостатками прототипа является невозможность получения многозаходного профиля, невозможность точной подстройки глубины профиля во время процесса профилирования, невозможность накатки винтового профиля на конических трубах и трубах с непостоянным по длине диаметром.
Задачей изобретения является создание устройства, обеспечивающего возможности получения трубного профиля с числом заходов более трех, плавного регулирования глубины профилирования, в том числе и во время операции профилирования, а также обеспечение таких требований к теплообменным трубам, как получение гладких концевых участков для заделки в трубную доску теплообменника при его сборке.
Задача решается созданием устройства для получения спирально-профилированных труб из трубных заготовок, содержащего установленный в корпусе на подшипниках качения шпиндель с цилиндрическими радиально размещенными пазами, формующие ролики, установленные на размещенных в корпусе каждого ролика подшипниках качения в роликодержателях, имеющих пружины сжатия и фиксатор, и клиновой нажимной механизм с пневмоприводом, регулировочную втулку для регулировки положения роликов, роликодержатели установлены в соответствующем пазу шпинделя с возможностью радиального перемещения и изменения их углового положения относительно оси подачи трубной заготовки.
Новым в устройстве является то, что формующие ролики с роликодержателями выполнены в виде двух трехроликовых профилирующих блоков и размещены в упомянутом клиновом нажимном механизме, а между ними установлена сменная шайба, регулировочная втулка выполнена с установленным на нее цилиндрическим зубчатым колесом и соединенным с ним регулировочным приводом.
Такое техническое решение позволяет получать многозаходный профиль с числом заходов от 3 до 6. Имеется возможность плавно регулировать глубину профилирования, в том числе и непосредственно во время профилирования. При использовании электронных методов контроля глубины получаемых канавок профиля возможна точная настройка на требуемую глубину профиля непосредственно в процессе профилирования и управление установкой при помощи обратной связи регулировочного привода с устройством для контроля глубины профиля (например, электронным профилографом). Имеется возможность накатки профиля с любым сечением канавки (плоским (цилиндрическим) роликом, роликом с торообразной катающей поверхностью). Раздельная установка роликов позволяет получить разные канавки (три одной глубины и профиля, между ними три - другой). Возможно получить неравномерное расположение канавок профиля на трубе (с неравномерными промежутками между канавками). Установка позволяет также получить гладкие непрофилированные концы для заделки в трубную доску, т.к. используется отдельный скоростной пневматический привод сведения и разведения роликов. Процесс получения гладких концов может быть автоматизирован путем установки путевых или концевых выключателей. Крайние положения роликов (в сведенном и разведенном положении) регулируются. Конструкция позволяет получать большой диапазон углов подъема трубного профиля, вплоть до обкатки трубы с минимальными, близкими к 0° углами подъема, т.е. получать трубы с наружным кольцевым оребрением. Обеспечивается высокая стойкость инструмента (ролика) и его подшипников благодаря размещению подшипников в корпусе ролика.
Продольный разрез устройства для профилирования многозаходных винтовых труб показан на чертеже. В цилиндрическом полом корпусе 1, установленном на опорах 2, располагается поршень 3 кольцевого пневмоцилиндра. Указанный поршень 3 закреплен на корпусе регулировочной гайки 4, имеющей внутреннюю резьбу. В регулировочную гайку 4 вворачивается изнутри регулировочная втулка 5 с цилиндрическим зубчатым колесом 6, соединяемым с удлиненной шестерней регулировочного привода (на чертеже не показан). Внутри регулировочной втулки 5 и внутри всего корпуса на подшипниках качения установлен шпиндель 7 с приводным клиноременным шкивом 8, установленным на барабане 9. Шпиндель имеет торцевые шпонки 10, путем которых вращение от шкива 8 передается к блокам роликов 11 и 12. Трехроликовые профилирующие блоки 11 и 12 содержат каждый по три роликодержателя, установленные в них оси роликов и ролики, установленные на размещенных внутри последних двух подшипниках качения, причем роликодержатели имеют возможность поворота вокруг радиальной по отношению к трубе оси и фиксации на выбранном угле установки при помощи винтовых фиксаторов. Между блоками роликов установлена сменная шайба 13. Блоки роликов могут перемещаться в радиальном направлении при помощи клинового нажимного механизма 14.
Работа устройства состоит из двух основных частей. Собственно накатка винтового профиля происходит следующим образом. От приводного шкива 8 вращение передается барабану 9 и, через шпоночное соединение, шпинделю 7, который, вращаясь внутри корпуса, передает крутящий момент через торцевые шпонки 10 на трехроликовый профилирующий блок 11 и, через сменную шайбу 13 с торцевыми шпонками, на трехроликовый профилирующий блок 12. Оба трехроликовых профилирующих блока со сменной шайбой и шпинделем 7 стянуты в единое целое крепежными элементами. При таком вращении труба, подаваемая внутрь шпинделя 7, захватывается установленными под некоторым углом роликами, продвигается из устройства и на ее наружной поверхности накатывается требуемый винтовой профиль. Регулировка устройства на требуемую глубину вдавливания роликов осуществляется при помощи регулировочного привода, вращающего цилиндрическое зубчатое колесо 6 и соединенную с ним втулку 5, которая, через подшипниковый узел, передает усилие на шпиндель 7, который, в свою очередь, перемещает трехроликовые профилирующие блоки 11 и 12 по клиньям клинового нажимного механизма 14, сводя или разводя ролики в радиальном направлении. Для быстрой установки роликов в сведенное и разведенное положения (например, для получения непрофилированных участков на трубе) используется пневмоцилиндр, образованный полым корпусом 1 с кольцевым поршнем 3, который через гайку 4 также воздействует на втулку 5. Для установки расстояния между роликовыми блоками используется сменная шайба 13 с торцевыми шпонками на боковых поверхностях.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СПИРАЛЬНО-ПРОФИЛИРОВАННЫХ ТРУБ | 2007 |
|
RU2373013C2 |
| ОПРАВКА ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2347637C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО ПРОФИЛИРОВАНИЯ ТРУБ | 2012 |
|
RU2486024C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2152280C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2149719C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2149720C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 2013 |
|
RU2531020C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |
Изобретение относится к области обработки металлов давлением, конкретно к трубопрофильному производству. Устройство содержит установленный в корпусе на подшипниках качения шпиндель с цилиндрическими радиально размещенными пазами, формующие ролики, установленные на размещенных в корпусе каждого ролика подшипниках качения в роликодержателях, имеющих пружины сжатия и фиксатор, и клиновой нажимной механизм с пневмоприводом. Имеется также регулировочная втулка для регулировки положения роликов. Роликодержатели установлены в соответствующем пазу шпинделя с возможностью радиального перемещения и изменения их углового положения относительно оси подачи трубной заготовки. При этом формующие ролики с роликодержателями выполнены в виде двух трехроликовых профилирующих блоков и размещены в упомянутом клиновом нажимном механизме, а между ними установлена сменная шайба. Регулировочная втулка выполнена с установленным на нее цилиндрическим зубчатым колесом и соединенным с ним регулировочным приводом. Расширяются технологические возможности, повышается качество. 1 ил.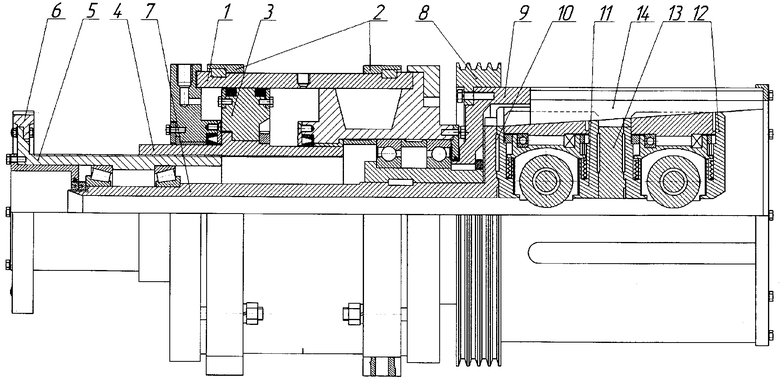
Устройство для получения спирально-профилированных труб из трубных заготовок, содержащее установленный в корпусе на подшипниках качения шпиндель с цилиндрическими радиально размещенными пазами, формующие ролики, установленные на размещенных в корпусе каждого ролика подшипниках качения в роликодержателях, имеющих пружины сжатия и фиксатор, клиновой нажимной механизм с пневмоприводом и регулировочную втулку для регулировки положения роликов, роликодержатели установлены в соответствующем пазу шпинделя с возможностью радиального перемещения и изменения их углового положения относительно оси подачи трубной заготовки, отличающееся тем, что формующие ролики с роликодержателями выполнены в виде двух трехроликовых профилирующих блоков и размещены в упомянутом клиновом нажимном механизме, а между ними установлена сменная шайба, регулировочная втулка выполнена с установленным на нее цилиндрическим зубчатым колесом и соединенным с ним регулировочным приводом.
| Радиозонд | 1932 |
|
SU30104A1 |
| Устройство для накатывания канавок на цилиндрических заготовок | 1975 |
|
SU555957A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2005 |
|
RU2280523C1 |
| Устройство для накатывания канавок на цилиндрических заготовок | 1975 |
|
SU555957A1 |
| DE 3627121 A, 11.02.1988. | |||

