Изобретение относится к области обработки металлов давлением, а именно к производству спирально - профилированных труб.
Известно устройство для производства профильных труб, которое включает тонкий диск с отверстием, установленный внутри ротора эксцентрично. При вращении ротора выступы, нанесенные на внутренней поверхности в отверстии диска взаимодействуют с наружной поверхностью трубы, производя ее пластическое деформирование (патент США 3735616 от 09.01.1973). Подача трубы в осевом направлении совместно с работой описанного выше устройства приводит к получению профиля трубы.
Недостатком устройства является то обстоятельство, что получаемый трубный профиль является результатом огибания при движении эксцентричного диска. Вся профилируемая поверхность трубы обкатывается профилирующим выступом инструмента, что затрудняет получение профилей с большой глубиной вдавливания инструмента. Кроме того, поскольку частота вращения ротора ограничена, то это приводит к низкой производительности устройства. Также следует отметить, что это устройство позволяет получить трубы лишь с одним заходом профиля, имеющим небольшую ширину, что также ограничивает скорость профилирования.
Устройство, подобное описанному выше, приведено также в патенте США 3572074 от 23.03.1971. Отличие от рассмотренного выше устройства состоит в том, что плоскость движения профилирующего диска расположена не перпендикулярно оси трубы, а под некоторым углом к ней. Такая установка диска также создает эксцентриситет его движения относительно оси трубы. Недостатки этого устройства остаются теми же, что и для указанного ранее устройства.
Известно устройство по патенту Великобритании 1051429 от 19.10.1964. В этом устройстве получение профильных труб производится в двух последовательно установленных головках. Каждая головка содержит корпус, в котором установлены два валка с винтовой нарезкой. Валки имеют механический привод вращения. Такая связь обеспечивает постепенную накатку выступов и впадин на трубе.
К недостаткам устройства относится следующее. Поскольку две профилирующие головки и обрабатываемая труба находятся одновременно в контакте, то синхронизация такой системы весьма сложна, а при переходе на другой размер трубы требуются значительные затраты на настройку. Особую сложность представляет собой изготовление профилирующего инструмента, который по длине обкатки имеет переменные размеры. Это требует использования специализированного металлообрабатывающего оборудования и высокой точности обработки, что весьма дорого. Кроме того, с помощью рассмотренного устройства затруднительно изготавливать профильные трубы с постоянным по длине профилем поперечного сечения.
Известен стан для накатки винтовых профильных труб (патент RU 2337780 С1, от 10.11.2008, БИ №31), включающий установленные в корпусах прокатные валки с кольцевыми профилирующими дисками и их привод от одного зубчатого колеса, устройство для разведения прокатных валков, направляющие проводки, размещенные в плоскости, перпендикулярной линии, проходящей через оси прокатных валков, а также устройство для принудительной осевой подачи трубной заготовки в очаг пластической деформации, отличающийся тем, что профилирующие диски прокатных валков выполнены с возможностью самоустановки относительно плоскости, перпендикулярной оси прокатного валка, между указанными дисками установлены упругие элементы, устройство для разведения прокатных валков выполнено в виде двух рычагов, один конец каждого из которых установлен с возможностью поворота на оси зубчатого колеса, средняя часть каждого рычага оперта на корпус соответствующего прокатного валка, а другие концы рычагов связаны между собой силовым гидроцилиндром и возвратной пружиной.
Недостатком стана является требование вращения трубной заготовки при обкатке роликами, что в значительной мере затрудняет профилирование труб при их поставке в виде длинных отрезков, и в особенности, профилирование труб с размоткой из бухт. Кроме того, для получения труб с постоянным профилем поперечного сечения (например, квадратным) требуется использование профилирующих роликов с резкими перепадами радиуса по длине окружности, что приводит к возникновению резко неравномерной (по величине крутящего момента) нагрузки на привод. Вызывает трудности также и изготовление такого инструмента.
Известно устройство для производства профильных труб по патенту RU 2342209 С1, содержащее корпус, два держателя с профильными кольцами, установленные последовательно вдоль оси трубы, один из которых выполнен подвижным с возможностью поворота вокруг своей оси при помощи поворотного средства, отличающееся тем, что второй держатель выполнен неподвижным, упомянутое поворотное средство подвижного держателя выполнено с возможностью перемещения вдоль оси трубы и поворота относительно нее в виде установленных в корпусе двух кольцевых гидроцилиндров с поршнями, подвижный держатель выполнен в виде перемычки с кольцевой расточкой, соединяющей штоки поршней кольцевых гидроцилиндров, и имеет радиальные выступы, а корпус выполнен с направляющими копирами для перемещения в них упомянутых радиальных выступов подвижного держателя.
Недостатками этого устройства являются ограниченность сортамента продукции лишь трубами с винтовым профилем с различными углами подъема.
В качестве прототипа принято устройство по патенту US 3583189 А1 для производства труб со спиральными гофрами, содержащее три кольцевых профилирующих элемента, эксцентрично расположенных с возможностью свободного вращения в подшипниковых обоймах и воздействующих на трубу своей внутренней поверхностью.
Недостатком прототипа является принципиальная невозможность получения с его помощью профилей, отличных от спирального или имеющего круглое поперечное сечение. Кроме того, профилирующие элементы совершают качение по наружной поверхности трубы, что предъявляет относительно высокие требования к величине некруглости наружной поверхности трубы. Вызывает трудности также и изготовление такого инструмента.
Задачей изобретения является создание трубопрофильного устройства, имеющего относительно несложную конструкцию рабочего инструмента и в то же время позволяющего получать трубы с постоянным по длине профилем поперечного сечения, имеющих высокую точность формы сечения. Кроме того, является необходимой возможность получения непрофилированных участков трубы требуемой протяженности, а также возможность профилирования труб при поставке заготовки в бухтах. Кроме того, должна быть обеспечена возможность простой смены инструмента при переходе на новую форму профиля поперечного сечения трубы.
Задача решается созданием устройства, включающего механизм для принудительной осевой подачи трубной заготовки в очаг пластической деформации, корпус, размещенные в нем неподвижные кольцевые профилирующие элементы и подвижный кольцевой профилирующий элемент, выполненный с возможностью смещения в плоскости, перпендикулярной оси профилируемой трубы. Новым является то, что кольцевые профилирующие элементы выполнены с формой отверстий, обеспечивающей образование просвета при их исходном положении для введения круглой трубной заготовки и при их смещенном положении, соответствующей конечной форме готовой профильной трубы.
Приведенное техническое решение позволяет профилировать трубы с постоянным по длине профилем поперечного сечения, причем трубная заготовка подается в очаг деформации без вращения, что упрощает конструкцию подающего механизма, а также позволяет профилировать трубы при поставке заготовки в бухтах с дальнейшей порезкой готовой профильной трубы на мерные длины или намоткой в бухту. Возможность изготовления инструмента (профилирующих колец) с высокой точностью дает возможность получить высокую точность наружного профиля готовой трубы. Инструмент имеет относительно несложную конструкцию, что дает возможность изготавливать его из материалов с повышенной стойкостью.
Устройство для профилирования труб схематично показано на фиг.1.
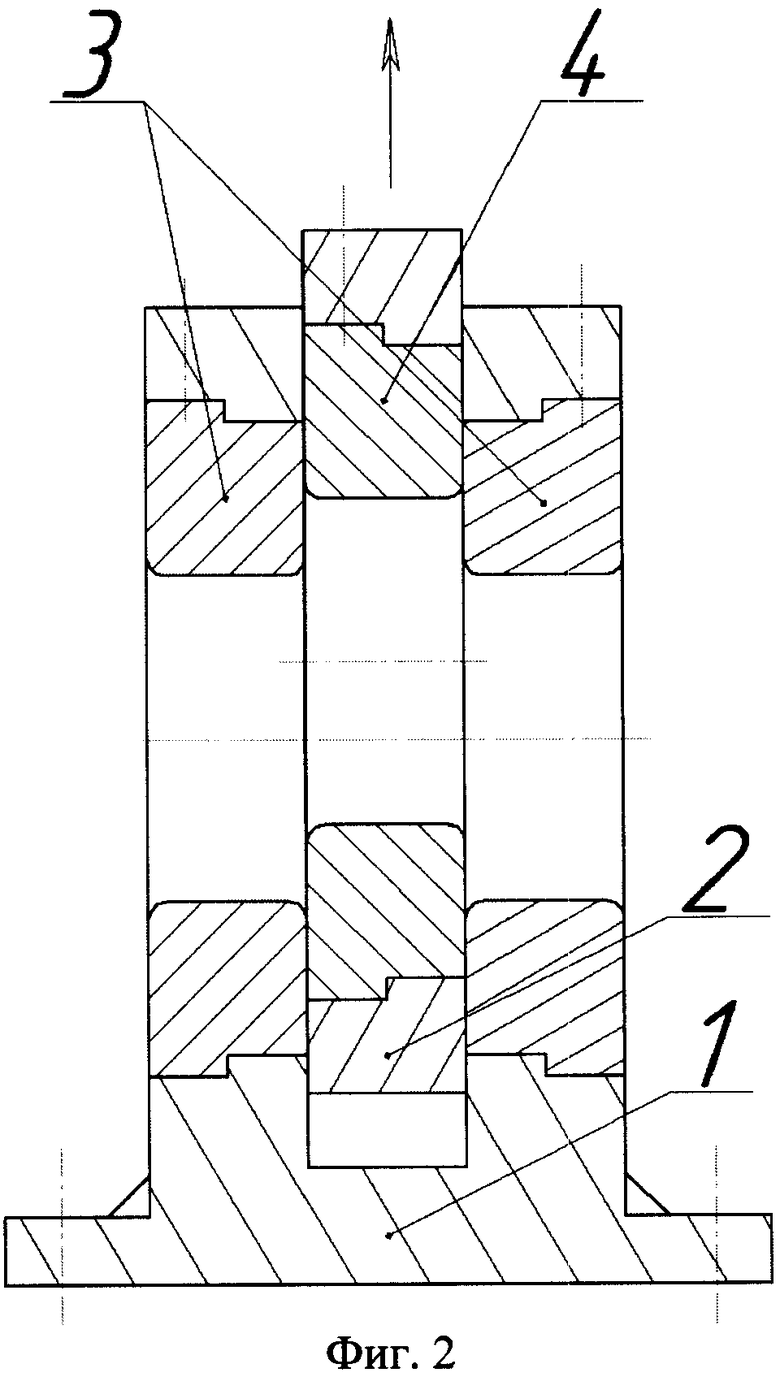
Схема перемещения профилирующих элементов (разрез по вертикальной оси устройства) приведена на фиг.2.
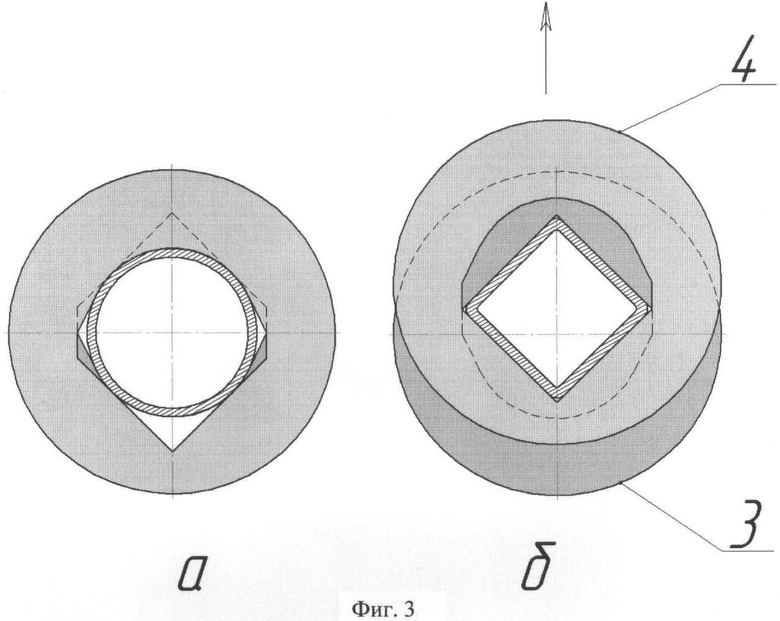
Форма просвета в зоне профилирования при двух различных положениях профилирующих элементов показана фиг.3.
Устройство (фиг.1) содержит корпус 1, в котором размещена группа неподвижных профилирующих элементов (колец) 3, а также подвижный держатель 2, в котором размещено подвижное профилирующее кольцо 4. Подвижный держатель 2 с профилирующим кольцом 4 имеет возможность поворота относительно корпуса 1 за счет установки его на поворотной оси 5. Привод перемещения осуществляется при помощи средства перемещения, например гидроцилиндра 6. Профилирующие кольца 3 и 4 имеют такую форму внутреннего отверстия, которая образует просвет, позволяющий введение исходной круглой трубной заготовки при исходном положении колец (фиг.3, а) и соответствующий конечной форме готовой профильной трубы при смещенном положении колец (фиг.3, б). На фиг.3 в качестве примера приведена форма просвета профилирующих колец, соответствующая процессу профилирования трубы квадратного сечения из круглой заготовки. Для случая профилирования труб с иной конфигурацией поперечного сечения форма отверстия профилирующих колец, а также количество колец и подвижных держателей может быть иным.
Устройство для профилирования труб работает следующим образом.
При помощи гидроцилиндра 6 и подвижного держателя 2 профилирующее кольцо 4 устанавливается в положение, соответствующее фиг.3, а. Трубная заготовка подается в просвет устройства на требуемую длину при помощи механизма осевой подачи, например толкающих роликов, цепного заталкивателя, тракового механизма и т.п. После того, как заготовка будет введена в просвет устройства на требуемую длину, гидроцилиндр 6 перемещает подвижный держатель 2 с кольцом 4 в положение, соответствующее фиг.3, б, а затем возвращает держатель 2 в положение «а». Механизм осевой подачи смещает трубу на заданную длину, и цикл профилирования повторяется. При этом является возможным работа устройства в «пульсирующем» режиме, когда гидроцилиндр 6 и подающий механизм работают последовательно при поддержании высокой частоты срабатывания. При этом обеспечивается относительно высокая скорость профилирования. Следует отметить, что возможным является также использование устройства при подаче трубы за цикл на длину, бóльшую, чем протяженность одного участка профилирования. Это позволяет получать трубу, на которой чередуются профильные и гладкие участки.
В целом устройство позволяет получать трубы, имеющие различную форму профиля поперечного сечения, в том числе при поставке трубной заготовки в бухтах, что позволяет получать отрезки профильных труб требуемой протяженности. Возможно получение труб с чередованием профильных и гладких участков, причем длина участков может варьироваться от весьма малой до сплошного профилирования. Конструкция инструмента позволяет изготовить его из материалов высокой стойкости, что повышает его долговечность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ НАКАТКИ ВИНТОВЫХ ПРОФИЛЬНЫХ ТРУБ | 2007 |
|
RU2337780C1 |
| УСТРОЙСТВО ДЛЯ НАКАТКИ ПРОФИЛЬНЫХ ТРУБ | 2011 |
|
RU2455097C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТРУБ С ВИНТОВЫМ ПРОФИЛЕМ | 2011 |
|
RU2477664C2 |
| ТРУБОПРОФИЛЬНОЕ УСТРОЙСТВО | 2011 |
|
RU2481912C2 |
| Устройство для накатки профильных труб | 2019 |
|
RU2756059C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПРОФИЛЬНЫХ ТРУБ | 2007 |
|
RU2342209C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2338614C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Способ изготовления многогранных сварных труб | 1986 |
|
SU1382527A1 |
Изобретение относится к области обработки металлов давлением, и может быть использовано для профилирования труб. Используют неподвижные кольцевые профилирующие элементы и подвижный кольцевой профилирующий элемент, выполненный с возможностью смещения в плоскости, перпендикулярной оси профилируемой трубы. При этом кольцевые профилирующие элементы выполнены с формой отверстий, обеспечивающей образование просвета, соответствующего круглой трубной заготовке для ее введения при их исходном положении и - конечной форме готовой профильной трубы при их смещенном положении. Расширяются технологические возможности. 3 ил.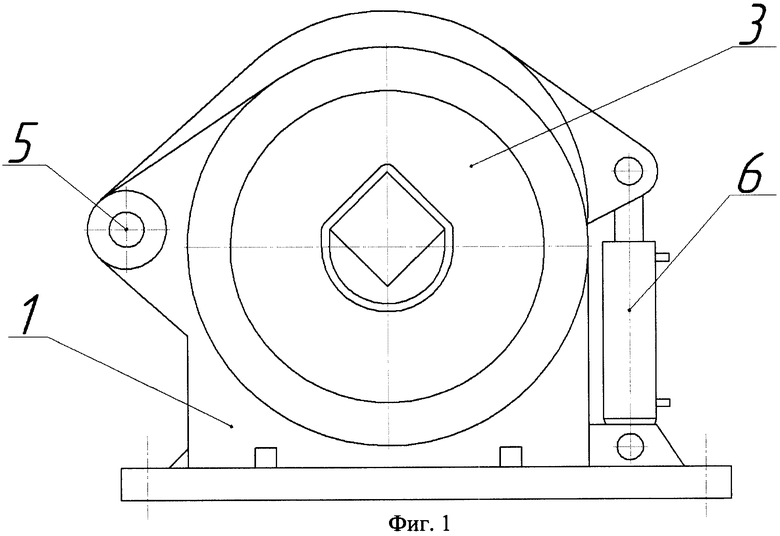
Устройство для профилирования труб из круглых трубных заготовок, содержащее механизм принудительной осевой подачи круглой трубной заготовки в очаг пластической деформации, корпус, размещенные в нем неподвижные кольцевые профилирующие элементы и подвижный кольцевой профилирующий элемент, выполненный с возможностью смещения в плоскости, перпендикулярной оси профилируемой трубы, отличающееся тем, что кольцевые профилирующие элементы выполнены с формой отверстий, образующих просвет, обеспечивающий введение круглой трубной заготовки при их исходном положении и соответствующий конечной форме готовой профильной трубы при их смещенном положении.
| US 3583189 А1, 06.08.1971 | |||
| СТАН ДЛЯ НАКАТКИ ВИНТОВЫХ ПРОФИЛЬНЫХ ТРУБ | 2007 |
|
RU2337780C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПРОФИЛЬНЫХ ТРУБ | 2007 |
|
RU2342209C1 |
| Устройство для профилирования труб | 1979 |
|
SU860913A1 |
| Способ волочения труб,прутков и других профилей | 1972 |
|
SU425427A1 |

