Изобретение относится к обработке материалов давлением, а именно к способам упрочнения металлов в процессе обработки.
Известен способ равноканального углового прессования заготовки, близкий к изобретению по технической сущности и достигаемому положительному эффекту и заключающийся в деформировании заготовки продавливанием через пересекающиеся вертикальный и горизонтальный каналы матрицы [патент РФ 2128095, МКИ В21С 25/00, опубл. 27.03.1999].
Недостаток способа заключается в невозможности прессования заготовки с поперечным размером меньшим, чем сечение канала.
Задачей изобретения является повышение эффективности способа равноканального углового прессования заготовки с меньшими поперечными размерами, чем сечение канала.
Задача изобретения решается способом равноканального углового прессования заготовки, имеющей поперечный размер меньше сечения канала матрицы, характеризующийся тем, что осуществляют пластическую деформацию составной заготовки в виде соединенной посредством штифтов собственно заготовки и двух накладок.
Сопоставительный анализ с прототипом показывает, что заявляемое изобретение для равноканального углового прессования заготовки отличается возможностью прессования заготовки, поперечные размеры которой меньше, чем сечение канала.
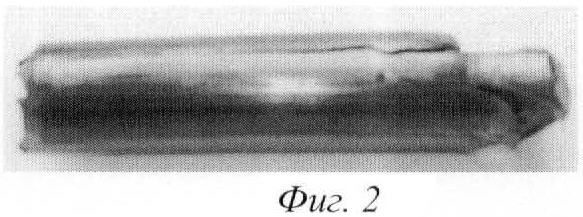
Пример схемы составной заготовки для равноканального углового прессования представлен на фиг.1.
Составная заготовка состоит из собственно заготовки 7, двух накладок 2 и двух штифтов 3.
Способ осуществляется следующим образом.
Предварительно готовят составную заготовку, как показано на фиг.1. Составную заготовку размещают в вертикальный канал, с помощью пуансона деформируют в горизонтальный канал. В процессе продавливания составная заготовка в месте пересечения каналов подвергается пластической деформации по схеме простого сдвига.
Пример
Вырезанные из труб магистрального газопровода (⌀ 273 мм, толщина стенки 8 мм, давление в трубе 30 атм) заготовки (ВСтЗсп) были подвергнуты равноканальному угловому прессованию по маршруту «С» при температуре 673 К и числе проходов n=4. РКУП производился при угле пересечения каналов Ф=120° в специальной технологической оснастке. Поскольку толщина стенки трубы составляет 8 мм, а диаметр канала оснастки - 20 мм, были изготовлены составные заготовки, в среднюю часть которых вставляли исследуемую заготовку из трубы, а по бокам - накладки из такой же марки стали. Составная заготовка после равноканального углового прессования приведена на фиг.2.
В результате равноканального углового прессования в материале неиспользованной (резервной) трубы достигнуто измельчение зерна с 10,17 мкм до 3,64 мкм, а в материале использованной трубы - с 6,15 мкм до 4,06 мкм. Измельчение зерна привело к увеличению микротвердости материала газопровода: с 1796 МПа до 2680 МПа для неиспользованной (резервной) трубы и с 1242 МПа до 2615 МПа для трубы после длительной эксплуатации (41 год).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибридной обработки магниевых сплавов | 2019 |
|
RU2716612C1 |
| БЕТА-ТИТАНОВЫЙ СПЛАВ И СПОСОБ ЕГО ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2478130C1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА | 2010 |
|
RU2417857C1 |
| УСТРОЙСТВО ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2424073C1 |
| СПОСОБ НЕПРЕРЫВНОГО РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК В ВИДЕ ПРУТКА | 2013 |
|
RU2560474C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПЛАСТИНЫ ДЕФОРМИРОВАНИЕМ С ОБЕСПЕЧЕНИЕМ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2457062C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2003 |
|
RU2240197C1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2007 |
|
RU2386511C2 |
| СПОСОБ СТРУКТУРНОГО ИЗМЕЛЬЧЕНИЯ МЕТАЛЛОВ | 2009 |
|
RU2402618C1 |
| Способ упрочнения кольцевой заготовки или втулки канальным угловым прессованием и устройство для его осуществления | 2021 |
|
RU2780004C1 |
Изобретение относится к обработке материалов давлением, а именно к способам упрочнения металлов в процессе обработки. Используют в способе заготовку, имеющую поперечный размер меньше сечения канала матрицы. Осуществляют пластическую деформацию составной заготовки в виде соединенной посредством штифтов собственно заготовки и двух накладок. В результате обеспечивается упрочнение материалов. 2 ил.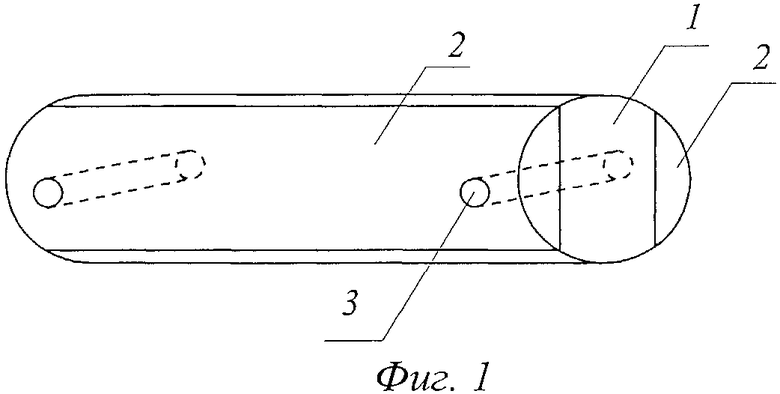
Способ равноканального углового прессования заготовки, поперечные размеры которой меньше сечения канала матрицы, характеризующийся тем, что угловому прессованию подвергают составную заготовку из собственно заготовки, двух накладок и штифтов.
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2128095C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ С МЕЛКОКРИСТАЛЛИЧЕСКОЙ ГЛОБУЛЯРНОЙ СТРУКТУРОЙ В α И α+β-ТИТАНОВЫХ СПЛАВАХ | 2009 |
|
RU2390395C1 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ЗАГОТОВОК | 1999 |
|
RU2172350C2 |
| JP 2003096549 А, 03.04.2003. | |||

