Изобретение относится к обработке металлов давлением и может быть использовано преимущественно для получения профилей из цветных металлов и сплавов в виде прутка.
Известен способ прессования металлов, при котором совмещают прямое и равноканальное угловое прессование в одну операцию (патент РФ №2379148, B21J 5/06, B21J 13/02, C22F 1/04, опубл. 20.01.2010). Способ прессования металлической заготовки, включающий совмещенные в одну технологическую операцию прямое прессование и равноканальное угловое прессование, которые осуществляют в составной матрице, имеющей верхнюю и нижнюю части и калибрующую зону, при этом прямое прессование производят через калибрующую зону, а равноканальное угловое прессование - при выходе металла заготовки из упомянутой калибрующей зоны в пересекающихся каналах нижней матрицы, один из которых расположен вертикально, а пересекающийся с ним канал - горизонтально. Верхняя часть составной матрицы выполнена с неосесимметричной полостью, а часть заготовки, расположенную ниже верхней части матрицы и выше плоскости расположения линии пересечения каналов нижней части матрицы, одновременно с прессованием подвергают кручению.
Недостатком способа-аналога являются ограничения по длине получаемых изделий, связанные с необходимостью использования исходных заготовок ограниченной длины. К тому же при осуществлении способа необходимо не только обеспечить деформацию исходной заготовки, но и преодолеть пассивные силы трения, возникающие между исходной заготовкой и контейнером, что приводит к формированию повышенных сил прессования. Возникающие при этом высокие контактные напряжения на рабочих поверхностях формообразующей оснастки снижают ее износостойкость.
Известен способ обработки металлов давлением, позволяющий упрочнять металл во время обработки, реализуемый по устройству (патент РФ №2181314, B21D 25/02, B21C 25/00, опубл. 20.04.2002). В процессе деформирования заготовка изменяет направление течения два раза, за счет чего происходит сдвиговая деформация и упрочнение материала заготовки. Заготовку пропускают через матрицу с расположенными в ней тремя пересекающимися каналами, геометрически подобными в поперечном сечении - приемным, промежуточным и выходным. Приемный и выходной каналы выполнены параллельно друг другу, причем оси симметрии параллельных каналов разнесены на расстояние K=(0,5-1,5)L, где L - расстояние между стенками приемного канала, а внутренний угол между осями симметрии параллельных каналов и осью симметрии соединяющего их промежуточного канала составляет 90-120°.
Недостатком аналога является то, что для получения истинной степени деформации e=2,4 данным способом нужно повторить операцию обработки несколько раз, что является трудоемким процессом, особенно в производстве цветных металлов.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ деформационной обработки металлической заготовки в виде прутка, при котором осуществляют непрерывное равноканальное угловое прессование без значительного изменения поперечного сечения заготовки (патент РФ №2417857 B21J 5/06, B21C 23/00, опубл. 10.05.2011). Способ включает подачу заготовки в рабочий канал, образованный между вращающимся диском со сплошной окружной канавкой и неподвижной ограничивающей основой, окружающей часть длины кольцевой канавки, причем на выходе рабочего канала обеспечивают изменение его направления посредством опорной детали, установленной в кольцевой канавке, а посредством вращения диска обеспечивают продвижение заготовки по рабочему каналу в направлении его выхода и осуществляют при этом непрерывное равноканальное угловое прессование без значительного изменения поперечного сечения заготовки. Непрерывное равноканальное угловое прессование заготовки осуществляют поэтапно, с последовательным уменьшением поперечного сечения рабочего канала на каждом этапе, причем заготовку перед каждым последующим этапом непрерывного равноканального углового прессования подвергают формообразующей пластической деформации при температуре ниже температуры рекристаллизации обрабатываемого материала.
Недостатком прототипа является то, что заготовку перед каждым последующим этапом непрерывного равноканального прессования подвергают формообразующей пластической деформации, что выражается в большой трудоемкости и занимаемой производственной площади.
Задача - снижение трудоемкости и энергозатрат процесса.
Технический результат изобретения - обеспечение требуемых механических свойств.
Поставленная задача достигается способом непрерывного равноканального углового прессования, включающий подачу заготовки в рабочий канал, образованный между вращающимся диском со сплошной окружной канавкой и неподвижной ограничивающей основой, охватывающей часть кольцевой канавки, с обеспечением перемещения заготовки по рабочему каналу в направлении его выхода посредством вращения диска и изменения направления перемещения заготовки на выходе рабочего канала посредством опорной детали, установленной в кольцевой канавке, отличающийся тем, что непрерывное равноканальное угловое прессование производят в условиях интенсивной пластической деформации в три последовательных этапа, со сменой на каждом этапе направления течения металла заготовки на угол Ф=90-120°, после чего осуществляют окончательное пластическое формообразование прутка с уменьшением поперечного сечения заготовки, при этом истинная степень деформации на каждом этапе равноканального углового прессования е≥0,7, а на этапе окончательного формообразования прутка е≥0,3.
Кроме того, согласно изобретению, в процессе окончательного пластического формообразования получают пруток с поперечным сечением в форме квадрата, овала, прямоугольника и т.д.
Технический результат изобретения достигается благодаря тому, что за счет совмещения интенсивной пластической деформации в несколько этапов и пластического формообразования предложенный способ позволяет накапливать истинную степень деформации е≥2,4, при которой существенно улучшаются механические свойства материала.
Кроме того, благодаря тому, что осуществлено совмещение нескольких этапов обработки в условиях интенсивной пластической деформации сокращает производственный цикл и приводит к снижению затрат электроэнергии за счет исключения операций повторного нагрева перед обработкой, что, следовательно, снижает энергозатраты и трудозатраты по сравнению с прототипами.
Сущность изобретения поясняется чертежом, на котором представлена принципиальная схема обработки.
На чертеже обозначено: заготовка 1, вращающийся валок 2, ограничивающая основа 3, рабочий канал 4.
Способ осуществляют следующим образом.
Металлическую заготовку 1 в виде прутка подвергают непрерывному угловому прессованию путем подачи ее на вход рабочего канала, образованного между вращающимся валком 2 с П-образной гравюрой и неподвижной ограничивающей основой башмаком 3, окружающей вращающийся диск и покрывающей часть длины канавки. Посредством вращения валка 2 и возникающих между гравюрой валка 2 и заготовкой 1 сил трения обеспечивают продвижение заготовки 1 через рабочий канал 4 в направлении к выходному отверстию башмака 3. В рабочем канале металл деформируют за три этапа углового прессования, в процессе которых после каждого этапа осуществляют смену направления течения материала на угол Ф1, Ф2, Ф3. Углы на каждом этапе составляют 90-120°. Истинная степень деформации на каждом этапе e≥0,7, а при окончательном формообразовании полуфабриката за счет уменьшения поперечного сечения заготовки истинная степень деформации составляет e≥0,3.
Пример реализации способа.
Деформировали образец из технически чистого алюминия АД1 диаметром 12 мм. Обработку осуществляли по предложенному способу трехкратным угловым прессованием, после каждого этапа осуществляли смену направления течения материала на углы Ф1=Ф2=Ф3=120°. С помощью физического эксперимента были получены значения временного сопротивления разрыву и относительного удлинения. Результаты показаны в таблице, из которой видно, что комплекс указанных механических свойств заготовки при обработке по предложенному способу выше, чем при использовании способа-прототипа.
Таким образом, предлагаемый способ позволяет повысить механические свойства обрабатываемых полуфабрикатов, снизить трудоемкость и энергозатраты процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА | 2010 |
|
RU2417857C1 |
| СПОСОБ СОВМЕЩЕННОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2519078C1 |
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2537635C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2007 |
|
RU2361687C1 |
| УСТРОЙСТВО ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2021 |
|
RU2780729C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК В СУБМИКРОКРИСТАЛЛИЧЕСКОМ И НАНОСТРУКТУРИРОВАННОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2436847C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379148C2 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| Способ штамповки заготовок с ультрамелкозернистой структурой из двухфазных титановых сплавов | 2019 |
|
RU2707006C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2013 |
|
RU2529604C1 |
Изобретение относится к обработке металлов давлением и может быть использовано преимущественно для получения профилей из цветных металлов и сплавов в виде прутка. Непрерывное равноканальное угловое прессование осуществляют в три последовательных этапа, после каждого этапа осуществляют смену направления течения материала заготовки на угол Ф=90-120°, после чего осуществляют окончательное пластическое формообразование прутка. Существенное улучшение механических свойств материала достигается за счет совмещения интенсивной пластической деформации в несколько этапов и пластического формообразования, что позволяет накапливать истинную степень деформации e≥2,4. Совмещение нескольких этапов обработки в условиях интенсивной пластической деформации сокращает производственный цикл и приводит к снижению затрат электроэнергии за счет исключения операций повторного нагрева перед обработкой. 1 з.п. ф-лы, 1 ил., 1 табл.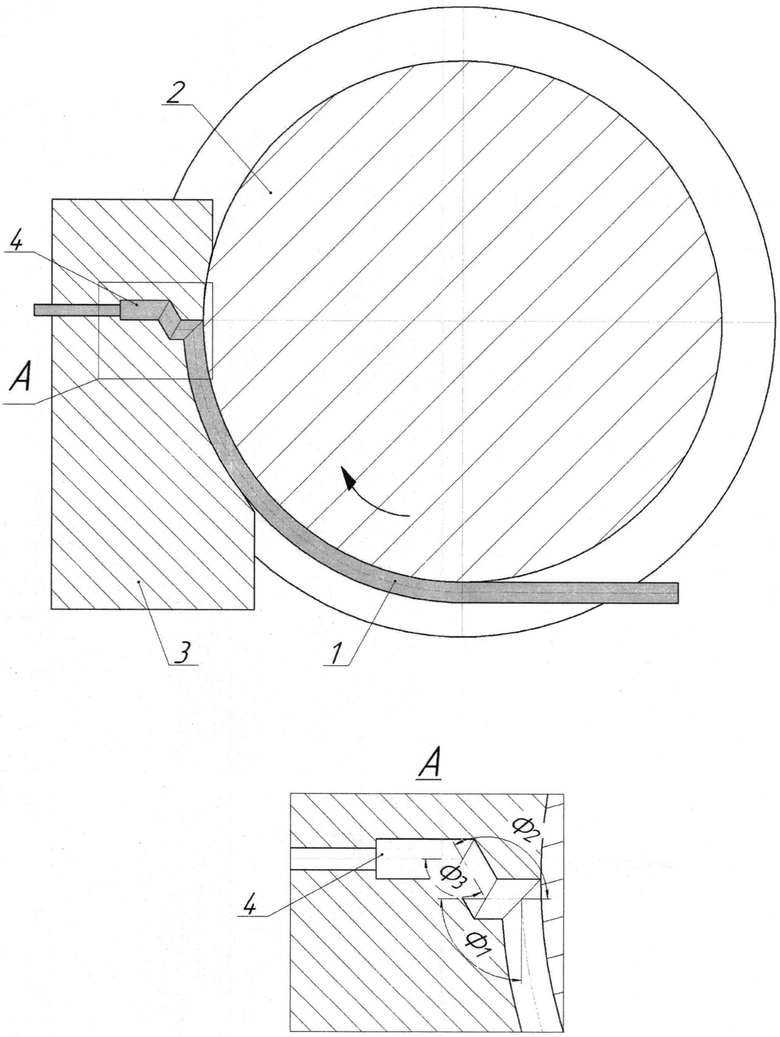
1. Способ непрерывного равноканального углового прессования металлической заготовки в виде прутка, включающий подачу заготовки в рабочий канал, образованный между вращающимся диском со сплошной окружной канавкой и неподвижной ограничивающей основой, охватывающей часть кольцевой канавки, с обеспечением перемещения заготовки по рабочему каналу в направлении его выхода посредством вращения диска и изменения направления перемещения заготовки на выходе рабочего канала посредством опорной детали, установленной в кольцевой канавке, отличающийся тем, что непрерывное равноканальное угловое прессование производят в условиях интенсивной пластической деформации в три последовательных этапа, со сменой на каждом этапе направления течения металла заготовки на угол Ф=90-120°, после чего осуществляют окончательное пластическое формообразование прутка с уменьшением поперечного сечения заготовки, при этом истинная степень деформации на каждом этапе равноканального углового прессования е≥0,7, а на этапе окончательного формообразования прутка е≥0,3.
2. Способ по п. 1, отличающийся тем, что в процессе окончательного пластического формообразования получают пруток с поперечным сечением в форме квадрата, овала, прямоугольника.
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА | 2010 |
|
RU2417857C1 |
| СПОСОБ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК КРУЧЕНИЕМ | 1991 |
|
RU2021064C1 |
| Прибор для спектрального анализа света, отраженного от рудных минералов, углей и т.п. объектов | 1958 |
|
SU134048A1 |
| WO 2007001428 A2, 04.01.2007 | |||

