Изобретение относится к области общего и специального тяжелого машиностроения и может использоваться во всех областях промышленного производства для обеспечения соединения высоконагруженных элементов механических конструкций.
Известен способ резьбового соединения элементов деталей машин с помощью сложного резьбового соединения, обеспечивающего закрепление элементов конструкции за счет резьбовой втулки, имеющей внутреннюю и наружную резьбу с различным шагом, что позволяет обеспечить усилие зажима за счет разности шага резьбы «HYTORC» ® (1).
Недостатком такого способа является сложная в изготовлении конструкция болтового соединения.
Задачей, на решение которой направлено изобретение, является разработка способа соединения высоконагруженных деталей, превосходящего известные способы соединения элементов конструкции в отношении повышения производительности и снижения трудоемкости соединения элементов конструкции за счет исключения использования сложных затягивающих устройств-гайковертов и кранового оборудования.
Сущность заявляемого изобретения состоит в том, что при данном способе затяжки несущий болт выполнен с центральным глухим резьбовым отверстием, в который ввинчивается дополнительный упорный болт, который упираясь в дно глухого отверстия, растягивает гладкую часть несущего болта, снижая момент затяжки несущего болта.
Предлагаемый способ соединения элементов является новым: отличие от прототипа - применение осевого упорного болта, растягивающего гладкую часть несущего болта до расчетного удлинения, что позволяет затянуть несущий болт до упора обычным ключом, а после ослабления упорного болта, за счет упругости материала болта создать натяг в резьбовом соединении. Совокупность существенных признаков изобретения приводит к новому техническому результату - повышению производительности процесса сборки деталей, снижению трудоемкости, устранению специальных сложных затягивающих устройств - гайковертов и кранового оборудования.
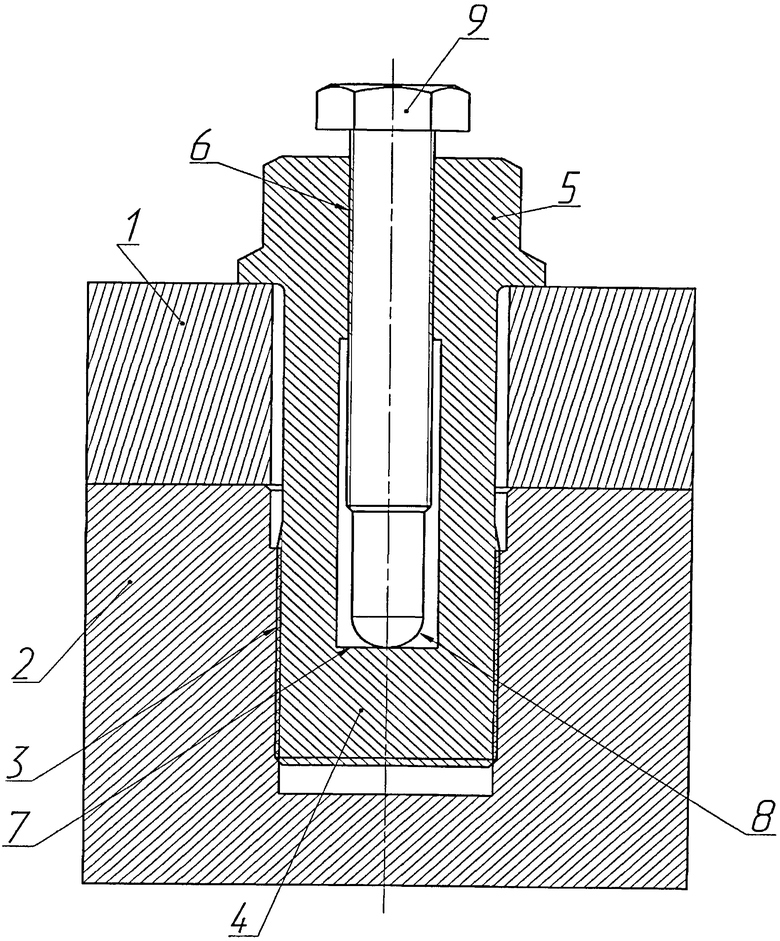
Изобретение поясняется чертежом, где на чертеже представлена конструкция, состоящая из соединяемых элементов 1 и 2. В резьбовое отверстие 3 элемента 2 ввинчивается несущий болт 4, в головке 5 которого выполнено осевое глухое резьбовое отверстие 6, в дно 7 которого головкой 8 упирается упорный болт 9.
Предлагаемый способ осуществляется следующим образом. В осевое глухое резьбовое отверстие несущего болта ввинчивается упорный болт, растягивающий гладкую часть несущего болта до расчетного удлинения. Несущий болт ввертывается в соединение до упора ручным ключом и довинчивается до упора, после чего упорный болт ослабляется, и за счет упругих свойств материала несущего болта создает натяг в резьбовом соединении, препятствующий отворачиванию несущего болта при высоких нагрузках.
Таким образом, предлагаемый способ соединения деталей повышает производительность процесса сборки элементов конструкции и уменьшает трудоемкость процесса за счет исключения применения специальных затягивающих устройств-гайковертов и кранового оборудования.
Источник информации
1. Патент № DE 102009023518 (А1) от 16.07.2008.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАТЯЖКИ ВЫСОКОНАГРУЖЕННОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2011 |
|
RU2475651C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ГАРАНТИРОВАННОГО НАТЯГА В РАЗЪЕМНОМ РЕЗЬБОВОМ СОЕДИНЕНИИ ДЕТАЛЕЙ | 2011 |
|
RU2501988C2 |
| СПОСОБ СОЗДАНИЯ ГАРАНТИРОВАННОЙ ЗАТЯЖКИ В ДИФФЕРЕНЦИАЛЬНО-РЕЗЬБОВОМ СОЕДИНЕНИИ ДЕТАЛЕЙ | 2014 |
|
RU2568172C1 |
| СПОСОБ И УСТРОЙСТВО ЗАТЯЖКИ И ОСЛАБЛЕНИЯ ВЫСОКОНАГРУЖЕННОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2013 |
|
RU2533705C1 |
| Гайковерт | 1980 |
|
SU948653A1 |
| БОЛТОВОЕ БЕЗЗАЗОРНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2020 |
|
RU2740147C1 |
| Рычажный гайковерт | 1985 |
|
SU1271732A1 |
| БОЛТ ДЛЯ КРЕПЛЕНИЯ В ГЛУХОМ ОТВЕРСТИИ | 1998 |
|
RU2154203C1 |
| ГРЕБНОЙ ВИНТ СО СЪЕМНЫМИ ЛОПАСТЯМИ (ВАРИАНТЫ) | 2000 |
|
RU2284278C2 |
| ВЫСОКОНАГРУЖЕННОЕ ТЕРМОЗАТЯГИВАЕМОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2602478C1 |
Изобретение относится к области общего и специального тяжелого машиностроения и может быть использовано во всех областях промышленного производства для обеспечения соединения высоконагруженных элементов механических конструкций. Способ создания дополнительного натяга в резьбовом соединении деталей машин выполняют при помощи несущего болта. Создание дополнительного натяга осуществляют предварительно ввинчивающимся упорным болтом в осевое глухое отверстие, выполненное в несущем болте, приводящее к растяжению несущего болта. В момент выкручивания упорного болта создают в резьбовом соединении дополнительный натяг, обеспечивающий необходимую затяжку. Обеспечивается повышение производительности и снижение трудоемкости соединения элементов конструкции за счет исключения использования сложных затягивающих устройств-гайковертов. 1 ил.
Способ создания дополнительного натяга в резьбовом соединении деталей машин, выполняющегося при помощи несущего болта, отличающийся тем, что создание дополнительного натяга осуществляют предварительно ввинчивающимся упорным болтом в осевое глухое отверстие, выполненное в несущем болте, приводящее к растяжению несущего болта, и в момент выкручивания упорного болта создают в резьбовом соединении дополнительный натяг, обеспечивающий необходимую затяжку.
| СТОПОРНЫЙ БОЛТ ЗЕМЛЯКОВА ДЛЯ КРЕПЛЕНИЯ В ГЛУХОМ ОТВЕРСТИИ | 2007 |
|
RU2354861C1 |
| Крепежное устройство | 1986 |
|
SU1323774A1 |
| Резьбовое соединение | 1975 |
|
SU563515A1 |
| Электролит для катодного оксидирования поверхности изделий из нержавеющей стали | 1971 |
|
SU463751A1 |

