Предлагаемое изобретение относится к способам обеспечения вибрационной прочности деталей сложной геометрической формы, испытывающих переменные нагрузки, и может найти применение в различных отраслях машиностроения, в частности в авиадвигателестроении, для обеспечения вибрационной прочности дисков роторов и рабочих лопаток газотурбинных двигателей (ГТД), которые являются наиболее нагруженными и уязвимыми элементами при их изготовлении, доводке и ремонте.
Известен способ определения элементов низкой точности модели конструкции (заявка РФ на изобретение №2005140706, опубл. 20.07.2007).
Известен способ определения элементов низкой точности модели конструкции (В.В.Воинова, А.А.Лысенко, А.Л.Михайлов. Оценка качества построения конечно-элементных моделей по критерию точности расчетов напряженно-деформированного состояния упругих тел программным комплексом ANSYS. Вестник РГАТА №3(18), 2010 г., г.Рыбинск: РГАТА. - С.100-105).
Известен способ обеспечения вибрационной прочности детали сложной геометрической формы (конструкции), при котором расчетным путем определяют ее вибрационные характеристики, частотные спектры и основные формы колебаний с учетом силовых нагрузок и температур, воздействующих на деталь при ее работе. Затем определяют эти характеристики экспериментально путем прямого тензометрирования в составе двигателя. В случае расхождения данных корректируют их изменением геометрии детали, за счет чего изменяют спектр частот собственных колебаний и отстраивают деталь от возможных резонансов с большими переменными нагрузками на основных рабочих режимах (Михайлов А.Л. Проектирование и вибродиагностика деталей ГТД на основе исследования объемного напряженно-деформированного состояния / Под ред. доктора техн. наук, профессора В.М.Чепкина. - Рыбинск: РГАТА, 2005. - С.132-134).
Недостатком способа является то, что результаты расчета хорошо согласуются с экспериментальными значениями только в конкретных частных случаях для определенных конструкций деталей и в большинстве случаев необходима корректировка геометрии детали, но конкретное место, требующее корректировки, таким способом определить невозможно.
Наиболее близким по количеству сходных признаков является способ обеспечения вибрационной прочности детали сложной геометрической формы, при котором экспериментально-расчетным путем определяют вибрационные характеристики ее элементов, накладывают на них граничные условия с учетом силовых нагрузок и температур, воздействующих на деталь при ее работе. Затем строят конечно-элементные модели с различным числом конечных элементов, определяют собственные частоты колебания элементов модели, сравнивают их и выбирают модель, где погрешность определения частоты колебания меньше величины ее максимального отклонения от среднего значения, определенного экспериментальным путем. Такое отклонение говорит о наличии отклонений в геометрии изделия, лежащих в пределах поля допуска при его изготовлении, и обеспечивает требуемую вибрационную прочность (Михайлов А.Л. Проектирование и вибродиагностика деталей ГТД на основе исследования объемного напряженно-деформированного состояния / Под ред. доктора техн. наук, профессора В.М.Чепкина. - Рыбинск: РГАТА, 2005. - С.134-140.)
Недостатком данного способа является то, что в случае значительного расхождения значений частот собственных колебаний делают вывод о наличии отклонений в геометрии детали, лежащих за пределами поля допуска при ее изготовлении, снижающих ее вибрационную прочность. В этом случае требуется корректировка геометрии детали, но, как и в предыдущем способе, место на детали, требующее корректировки, не определено.
Техническим результатом, на достижение которого направлено изобретение, является определение конкретного места на детали, геометрия которого подлежит корректировке, для обеспечения требуемых вибрационных характеристик.
Заявленный технический результат достигается тем, что при реализации способа обеспечения вибрационной прочности детали сложной геометрической формы расчетно-экспериментальным путем определяют ее вибрационные характеристики и накладывают граничные условия с учетом силовых нагрузок и температур, воздействующих на деталь при ее работе, Затем строят конечно-элементные модели с различным числом конечных элементов, выполняют их модальный анализ. При проведении модального анализа определяют частоты собственных колебаний моделей и выбирают модель, где погрешность определения частоты колебания детали меньше величины ее максимального отклонения от среднего значения, определенного экспериментальным путем.
Новым в предлагаемом способе является то, что на выбранной конечно-элементной модели выбирают узлы наблюдения и узлы возбуждения, прикладывают в узлах возбуждения сосредоточенные силы, определяют перемещения узлов наблюдения под действием приложенных сил и определяют значения статической податливости в узлах наблюдения путем модального анализа, затем дополнительно определяют значения статической податливости конструкции путем статического анализа в этих же узлах наблюдения, что и при модальном анализе, производят сравнение значений статической податливости, полученных путем модального и статического анализов, определяют узлы наблюдения, где полученные значения статической податливости различны, сопоставляют конечно-элементную модель с деталью, определяют на детали области, соответствующие расположению этих узлов, и корректируют вибрационные характеристики детали путем изменения ее геометрии в областях, содержащих эти узлы наблюдения.
На прилагаемом чертеже схематично изображена конечно-элементная модель исследуемых образцов.
Заявляемый способ реализуется следующим образом.
Экспериментальным путем определяют вибрационные характеристики: частоты и формы собственных колебаний детали, например лопатки газотурбинного двигателя, путем прямого тензометрирования в составе двигателя. Накладывают граничные условия с учетом силовых нагрузок и температур, воздействующих на нее при работе. При помощи процедур, входящих в состав вычислительного комплекса (например, ANSYS), строят конечно-элементные модели с различным числом конечных элементов и выполняют их модальный анализ. При проведении модального анализа определяют первые n частот собственных колебаний моделей, сравнивают эти частоты и выбирают модель, где погрешность определения частоты колебания детали меньше величины ее максимального отклонения от среднего значения, определенного экспериментальным путем.
На выбранной конечно-элементной модели выбирают узлы наблюдения и узлы возбуждения, прикладывают в узлах возбуждения сосредоточенные силы, определяют перемещения узлов наблюдения под действием приложенных сил и определяют значения статической податливости конструкции в одних и тех же узлах наблюдения.
Сначала определяют статическую податливость путем модального анализа по формуле:
где  - эквивалентная масса конструкции, ωk - частоты собственных
- эквивалентная масса конструкции, ωk - частоты собственных
колебаний конструкции, k - номер формы колебаний, i - номер узла возбуждения (узла приложения сосредоточенной силы), j - номер узла наблюдения (узла, в котором определяется перемещение конструкции под действием сосредоточенной силы).
Затем определяют статическую податливость путем статического анализа по формуле:

где yj - перемещение j-узла под действием сосредоточенной силы Pj, приложенной к j-узлу.
Затем производят сравнение значений статической податливости, полученных путем модального и статического анализов, определяют узлы наблюдения, где полученные значения статической податливости различны, сопоставляют конечно-элементную модель с деталью, вибрационные характеристики которой требуют корректировки, определяют на детали области, соответствующие расположению этих узлов, и корректируют вибрационные характеристики детали, для чего изменяют ее геометрию в этих областях и приводят вибрационные характеристики в соответствие с нормированными запасами прочности. Изменение геометрии выполняют путем съема металла или его добавлением, например наплавкой, напайкой.
Для проверки данного изобретения был выполнен эксперимент.
В качестве образцов были выбраны 3 консольно-закрепленных бруса в форме прямоугольного параллелепипеда длиной 1,2 м, шириной 0,05 м с различной толщиной: образец 1 толщиной 0,01 м; образец 2 - 0,009 м; и образец 3 переменной толщины от 0,01 м до 0,0095 м.
Были созданы три конечно-элементные модели для каждого из рассматриваемых образцов.
Был проведен модальный анализ моделей и определены частоты собственных колебаний моделей. Частоты собственных колебаний по третьей форме модели 1 составили 99,5 Гц; модели 2 - 102, 1 Гц; модели 3 - 100,7 Гц.
Было принято, что образец 1 удовлетворяет условиям вибрационной прочности и не содержит областей, где необходима корректировка геометрии.
На всех конечно-элементных моделях были выбраны узлы наблюдения 1, 2, 3, 4, 5 и узел возбуждения 6, который располагался на оси симметрии верхней грани бруса на его правом конце, левый конец бруса был жестко закреплен. Узлы 1, 2, 3, 4 и 5, наблюдения располагались на этой же оси.
В узле возбуждения 6 прикладывали сосредоточенную силу Р=46,8Н. Направление возбуждения (направление действия сосредоточенной силы) во всех численных экспериментах совпадало с направлением наблюдения: 1) параллельно длинным ребрам; 2) параллельно средним ребрам; 3) параллельно коротким ребрам бруса.
Затем определяли статическую податливость путем модального и статического анализов.
Полученные значения приведены в следующей таблице.
Погрешности определения статической податливости образца
кий анализ
Затем произвели сравнение значений статической податливости, полученных путем модального и статического анализов, и определили узлы наблюдения, где полученные значения статической податливости различны.
У образца 1 значения статической податливости, определенные по его конечно-элементной модели путем модального и статического анализов, одинаковы.
У модели 2 во всех узлах наблюдения значения статической податливости оказались различны, что говорит о том, что образец 2 не обеспечивает вибрационную прочность и требуется корректировка геометрии во всех областях, содержащих узлы наблюдения 1, 2, 3, 4, 5, т.е. увеличение толщины бруса до 0,01 м, чтобы частоты собственных колебаний модели соответствовали заданным.
У модели 3 значения статической податливости различны в областях, содержащих точки наблюдения 1, 2, 5, что говорит о том, что геометрия данного образца не обеспечивает требуемую вибрационную прочность и требуется ее корректировка в областях, содержащих точки наблюдения 1, 2, 5.
Сопоставляли конечно-элементную модель 3 с натурным образцом, определяли области, соответствующие точкам 1, 2, 5 модели, корректировали геометрию образца путем наплавки металла до толщины 0,01 м. Затем проверяли вибрационные характеристики образца. Они соответствовали заданным нормам.
Таким образом, предлагаемое решение позволяет определить на детали место, требующее корректировки геометрии, что позволит сократить брак при изготовлении и производить ремонт работавших деталей.
Изобретение относится к способам обеспечения вибрационной прочности деталей сложной геометрической формы. Техническим результатом является корректировка вибрационных характеристик детали путем изменения геометрии конкретного места на детали для обеспечения ее вибрационной прочности. Определяют вибрационные характеристики детали и накладывают граничные условия с учетом силовых нагрузок и температур, воздействующих на деталь при ее работе. Строят конечно-элементные модели с различным числом конечных элементов, выполняют их модальный анализ. На выбранной конечно-элементной модели выбирают узлы наблюдения и узлы возбуждения, прикладывают в узлах возбуждения сосредоточенные силы, определяют перемещения узлов наблюдения под действием приложенных сил и определяют значения статической податливости в узлах наблюдения путем модального анализа, затем дополнительно определяют значения статической податливости конструкции путем статического анализа в этих же узлах наблюдения, что и при модальном анализе, производят сравнение значений статической податливости, полученных путем модального и статического анализов, определяют узлы наблюдения, где полученные значения статической податливости различны, сопоставляют конечно-элементную модель с деталью, определяют на детали области, соответствующие расположению этих узлов, и корректируют вибрационные характеристики детали путем изменения ее геометрии в областях, содержащих эти узлы наблюдения. 1 ил.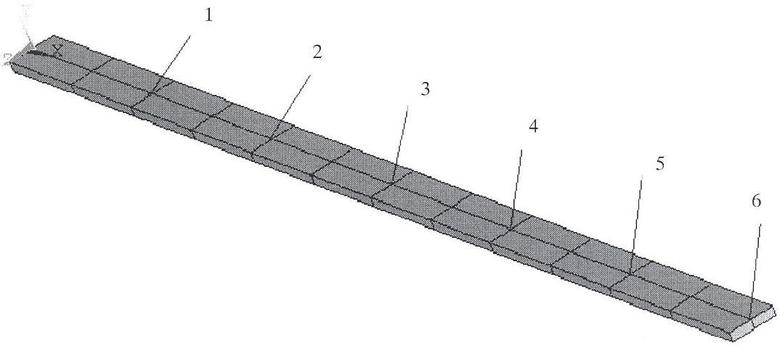
Способ обеспечения вибрационной прочности деталей сложной геометрической формы, при котором расчетно-экспериментальным путем определяют ее вибрационные характеристики и накладывают граничные условия с учетом силовых нагрузок и температур, воздействующих на деталь при ее работе, затем строят конечно-элементные модели с различным числом конечных элементов, выполняют их модальный анализ, при проведении которого определяют частоты собственных колебаний моделей и выбирают модель, где погрешность определения частоты колебания детали меньше величины ее максимального отклонения от среднего значения, определенного экспериментальным путем, отличающийся тем, что на выбранной конечно-элементной модели выбирают узлы наблюдения и узлы возбуждения, прикладывают в узлах возбуждения сосредоточенные силы, определяют перемещения узлов наблюдения под действием приложенных сил и определяют значения статической податливости в узлах наблюдения путем модального анализа, затем дополнительно определяют значения статической податливости путем статического анализа в этих же узлах наблюдения, что и при модальном анализе, производят сравнение значений статической податливости, полученных путем модального и статического анализов, определяют узлы наблюдения, где полученные значения статической податливости различны, сопоставляют конечно-элементную модель с деталью, определяют на детали области, соответствующие расположению этих узлов, и корректируют вибрационные характеристики детали путем изменения ее геометрии в областях, содержащих эти узлы наблюдения.
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВИБРАЦИЙ | 2001 |
|
RU2207522C2 |
| ИЗМЕРИТЕЛЬНАЯ ЭЛЕКТРОНИКА И СПОСОБЫ ДЛЯ ГЕНЕРИРОВАНИЯ СИГНАЛА ВОЗБУЖДЕНИЯ ДЛЯ ВИБРАЦИОННОГО РАСХОДОМЕРА | 2006 |
|
RU2376556C1 |
| ИЗМЕРИТЕЛЬНОЕ ЭЛЕКТРОННОЕ УСТРОЙСТВО И СПОСОБЫ БЫСТРОГО ОПРЕДЕЛЕНИЯ МАССОВОЙ ДОЛИ КОМПОНЕНТОВ МНОГОФАЗНОГО ФЛЮИДА ПО СИГНАЛУ РАСХОДОМЕРА КОРИОЛИСА | 2006 |
|
RU2376555C2 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

