Изобретение касается кристаллизатора жидкостного охлаждения для непрерывной разливки металлов в соответствии с признаками пункта 1 формулы изобретения.
Согласно уровню техники пластины кристаллизатора изготавливают из массивных медных блоков, что особенно актуально для пластин кристаллизатора, являющихся составной частью широкой стороны кристаллизатора для производства профильных заготовок. Кристаллизатор для производства профильных заготовок служит для изготовления посредством литья двутавровых заготовок, которые после литья подвергаются дальнейшей прокатной обработке. После обработки медных блоков путем снятия стружки обеспечивается геометрия литейной поверхности и геометрия охлаждающих каналов. Пластины кристаллизатора являются очень толстостенными. Из-за этих конструкционных принципов и условий изготовления возможности создания требующейся геометрии охлаждающих каналов являются ограниченными. Далее, термические растяжения, возникающие вследствие тепла, выделяемого расплавленным металлом, особенно в областях, близко расположенных к литейным поверхностям, вызывают повреждения пластин кристаллизатора вследствие того, что они выполнены толстостенными и жесткими, что приводит к повышению рабочей нагрузки в областях, близких к литейным поверхностям. Принимая во внимание настоящее положение вещей, что до сегодняшнего времени медные пластины кристаллизатора, как правило, изготовляются толстостенными, причем крепежные болты для соединения пластины кристаллизатора и адаптерной пластины обычно выбираются больше, чем М16, не возникает трудностей выдерживания больших расстояний между крепежными болтами. При переходе на тонкостенные пластины кристаллизатора из-за ограниченной глубины резьбы для крепежных болтов можно использовать только крепежные болты или с меньшим размером или равными М16. Вследствие нагрузок на пластину кристаллизатора во время разливки металла в виде температурных удлинений, давления охлаждающей жидкости, силы сцепления, силы натяжения пластины кристаллизатора с адаптерной пластиной, а также ограниченного пространства для закрепления пластины кристаллизатора на адаптерной пластине возникает проблема осуществления фиксирования стабильной формы тонкостенной пластины кристаллизатора, в особенности в верхней и нижней частях пластин, образующих широкие стороны кристаллизатора.
Также традиционное соединение пластины кристаллизатора и адаптерной пластины посредством крепежных болтов создает сложности из-за необходимости создания уплотнения между пластиной кристаллизатора и адаптерной пластиной, т.к. уплотнение должно быть реализовано вокруг крепежных болтов. Кроме того, расположенные по краям крепежные болты создают дополнительные неохлажденные или плохо охлаждаемые области пластины кристаллизатора. Наконец, в кристаллизаторе для производства профильных заготовок затруднительно выдержать специальную геометрию на широких сторонах пластин в областях скругленных переходов между полками и стенкой балки и, например, между боковыми фланцами и полками, с другой стороны. Здесь должны передаваться большие силы давления при отсутствии достаточного места для необходимого количества крепежных болтов.
Настоящее изобретение имеет в основе задачу создания кристаллизатора, в частности кристаллизатора для производства профильных заготовок, для непрерывной разливки металлов, у которого тонкостенная пластина кристаллизатора, особенно в ее проблемных верхней и нижней областях, будет без дополнительных сложностей соединена с адаптерной пластиной. Эта задача будет решаться в соответствии с признаками в п.1 формулы настоящего изобретения.
Дальнейшие усовершенствования идеи изобретения приведены в зависимых пунктах формулы.
В соответствии с настоящим изобретением пластина кристаллизатора и адаптерная пластина в их верхней и нижней областях целенаправленно соединяются между собой посредством крепежных накладок. Соединение пластины кристаллизатора с адаптерной пластиной осуществляется на основе комбинации уже известных крепежных болтов с одной стороны и оригинальных крепежных накладок на верхней и нижней частях пластин кристаллизатора и адаптерных пластин. При этом крепежные накладки жестко связаны с адаптерной пластиной.
Соединение крепежной накладки с пластиной кристаллизатора напротив выполнено так, что крепежная накладка не позволяет пластине кристаллизатора смещаться в направлении формовочного пространства кристаллизатора. Пластина кристаллизатора, однако, может расширяться в поперечном и вертикальном направлениях, чтобы минимизировать напряжения в материале, которые возникают при разливке металла из-за термических нагрузок на пластину кристаллизатора. Особенным преимуществом данного изобретения является то, что благодаря наличию крепежных накладок осуществляется оптимальное охлаждение по всей поверхности пластины кристаллизатора, включая области, непосредственно примыкающие к верхней и нижней частям кристаллизатора.
В случае кристаллизатора речь идет, в частности, о кристаллизаторе для производства профильных заготовок, причем пластина кристаллизатора преимущественно образует широкую сторону кристаллизатора. Речь может идти также о кристаллизаторе для производства слябов и тонких слябов.
Соединение пластины кристаллизатора с адаптерной пластиной при помощи крепежных накладок в верхней и нижней областях позволяет проложить в непосредственной близости от крепежных накладок проходящее по прямой уплотнение, место расположение которого не будет мешать обычным образом расположенным крепежным болтам. Предпочтительным является расположение уплотнения в пазах адаптерной пластины в примыкании к задней поверхности пластины кристаллизатора.
Крепежные болты зацепляются в преимущественно за ограниченные плоскости цоколи, выступающие на задней стороне пластины кристаллизатора, которые по меньшей мере частично выдаются в охлаждающий зазор между пластиной кристаллизатора и адаптерной пластиной и имеют форму, которая согласовывается с геометрией потока в направлении течения охлаждающей жидкости.
Стоимость изготовления широких сторон кристаллизатора в соответствии с данным изобретением является более выгодной, чем при традиционном изготовлении.
Кроме того, могут применяться Cu-содержащие материалы большей прочности, такие как: CuAg, CuCrZr, CuCoBe, CuNiBe. Пластина кристаллизатора может изготовляться как из цельной заготовки, так и из предварительно отформованного листа.
Преимущество крепежные накладки зацепляются, в частности, широкими выступами за выполненные в верхних и нижних частях адаптерной пластины карманы.
Кроме того, они могут быть соединены болтами с адаптерной пластиной и могут также сбоку состыковаться с пластиной кристаллизатора посредством соединения пружинный зацеп/паз. Это является преимущественным, поскольку как и в верхней, так и в нижней частях пластины предусмотрены по две крепежные накладки. Это облегчает не только монтаж, но и демонтаж этих накладок, т.к. во время работы в пластине кристаллизатора возникают большие напряжения.
Принимая во внимание то, что крепежные накладки своими выступами зацепляются за карманы в адаптерной плате, они создают надежное крепление и за счет этого образуют надежную опору для пластины кристаллизатора, обеспечивая ее ограниченную подвижность вследствие термических нагрузок.
В связи с этим особенно благоприятным является то, что пластина кристаллизатора в верхней и нижней области имеет продольные пазы, в которые входят в зацепление крепежные накладки посредством краевых пружинных зацепов.
Предпочтительными являются продольные пазы, ограниченные с одной стороны краевыми выступами пластины кристаллизатора, а с другой стороны выполненными на задней стороне пластины перемычками. Это выполнение особенно выгодно для тонкостенной пластины кристаллизатора.
Далее целесообразно, если перемычки в области краевых торцевых поверхностей пластины кристаллизатора выполнены с наклоном к ее задней стороне.
Согласно дальнейшему усовершенствованию пружинные зацепы крепежные накладки образованы внутренними выемками в накладках, которые захватывают перемычки пластины кристаллизатора и перемычки соседних планок на адаптерной пластине, что позволяет осуществить надежное соединение пластины кристаллизатора и адаптерной пластины.
Для того чтобы на скругленных переходах от плоских полок к окончаниям фланцев на пластине кристаллизатора воспринять действующие силы в двух направлениях и одновременно иметь возможность обеспечить подвижность в вертикальном и поперечном направлениях, не допуская негативного ухудшения отвода тепла в этих областях, предусмотрено, что на задней стороне пластины кристаллизатора вдоль выпуклого скругленного перехода от примыкающей к центральной стенке полки к краевому фланцу предусмотрены проходящие вертикально, то есть в направлении разливки, скользящие планки, в то время как по аналогии со скользящими планками пластины кристаллизатора на охлаждаемой стороне адаптерной пластины в области ложбинки между краевыми фланцами и наклонными полками расположены распространяющиеся вертикально, то есть в направлении разливки, опорные планки. Эти скользящие планки и опорные планки обеспечивают направленное перемещение пластины кристаллизатора, при этом в области поверхностей широкой стороны кристаллизатора, контактирующей с поперечной стороной, скользящие планки пластины кристаллизатора выполнены так, что сжимающая сила не вызывает в этой области деформации пластины кристаллизатора.
Дальнейшим преимуществом является то, что скользящие планки являются составной частью пластины кристаллизатора.
Крепежные накладки выполнены с возможностью извлечения из пазов охлаждающей стороны адаптерной пластины.
Согласно дальнейшему усовершенствованию предусмотренные в нижних областях крепежные накладки на торцах пружинных зацепов могут иметь фаски.
Фаска, предусмотренная в нижней части пластины кристаллизатора на стороне литья, препятствует тому, что в этой области произойдет примыкание потока стали к пластине кристаллизатора.
Таким образом, происходит снижение теплопередачи, что предотвращает выход из строя уплотнения между пластиной кристаллизатора и адаптерной пластиной из-за перегрева.
Данное изобретение далее поясняется более подробно со ссылкой на прилагаемые чертежи, которых показано:
Фиг.1 - в перспективе со стороны литья широкая сторона кристаллизатора для профильных заготовок;
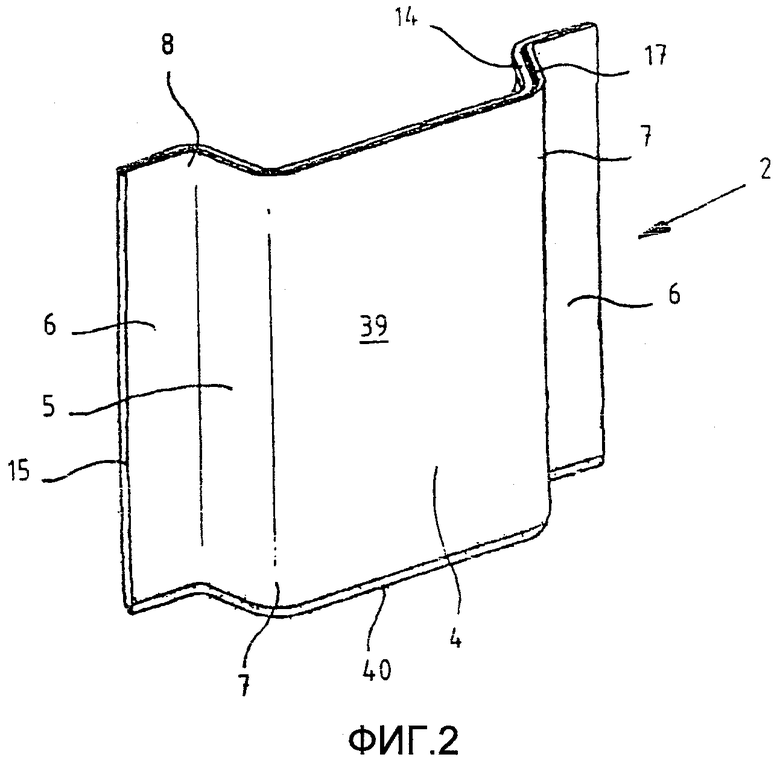
Фиг.2 - так же в перспективе и со стороны литья пластина кристаллизатора широкой стороны;
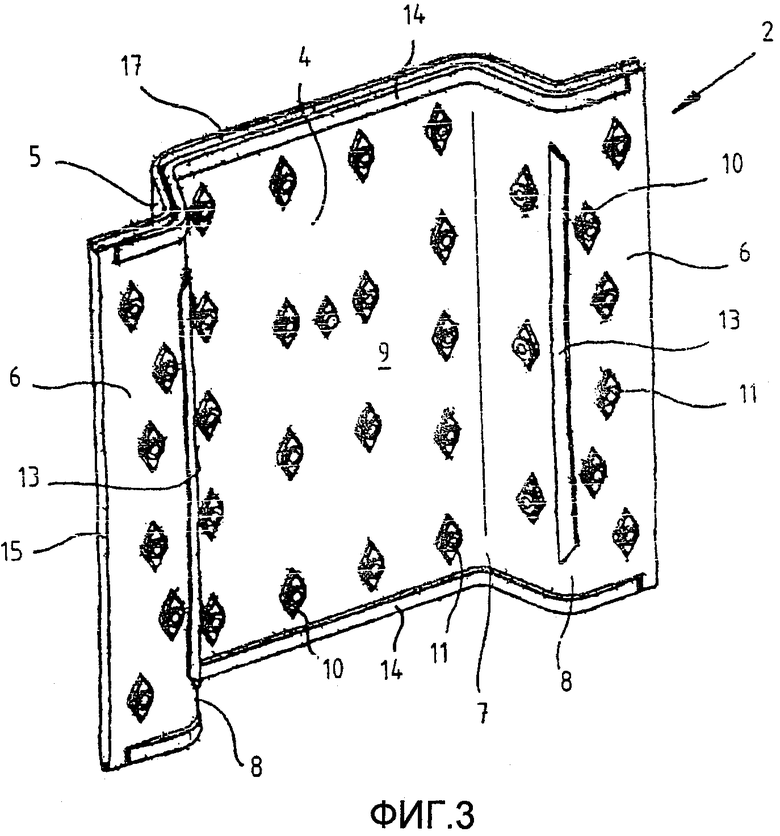
Фиг.3 - в перспективе задняя сторона пластины кристаллизатора по Фиг.2;
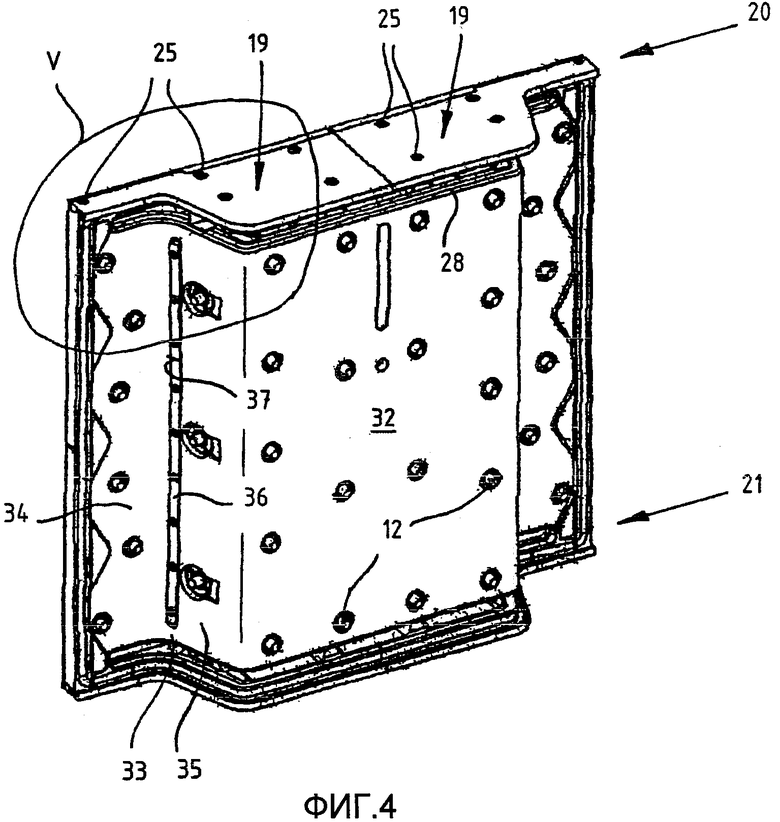
Фиг.4 - в перспективе пластина широкой стороны по Фиг.1 с удаленной пластиной кристаллизатора;
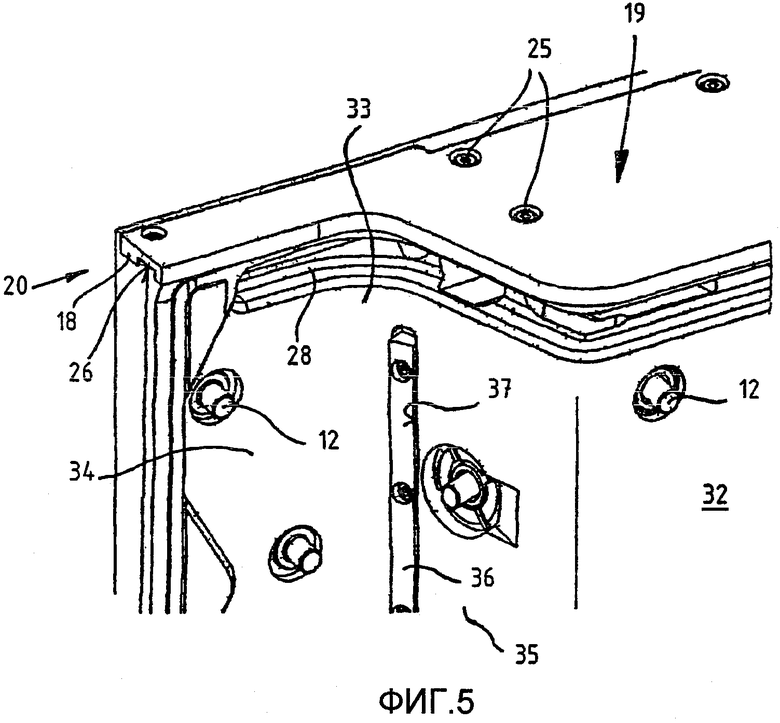
Фиг.5 - в увеличенном виде разрез V по Фиг.4;
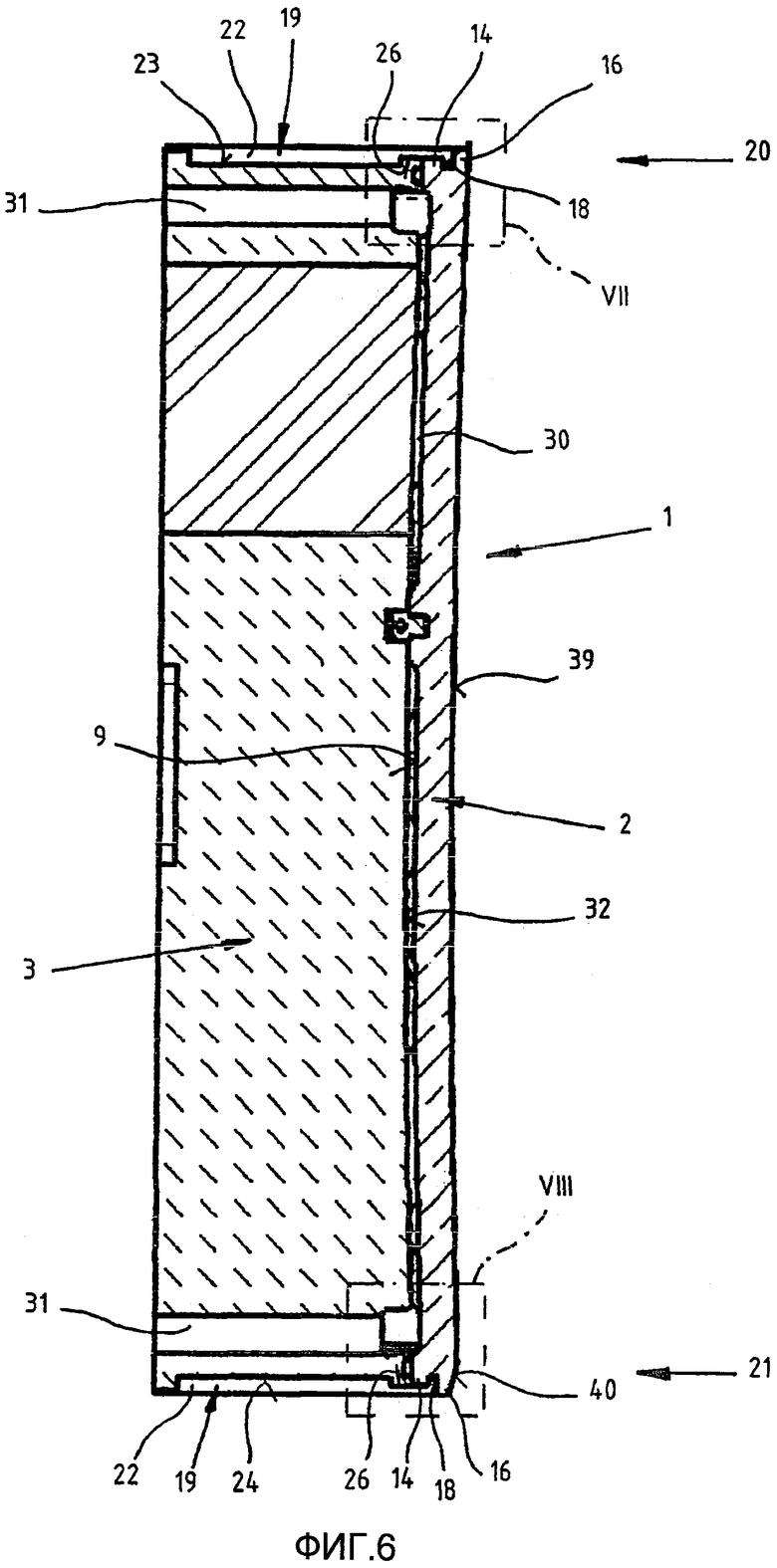
Фиг.6 - вертикальный разрез изображения по Фиг.1 вдоль линии
VI-VI в направлении стрелки VI а;
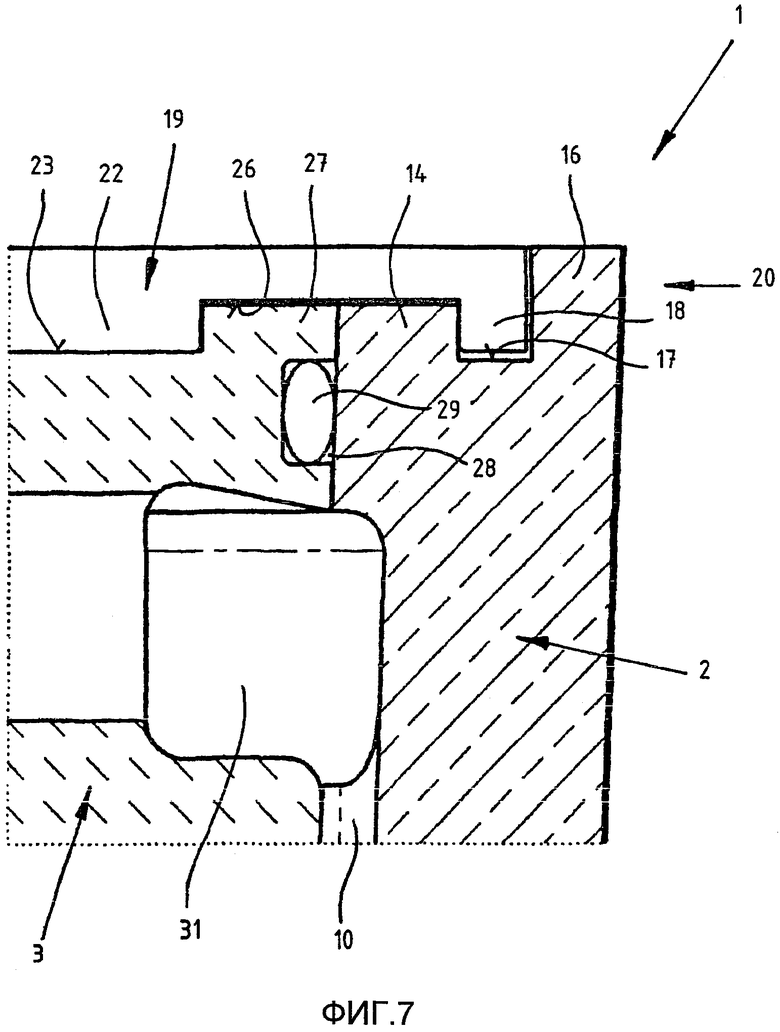
Фиг.7 - в увеличенном виде разрез VII по Фиг.6;
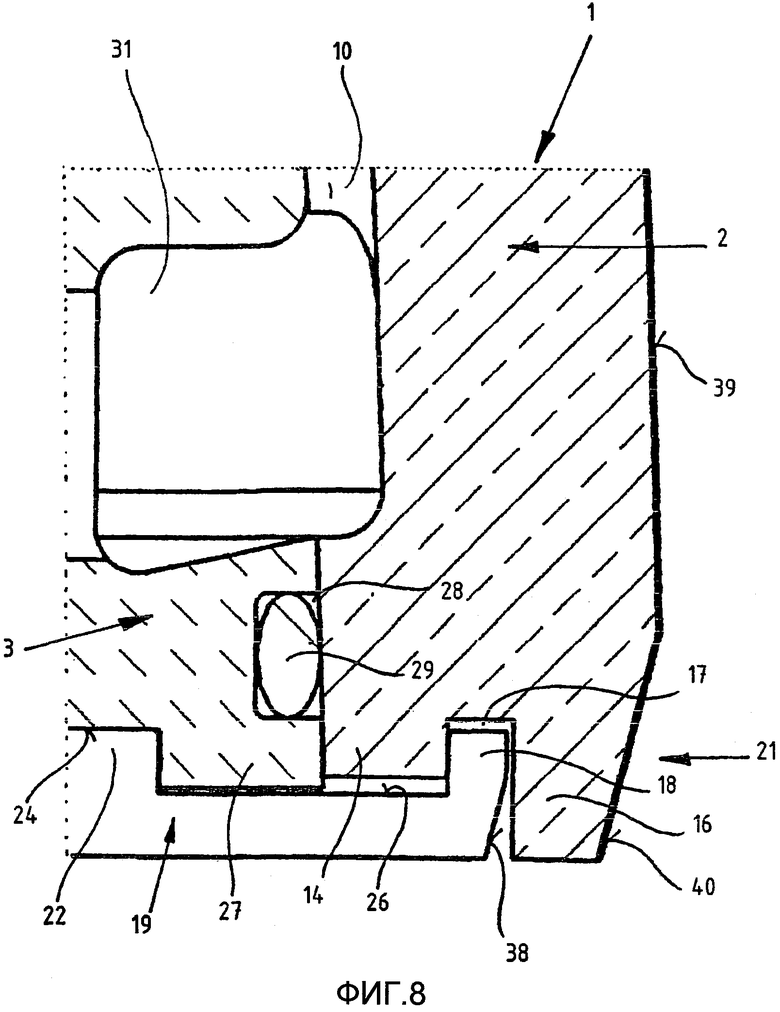
Фиг.8 - в увеличенном виде разрез VIII по Фиг.6;
На фиг.1 позицией 1 обозначена пластина широкой стороны для неизображенного здесь кристаллизатора для производства профильных заготовок путем непрерывной разливки металла. Две таких пластины 1 широкой стороны платы образуют вместе с также неизображенными здесь пластинами узких сторон формовочное пространство кристаллизатора для производства профильных заготовок.
Пластина 1 широкой стороны состоит из тонкостенной пластины 2 кристаллизатора и несущей пластину 2 кристаллизатора толстостенной адаптерной пластины 3 (см. также фиг.6-8).
Как можно понять из фиг.2 и 3, пластина 2 кристаллизатора содержит среднюю перегородку 4, примыкающие к средней перегородке 4 наклонные полки 5, а также краевые фланцы 6. Переходы 7 и 8 от перегородки 4 к полкам 5 и от полок 5 к фланцам 6 имеют скругления.
На задней стороне 9 пластины 2 кристаллизатора предусмотрены ромбовидные плоские цоколи 10, которые служат для фиксации резьбовых гильз 11, в которые, как видно из фиг.4 и 5, вворачиваются крепежные болты 12 для соединения пластины 2 кристаллизатора с адаптерной пластиной 3.
Далее, как видно из фиг.3, на задней стороне 9 пластины 2 кристаллизатора вдоль выпуклых скругленных переходов 8 от полок 5 к фланцам 6 вертикально располагаются скользящие планки 13. Скользящие планки 13 являются составной частью пластины 2 кристаллизатора. Они располагаются на более чем 80% высоты пластины 2 кристаллизатора.
На верхнем и нижнем краю пластины 2 кристаллизатора, на задней стороне 9, перпендикулярно направлению литья, проходят перемычки 14, которые в области боковых торцевых поверхностей 15 пластины 2 кристаллизатора проходит с наклоном к ее задней стороне 9. Как видно из совместно рассматриваемых фиг.3, 6, 7, 8, перемычки 14 вместе с краевыми выступами 16 пластины 2 кристаллизатора ограничивают продольные пазы 17. В продольные пазы 17 входят пружинные зацепы 18, которые расположены, как видно из фиг.1 и 4 до 8, по краям крепежных накладок 19. Крепежные накладки 19 выполнены в соответствии с конфигурацией пластины 1 широкой стороны. Имеются соответственно по две крепежные накладки 19 в верхней и нижней частях 20 и 21 пластины 1 широкой стороны, которые упираются друг в друга в среднем вертикальном сечении пластины 1 широкой стороны.
Крепежные накладки 19 захватывают выступами 22 карманы 23 и 24 адаптерной пластины 3 и, как видно из фиг.1, 4 и 5, крепятся к адаптерной пластине 3 болтами.
На представленном примере на каждую крепежную накладку 19 приходится по пять болтов 25. Пружинные зацепы 18 на крепежных накладках 19 выполнены в основании внутренних выемок 26 крепежных накладок 19, которые перекрывают перемычки 14 на пластине 2 кристаллизатора и расположенные рядом с перемычками 14 планки 27 адаптерной пластины 3.
В области перемычки 14 и планки 27 находятся пазы 28 адаптерной пластины 3, в которые помещено уплотнение 29. Кроме того, на фиг.6 можно увидеть, что между пластиной 2 кристаллизатора и адаптерной пластиной 3 находится охлаждающий зазор 30, по которому подается охлаждающая жидкость. Подвод 31 охлаждающей жидкости можно видеть на фиг.6-8.
Аналогично скользящим планкам 13 пластины 2 кристаллизатора на охлаждаемой стороне 32 адаптерной пластины 3 (фиг.4 и 5 ) в области ложбинок 33 между краевыми фланцами 34 и наклонными полками 35 находятся вертикально расположенные опорные планки 36. Опорные планки 36 укладываются в пазы 37 охлаждаемой стороны 32 адаптерной пластины 3 с возможностью их снятия. На фиг.1,6 и 8 видно, что в нижней части 21 пластины 2 кристаллизатора со стороны 29 литья предусмотрена фаска 40.
Расположенные в нижней части 21 крепежные кладки 19 также имеют фаски 38 на пружинных зацепах 18.
Номера и наименования деталей
1 - Пластина широкой стороны
2 - Пластина кристаллизатора
3 - Адаптерная пластина
4 - Перемычка для 2
5 - Полка для 2
6 - Фланец для 2
7 - Переходы с поз.4 на поз.5
8 - Переходы с поз.5 на поз.6
9 - Задняя сторона для 2
10 - Плоский цоколь
11 - Резьбовые гильзы для поз.10
12 - Крепежные болты
13 - Скользящие планки
14 - Перемычки для 2
15 - Торцевые поверхности для 2
16 - Краевой выступ для 2
17 - Продольные пазы
18 - Пружинный захват для 19
19 - Крепежные накладки
20 - Верхняя часть позиций 1, 2, 3
21 - Нижняя часть позиций 1, 2, 3
22 - Выступы для 19
23 - Верхнее гнездо для 3
24 - Нижнее гнездо для 3
25 - Болты для крепления для 19
26 - Выемки для 19
27 - Планки для 3
28 - Пазы
29 - Уплотнения
30 - Охлаждающий зазор
31 - Подводы
32 - Холодная сторона 3
33 - Ложбинки 3
34 - Фланцы 3
35 - Полки 3
36 - Опорные планки
37 - Пазы
38 - Фаски
39 - Сторона литья
40 - Фаска
Кристаллизатор жидкостного охлаждения для непрерывной разливки металлов содержит пластины (2), выполненные из меди или медных сплавов, и адаптерные пластины (3), на которых закреплены пластины (2) посредством крепежных болтов. Пластины (2) кристаллизатора дополнительно присоединены к адаптерной пластине (3) в ее верхней и нижней части (20, 21) крепежными накладками (19). Крепежные накладки (19) имеют выступы, которые входят в гнезда, выполненные в верхней и нижней частях адаптерной пластины (3). Пластина (2) в верхней и нижней (21) частях имеет продольные пазы, в которые входят в зацепление крепежные накладки (19), имеющие краевые пружинные зацепы. Обеспечивается оптимальное охлаждение по всей поверхности пластины кристаллизатора, снижение напряжений в пластинах кристаллизатора. 9 з.п. ф-лы, 8 ил.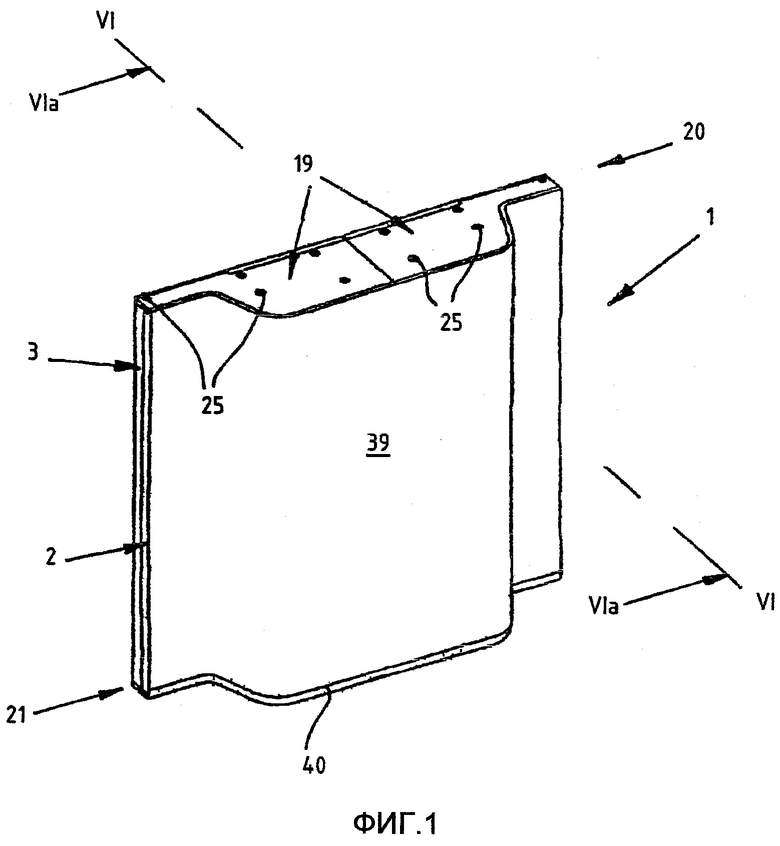
1. Кристаллизатор жидкостного охлаждения для непрерывной разливки металлов в виде слябов или тонких слябов или профильной заготовки, включающий в себя пластины (2) кристаллизатора из меди или медных сплавов и адаптерные пластины (3), на которых укреплены пластины (2) кристаллизатора посредством крепежных болтов (12), отличающийся тем, что пластины (2) кристаллизатора дополнительно к крепежным болтам (12) присоединены к адаптерной пластине (3) в верхней и нижней частях (20, 21) посредством крепежных накладок (19), при этом крепежные накладки (19) имеют выступы (22), которые входят в гнезда (23, 24) в верхней и нижней частях адаптерной пластины (3), и при этом пластина (2) кристаллизатора в верхней (20) части и в нижней (21) части имеет продольные пазы (17), в которые входят в зацепление крепежные накладки (19), имеющие краевые пружинные зацепы (18).
2. Кристаллизатор по п.1, отличающийся тем, что продольные пазы (17) ограничены с одной стороны краевыми выступами (16) пластины (2) кристаллизатора и с другой стороны перемычкой (14), образованной на задней стороне (9) упомянутой пластины.
3. Кристаллизатор по п.1, отличающийся тем, что перемычка (14) в области боковых торцевых поверхностей (15) пластины (2) кристаллизатора направлена под углом к задней стороне (9) упомянутой пластины.
4. Кристаллизатор по п.2, отличающийся тем, что пружинные зацепы (18) на крепежных накладках (19) образованы внутренними выемками (26) в крепежных накладках (19), причем они обеспечивают зажимание перемычки (14) пластины (2) кристаллизатора и соседней с нею планки (27) на адаптерной пластине (3).
5. Кристаллизатор по п.3, отличающийся тем, что пружинные зацепы (18) на крепежных накладках (19) образованы внутренними выемками (26) в крепежных накладках (19), причем они обеспечивают зажимание перемычки (14) пластины (2) кристаллизатора и соседней с нею планки (27) на адаптерной пластине (3).
6. Кристаллизатор по п.1, отличающийся тем, что пластина (2) кристаллизатора включает в себя среднюю перегородку (4), примыкающие к ней боковые полки (5) и примыкающие к боковым полкам (5) фланцы (6), причем между боковыми полками (5) и фланцами (6) выполнены скругленные переходы (8), причем пластина (2) кристаллизатора на своей задней стороне (9) в области перехода (7) имеет направленную в направлении литья скользящую планку (13), причем по аналогии со скользящими планками (13) пластины (2) кристаллизатора на охлаждаемой стороне (32) адаптерной пластины (3) в области ложбинок (33) между фланцами (34) и наклонными полками (35) предусмотрены также направленные в направлении литья опорные планки (36).
7. Кристаллизатор по п.6, отличающийся тем, что скользящие накладки (13) являются составной частью пластины (2) кристаллизатора.
8. Кристаллизатор по п.6, отличающийся тем, что опорные планки (36) входят в пазы (37) охлаждаемой стороны (32) адаптерной пластины (3) и выполнены съемными.
9. Кристаллизатор по любому из пп.1-8, отличающийся тем, что располагающиеся в нижней части крепежные накладки (19) имеют с торцевой стороны пружинные зацепы (18) с фасками (38).
10. Кристаллизатор по любому из пп.1-8, отличающийся тем, что сторона литья (39) пластины (2) кристаллизатора в нижней части (21) имеет фаску (40).
| Электромагнитный расходомер с частотным выходом | 1974 |
|
SU546781A1 |
| US 6443218 В1, 03.09.2002 | |||
| US 6419004 B1, 16.07.2002 | |||
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 0 |
|
SU202484A1 |

