Изобретение относится к непрерывной разливке металлов, а именно к конструкции кристаллизатора.
Известно устройство для непрерывной разливки металла [Патент N 2108198 RU. Устройство для непрерывной разливки металла /В.В. Стулов, В.И. Одиноков. Опубл. 10.04.98. Бюл. N 10] , содержащее разливочный ковш со стаканом, кристаллизатор с рабочими стенками, внутри которых просверлены сквозные каналы для прохода охлаждающей воды, две вертикальные стенки кристаллизатора выполнены с возможностью возвратно-поступательного движения, а две наклонные в верхней части стенки выполнены с возможностью вращательного движения, съемные накладки с наклонным и вертикальным участками, установленные на внутренних поверхностях наклонных в верхней части стенок кристаллизатора, термопары в рабочих стенках и систему автоматизированного управления уровнем жидкого металла.
Недостаток известного устройства заключается в невозможности получения профильных деформированных заготовок с регулируемой глубиной пазов.
Заявляемое устройство направлено на создание высокопроизводительного процесса получения непрерывнолитых профильных заготовок.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в:
- повышении производительности процесса получения непрерывнолитых профильных заготовок;
- улучшении качества поверхности профильных заготовок.
Заявляемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: разливочный ковш со стаканом; кристаллизатор с рабочими стенками, внутри которых просверлены сквозные каналы для прохода охлаждающей воды; две вертикальные стенки кристаллизатора выполнены с возможностью возвратно-поступательного движения; две наклонные в верхней части стенки выполнены с возможностью вращательного движения; съемные накладки с наклонным и вертикальным участками, установленные на внутренних поверхностях наклонных в верхней части стенок кристаллизатора; термопары в рабочих стенках и система автоматизированного управления уровнем жидкого металла.
Отличительные признаки: съемные накладки изготовлены разборными, с краев которых, граничащих с вертикальными стенками, размещены сменные вставки с углом наклона β к вертикали; разность углов наклона наклонного участка съемной накладки и сменной вставки составляет γ-β = 2-8o; соотношение толщины сменной вставки в1 и съемной накладки в на вертикальном участке составляет в1/в= 0,2-0,9; поверхность наклонного участка съемной накладки, выступающая над поверхностью сменной вставки, изготовлена сужающейся в верхней части под углом α = 2÷7o к вертикали.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Изготовление съемных накладок разборными, с краев которых, граничащих с вертикальными стенками, размещены сменные вставки с углом наклона β к вертикали, облагчает ремонт съемных накладок при износе трущихся поверхностей. Кроме этого, обеспечивается возможность получения профильной поверхности заготовки при изготовлении сменных вставок различной толщины.
Уменьшение разности углов наклона наклонного участка γ съемной накладки и сменной вставки β-γ-β < 2o приводит к вероятности растрескивания деформируемого металла на поверхности сменной вставки. Кроме этого, уменьшается сортамент получаемых профильных заготовок.
Увеличение разности углов наклона наклонного участка γ съемной накладки и съемной вставки β-γ-β > 8o уменьшает прочность поверхности профиля по причине более низких значений степени деформации корочки.
Увеличение соотношения толщины сменной вставки в1 и съемной накладки в на вертикальном участке в1/в > 0,9 уменьшает сортамент получаемых профильных заготовок. Кроме этого, исключается необходимость изготовления самих сменных вставок.
Уменьшение соотношения толщины сменной вставки в1 и съемной накладки в на вертикальном участке в1/в < 0,2 затрудняет закрепление сменных вставок с краев съемной накладки. Кроме этого, возникает вероятность растрескивания металла по причине значительной неравномерности толщин деформируемого профиля.
Изготовление поверхности наклонного участка съемной накладки, выступающей над поверхностью сменной вставки, сужающейся в верхней части под углом к вертикали α < 2o, не обеспечивает затекания достаточного количества металла в район профиля заготовки, что приводит к растрескиванию заготовки со стороны вертикальных стенок.
Изготовление поверхности наклонного участка съемной накладки, выступающей над поверхностью сменной вставки, сужающейся в верхней части под углом к вертикали α > 7o, увеличивает сопротивление движения деформируемого металла в район профиля заготовки, что приводит к потере производительности установки.
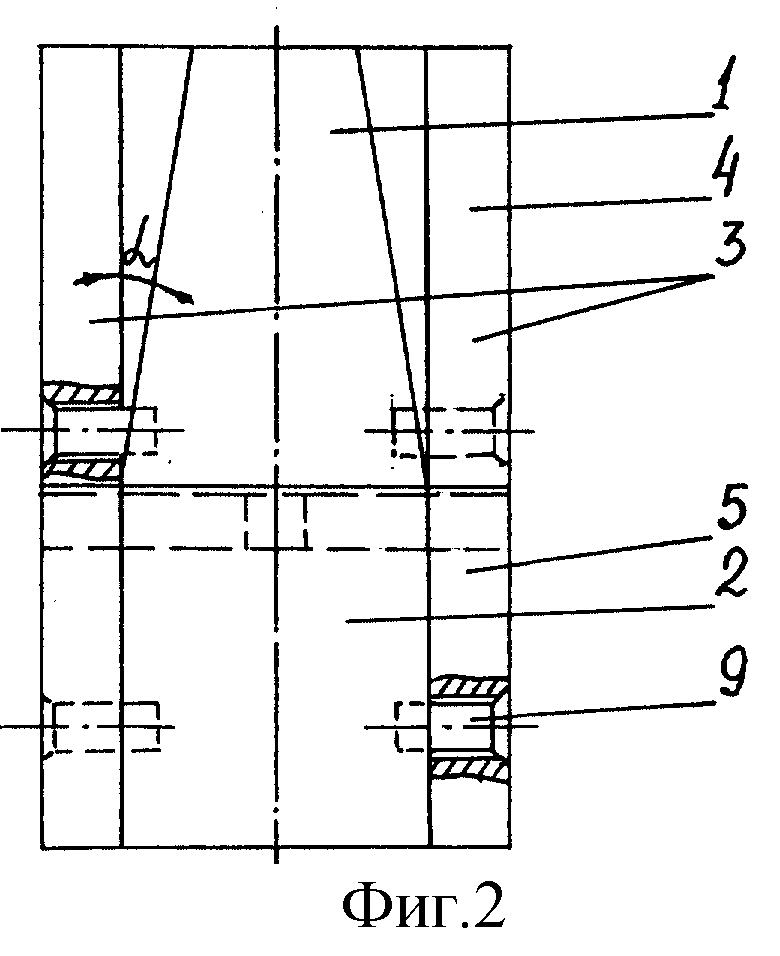
На фиг. 1 и 2 показана съемная накладка с наклонным под углом к вертикали 1 и вертикальным 2 участками. С краев съемной накладки на фиг.2 размещены сменные вставки 3 с наклонным под углом к вертикали участком 4 и вертикальным участком 5. На нерабочей поверхности 6 съемной накладки расположен выступ 7 с круглым отверстием 8. Сменные вставки 3 закрепляются на поверхности съемной накладки при помощи потайных болтов 9.
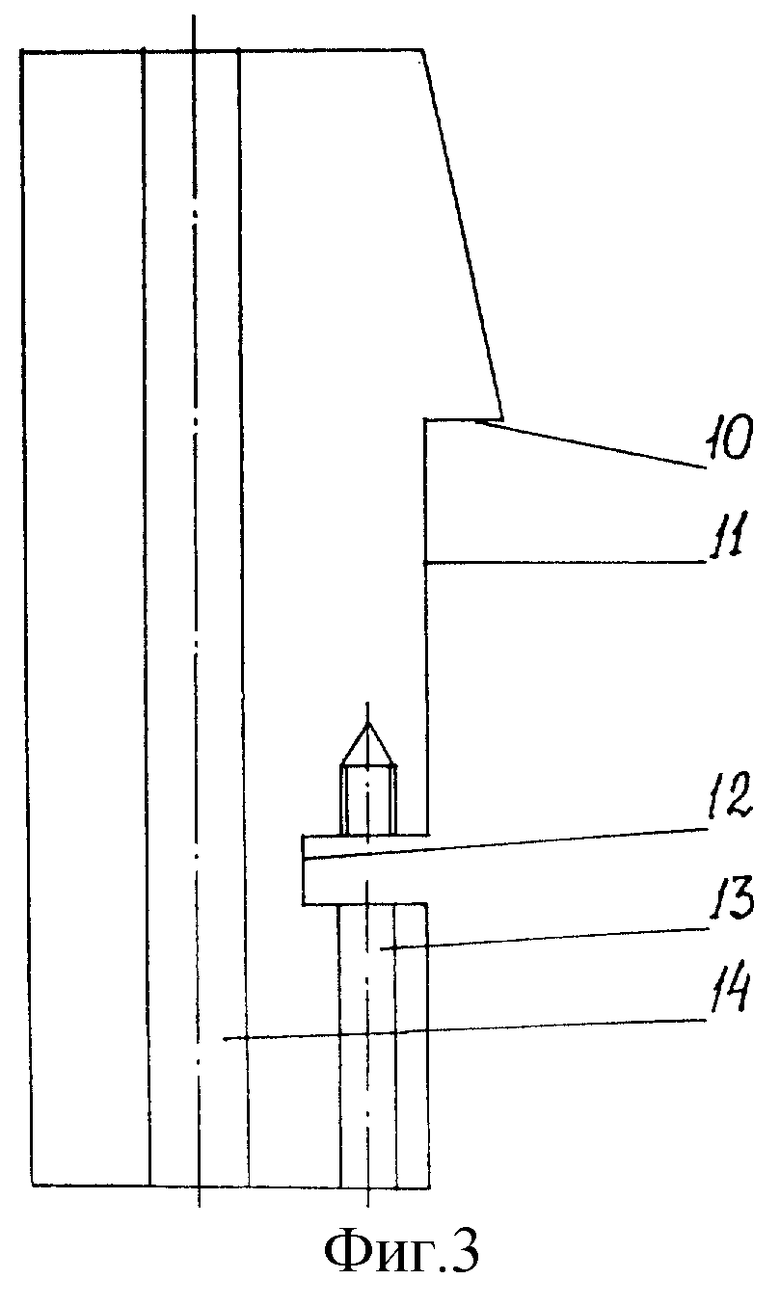
На фиг. 3 показана стенка, в которую устанавливается съемная накладка. Стенка на фиг. 3 имеет горизонтально и вертикально расположенные поверхности соответственно 10 и 11, паз 12, отверстие 13 с резьбой и каналы 14 для прохода охлаждающей воды.
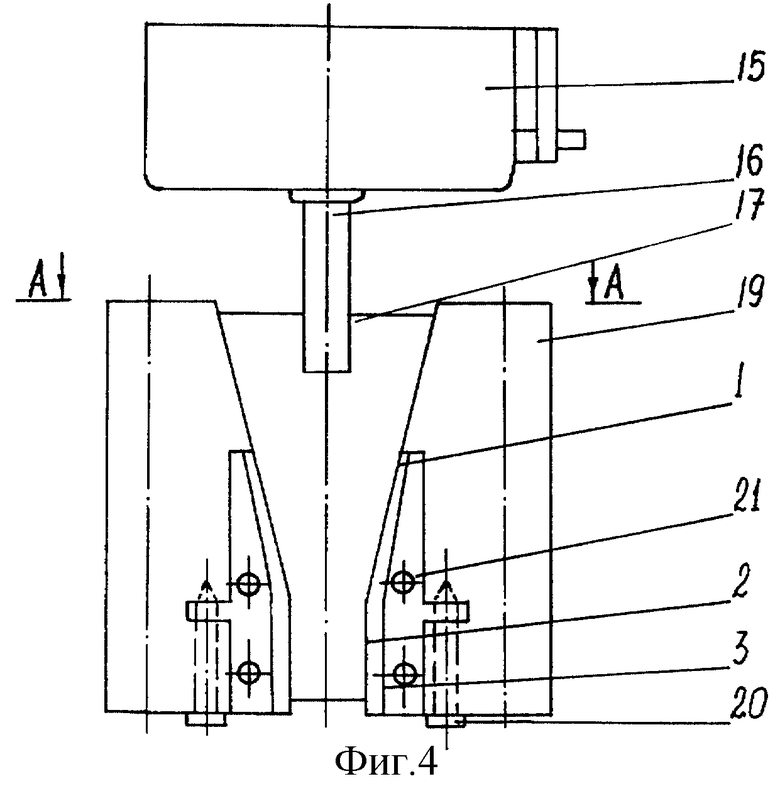
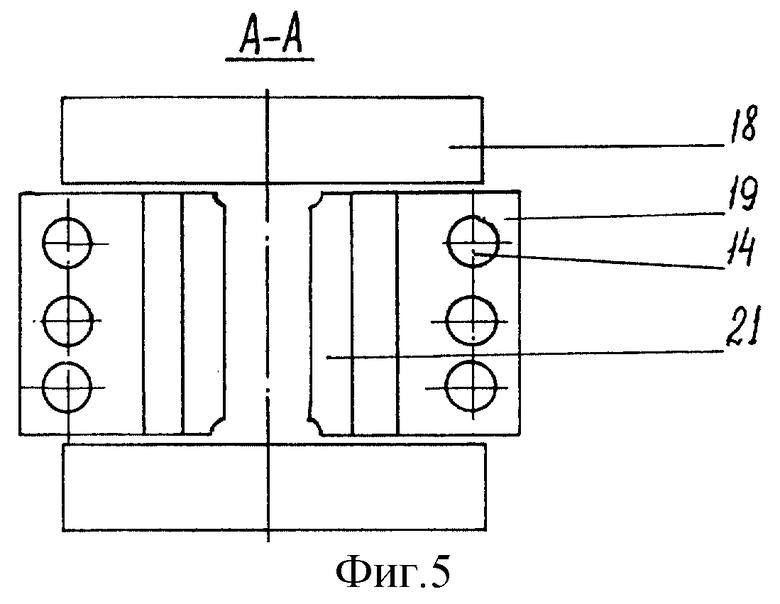
На фиг. 4 приведен внешний вид заявляемого устройства для получения непрерывнолитых профильных заготовок; на фиг. 5 - сечение А-А на фиг.4.
Заявляемое устройство на фиг. 4 и 5 состоит из разливочного ковша 15 со стаканом 16, кристаллизатора 17 с двумя вертикальными стенками 18 и двумя наклонными в верхней части стенками 19, на которых болтами 20 крепятся съемные накладки 21, и водоохлаждающих каналов 14.
Предварительно к съемной накладке при помощи потайных болтов 9 закрепляются сменные вставки 3. В наклонные в верхней части стенки 19 устанавливаются съемные накладки 21. При этом выступ 7 накладки входит в паз 12 стенки, а через отверстия 8 и 13 пропускается болт 20 с последующим его вворачиванием в тело стенки 19. Основное требование при установке съемной накладки 21 - не допускать перекоса поверхности сменной вставки 3, соприкасающейся с поверхностью вертикальных стенок 18, а также обеспечение минимального зазора между поверхностями 6 накладки 21 и поверхностями 10 и 11 стенки 19. В кристаллизатор 17 устанавливается специальное приспособление - затравка, предотвращающая выливание расплава. Включается подача воды в водоохлаждающие каналы 14.
Заявляемое устройство работает следующим образом.
Жидкий металл из разливочного ковша 15 через стакан 16 поступает в кристаллизатор 17 и заполняет его. После достижения расплавом определенного уровня включается привод стенок 18 и 19. При этом две вертикальные стенки 18 совершают возвратно-поступательное движение с выталкиванием заготовки, а две наклонные в верхней части стенки 19 с закрепленными на них съемными накладками 21 - вращательное движение с обжатием металла на наклонном под углом к вертикали участке 1 и калиброванием поверхности заготовки на вертикальном участке 2. Одновременно с деформацией металла на участке 1 съемной накладки 21 происходит затекание металла на наклонный участок 4 сменной вставки 3 с последующим его движением на вертикальный участок 5.
В случае необходимости получения профиля с другой высотой выступов или износа трущейся поверхности вставки 3 происходит их замена.
Изобретение относится к непрерывной разливке металлов. Съемные накладки, установленные на поверхностях наклонных в верхней части стенок, изготовлены разборными. С краев съемных накладок размещены сменные вставки с углом наклона β к вертикали. Разность углов наклона наклонного участка съемной накладки и сменной вставки составляет γ-β = 2-8o. Соотношение толщины сменной вставки в1 и съемной накладки в на вертикальном участке равняется в1 /в = 0,2 - 0,9. Поверхность наклонного участка изготовлена сужающейся в верхней части под углом α = 2-7o к вертикали. Изобретение позволяет повысить производительность и качество заготовок. 1 з.п. ф-лы, 5 ил.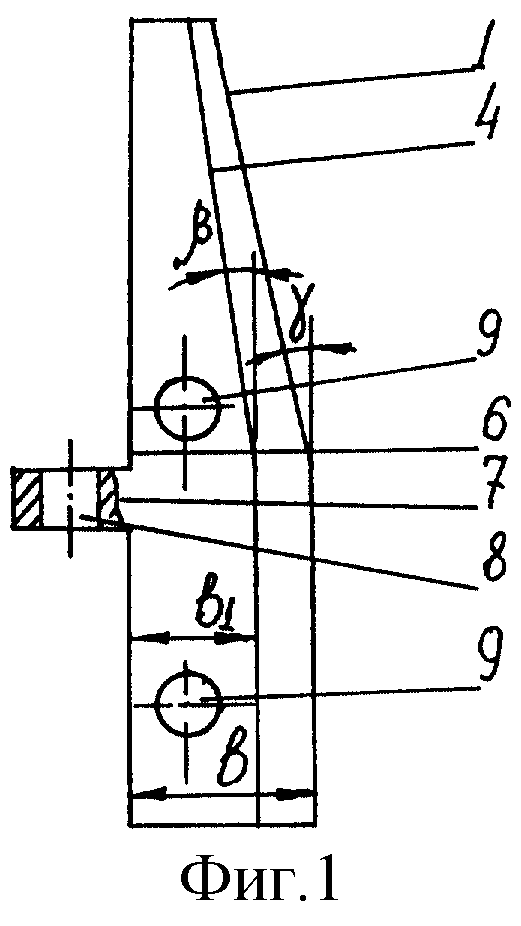
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1995 |
|
RU2108198C1 |
| Способ непрерывного литья | 1973 |
|
SU452413A1 |
| Способ получения творожного продукта с паприкой | 2016 |
|
RU2645460C2 |
| Кристаллизатор и способ непрерывного вертикального литья стальной ленты | 1984 |
|
SU1336943A3 |
| ФИКСИРУЮЩЕЕ УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩИМ | 0 |
|
SU374128A1 |
| Способ отливки крупных слитков и устройство для его осуществления | 1981 |
|
SU1011330A1 |
