Область техники, к которой относится изобретение
Группа изобретений относится к устройству для получения расплава стекла, к способу получения расплава стекла, использующему это устройство, к устройству для получения стеклянного изделия и к способу получения стеклянного изделия.
Уровень техники
Для способа получения стеклянного изделия для зданий, автомобилей, дисплеев с плоской панелью и так далее существует потребность в получении изделий более высокого качества и в экономии энергии, а именно, потребность в получении стеклянного изделия высокого качества без пузырьков и в низком потреблении энергии во время получения стеклянного изделия. Существуют некоторые факторы, не позволяющие создавать стеклянное изделие высокого качества, в частности, присутствие пузырьков в расплаве стекла, и часто становится проблемой неоднородность расплава стекла. В качестве способов получения стеклянного изделия высокого качества без остающихся пузырьков существует, например, способ вакуумного дегазирования, описанный в Патентном документе 1, предложенный заявителем настоящей заявки. В соответствии с этим способом, пузырьки в расплаве стекла увеличиваются в размерах при давлении ниже атмосферного, чтобы пузырьки поднимались вверх и разрушались, с тем, чтобы удалять их. Этот способ осуществляется с помощью используемого вакуумного дегазирующего устройства.
Способ вакуумного дегазирования используется для создания стеклянного изделия высокого качества. Однако для расплава стекла, производимого в больших масштабах, и при большом ассортименте видов стекла, пригодного для использования в качестве листов стекла для зданий или автомобилей, в последнее время существует желание осветлять расплав стекла с помощью способа вакуумного дегазирования, имеющего высокое осветляющее воздействие. Однако было сложно разработать технологию, достаточно значимую для компенсации капитальных вложений, и подобная технология не предлагалась до настоящего времени, насколько известно заявителю. В обычном способе получения расплава стекла, используемого для зданий, автомобилей и так далее, как описывается в Патентном документе 2, область плавильной ванны разделяется на область плавки и область осветления и расплав стекла циркулирует в каждой области так, чтобы плавить сырой материал и осветлять и гомогенизировать расплав стекла. Конкретно, в области плавки, стеклянный материал плавится, и расплав стекла перемешивается с помощью циркуляционного потока, тем самым выполняется первичная гомогенизация, и расплав стекла остается в области осветления на определенное время, с помощью циркуляционного потока, тем самым выполняются осветление и гомогенизация расплава стекла.
С другой стороны, требуется экономия энергии на любой стадии получения стеклянного изделия. В частности, существует сильная потребность в экономии энергии на стадии плавления стеклянного материала из-за большого количества энергии, потребляемой здесь. В ответ на это существует технология улучшенной системы сгорания в плавильной ванне или технология изменения свойств циркуляционного потока расплава стекла в плавильной ванне, как описывается далее. Эти технологии имели определенные результаты.
Как правило, эффективность потребления энергии при плавке стеклянного материала увеличивается приблизительно пропорционально объему плавильной ванны, и соответственно, для достижения высокой экономии энергии, является эффективным повышение объема и выхода плавильной ванны, вместо того чтобы пытаться улучшить систему сгорания. Однако можно легко представить, что существуют различные недостатки в разработке устройства для получения расплава стекла, содержащего плавильную ванну с объемом, большим, чем у обычных ванн. Например, существуют ограничения на расположение для сооружения, повышенные затраты на сооружение и так далее. Кроме того, редко, когда устройство для получения расплава стекла обрабатывает только стекло установленного типа. Соответственно, образуется стеклянный бой (кусочки стекла в твердом состоянии, которые образуются во время и после изготовления стеклянных изделий, включая процесс плавки, и которые могут быть использованы повторно для расплава стекла), когда стеклянные материалы изменяются в зависимости от типа стекла, и при таком изменении происходит снижение эффективности эксплуатации. Соответственно, когда объем плавильной ванны повышается, является маловероятной экономия энергии при полной загрузке работы устройства. В таких обстоятельствах существует очень высокая потребность в устройстве для получения расплава стекла, которое имеет по меньшей мере те же размеры, как и обычные устройства для получения расплава стекла, и может осуществлять гораздо большую экономию энергии, в то же время преодолевая ограничивающее соотношение между объемом плавильной ванны и эффективностью потребления энергии, обычное для данной области, а также в способе получения расплава стекла и в способе получения стеклянного изделия.
Патентный документ 2 описывает способ снижения потребления энергии во время плавки стекла, принимая во внимание циркуляционный поток в плавильной ванне.
ДОКУМЕНТЫ ИЗВЕСТНОГО УРОВНЯ ТЕХНИКИ
Патентный документ 1: JP-A-2-221129
Патентный документ 2: JP-A-9-124323
Раскрытие изобретения
ЦЕЛИ, ДОСТИГАЕМЫЕ С ПОМОЩЬЮ ИЗОБРЕТЕНИЯ
Однако в способе, описываемом в Патентном документе 2, описывающем, что область плавильной ванны разделяется на область плавки и область осветления, и осветление и гомогенизация расплава стекла выполняются с помощью циркуляции расплава стекла в каждой области, сама структура является неблагоприятной для экономии энергии. А именно, для снижения количества пузырьков в расплаве стекла до уровня, достаточного для получения расплава стекла, необходимо оставлять расплав стекла в области осветления на определенное время. В плавильной ванне, показанной на Фигуре Патентного документа 2, область осветления занимает примерно 2/3 от полной длины ванны. Для поддержания такой большой области осветления при заданной температуре, необходима достаточно большая энергия. Кроме того, в способе, описанном в Патентном документе 2, циркуляционный поток расплава стекла формируется в каждой области из области плавки и области осветления. Однако из-за неполного разделения обоих циркуляционных потоков, часть циркуляционного потока перемещает другую часть, конкретно, часть расплава стекла с более низкой температурой в области осветления двигается в область плавки. Соответственно, в области плавки требуется большое количество энергии для поддержания температуры, для плавки стеклянного материала.
В случае большого устройства для получения расплава стекла, предназначенного для получения стеклянных изделий для зданий, автомобилей и так далее, существует возможность получения стеклянного изделия высокого качества без оставшихся пузырьков с помощью объединения плавильной ванны, описанной в Патентном документе 2, и вакуумного дегазирующего устройства, описанного в Патентном документе 1, если не принимать во внимание соотношение эффективности и затрат. Однако реализация как требований для создания стеклянного изделия высокого качества, так и экономии энергии при объединении этих технологий является сложной. В Патентном документе 1 или Патентном документе 2 не существует предложений по реализации этой технологии.
Настоящее изобретение осуществлено с учетом того, что описывалось выше, и целью настоящего изобретения является создание устройства для получения расплава стекла, допускающего осуществление одновременного увеличения качества стеклянного изделия и экономии энергии для получения расплава стекла, способа получения расплава стекла, использующего настоящее устройство, устройства для получения стеклянного изделия и способа получения стеклянного изделия.
СРЕДСТВА ДЛЯ ДОСТИЖЕНИЯ ЦЕЛЕЙ
Настоящее изобретение, в дополнение к используемому вакуумному дегазирующему устройству в качестве средства осветления стекла для осуществления одновременного улучшения качества стеклянного изделия и экономии энергии при получении расплава стекла, использует структуру плавильной ванны, дающую экономию энергии, с помощью использования эффекта вакуумного дегазирования от вакуумного дегазирующего устройства и структуры прохода, имеющего заданную структуру, которая может подавать расплав стекла с высокой эффективностью от плавильной ванны к вакуумному дегазирующему устройству, и которая может гомогенизировать расплав стекла, в частности, может устанавливать температуру расплава стекла, подаваемого к вакуумному дегазирующему устройству, на уровне, пригодном для вакуумного дегазирования. Конкретно, настоящее изобретение может осуществлять экономию энергии при получении расплава стекла с помощью создания длины области осветления плавильной ванны, меньшей, чем длина обычной области осветления, с тем, чтобы предотвращать снижение температуры расплава стекла в области осветления. Кроме того, в дополнение к сокращению длины области осветления плавильной ванны, в структуре прохода выполняются улучшенная гомогенизация расплава стекла и охлаждение расплава стекла, в частности, на передней стороне в направлении потока расплава стекла, тем самым в дальнейшем в вакуумном дегазирующем устройстве осуществляется эффективное вакуумное дегазирование. В связи с этим повышение качества стеклянного изделия и экономия энергии при получении расплава стекла могут осуществляться одновременно.
А именно, настоящее изобретение применяется для создания устройства для получения расплава стекла, содержащего плавильную ванну для плавки стеклянного материала, вакуумное дегазирующее устройство, имеющее внутреннее пространство, поддерживаемое при давлении ниже атмосферного, так что пузырьки в расплаве стекла, которые подаются от плавильной ванны, удаляются, когда поднимаются вверх и разрушаются, первую структуру прохода, соединяющую плавильную ванну с вакуумным дегазирующим устройством, и вторую структуру прохода, расположенную на задней по потоку стороне вакуумного дегазирующего устройства, для введения расплава стекла в средства формования, устройство для получения расплава стекла отличается тем, что плавильная ванна снабжается разделяющими средствами для разделения области для циркуляции расплава стекла в плавильной ванне на передний по потоку циркулирующий поток и задний по потоку циркулирующий поток, при этом расстояние от разделяющих средств до заднего края пути потока расплава стекла в плавильной ванне составляет от 0,1 LF до 0,45 LF, где LF представляет собой длину пути потока расплава стекла в плавильной ванне, причем широкая часть сформирована в первой структуре прохода на передней стороне в направлении потока расплава стекла, ширина широкой части больше, чем у другой области структуры прохода, и в широкой части расположены средства для охлаждения расплава стекла, проходящего через широкую часть.
В устройстве для получения расплава стекла по настоящему изобретению, является предпочтительным, чтобы широкая часть удовлетворяла следующим формулам: 0,2≤W/L≤1,5 и 500≤h≤5000 (в формуле W представляет собой наибольшую ширину (мм) пути потока расплава стекла, L представляет собой длину (мм) области, где ширина пути потока расплава стекла в широкой части имеет наибольшую ширину W, и h представляет собой высоту (мм) пути потока расплава стекла в области, где ширина пути потока расплава стекла имеет наибольшую ширину W).
В настоящем документе, высота h пути потока расплава стекла не обозначает высоту (глубину) расплава стекла самого по себе, но обозначает высоту внутреннего пространства от нижней границы широкой части до верхней части. Глубина (высота) потока расплава стекла самого по себе в этой части составляет примерно от 0,3h до 1h от высоты h пути потока расплава стекла, и верхняя плоскость потока расплава стекла самого по себе может вступать в контакт с газовой фазой на открытой поверхности (жидкой плоскости) или может вступать в контакт с элементом стенки над путем потока расплава стекла. Расстояние от жидкой плоскости расплава стекла до верхней части пути потока предпочтительно составляет больше чем 0,3 м и меньше чем 3 м.
Является предпочтительным, чтобы в широкой части, наибольшая ширина W (мм) пути потока расплава стекла и длина L (мм) области, в которой путь потока расплава стекла в широкой части имеет наибольшую ширину, удовлетворяли следующим формулам: 2000≤W≤12000 и 1000≤L≤20000.
Кроме того, в устройстве для получения расплава стекла по настоящему изобретению, является предпочтительным, чтобы широкая часть снабжалась средствами для перемешивания расплава стекла, проходящего через широкую часть.
Кроме того, в устройстве для получения расплава стекла по настоящему изобретению, является предпочтительным, чтобы широкая часть снабжалась средствами для предотвращения обратного течения расплава стекла в широкой части.
В устройстве для получения расплава стекла по настоящему изобретению, является предпочтительным, чтобы разделяющие средства представляли собой пороговую стенку, выступающую от нижней части пути потока расплава стекла в плавильной ванне, где пороговая стенка простирается в направлении по ширине пути потока расплава стекла в плавильной ванне, причем, когда высота пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла в плавильной ванне представляется как h1, высота от нижней части пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла до верхнего края пороговой стенки составляет от 0,1h1 до 0,3h1.
Кроме того, в плавильной ванне, нижняя часть пути потока расплава стекла на задней стороне пороговой стенки в направлении потока расплава стекла является большей, чем нижняя часть пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла.
Кроме того, является предпочтительным, чтобы в плавильной ванне, когда h1 (мм) представляет собой высоту пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла, h2 (мм) представляет собой высоту от нижней части пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла до верхнего края пороговой стенки, и h3 (мм) представляет собой высоту от нижней части пути потока расплава стекла до передней стороны пороговой стенки в направлении потока расплава стекла от нижней части пути потока расплава стекла на задней стороне пороговой стенки в направлении потока расплава стекла, h1, h2 и h3 удовлетворяли следующим формулам: h3<h2 и 0<h3≤0,6h2.
В настоящем документе, высота h1 пути потока расплава стекла не обозначает высоту (глубину) расплава стекла саму по себе, но обозначает высоту внутреннего пространства от нижней части плавильной ванны для плавки расплава стекла до верхней части. Высота (глубина) расплава стекла сама по себе составляет, как правило, значение, полученное с помощью вычитания значения, изменяющегося от 1 до 8 м, из высоты пути потока расплава стекла.
Кроме того, является предпочтительным, чтобы плавильная ванна снабжалась генератором ЦМД, имеющим разгрузочные отверстия, расположенные ниже нижней части пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла, и расстояние между генератором ЦМД и пороговой стенкой в направлении потока расплава стекла составляло по меньшей мере 500 мм.
Кроме того, в устройстве для получения расплава стекла по настоящему изобретению, разделяющие средства могут представлять собой генераторы ЦМД, имеющие разгрузочные отверстия, расположенные вблизи нижней части пути потока расплава стекла в плавильной ванне, причем разгрузочные отверстия располагаются в направлении по ширине пути потока расплава стекла.
В устройстве для получения расплава стекла по настоящему изобретению, является предпочтительным, чтобы средства для нагрева расплава стекла, проходящего через первую структуру прохода, располагались на задней стороне широкой части в направлении потока расплава стекла.
Кроме того, в устройстве для получения расплава стекла по настоящему изобретению, является предпочтительным, чтобы положение пути потока расплава стекла в первой структуре прохода на задней стороне широкой части в направлении потока расплава стекла было ниже, чем положение пути потока расплава стекла в широкой части.
В устройстве для получения расплава стекла по настоящему изобретению, расплав стекла представляет собой расплав силикатного стекла.
Кроме того, настоящее изобретение применяется для создания способа получения расплава стекла, использующего любое устройство для получения расплава стекла, описанное выше.
В способе получения расплава стекла по настоящему изобретению, является предпочтительным, чтобы стеклянный материал плавился с помощью тепла от сгорания смеси топлива и кислорода.
Кроме того, в способе получения расплава стекла по настоящему изобретению, количество пузырьков в расплаве стекла, проходящих через вакуумную дегазирующую емкость вакуумного дегазирующего устройства, измеряется средством контроля пузырьков для установления степени понижения давления вакуумной дегазирующей емкости в ответ на результат измерения пузырьков.
Кроме того, настоящее изобретение применяется для создания устройства для получения стеклянного изделия, которое содержит устройство для получения расплава стекла, описанное выше, средства формования, установленные на задней стороне устройства для получения расплава стекла, для формования расплава стекла и средства отжига для отжига формованного стекла.
Кроме того, настоящее изобретение применено для создания способа получения стеклянного изделия, который использует устройство для получения расплава стекла, описанное выше, средства формования, установленные на задней стороне устройства для получения расплава стекла, для формования расплава стекла и средства отжига для отжига формованного стекла.
Кроме того, настоящее изобретение применяется для создания способа получения стеклянного изделия, который включает в себя стадию получения расплава стекла с помощью способа получения расплава стекла, описанного выше, стадию формования расплава стекла и стадию отжига формованного стекла.
РЕЗУЛЬТАТЫ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением, получение стеклянного изделия высокого качества с уменьшенным количеством пузырьков и экономия энергии при получении расплава стекла могут осуществляться одновременно.
В соответствии с настоящим изобретением, является возможным сохранить самое большее примерно 40% потребляемой энергии по сравнению с обычным устройством для получения расплава стекла, для осветления расплава стекла с помощью его циркуляции в области осветления, сформированной в плавильной ванне, при условии, что получают одинаковое количество расплава стекла. Кроме того, в случае плавления стеклянного материала с помощью сгорания кислорода в плавильной ванне, может сохраняться самое большее примерно 60% энергии.
В настоящем изобретении, не является необходимым использование осветляющего агента, и поэтому может использоваться стеклянный материал с высокой долей стеклянного боя. Доля стеклянного боя обозначает пропорцию стеклянного боя в стеклянном материале. Из-за потери осветляющим агентом его способности к осветлению при его плавлении, стеклянный бой не содержит осветлителя. Использование стеклянного материала с высокой долей стеклянного боя является предпочтительным с точки зрения экономии энергии и повторного использования стеклянного боя. Так, в качестве осветлителя часто загружается сульфат (Na2S04). Однако, в настоящем изобретении, из-за того, что в качестве осветляющего агента загружается не сульфат (Na2SO4), может получаться расплав стекла с пониженным содержанием серы (S). Кроме того, является возможным уменьшение концентрации оксида серы (SOx) в уходящем газе.
Кроме того, в настоящем изобретении, температура расплава стекла в плавильной ванне может понижаться по сравнению со случаем использования обычного устройства для получения расплава стекла, в котором расплав стекла осветляется с помощью циркуляции расплава в области осветления, сформированной в плавильной ванне, следовательно, энергия, потребляемая во время получения расплава стекла, также может быть уменьшена.
В дополнение к этому, понижение температуры расплава стекла в плавильной ванне может управлять испарением стеклянных компонентов. Селен как высококачественный материал иногда используется как окрашивающий компонент для стекла. В этом случае, поскольку расплав стекла содержит большое количество испарений, необходимо помещать в стеклянный материал достаточно большое количество селена по отношению к составу селена в полностью готовом стеклянном изделии. По настоящему изобретению, поскольку температура расплава стекла в плавильной ванне может быть уменьшена, испарение селена из расплава стекла может контролироваться.
Краткое описание чертежей
Фиг. 1 представляет собой вид сверху устройства для получения расплава стекла в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг. 2 представляет собой вид в продольном разрезе устройства для получения расплава стекла, показанного на Фиг. 1.
Фиг. 3 представляет собой блок-схему одного из вариантов осуществления способа получения стеклянного изделия в соответствии с настоящим изобретением.
Наилучший вариант осуществления изобретения
Ниже настоящее изобретение будет описываться со ссылками на чертежи.
Устройство для получения расплава стекла по настоящему изобретению содержит плавильную ванну для плавки стеклянного материала и гомогенизации и осветления расплава стекла, вакуумное дегазирующее устройство, в котором устанавливается внутреннее давление, более низкое, чем атмосферное давление, так чтобы пузырьки в расплаве стекла, подаваемом из плавильной ванны, поднимались вверх и разрушались, первую структуру прохода для соединения плавильной ванны с вакуумным дегазирующим устройством и вторую структуру прохода, расположенную на задней стороне вакуумного дегазирующего устройства, для подачи расплава стекла к средствам формования.
Фиг. 1 представляет собой вид сверху устройства для получения расплава стекла в соответствии с одним из вариантов осуществления настоящего изобретения, и Фиг. 2 представляет собой вид в продольном разрезе устройства для получения расплава стекла, показанного на фиг.1.
На Фиг. 1 и 2 плавильная ванна 2, вакуумное дегазирующее устройство 5 (включающее восходящую трубу 53, вакуумную дегазирующую емкость 52 и нисходящую трубу 54), первая структура прохода 3 для соединения плавильной ванны 2 с вакуумным дегазирующим устройством 5 и вторая структура прохода 6, расположенная на задней стороне вакуумного дегазирующего устройства 5, для введения расплава стекла в средства формования, показываются как составные элементы устройства 1 для получения расплава стекла по настоящему изобретению. В устройстве для получения расплава стекла по настоящему изобретению, плавильная ванна 2 для плавки стеклянного материала предпочтительно имеет такую структуру, как описывается ниже. Однако структура плавильной ванны 2, описываемая ниже, не является обязательной для устройства для получения расплава стекла по настоящему изобретению.
Плавильная ванна 2, показанная на Фиг. 1 и 2, является плавильной ванной с открытой структурой. В нижней плоскости плавильной ванны 2 для создания пути потока расплава стекла, пороговая стенка 21 формируется как разделяющее средство, чтобы она выступала по всему направлению по ширине пути потока.
Назначением пороговой стенки 21 является разделение циркуляционного потока расплава стекла в плавильной ванне 2 на передний циркулирующий поток 100 и задний циркулирующий поток 101. Когда высота пути потока расплава стекла на передней стороне пороговой стенки 21 в направлении потока расплава стекла представляется как h1, высота h2 пороговой стенки 21 (высота от нижней части пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла до верхнего края пороговой стенки) предпочтительно составляет от 0,1h1 до 0,3h1 с точки зрения функционирования для разделения потока расплава стекла на передний циркулирующий поток и задний циркулирующий поток. Как описывается выше, высота пути потока расплава стекла не обозначает высоту (глубину) расплава стекла саму по себе, но обозначает высоту внутреннего пространства плавильной ванны для плавки расплава стекла.
Высота h2 пороговой стенки 21 предпочтительно составляет от 0,11h1 до 0,28h1, более предпочтительно, от 0,12h1 до 0,26h1.
В обычной плавильной ванне высота (глубина) расплава стекла сама по себе предпочтительно составляет от 1/2 до 1/15 от высоты h1 пути потока расплава стекла. Высота (глубина) расплава стекла сама по себе представляет собой такую степень добавления значения в диапазоне 50 до 1000 мм к высоте h2 пороговой стенки 21.
Причинами разделения циркуляционного потока расплава стекла в плавильной ванне 2 на передний циркулирующий поток 100 и задний циркулирующий поток 101 являются гомогенизация и осветление расплава стекла с помощью формирования этих циркуляционных потоков. Конкретно, формирование переднего циркулирующего потока 100 воздействует на плавку стеклянного материала и первичную гомогенизацию расплава стекла, и формирование заднего циркулирующего потока воздействует на очистку и гомогенизацию расплава стекла. Кроме того, формирование переднего циркулирующего потока 100 может удалять инородные тела в расплаве стекла. Формирование двух циркуляционных потоков: переднего циркулирующего потока и заднего циркулирующего потока, обычно выполняется так, как описывается в Патентном документе 2.
В обычном устройстве для получения расплава стекла, требуется гомогенизировать расплав стекла и уменьшить количество пузырьков в расплаве стекла до несущественного уровня с помощью гомогенизации и осветления в плавильной ванне, конкретно, с помощью гомогенизации и осветления с помощью заднего циркулирующего потока. Для этого необходимо оставить расплав стекла на некоторое время в плавильной ванне, конкретно, в области осветления плавильной ванны, где формируется задний циркулирующий поток. В обычной плавильной ванне, такой как плавильная ванна, показанная на Фигуре Патентного документа 2, область осветления, где формируется задний циркулирующий поток, конструируется таким образом, чтобы увеличить длину области осветления.
С другой стороны, в устройстве для получения расплава стекла 1 по настоящему изобретению, осветление расплава стекла в основном выполняется с помощью вакуумного дегазирования в вакуумном дегазирующем устройстве 5, созданном на задней стороне, при условии, что длина области плавильной ванны, в которой формируется задний циркулирующий поток 101, может быть короче, чем у обычной плавильной ванны.
Однако для эффективного осуществления вакуумного дегазирования необходимо, чтобы расплав стекла подавался в вакуумное дегазирующее устройство 5 при таком уровне, что его температура и количество пузырьков в расплаве стекла легко подвергаются воздействию вакуумной дегазации, в дополнение к гомогенизации расплава стекла. Количество пузырьков расплава стекла изменяется в зависимости от допустимого наибольшего диаметра пузырька. Кроме того, оно различается в зависимости от применений стеклянных изделий и других требуемых условий. Соответственно, когда изделие из силикатного стекла производится для зданий, и расплав стекла, текущий вниз от переднего циркулирующего потока 100, содержит пузырьки в количестве n/кг, каждый пузырек имеет по меньшей мере заданный диаметр, необходимо уменьшить количество пузырьков, имеющих по меньшей мере заданный диаметр, в расплаве стекла до не более чем n/1000, когда расплав стекла протекает в плавильной ванне в обычном устройстве для получения расплава стекла без вакуумного дегазирующего устройства. Кроме того, в устройстве 1 для получения расплава стекла по настоящему изобретению, поскольку длина области в плавильной ванне 2, где формируется задний циркулирующий поток 101, может быть короче, чем для потока в обычной плавильной ванне, температура расплава стекла, протекающего от плавильной ванны, может быть слишком высокой для введения его в вакуумную дегазирующую емкость 52.
Соответственно, даже в устройстве 1 для получения расплава стекла по настоящему изобретению необходимо формировать задний циркулирующий поток 101 в плавильной ванне 2 для осветления расплава стекла и уменьшения количества пузырьков в расплаве стекла, тем самым расплав стекла гомогенизируется. В устройстве 1 для получения расплава стекла по настоящему изобретению, существуют вакуумное дегазирующее устройство 5 и широкие части 31, 32, сформированные в первой структуре прохода 3, соединяющей плавильную ванну 2 с вакуумным дегазирующим устройством 5, для того, чтобы гомогенизировать расплав стекла и установить эффективно температуру расплава стекла на уровне, пригодном для вакуумного дегазирования. Следовательно, задний циркулирующий поток 101 совершает только частичную гомогенизацию и очистку, и он не является необходимым для гомогенизации циркуляционного потока, чтобы количество пузырьков и температура расплава стекла находились на уровне, пригодном для вакуумного дегазирования. Когда изделие из силикатного стекла для зданий производится с использованием устройства 1 для получения расплава стекла по настоящему изобретению, является достаточным, чтобы количество пузырьков, имеющих наибольший диаметр, допустимый в расплаве стекла, текущем от плавильной ванны 2, уменьшалось примерно до n/10 благодаря осветлению с помощью заднего циркулирующего потока 101.
Как описывается выше, в устройстве 1 для получения расплава стекла по настоящему изобретению, поскольку расплав стекла осветляется с помощью вакуумного дегазирования в вакуумном дегазирующем устройстве 5, созданном на задней стороне, длина области плавильной ванны 2, где формируется задний циркулирующий поток 101, может быть меньше, чем длина обычной плавильной ванны. Соответственно, в устройстве для получения расплава стекла по настоящему изобретению, полная длина плавильной ванны 2 может быть уменьшена. В устройстве для получения расплава стекла по настоящему изобретению, когда длина пути потока расплава стекла в плавильной ванне 2 представляется как LF, необходимо, чтобы расстояние от пороговой стенки 21, в качестве разделяющего средства в плавильной ванне 2, до заднего края составляло от 0,1LF до 0,45LF. Когда расстояние от пороговой стенки 21 плавильной ванны 2 до заднего края составляет меньше чем 0,1LF, нельзя получить существенное осветление и гомогенизацию расплава стекла, протекающего от плавильной ванны 2. Когда расстояние от пороговой стенки 21 плавильной ванны 2 до заднего края составляет более чем 0,45LF, трудно существенно снизить потребление энергии в плавильной ванне 2 во время получения расплава стекла.
Расстояние от пороговой стенки 21 плавильной ванны 2 до заднего края предпочтительно составляет от 0,12LF до 0,4LF, более предпочтительно, от 0,13LF до 0,35LF, еще более предпочтительно, от 0,14LF до 0,3LF.
Как описывается выше, назначением переднего циркулирующего потока 100 в плавильной ванне 2 является плавление стеклянного материала для получения первичной гомогенизации расплава стекла и удаления инородных тел из расплава стекла, как в обычной плавильной ванне. Соответственно, длина области для формирования переднего циркулирующего потока 100 в плавильной ванне 2, а именно, области на передней стороне от пороговой стенки 21 в направлении потока расплава стекла на пути потока расплава стекла плавильной ванны 2 предпочтительно составляет ту же длину, как и у обычной плавильной ванны.
В устройстве для получения расплава стекла по настоящему изобретению, поскольку полная длина плавильной ванны 2, в частности, длина области на задней стороне пороговой стенки 21 в направлении потока расплава стекла, делается меньшей, энергия, необходимая для поддержания плавильной ванны при заданной температуре во время получения расплава стекла, может уменьшаться, тем самым достигается экономия энергии при получении расплава стекла.
С помощью уменьшения полной длины плавильной ванны 2, время выгрузки расплава стекла, имеющего другую спецификацию, в ванне 2, в случае изменения спецификации стекла, может быть уменьшено, тем самым увеличивается производительность. Такие меры уменьшают бесполезно расходуемую энергию и вносят вклад в экономию энергии.
Выше приводилось описание исключительно для случая использования пороговой стенки 21 в качестве разделяющего средства. Однако тот же эффект может быть получен, когда дополнительно используется генератор ЦМД в дополнение к пороговой стенке 21, или когда в качестве разделяющего средства используется исключительно генератор ЦМД. Является предпочтительным, чтобы генератор ЦМД формировался таким образом, чтобы разгрузочные отверстия располагались возле нижней части пути потока расплава стекла, где разгрузочные отверстия располагаются в направлении по ширине плавильной ванны 2, конкретно, они располагаются в направлении по ширине пути потока расплава стекла плавильной ванны 2.
Размеры плавильной ванны 2 определяются в зависимости от масштаба устройства для получения расплава стекла. В случае если устройство для получения расплава стекла имеет, например, выход от 100 до 1000 т/день, конкретные примеры размеров плавильной ванны 2 будут следующими.
Длина пути потока расплава стекла: 5-50 м, более предпочтительно, 10-45 м, еще более предпочтительно, 15-40 м.
Длина пути потока расплава стекла на передней стороне пороговой стенки 21 в направлении потока расплава стекла: 3-45 м, более предпочтительно, 5-40 м, еще более предпочтительно, 10-35 м.
Длина пути потока расплава стекла на задней стороне пороговой стенки 21 в направлении потока расплава стекла: 1-22,5 м, более предпочтительно, 1,5-22,5 м, еще более предпочтительно, 2-20 м.
Ширина пути потока расплава стекла: 5-20 м, более предпочтительно, 7-15 м, еще более предпочтительно, 8-12 м.
Высота пути потока расплава стекла (на передней стороне пороговой стенки 21 в направлении потока расплава стекла) 1,5-9 м, более предпочтительно, 1,7-8,8 м, еще более предпочтительно, 1,8-8,5 м.
Когда в качестве разделяющего средства служит только генератор ЦМД, он может располагаться в положении, по существу соответствующем положению пороговой стенки.
Плавильная ванна 2, показанная на фиг.2, предполагает ступенчатую структуру дна 22, у которой нижняя часть пути потока расплава стекла на задней стороне пороговой стенки в направлении потока расплава стекла находится выше, чем нижняя часть пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла.
Как было описано ранее, на задней стороне пороговой стенки 21 в направлении потока расплава стекла в плавильной ванне 2, осветление и гомогенизация расплава стекла выполняются с помощью формирования заднего циркулирующего потока 101. Осветление расплава стекла предназначено для удаления пузырьков в расплаве стекла с помощью их всплывания и разрушения. Соответственно, когда глубина пути потока расплава стекла меньше, то осветление происходит легче. Как показано на фиг.2, когда плавильная ванна 2 предполагает ступенчатую структуру дна 22 на задней стороне пороговой стенки 21 в направлении потока расплава стекла, глубина пути потока расплава стекла в части, где формируется задний циркулирующий поток 101, может быть сделана малой, тем самым может быть улучшено осветление расплава стекла. Для этого является предпочтительным, чтобы плавильная ванна 2 имела ступенчатую структуру дна.
В случае, когда в плавильной ванне 2 создается ступенчатая структура дна, является предпочтительным, чтобы она удовлетворяла следующим формулам:
где h1 (мм) представляет собой высоту пути потока расплава стекла на передней стороне пороговой стенки 21 в направлении потока расплава стекла, h2 (мм) представляет собой высоту от нижней части пути потока расплава стекла на передней стороне пороговой стенки 21 в направлении потока расплава стекла до верхнего края пороговой стенки 21 и h3 (мм) представляет собой высоту от нижней части пути потока расплава стекла на передней стороне пороговой стенки 21 в направлении потока расплава стекла до нижней части пути потока расплава стекла на задней стороне пороговой стенки 21 в направлении потока расплава стекла.
В настоящем документе, высота h1 пути потока расплава стекла не обозначает высоту (глубину) расплава стекла саму по себе, но обозначает высоту внутреннего пространства от нижней части плавильной ванны для плавки расплава стекла до верхней части. Когда верхняя стенка плавильной ванны не имеет плоской поверхности, высота обозначает высоту до самой верхней части пути потока расплава стекла. Высота (глубина) расплава стекла сама по себе составляет, как правило, значение, полученное вычитанием значения от 1 до 8 м из высоты пути потока расплава стекла. Причиной того, что является предпочтительным, чтобы они удовлетворяли формуле (1), является следующее. Когда высота пороговой стенки 21 больше, чем уровень нижней части ступенчатой структуры дна 22, пороговая стенка 21 предпочтительно служит для разделения потока расплава стекла на передний циркулирующий поток 100 и задний циркулирующий поток 101. Кроме того, причиной того, что является предпочтительным, чтобы они удовлетворяли формуле (2), является то, что высота нижней части структуры ступенчатого дна, удовлетворяющая формуле (2), является пригодной для осветления. Кроме того, предпочтительно, h3 находится в пределах 0<h3≤0,15h1, более предпочтительно, 0<h3<0,10h1.
В плавильной ванне 2, показанной на Фиг. 1 и 2, генераторы ЦМД 23 создаются на передней стороне пороговой стенки 21 в направлении потока расплава стекла так, чтобы их разгрузочные отверстия располагались вблизи нижней части пути потока расплава стекла. Генераторы ЦМД 23 создают передний циркулирующий поток 100 для ускорения гомогенизации расплава стекла. Для получения упомянутого выше эффекта с помощью генераторов ЦМД 23 более эффективным путем, является предпочтительным, чтобы расстояние между генераторами ЦМД 23 и пороговой стенкой 21 в направлении потока расплава стекла составляло по меньшей мере 500 мм. Если расстояние между пороговой стенкой 21 и генераторами ЦМД 23 меньше, существует весьма вероятная возможность того, что пороговая стенка 21 коррозирует от пузырьков от генераторов ЦМД 23. Соответственно, расстояние между генераторами ЦМД 23 и пороговой стенкой 21 в направлении потока расплава стекла предпочтительно составляет по меньшей мере 2000 мм, более предпочтительно, по меньшей мере 3000 мм. Когда должны создаваться генераторы ЦМД 23, является предпочтительным, чтобы генераторы ЦМД 23 располагались так, чтобы разгрузочные отверстия располагались в направлении по ширине плавильной ванны 2, конкретно, в направлении по ширине пути потока расплава стекла в плавильной ванне 2, как показано на фиг.1. В плавильной ванне 2, показанной на Фиг. 1 и 2, две группы генераторов ЦМД 23 создаются против направления потока расплава стекла так, чтобы разгрузочные отверстия располагались в направлении по ширине пути потока расплава стекла в плавильной ванне 2. В отличие от этой структуры, например, могут предусматриваться одна группа или три группы, или более, генераторов ЦМД 23 против направления потока расплава стекла. Однако когда другой генератор ЦМД используется как разделяющие средства, в дополнение к генераторам ЦМД 23, генератор ЦМД 23 должен располагаться в таком положении, чтобы пузырьки, выпускаемые генераторами ЦМД 23, не препятствовали отделению переднего циркулирующего потока 100 от заднего циркулирующего потока 101.
Плавильная ванна 2 и конструктивные элементы, такие как пороговая стенка 21, генератор ЦМД 23 или другие элементы, установленные в плавильной ванне 2, должны иметь превосходные характеристики теплостойкости и превосходные антикоррозийные средства по отношению к расплаву стекла. Материалы, удовлетворяющие этим требованиям, могут представлять собой огнеупорный кирпич, такой как плавленый огнеупор, платина или сплав платины, такой как платина-родиевый сплав.
Расплав стекла, текущий от плавильной ванны 2, перемещается к широким частям 31, 32, которые составляют части первой структуры прохода, соединяющей плавильную ванну 2 с вакуумным дегазирующим устройством 5, и имеют значения ширины, большие, чем ширина плавильной ванны на задней стороне в направлении потока расплава стекла. Поскольку широкие части 31, 32 имеют большие значения ширины, чем узкая часть 33, которая соединяет пути потока расплава стекла с вакуумным дегазирующим устройством 5, гомогенизация композиции расплава стекла может эффективно выполняться, когда расплав стекла проходит через широкие части 31 и 32, при этом гомогенизация расплава стекла, как и количество пузырьков в расплаве стекла могут быть доведены до уровня, пригодного для вакуумного дегазирования. Широкая часть 32 составляет часть широкой части, и соединительная часть соединяет широкую часть 31 с узкой частью 33.
Кроме того, широкие части 31, 32 служат для установления температуры расплава стекла, проходящего через широкие части 31, 32, при температуре, пригодной для вакуумного дегазирования. Как описывается выше, когда производится изделие из силикатного стекла для зданий, автомобилей или чего-либо подобного, температура расплава стекла, протекающего через плавильную ванну 2, составляет от 1200 до 1600°C. С другой стороны, необходимо чтобы температура расплава стекла составляла от 1000 до 1400°C, для получения эффективной операции вакуумного дегазирования. В устройстве 1 для получения расплава стекла по настоящему изобретению, поскольку создаются широкие части 31, 32, температура расплава стекла, протекающего от плавильной ванны 2, может устанавливаться при температуре, пригодной для вакуумного дегазирования.
Для того чтобы эффективно устанавливать температуру расплава стекла, для гомогенизации стеклянной композиции и уравнивания температуры расплава стекла в широких частях 31, 32, является предпочтительным, чтобы эти широкие части 31, 32 удовлетворяли следующим формулам (3) и (4):
В формулах (3) и (4) W представляет собой наибольшую ширину (мм) пути потока расплава стекла, h представляет собой высоту (мм) пути потока расплава стекла в части, в которой ширина пути потока расплава стекла составляет наибольшую ширину W, и L представляет собой длину (мм) части, в которой ширина пути потока расплава стекла в широких частях составляет наибольшую ширину W.
Высота h пути потока расплава стекла не обозначает высоту (глубину) расплава стекла саму по себе, но обозначает высоту внутреннего пространства от нижней части широких частей до верхней части. Глубина (высота) расплава стекла, протекающего самого по себе в этих частях, составляет примерно от 0,2h до 1h по отношению к высоте h пути потока расплава стекла, и верхняя плоскость расплава стекла, который протекает сам по себе от плавильной ванны 2, может вступать в контакт с газовой фазой на открытой поверхности (жидкой плоскости) или может вступать в контакт с элементом стенки в верхней части пути потока расплава стекла. Является предпочтительным, чтобы расстояние от жидкой плоскости расплава стекла до верхней части пути потока было больше чем 0,3 м и меньше чем 3 м, более предпочтительно, больше чем 0,4 м и меньше чем 2,5 м, еще более предпочтительно, больше чем 0,5 м и меньше чем 2,0 м. Кроме того, является предпочтительным, чтобы высота расплава стекла самого по себе на пути потока расплава стекла в широких частях 31, 32 была больше, чем высота расплава стекла самого по себе на задней стороне пороговой стенки 21 в плавильной ванне 2. Причина того, что широкие части 31, 32 должны удовлетворять указанным выше формулам (3) и (4), является следующей.
Как описывается выше, широкие части 31, 32 функционируют для того, чтобы сделать гомогенизацию и температуру расплава стекла регулируемыми для осуществления вакуумного дегазирования. Для этого необходимо создать застой на некотором участке расплава стекла в широких частях 31, 32. Для увеличения времени застоя расплава стекла в структуре прохода расплава стекла, такой как широкие части 31, 32, рассматривается увеличение объема этой структуры для прохода. Для увеличения объема структуры прохода расплава стекла, подобно широким частям 31, 32, расположенным в горизонтальном направлении, должен быть увеличен по меньшей мере один элемент из ширины, высоты и длины структуры прохода. Однако когда длина структуры прохода увеличивается, будут увеличиваться потери давления расплава стекла, проходящего через структуру прохода. Когда увеличивается высота структуры для прохода, будут нежелательно уменьшаться гомогенизация расплава стекла и выравнивание температуры. Кроме того, когда увеличивается высота структуры для прохода, существует возможность того, что будет иметь место циркуляционный поток расплава стекла в структуре прохода. Когда имеет место циркуляционный поток расплава стекла, существует возможность того, что расплав стекла с низкой температурой пройдет в плавильную ванну 2, что нежелательно. Из-за причин, описанных выше, устройство для получения расплава стекла по настоящему изобретению снабжается широкими частями 31, 32, в которых ширина структуры прохода увеличивается на передней стороне первой структуры прохода 3 в направлении потока расплава стекла, тем самым могут достигаться указанные выше функции.
Является предпочтительным, чтобы в широких частях 31, 32 отношение W/L наибольшей ширины W для пути потока расплава стекла к длине L в части, в которой ширина пути потока расплава стекла имеет наибольшую ширину, составляло от 0,2 до 1,5, для гарантирования достаточного оставшегося времени для достижения вышеупомянутых функций и для уменьшения распределения температуры в направлении по ширине или сопротивления потоку расплава стекла.
В широких частях 31, 32 W/L предпочтительно составляет от 0,25 до 1,45, более предпочтительно, от 0,3 до 1,4 и, еще более предпочтительно, от 0,35 до 1,35.
В широких частях 31, 32 высота h пути потока расплава стекла в части, в которой ширина пути потока расплава стекла имеет наибольшую ширину W, предпочтительно составляет от 500 до 5000 мм от точки осуществления гарантированной гомогенизации расплава стекла, для устранения циркуляционного потока расплава стекла в широких частях 31, 32 и подавления коррозии на пути потока расплава стекла или потери давления расплава стекла.
Высота h пути потока расплава стекла в части, где ширина пути потока расплава стекла имеет наибольшую ширину W в широких частях 31, 32, предпочтительно составляет от 550 до 4000 мм, более предпочтительно, от 600 до 3500 мм, еще более предпочтительно, от 650 до 3000 мм.
Наибольшая ширина W может быть больше, чем ширина плавильной ванны 2. Однако является предпочтительным, чтобы наибольшая ширина была меньше, чем ширина плавильной ванны 2, принимая во внимание структуру пути потока расплава стекла в широких частях 31, 32 и путь его построения. Конкретно, наибольшая ширина W пути потока расплава стекла составляет от 2000 до 12000 мм, более предпочтительно, от 2500 до 10000 мм, еще более предпочтительно, от 3000 до 8000 мм.
Для достижения упомянутых выше функций является предпочтительным, чтобы широкие части 31, 32, в части, в которой ширина пути потока расплава стекла имеет наибольшую ширину W, имели до некоторой степени длину (расстояние). Конкретно, длина L части, где ширина пути потока расплава стекла имеет наибольшую ширину W, предпочтительно составляет от 1000 до 20000 мм, более предпочтительно, от 1500 до 15000 мм, еще более предпочтительно, от 2000 до 10000 мм. Однако не является всегда необходимым, чтобы ширина пути потока расплава стекла занимала наибольшую ширину W в указанных выше пределах длины, но ширина пути потока расплава стекла может изменяться до некоторой степени в таких пределах длины, как указано выше.
В широкой части 31, показанной на Фиг. 1 и 2, располагаются средства 34 охлаждения для охлаждения расплава стекла, проходящего через широкую часть 31. Фиг. 1 и 2 показывают, что средства 34 охлаждения располагаются в широкой части 31. Однако они могут располагаться в широкой части 32 или как в широкой части 31, так и в 32. Как описывалось ранее, широкие части 31, 32 функционируют для создания температуры расплава стекла, пригодной для вакуумного дегазирования. Средства 34 охлаждения располагаются в широких частях 31, 32 таким образом, чтобы широкие части 31, 32 эффективно выполняли эту функцию.
На Фиг. 1 и 2 средства 34 охлаждения представляют собой трубчатый элемент, изготовленный из платины, сплава платины или стали, и он вставляется вертикально в расплав стекла в широких частях 31 или 32 таким образом, чтобы расплав стекла охлаждался путем подачи охлаждающей воды внутрь трубчатого элемента. Материал средств охлаждения может представлять собой сталь, поскольку его внутреннее пространство имеет функцию охлаждения.
В случае создания средств 34 охлаждения в широкой части 31 или 32 таким способом, как показано на Фигуре, является предпочтительным, чтобы они располагались так, чтобы глубина погружения в расплав стекла в широкой части 31, 32 составляла от 20 до 1000 мм, с той точки зрения, чтобы они достигали превосходного результата эффекта охлаждения расплава стекла в широкой части 31, 32 и чтобы они эффективно предотвращали возникновение циркуляционного потока расплава стекла в широкой части 31, 32. Является еще более предпочтительным, чтобы средства 34 охлаждения располагались так, чтобы глубина погружения в расплав стекла в широкой части 31, 32 составляла от 60 до 800 мм, и является еще более предпочтительным, чтобы они располагались, так чтобы глубина погружения в расплав стекла составляла от 100 до 600 мм.
В случае создания средств 34 охлаждения в широкой части 31 или 32 таким способом, как иллюстрируется на Фигуре, количество применимых средств охлаждения, которые могут использоваться, конкретно не ограничивается, и могут использоваться одиночные средства охлаждения. Однако является предпочтительным, чтобы, как показано на Фиг.1, множество средств 34 охлаждения располагались в направлении по ширине широкой части 31 или 32, так как не происходит неоднородного распределения температуры в расплаве стекла, проходящем через широкую часть 31, 32.
На Фиг. 1 и 2 средства 34 охлаждения вставляются вертикально от верхней части широкой части 31 таким образом, чтобы они погружались в расплав стекла. Однако способ расположения средств 34 охлаждения этим не ограничивается, но средства охлаждения 34 могут располагаться горизонтально, например, в направлении по ширине широкой части 31 или 32. В этом случае можно расположить одиночные средства 34 охлаждения, так, чтобы они простирались в направлении по ширине широкой части 31, 32. Даже в случае горизонтальной установки средств 34 охлаждения, является предпочтительным, чтобы глубина погружения средств охлаждения в расплав стекла находилась в указанных выше пределах.
Фиг. 1 и 2 показывают, что группа средств 34 охлаждения, установленных в направлении по ширине широкой части 31, расположена в линию относительно направления потока расплава стекла. Однако расположение не ограничивается этим, но группа средств 34 охлаждения может располагаться, например, в две или более линий относительно направления потока расплава стекла. Когда две или более линий средств охлаждения располагаются в направлении потока расплава стекла, глубина погружения средств охлаждения в расплав стекла может изменяться для каждой линии. Например, линия на передней стороне в направлении потока расплава стекла может находиться в более глубоком положении по глубине погружения в расплав стекла, так, чтобы подавлялось возникновение циркуляционного потока расплава стекла в широкой части 31, 32. Путем принятия таких мер, средства 34 охлаждения могут служить в качестве средств для предотвращения возникновения обратного потока расплава стекла в широкой части 31, 32.
В широкой части 31, показанной на Фиг. 1 и 2, создаются средства 35 перемешивания для перемешивания расплава стекла, проходящего через широкую часть 31. На Фиг. 1 и 2 средства перемешивания создаются в широкой части 31. Однако они могут создаваться и в широкой части 32. Поскольку средства 34 охлаждения создаются в широкой части 31 или 32, существует возможность того, что гомогенизация расплава стекла в широкой части 31, 32 снижается, в частности, выравнивание вязкости может снижаться из-за падения температуры. Например, может возникать неоднородное распределение температуры между поверхностью и нижней частью расплава стекла в широкой части 31, 32 с понижением гомогенизации расплава стекла. Такое неоднородное распределение температуры расплава стекла может устраняться посредством создания средств 35 перемешивания в широкой части 31, 32, тем самым может устраняться снижение гомогенизации расплава стекла. Средства перемешивания могут выбираться в широких пределах из известных средств, используемых для перемешивания расплава стекла. Когда средства 35 перемешивания создаются в широкой части 31, 32 для осуществления указанного выше воздействия, является предпочтительным, чтобы они создавались на задней стороне средств 34 охлаждения.
Когда средства 35 перемешивания создаются в широкой части 31, как показано на Фиг. 1 и 2, количество пригодных для использования средств перемешивания конкретно не ограничивается и возможны одиночные средства перемешивания. Однако расположение множества средств 35 перемешивания, пересекающих направление по ширине широкой части 31, 32, является предпочтительным, как показано на Фиг.1, так как может предотвращаться возникновение неоднородного распределения температуры расплава стекла и достигается эффект контроля снижения гомогенизации для расплава стекла. Кроме того, группа средств 35 перемешивания устанавливается в линию в направлении по ширине в направлении потока расплава стекла, как показано на Фиг. 1 и 2. Однако расположение этим не ограничивается, но средства 35 перемешивания могут располагаться, например, в две линии или более в направлении потока расплава стекла.
Широкая часть (соединительная часть) 32, показанная на Фиг.1, имеет меньшую ширину на своей задней стороне, так как она соединяется с узкой частью 33 первой структуры прохода 3, ширина которой меньше, чем у широкой части 31. Структура широкой части (соединительная часть) 32, имеющая малую ширину на своей задней стороне, как показано на Фиг.1, является предпочтительной, так как не возникает застойной части расплава стекла на задней стороне широкой части 31. Однако когда угол α части, имеющей малую ширину, у широкой части (соединительная часть) 32 слишком большой, это вызывает проблемы с потерей давления (с сопротивлением течению) в расплаве стекла, протекающего там. Соответственно, угол α предпочтительно составляет от 10 до 60°, более предпочтительно, от 20 до 50°, еще более предпочтительно, от 30 до 45°.
Отношение полной длины широких частей 31 и 32, расположенных на передней стороне в первой структуре прохода, к полной длине первой структуры прохода предпочтительно составляет от 0,3 до 0,95, более предпочтительно, от 0,4 до 0,9, и, еще более предпочтительно, от 0,5 до 0,85, при этом широкие части 31, 32 могут выполнять вышеуказанные функции.
От широких частей 31, 32 требуется, чтобы они имели превосходные характеристики жаропрочности и превосходные антикоррозийные свойства по отношению к расплаву стекла, таким же образом, что и в плавильной ванне 2. В качестве материалов, удовлетворяющих этим требованиям, могут использоваться огнеупорный кирпич, такой как плавленый огнеупор, платина или сплав платины, такой как сплав платина-родий.
В устройстве 1 для получения расплава стекла, показанном на Фиг.1, расплав стекла проходит через широкие части 31, 32 и подается в вакуумное дегазирующее устройство 5 через узкую часть 33, расположенную на задней стороне в первой структуре прохода 3.
Хотя подробности будут описываться позже, но вкратце, вакуумное дегазирующее устройство 5, показанное на Фиг.1, адаптируется для сифонирования расплава стекла в первую структуру прохода 3 для введения в вакуумную дегазирующую емкость 52 с помощью действия сифонирования, вызываемого поддержанием внутреннего давления вакуумной дегазирующей емкости 52 ниже атмосферного давления, и, следовательно, необходимо, чтобы вакуумная дегазирующая емкость 52 и внутренние пространства восходящей трубы 53 и нисходящей трубы 54, соединенных с вакуумной дегазирующей емкостью 52, поддерживались в окружающей среде с низким давлением, достаточным для осуществления действия сифонирования. Соответственно, нижние края восходящей трубы 53 и нисходящей трубы 54 должны находиться ниже уровня свободной поверхности расплава стекла в первой и второй структурах прохода 3, 6, к которым эти трубы присоединяются, соответственно. В устройстве для получения расплава стекла, показанном на Фиг.1, соединительная часть узкой части 33 с широкой частью 32 располагается в положении, более высоком, чем соединительная часть от узкой части 33 до восходящей трубы 53. Такая структура называется структура с горловиной. Соответственно, нижний конец восходящей трубы 53 находится ниже, чем уровень свободной поверхности расплава стекла в широких частях 31, 32. Таким образом, является предпочтительным, чтобы в устройстве 1 для получения расплава стекла, путь потока расплава стекла в узкой части 33, находящейся на задней стороне широких частей 31, 32 в направлении потока расплава стекла, предусматривался в положении, более низком, чем путь потока расплава стекла широких частей 31, 32. Вторая структура прохода 6 также имеет структуру с горловиной, хотя это не показано на Фигуре. А именно, соединение с нисходящей трубой 54 находится ниже, чем другая сторона структуры прохода 6, то есть задняя сторона в направлении потока расплава стекла.
Когда расплав стекла проходит через узкую часть 33 на задней стороне широких частей 31, 32, существует возможность того, что возникает неоднородное распределение температуры в зависимости от положения в расплаве стекла. Например, температура расплава стекла в нижней части узкой части 33 может быть ниже, чем температура расплава стекла на стороне поверхности. Такая неоднородная температура неблагоприятно действует на гомогенизацию расплава стекла. Поэтому является предпочтительным создание средств для нагрева расплава стекла, проходящих через часть на задней стороне широких частей 31, 32 в направлении потока расплава стекла. При создании средств нагрева, не существует конкретного ограничения в выборе их типов, но для нагрева стекла могут использоваться такие же типы средств нагрева, что и в плавильной ванне. А именно, могут использоваться средства для нагрева расплава стекла с помощью воспламеняющегося топлива, средства для нагрева расплава стекла с помощью использования электричества или что-либо подобное.
Узкая часть 33 должна иметь превосходные теплостойкие характеристики и превосходные антикоррозийные характеристики по отношению к расплаву стекла, и таким же образом, как и свойства для плавильной ванны 2 и широких частей 31, 32. В качестве материалов, удовлетворяющих этим требованиям, может использоваться огнеупорный кирпич, такой как плавленый огнеупор, платина или платиновый сплав, такой как сплав платина-родий.
Размеры узкой части 33 конкретно не ограничиваются, но конкретные примеры размеров следующие.
Длина в горизонтальном направлении: предпочтительно от 1 до 20 м, более предпочтительно, от 1,2 до 10 м, еще более предпочтительно, от 1,4 до 5 м.
Ширина внутреннего пространства в поперечном сечении: предпочтительно составляет от 0,2 до 2 м, более предпочтительно, от 0,3 до 1,6 м, еще более предпочтительно, от 0,4 до 1,4 м.
Высота пути потока расплава стекла: предпочтительно составляет от 0,1 до 3 м, более предпочтительно, от 0,2 до 2 м, еще более предпочтительно, от 0,3 до 1 м.
Разница уровней пути потока расплава стекла: предпочтительно составляет от 0,2 до 2 м, более предпочтительно, от 0,3 до 1,5 м, еще более предпочтительно, от 0,4 до 1 м.
Кроме того, форма внутреннего пространства в поперечном сечении узкой части 33 конкретно не ограничивается, и форма может представлять собой форму многоугольника, такого как квадрат, или круглую или овальную форму.
Кроме того, вакуумное дегазирующее устройство 5 состоит из металла, например, из нержавеющей стали, и снабжается вакуумным кожухом 51 (отсутствующим на фиг.1). Когда используется кожух, внутреннее пространство поддерживается в состоянии с низким давлением. В вакуумном кожухе 51 располагается вакуумная дегазирующая емкость 52, ее продольная ось ориентирована горизонтально. Нижняя плоскость на одном краю вакуумной дегазирующей емкости 52 крепится к восходящей трубе 53, простирающейся вертикально, и нижняя плоскость на другом своем краю крепится к нисходящей трубе 54. Теплоизоляционный материал 55 располагается вокруг вакуумной дегазирующей емкости 52, восходящей трубы 53 и нисходящей трубы 54 в вакуумном кожухе 51.
Вакуумная дегазирующая емкость 52, восходящая труба 53 и нисходящая труба 54 вакуумного дегазирующего устройства 5 состоят из полых труб, изготовленных из огнеупорного кирпича, такого как плавленый огнеупор, платина или сплав платины.
Когда вакуумная дегазирующая емкость 52 представляет собой полую трубу, изготовленную из огнеупорного кирпича, вакуумная дегазирующая емкость 52 предпочтительно представляет собой полую трубу из огнеупорного кирпича, имеющую прямоугольную форму поперечного сечения внешней конфигурации, и форма внутреннего пространства для обеспечения пути потока расплава стекла предпочтительно имеет прямоугольную форму поперечного сечения.
Когда восходящая труба 53 и нисходящая труба 54 представляют собой полые трубы из огнеупорного кирпича, восходящая труба 53 и нисходящая труба 54 представляют собой полые трубы из огнеупорного кирпича, их внешние контуры имеют круговую форму в поперечном сечении или многоугольные формы в поперечном сечении, включая прямоугольные формы, и формы внутреннего пространства для создания путей потока расплава стекла предпочтительно имеют круглые формы в поперечном сечении. С другой стороны, когда вакуумная дегазирующая емкость 52 представляет собой полую трубу из платины или сплава платины, является предпочтительным, чтобы форма внутреннего пространства в поперечном сечении для обеспечения пути потока расплава стекла в вакуумной дегазирующей емкости 52 представляла собой круг или овал.
Когда восходящая труба 53 и нисходящая труба 54 являются полыми трубами из платины или сплава платины, является предпочтительным, чтобы форма внутреннего пространства в поперечном сечении для создания путей потока расплава стекла представляла собой круг или овал.
Размеры каждого структурного элемента вакуумного дегазирующего устройства могут выбираться соответствующим образом в зависимости от используемого вакуумного дегазирующего устройства. Однако когда используется вакуумное дегазирующее устройство 5, показанное на фиг.1, конкретные примеры размеров являются следующими.
Длина в горизонтальном направлении: от 1 до 30 м, предпочтительно, от 1 до 25, и более предпочтительно, от 1 до 20 м.
Ширина внутреннего пространства в поперечном сечении: от 0,2 до 10 м, предпочтительно, от 0,2 до 7, и более предпочтительно, от 0,2 до 5 м.
Конкретные примеры размеров восходящей трубы 53 и нисходящей трубы 54 являются следующими.
Длина: 0,2 до 6 м, и предпочтительно, от 0,4 до 5 м.
Ширина внутреннего пространства в поперечном сечении: от 0,05 до 0,8 м, предпочтительно от 0,1 до 0,6 м.
Вакуумное дегазирующее устройство в устройстве для получения расплава стекла по настоящему изобретению не ограничивается структурой, показанной на Фиг.1, но могут использоваться вакуумные дегазирующие устройства, имеющие различные структуры.
Количество пузырьков в расплаве стекла понижается с помощью вакуумного дегазирования в вакуумном дегазирующем устройстве 5 до установленного уровня в соответствии с использованием стеклянного изделия, которое должно быть получено, и расплав стекла подается в средства формования (не показано) по второй структуре прохода 6 таким образом, чтобы он формовался в виде стеклянного изделия. Материал, формы и размеры второй структуры прохода 6 являются такими же, что и размеры, описываемые для первой структуры прохода 3 (включая широкие части 31, 32 и узкую часть 33).
Например, средства для формования расплава стекла в виде листообразной стеклянной ленты, которая является пригодной для плоского стекла, могут представлять собой средства для формования, использующие флоат-способ, способ формования на расплаве или способ непрерывной вытяжки вниз. Среди них средства формования, использующие флоат-ванну в флоат-способе, являются предпочтительными, поскольку они могут производить в большом масштабе плоское стекло высокого качества, имеющее широкий ряд толщин от тонкого листа стекла до толстого листа стекла. Количество полученного расплава стекла предпочтительно составляет от 100 до 1000 т/день, более предпочтительно, от 300 до 800 т/день, и еще более предпочтительно, от 350 до 700 т/день, в зависимости от изменения спецификаций стекла и вспомогательного оборудования.
Устройство для получения стеклянного изделия по настоящему изобретению содержит устройство для получения расплава стекла по настоящему изобретению, как описывается выше, средства формования для формования расплава стекла, расположенные на задней стороне устройства для получения расплава стекла, и средства отжига для постепенного охлаждения формованного стекла. Средства формования уже упоминались выше. В качестве средств отжига, как правило, используется печь для отжига, которая снабжается роликовыми конвейерами в качестве транспортного механизма для формованного стекла и механизмом для постепенного снижения температуры формованного стекла. Механизм для постепенного снижения температуры использует горение газа или электрический нагреватель, который может контролировать количество тепла, подаваемого в необходимые положения в печь, тем самым формованное стекло постепенно охлаждается (отжигается). Таким образом, могут устраняться остаточные напряжения, существующие в формованном стекле. Однако средства отжига не ограничиваются вышеупомянутыми средствами, если эти средства могут устранять остаточные напряжения, существующие в формованном стекле.
Теперь будет описываться способ получения расплава стекла и способ получения стеклянного изделия по настоящему изобретению.
Согласно способу получения расплава стекла по настоящему изобретению получают расплав стекла с помощью использования упомянутого выше устройства для получения расплава стекла по настоящему изобретению. В соответствии со способом получения стеклянного изделия по настоящему изобретению, расплав стекла создается с помощью упомянутого выше устройства для получения расплава стекла по настоящему изобретению (стадия получения расплава стекла); расплав стекла формируется в средствах формования (стадия формования) и формованное стекло отжигается средствами отжига (стадия отжига), таким образом, создается стеклянное изделие. Будут описываться отдельные стадии способа получения расплава стекла и способа получения стеклянного изделия по настоящему изобретению.
Фиг. 3 представляет собой блок-схему примера способа получения стеклянного изделия по настоящему изобретению. Фиг. 3 показывает стадию получения расплава стекла, стадию формования и стадию отжига в качестве составных частей способа получения стеклянного изделия по настоящему изобретению, и блок-схема показывает дополнительную стадию резания и последующую стадию, которая может использоваться при необходимости.
Стеклянный материал, приготавливаемый для получения желаемой композиции, помещается в плавильную ванну 2, и она нагревается до заданной температуры в соответствии с видом стекла. Например, в случае силикатного стекла для зданий, автомобилей и так далее, для получения расплава стекла, стеклянный материал нагревается примерно до 1400-1600°C.
Когда стеклянный материал должен расплавиться, смесь воздуха и горючего, такого как природный газ или жидкое топливо, например, тяжелое дизельное топливо, или что-либо подобное, используется для горения, чтобы плавить стеклянный материал с помощью тепла сгорания, получаемого таким образом. Является предпочтительным сжигать смесь топлива и кислорода для плавления стеклянного материала с помощью полученного тепла сгорания, а именно, плавить стеклянный материал с помощью сгорания кислорода, поскольку он обеспечивает превосходную эффективность сгорания и снижение потребляемой энергии при плавке стеклянного материала.
Когда сжигается смесь топлива и кислорода, количество воды (H2O) и диоксида углерода (CO2), содержащихся в газе после сгорания, больше, чем количество этих элементов в случае, когда сжигается смесь топлива и воздуха. Случай сжигания смеси природного газа и кислорода берется в качестве примера. Газ после сгорания содержит примерно в 3,5 раза больше воды (H2O) и диоксида углерода (CO2) по сравнению со случаем, если сжигается смесь природного газа и воздуха. В результате атмосфера в плавильной ванне 2 содержит примерно в 3,5 раза больше воды (H20) и диоксида углерода (CO2) по сравнению со случаем, когда сжигается смесь природного газа и воздуха, и соответственно, расплав стекла, соприкасающийся с такой атмосферой, содержит в 3,5 раза больше воды (H20) и диоксида углерода (CO2), по сравнению со случаем, когда сжигается смесь природного газа и воздуха. Вода (H2O) эффективна для осветления, независимо от вида стекла и конкретного вакуумного дегазирующего устройства, и она служит как осветлитель для расплава стекла, пригодного для зданий, автомобилей, контейнеров или дисплеев. Соответственно, когда создается расплав стекла для этих целей, стеклянный материал должен плавиться посредством тепла сгорания кислорода. В этом случае может ожидаться улучшение осветления расплава стекла.
Осветлитель может вводиться в стеклянный материал в соответствии с видом стекла. Однако, поскольку в способе получения расплава стекла по настоящему изобретению осветление расплава стекла в основном выполняется с помощью вакуумного дегазирования, является предпочтительным не вводить осветлитель, если в этом нет необходимости. Например, в случае силикатного стекла, в качестве осветлителя, как правило, вводится сульфат (Na2S04). Однако в способе получения расплава стекла по настоящему изобретению является предпочтительным не вводить сульфат (Na2S04) в качестве осветлителя для того, чтобы получать расплав стекла со сниженным содержанием сульфата (S). Кроме того, поскольку осветлитель не используется, может использоваться стеклянный материал с высокой долей стеклянного боя. Поскольку осветлитель теряет способность осветления при его плавлении, стеклянный бой не содержит осветлителя, и соответственно, не возникает отрицательного воздействия даже при увеличении доли стеклянного боя. Кроме того, может снижаться отрицательное воздействие на окружающую среду, поскольку концентрация оксида серы (SOx) в уходящем газе может быть снижена.
Формирование переднего циркулирующего потока 100 расплава стекла в плавильной ванне 2 ускоряет плавку стеклянного материала и начальную гомогенизацию расплава стекла. Формирование заднего циркулирующего потока 101 вызывает гомогенизацию и очистку, тем самым степень гомогенизации расплава стекла и количество пузырьков в расплаве стекла могут уменьшаться до желаемых уровней. Количество пузырьков расплава стекла различается в зависимости от наибольшего допустимого диаметра пузырьков, а также различается в зависимости от использования стеклянных изделий и требуемых условий. В дальнейшем, описание будет делаться при допущении, что расплав стекла, текущий от верхнего циркуляционного потока 100, содержит количество пузырьков, имеющих установленный диаметр или диаметр больше установленного, на уровне n/кг.
Когда расплав стекла, текущий от плавильной ванны 2, проходит через заднюю область пороговой стенки 21, количество пузырьков в расплаве стекла уменьшается до уровня, пригодного для вакуумного дегазирования. В случае силикатного стекла для зданий, например, достаточно уменьшить количество пузырьков, имеющих наибольший диаметр или диаметр больше него, допустимое в расплаве стекла, текущего от плавильной ванны 2, примерно до n/10. Например, температура расплавленного силикатного стекла для зданий устанавливается в 1200-1600°C.
В широких частях 31, 32, гомогенизация и, в частности, температура расплава стекла устанавливаются, в дополнение к количеству пузырьков, на уровнях, пригодных для вакуумного дегазирования, а затем расплав подается в вакуумное дегазирующее устройство 5 через узкую часть 33. Например, когда плавится силикатное стекло для зданий, устанавливается температура расплава стекла 1000-1400°C.
В вакуумном дегазирующем устройстве 5 вакуумная полость 51 откачивается снаружи вакуумным насосом, тем самым внутреннее пространство вакуумной дегазирующей емкости 52, располагающееся в вакуумном кожухе 51, поддерживается при заданной степени вакуума в соответствии с видами стекла, которое должно производиться. Для силикатного стекла для зданий, является предпочтительным, чтобы внутреннее давление в вакуумной дегазирующей емкости 52 поддерживалось на уровне 0-613 гПа (0-60 мм рт.ст.), более предпочтительно, 10-337 гПа (8-253 мм рт.ст.).
С помощью прохождения расплава стекла в вакуумную дегазирующую емкость 52, поддерживаемую при установленном уровне вакуума, количество пузырьков в расплаве стекла уменьшается до установленного уровня в соответствии с использованием стеклянного изделия. Например, для силикатного стекла для зданий, количество пузырьков, имеющих наибольший диаметр или диаметр больше него, в расплаве стекла, протекающем от вакуумной дегазирующей емкости 52, может уменьшаться до n/1000 или менее.
Уровень вакуума во внутреннем пространстве вакуумной дегазирующей емкости 52 может устанавливаться в зависимости от количества пузырьков в расплаве стекла в вакуумной дегазирующей емкости 52.
Кроме того, количество пузырьков в расплаве стекла, проходящем через вакуумную дегазирующую емкость 52, может измеряться с помощью средств для контроля пузырьков, для установления уровня вакуума в вакуумной дегазирующей емкости 52 в ответ на результаты измерения количества пузырьков. Например, количество пузырьков в расплаве стекла контролируется камерой, в качестве средства для контроля пузырьков, через окно (не показано), расположенное на верхней поверхности вакуумной дегазирующей емкости 52, и уровень вакуума в вакуумной дегазирующей емкости 52 может устанавливаться в ответ на результаты, полученные с помощью обработки изображений. Когда количество наблюдаемых пузырьков слишком большое, уровень вакуума может повышаться с тем, чтобы увеличить осветление. Количество наблюдаемых пузырьков и уровень вакуума может определяться соответствующим образом в зависимости от композиции и требуемого качества стекла.
Расплав стекла, осветленный в вакуумном дегазирующем устройстве 5, подается через вторую структуру прохода 6 к средствам формования для формования (стадия формования). Формованное стекло отжигается с помощью средств отжига с тем, чтобы не оставалось остаточных напряжений в отвердевшем стекле после формования (стадия отжига). Формованное стекло режется (стадия резки) и подвергается воздействию последующих стадий (если они необходимы), тем самым получается стеклянное изделие. В случае плоского стекла, например, плоское стекло получают с помощью формования расплава стекла в виде стеклянной ленты с помощью средств формования, отжига ленты с помощью средств отжига, разрезания ленты на части заданных размеров и проведения дополнительной обработки, такой как обточка края стекла, если это необходимо.
По отношению к расплаву стекла, полученному с помощью способа получения расплава стекла по настоящему изобретению, не существует ограничений с точки зрения композиции постольку, поскольку он создается с помощью способа плавки, использующего тепло. Соответственно, может использоваться силикатное стекло или нещелочное стекло, или может использоваться полищелочной тип стекла, такой как щелочное боросиликатное стекло. Кроме того, цель производимого стеклянного изделия не ограничивается только зданием или автомобилем, но могут быть рассмотрены различные цели, например, плоские панели дисплеев или другие изделия.
Силикатное стекло, используемое для плоского стекла для зданий или автомобилей, предпочтительно имеет композицию, которая содержит SiO2: от 65 до 75%, Al2O3: от 0 до 3%, CaO: от 5 до 15%, MgO: от 0 до 15%, Na2O: от 10 до 20%, K2O: от 0 до 3%, Li2O: от 0 до 5%, Fe2O3: от 0 до 3%, TiO2: от 0 до 5%, CeO2: от 0 до 3%, BaO: от 0 до 5%, SrO: от 0 до 5%, B2O3: от 0 до 5%, ZnO: от 0 до 5%, ZrO2: от 0 до 5%, SnO2: от 0 до 3% и SO3: от 0 до 0,5%, как представлено с помощью массовых процентов по отношению к оксидам.
Нещелочное стекло, используемое для основы жидкокристаллического дисплея, предпочтительно имеет композицию, которая содержит SiO2: от 39 до 70%, Al2O3: от 3 до 25%, B2O: от 1 до 20%, MgO: от 0 до 10%, CaO: от 0 до 17%, SrO: от 0 до 20% и BaO: от 0 до 30%, как представлено с помощью массовых процентов по отношению к оксидам.
Стекло полищелочного типа, используемое для основы для плазменного дисплея, предпочтительно имеет композицию, которая содержит SiO2: от 50 до 75%, Al2O3: от 0 до 15%, MgO+CaO+SrO+BaO+ZnO: от 6 до 24% и Na2O+K20: от 6 до 24%, как представлено с помощью массовых процентов по отношению к оксидам.
ПРИМЕРЫ
В соответствии со структурой устройства для получения расплава стекла, показанного на Фиг. 1 и 2, изготовлено устройство, имеющее масштаб, позволяющий получение примерно 500 т/день. С помощью такого устройства производится расплав силикатного стекла, а также производится плоское стекло в флоат-ванне. Затем количество энергии, потребляемое при получении расплава стекла, и количество пузырьков в произведенном расплаве стекла и произведенном плоском стекле сравнивались с количеством энергии и количеством пузырьков, полученными с помощью обычного устройства для получения расплава стекла, для плоского стекла, в котором осветление расплава стекла в основном выполнялось в области осветления в плавильной ванне. В устройстве по настоящему изобретению в системе сгорания использовался кислород. Кроме того, длина от переднего края плавильной ванны до передней части флоат-ванны, включая вакуумное дегазирующее устройство, в устройстве для получения расплава стекла по настоящему изобретению составляет по существу такую же длину до передней части флоат-ванны, включая плавильную ванну, как в обычном устройстве для получения расплава стекла для плоского стекла. Кроме того, сравнивалось количество энергии, потребляемое при получении расплава стекла, с количеством энергии, потребляемым в области от плавильной ванны до передней части флоат-ванны.
При сравнении устройств для получения расплава стекла, основные различия размеров в направлении потока расплава стекла для устройства получения по настоящему изобретению и для обычного устройства для его получения составили следующие значения.
УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СТЕКЛА ПО НАСТОЯЩЕМУ ИЗОБРЕТЕНИЮ
Длина от переднего края плавильной ванны до передней части флоат-ванны: LT (примерно 60 м).
Длина от переднего края плавильной ванны до пороговой стенки: 0,4LT.
Длина от пороговой стенки плавильной ванны до заднего края: 0,1LT.
(Длина LF пути потока расплава стекла в плавильной ванне: 0,5LT).
Длина от заднего края плавильной ванны до переднего края вакуумного дегазирующего устройства: 0,15LT.
Длина от переднего края вакуумного дегазирующего устройства до передней части флоат-ванны: 0,35LT.
ОБЫЧНОЕ УСТРОЙСТВО ПОЛУЧЕНИЯ: БЕЗ ВАКУУМНОГО ДЕГАЗИРУЮЩЕГО УСТРОЙСТВА
Длина от переднего края плавильной ванны до передней части флоат-ванны: LT.
Длина от переднего края плавильной ванны до пороговой стенки: 0,4LT.
Длина от пороговой стенки плавильной ванны до передней части флоат-ванны: 0,6LT.
Далее показываются другие спецификации устройства получения по настоящему изобретению.
ПЛАВИЛЬНАЯ ВАННА 2
ЖАРОПРОЧНЫЕ ГРУБОКЕРАМИЧЕСКИЕ ИЗДЕЛИЯ
Высота пути потока расплава стекла h1 на передней стороне пороговой стенки в направлении потока расплава стекла: 4,5 м.
Высота h3 от нижней части пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла до нижней части пути потока расплава стекла на задней стороне пороговой стенки в направлении потока расплава стекла: 0,5 м.
Высота (глубина) расплава стекла самого по себе: 1,3 м.
ПОРОГОВАЯ СТЕНКА 21
ЖАРОПРОЧНЫЕ ГРУБОКЕРАМИЧЕСКИЕ ИЗДЕЛИЯ
Высота h2 от нижней части пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла до верхнего края пороговой стенки: 0,8 м.
Высота от верхнего края пороговой стенки до жидкой плоскости расплава стекла: 0,5 м.
ГЕНЕРАТОР ЦМД 23
ИЗДЕЛИЯ ИЗ ПЛАТИНЫ
Расстояние (передняя сторона) от пороговой стенки в направлении потока расплава стекла: 4,3 м.
Расстояние (передняя сторона) от пороговой стенки в направлении потока расплава стекла: 3 м.
ШИРОКАЯ ЧАСТЬ 31, 32
ЖАРОПРОЧНЫЕ ГРУБОКЕРАМИЧЕСКИЕ ИЗДЕЛИЯ
Наибольшая ширина W пути потока расплава стекла: 4,1 м.
Длина L части, имеющей наибольшую ширину, пути потока расплава стекла: 5 м.
Высота h пути потока расплава стекла: 1,5 м.
Длина пути потока расплава стекла: 6,4 м.
Высота (глубина) расплава стекла самого по себе: 0,5 м.
УЗКАЯ ЧАСТЬ 33
ЖАРОПРОЧНЫЕ ГРУБОКЕРАМИЧЕСКИЕ ИЗДЕЛИЯ
Форма внутреннего пространства в поперечном сечении: прямоугольная.
Ширина пути потока расплава стекла: 0,9 м.
Длина пути потока расплава стекла: 2,5 м.
Глубина пути потока расплава стекла: 0,5 м.
Разница уровней пути потока расплава стекла: 0,5 м.
Средства нагрева для нагрева расплава стекла располагаются в узкой части 33.
СРЕДСТВА 34 ОХЛАЖДЕНИЯ
СТАЛЬНЫЕ ИЗДЕЛИЯ (ТИПА ОХЛАЖДАЕМОГО ВОДОЙ)
Расстояние от заднего края плавильной ванны в направлении потока расплава стекла: 1 м.
Глубина погружения в расплав стекла: 0,3 м.
СРЕДСТВА 35 ПЕРЕМЕШИВАНИЯ
СТАЛЬНЫЕ ИЗДЕЛИЯ (ТИПА ОХЛАЖДАЕМОГО ВОДОЙ)
Расстояние от заднего края плавильной ванны в направлении потока расплава стекла: 3 м.
Глубина погружения в расплав стекла: 0,3 м.
ВОСХОДЯЩАЯ ТРУБА 53, НИСХОДЯЩАЯ ТРУБА 54.
ЖАРОПРОЧНЫЕ ГРУБОКЕРАМИЧЕСКИЕ ИЗДЕЛИЯ
Форма внутреннего пространства в поперечном сечении: круглая.
Длина: 3 м.
Ширина формы внутреннего пространства в поперечном сечении: 0,6 м.
ВАКУУМНАЯ ДЕГАЗИРУЮЩАЯ ЕМКОСТЬ 52
ЖАРОПРОЧНЫЕ ГРУБОКЕРАМИЧЕСКИЕ ИЗДЕЛИЯ
ВТОРАЯ СТРУКТУРА ПРОХОДА 5
В основном такая же, как для узкой части 33, кроме средств нагрева.
В способе получения расплава стекла для получения примерно 500 т/день, когда используется устройство по настоящему изобретению, длина от пороговой стенки до заднего края плавильной ванны в направлении потока расплава стекла составляет 1/6 по сравнению с обычным устройством, как описывается выше для таких размеров, и затраты энергии могут понижаться примерно на 50% в связи с преимуществом системы сгорания, использующей кислород. Это означает, что достигнуто снижение затрат энергии примерно на 30% без применения горения кислорода, и можно дополнительно достичь снижения затрат энергии примерно на 25% с помощью использования горения кислорода.
В этом случае температура расплава стекла составляет 1550°C, в плавильной ванне по настоящему изобретению, и 1600°C, в плавильной ванне обычного устройства для получения расплава стекла. Потребление энергии может также понижаться с помощью улучшения систем теплоизоляции для плавильной ванны, широкой части и вакуумного дегазирующего устройства.
Количество пузырьков, имеющих диаметр 0,2 мм или более, когда расплав стекла в плавильной ванне проходит через пороговую стенку, составляет примерно от 100 до 1000/кг, количество пузырьков, имеющих тот же размер, когда расплав стекла протекает от плавильной ванны, составляет примерно от 10 до 100/кг, и температура расплава стекла, текущего через плавильную ванну, составляет 1450°C. Количество пузырьков в расплаве стекла на каждой стадии измеряется с помощью отбора образцов расплава стекла и подсчета количества пузырьков в образцах. Расплав стекла гомогенизируется при прохождении через широкие части 31, 32, и температура расплава стекла устанавливается при 1350°C, и количество пузырьков, имеющих диаметр 0,2 мм или более, составляет примерно от 10 до 100/кг, а именно, не происходит существенного изменения по сравнению с расплавом, протекающим от плавильной ванны. С помощью поддержания внутреннего давления вакуумной дегазирующей емкости от 0 до 0,2 гПа (от 0 до 152 мм рт.ст.), количество пузырьков, имеющих диаметр 0,2 мм или более, в расплаве стекла уменьшается самое большее до 0,1/кг. Количество пузырьков и гомогенизация плоского стекла, когда получают стеклянное изделие с помощью формования расплава стекла в виде листообразной стеклянной ленты во флоат-ванне, отжига и резания, было таким же или лучшим, чем при таких же операциях обычного устройства для получения расплава стекла.
Промышленное применение
Настоящее изобретение пригодно для получения стеклянного изделия с хорошей гомогенизацией и высоким качеством, с меньшим количеством пузырьков, и используется для получения стеклянного изделия для зданий, автомобилей, дисплеев с плоской панелью и так далее.
Полное описание японской патентной заявки № 2008-99497, поданной 7 апреля 2008, включая описание, формулу изобретения, чертежи и краткое изложение сущности изобретения, включается в данный документ в качестве ссылки во всей своей полноте.
ПОЯСНЕНИЯ ССЫЛОЧНЫХ ПОЗИЦИЙ
1: Устройство для получения расплава стекла
2: Плавильная ванна
21: Пороговая стенка (разделяющие средства)
22: Ступенчатая структура дна
23: Генератор ЦМД
3: Первая структура прохода
31: Широкая часть
32: Широкая часть (соединительная часть)
33: Узкая часть
34: Средства охлаждения
35: Средства перемешивания
5: Вакуумное дегазирующее устройство
51: Вакуумный кожух
52: Вакуумная дегазирующая емкость
53: Восходящая труба
54: Нисходящая труба
55: Термоизолирующий материал
6: Вторая структура прохода
100: Передний циркуляционный поток
101: Задний циркуляционный поток
| название | год | авторы | номер документа |
|---|---|---|---|
| РАФИНЁР УСТАНОВКИ ДЛЯ ВАРКИ СТЕКЛА | 2017 |
|
RU2726802C1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОГО ДЕГАЗИРОВАНИЯ, УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ, И СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2491235C2 |
| УСТРОЙСТВО ВАКУУМНОЙ ДЕГАЗАЦИИ, СПОСОБ ВАКУУМНОЙ ДЕГАЗАЦИИ РАСПЛАВЛЕННОГО СТЕКЛА, УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА | 2011 |
|
RU2552567C2 |
| СТЕКЛОВАРЕННАЯ ПЕЧЬ И СПОСОБ ПОЛУЧЕНИЯ СТЕКЛЯННОЙ ПРОДУКЦИИ | 2008 |
|
RU2467960C2 |
| УСТАНОВКА И СПОСОБ ПЛАВЛЕНИЯ СТЕКЛА | 2013 |
|
RU2627288C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЛАВКИ И ОСВЕТЛЕНИЯ СТЕКЛОМАССЫ | 1999 |
|
RU2246454C2 |
| УСТРОЙСТВО И СПОСОБ ПЛАВЛЕНИЯ ОСТЕКЛОВЫВАЮЩИХСЯ МАТЕРИАЛОВ | 2002 |
|
RU2471727C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ПОЛЫХ СФЕР | 2015 |
|
RU2618757C2 |
| СТЕКЛОПЛАВИЛЬНАЯ ПЕЧЬ, СПОСОБ ПРОИЗВОДСТВА СТЕКЛОМАССЫ, УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ СТЕКЛА И СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ СТЕКЛА | 2010 |
|
RU2540707C2 |
| Способ варки стекла | 1981 |
|
SU1190984A3 |
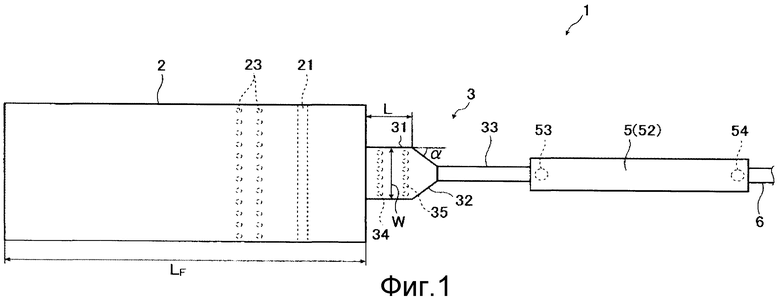
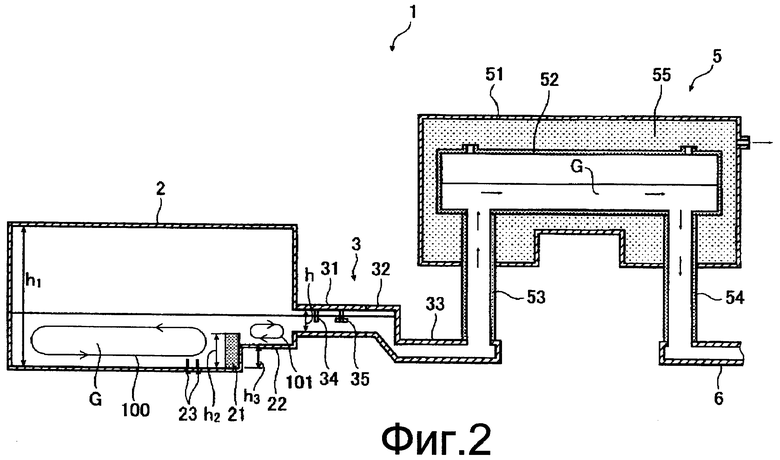
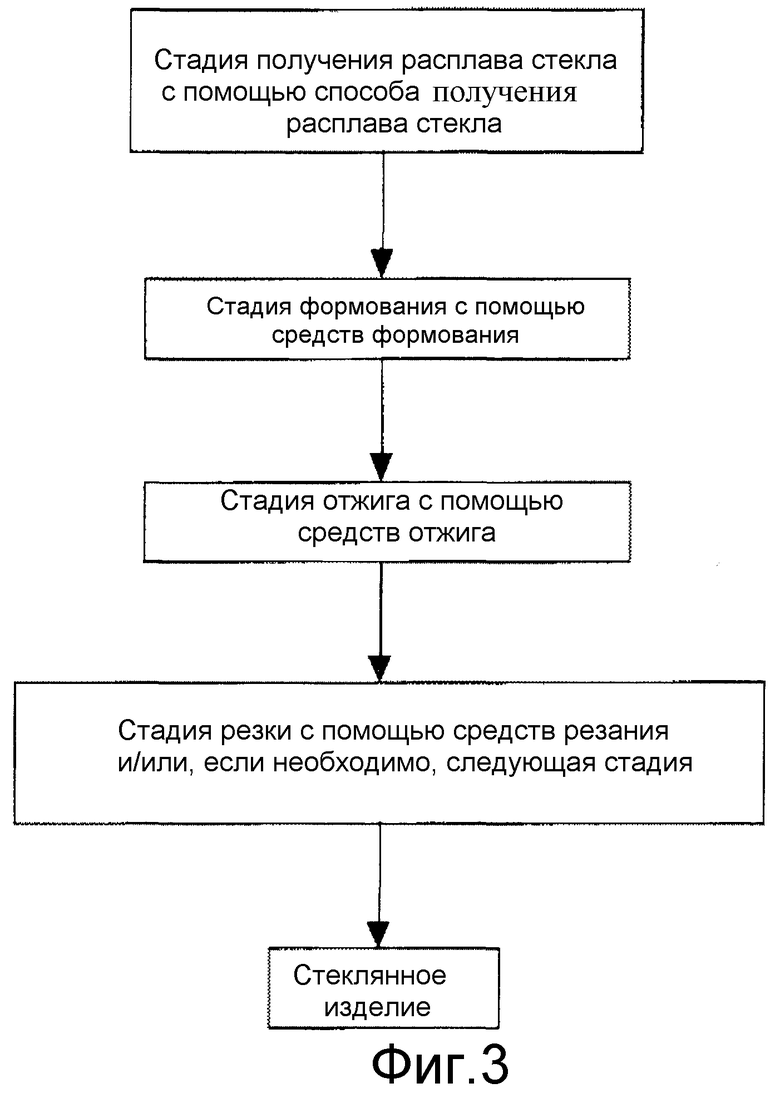
Группа изобретений относится к устройству для получения расплава стекла и стеклянного изделия, а также к способу получения расплава стекла и стеклянного изделия. Техническим результатом изобретения является повышение качества осветления и гомогенизации стекла.
Устройство для получения расплава стекла содержит плавильную ванну для плавки стеклянного материала, вакуумное дегазирующее устройство, первую структуру прохода, соединяющую плавильную ванну с вакуумным дегазирующим устройством, и вторую структуру прохода, расположенную на задней по потоку стороне вакуумного дегазирующего устройства, для введения расплава стекла в средства формования. При этом плавильная ванна снабжена разделяющими средствами для разделения области для циркуляции расплава стекла в плавильной ванне на передний по потоку циркуляционный поток и задний по потоку циркуляционный поток, при этом расстояние от разделяющих средств до заднего края пути потока расплава стекла в плавильной ванне составляет от 0,1LF до 0,45LF, где LF представляет собой длину пути потока расплава стекла в плавильной ванне. Причем в первой структуре прохода на передней стороне в направлении потока расплава стекла сформирована широкая часть, где ширина широкой части является большей, чем в другой области структуры для прохода, при этом в широкой части расположены средства для охлаждения расплава стекла, проходящего через широкую часть. 5 н. и 14 з.п. ф-лы, 3 ил.
1. Устройство для получения расплава стекла, содержащее плавильную ванну для плавки стеклянного материала, вакуумное дегазирующее устройство, имеющее внутреннюю часть, поддерживаемую ниже атмосферного давления, с тем, чтобы пузырьки, в расплаве стекла, подающемся от плавильной ванны, удалялись путем всплывания и разрушения, первую структуру прохода, соединяющую плавильную ванну с вакуумным дегазирующим устройством, и вторую структуру прохода, расположенную на задней по потоку стороне вакуумного дегазирующего устройства, для введения расплава стекла в средства формования, отличающееся тем, что плавильная ванна снабжена разделяющими средствами для разделения области для циркуляции расплава стекла в плавильной ванне на передний по потоку циркуляционный поток и задний по потоку циркуляционный поток, при этом расстояние от разделяющих средств до заднего края пути потока расплава стекла в плавильной ванне составляет от 0,1LF до 0,45LF, где LF представляет собой длину пути потока расплава стекла в плавильной ванне, причем в первой структуре прохода на передней стороне в направлении потока расплава стекла сформирована широкая часть, где ширина широкой части является большей, чем в другой области структуры для прохода, при этом в широкой части расположены средства для охлаждения расплава стекла, проходящего через широкую часть.
2. Устройство по п.1, в котором широкая часть удовлетворяет следующим формулам: 0,2≤W/L≤1,5 и 500≤h≤5000 (в формуле W представляет собой наибольшую ширину (мм) пути потока расплава стекла, L представляет собой длину (мм) области, у которой ширина пути потока расплава стекла в широкой части составляет ширину W, и h представляет собой высоту (мм) пути потока расплава стекла в области, у которой ширина пути потока расплава стекла имеет наибольшую ширину W).
3. Устройство по п.2, в котором в широкой части наибольшая ширина W (мм) пути потока расплава стекла и длина L (мм) области, у которой ширина пути потока расплава стекла в широкой части имеет наибольшую ширину W, удовлетворяют следующим формулам: 2000≤W≤12000 и 1000≤L≤20000.
4. Устройство по п.1, в котором широкая часть снабжена средствами для перемешивания расплава стекла, проходящего через широкую часть.
5. Устройство по п.1, в котором широкая часть снабжена средствами для предотвращения обратного течения расплава стекла в широкой части.
6. Устройство по п.1, в котором разделяющие средства представляют собой пороговую стенку, выступающую от нижней части пути потока расплава стекла в плавильной ванне, при этом пороговая стенка простирается в направлении по ширине пути потока расплава стекла в плавильной ванне, причем, когда высота пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла в плавильной ванне представляется как h1, высота от нижней части пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла до верхнего края пороговой стенки составляет от 0,1h1 до 0,3h1.
7. Устройство по п.6, в котором в плавильной ванне нижняя часть пути потока расплава стекла на задней стороне пороговой стенки в направлении потока расплава стекла находится выше, чем нижняя часть пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла.
8. Устройство по п.7, в котором в плавильной ванне, когда h1 (мм) представляет собой высоту пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла, h2 (мм) представляет собой высоту от нижней части пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла до верхнего края пороговой стенки, и h3 (мм) представляет собой высоту от нижней части пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла до нижней части пути потока расплава стекла на задней стороне пороговой стенки в направлении потока расплава стекла, h1, h2 и h3 удовлетворяют следующим формулам: h3<h2 и 0<h3<0,6h2.
9. Устройство по п.6, в котором плавильная ванна снабжена генератором пузырьков, имеющим разгрузочное отверстие, расположенное вблизи нижней части пути потока расплава стекла на передней стороне пороговой стенки в направлении потока расплава стекла, и расстояние между генератором пузырьков и пороговой стенкой в направлении потока расплава стекла составляет по меньшей мере 500 мм.
10. Устройство по п.1, в котором разделяющие средства представляют собой генераторы пузырьков, имеющие разгрузочные отверстия, расположенные вблизи нижней части пути потока расплава стекла в плавильной ванне, при этом разгрузочные отверстия расположены по ширине пути потока расплава стекла.
11. Устройство по п.1, в котором средства нагрева расплава стекла, проходящего через первую структуру прохода, расположены в задней стороне широкой части в направлении потока расплава стекла.
12. Устройство по п.1, в котором положение пути потока расплава стекла в первой структуре прохода на задней стороне широкой части в направлении потока расплава стекла находится ниже, чем положение пути потока расплава стекла в широкой части.
13. Устройство по п.1, в котором расплав стекла представляет собой расплав силикатного стекла.
14. Способ получения расплава стекла, в котором используется устройство для получения расплава стекла по п.1.
15. Способ по п.14, в котором стеклянный материал плавят в плавильной ванне с помощью тепла от сгорания смеси топлива и кислорода.
16. Способ по п.14, в котором количество пузырьков в расплаве стекла, проходящем через вакуумную дегазирующую емкость вакуумного дегазирующего устройства, измеряется с помощью средств контроля пузырьков для регулирования уровня понижения давления вакуумной дегазирующей емкости в ответ на результат измерения пузырьков.
17. Устройство для получения стеклянного изделия, которое содержит устройство для получения расплава стекла по п.1, средства формования, расположенные на задней по потоку стороне устройства для получения расплава стекла, для формования расплава стекла, и средства отжига для отжига сформованного стекла.
18. Способ получения стеклянного изделия, в котором используются устройство для получения расплава стекла по п.1, средства формования, расположенные на задней по потоку стороне устройства для получения расплава стекла, для формования расплава стекла, и средства отжига для отжига сформованного стекла.
19. Способ получения стеклянного изделия, который включает стадию получения расплава стекла с помощью способа получения расплава стекла по п.14, стадию формования расплава стекла и стадию отжига сформованного стекла.
| Уплотнительный узел пакера | 2001 |
|
RU2221129C2 |
| УСТРОЙСТВО для ПОЛУЧЕНИЯ ЦВЕТНОГО листовогоСТЕКЛА | 0 |
|
SU210339A1 |
| RU 2056375 C1, 20.03.1996 | |||
| ВАННАЯ ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ РАСПЛАВА ИЗ ГОРНЫХ ПОРОД | 1992 |
|
RU2017691C1 |
| US 5766296 A, 16.06.1998. | |||

