ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к устройству для вакуумного дегазирования, устройству для изготовления стеклянных изделий и способу получения стеклянных изделий.
УРОВЕНЬ ТЕХНИКИ
Устройство для вакуумного дегазирования традиционно использовали для удаления пузырьков, образующихся в расплавленном стекле, перед формованием расплавленного стекла в формовочном устройстве, причем расплавленное стекло получали расплавлением сырьевых материалов для стекла в ванной стекловаренной печи, чтобы можно было повысить качество сформованных стеклянных изделий.
Устройство для вакуумного дегазирования включает камеру для вакуумного дегазирования, внутри которой поддерживают предварительно заданное пониженное давление. Когда расплавленное стекло пропускают через камеру для вакуумного дегазирования, пузырьки, содержащиеся в расплавленном стекле, растут в течение относительно короткого времени. Выросшие пузырьки поднимаются в расплавленном стекле благодаря своей плавучести. Когда они достигают поверхности расплавленного стекла, они лопаются, в результате чего пузырьки могут быть эффективно удалены с поверхности расплавленного стекла.
Из соображений увеличения количества производимого стекла, снижения стоимости производства стекла и т.д., существовала потребность в крупногабаритном оборудовании для изготовления стекла, и также в отношении устройства для вакуумного дегазирования была необходимость в повышении производительности дегазирования, то есть, увеличении скорости течения расплавленного стекла в устройстве.
Чтобы увеличить скорость течения расплавленного стекла и обеспечить предписанную обработку в условиях вакуумного дегазирования, необходимо учитывать флуктуации различных факторов (например, существуют колебания величины скорости течения расплавленного стекла, которое подвергают обработке вакуумным дегазированием, колебания концентрации газообразного компонента, растворенного в расплавленном стекле, которые обусловливаются снижением температуры расплавленного стекла в плавильной печи, колебания давления в камере для вакуумного дегазирования, в которой поддерживают пониженное давление, и т.д.). С учетом этих факторов необходимо приводить жидкую поверхность расплавленного стекла в обширный контакт с верхним пространством камеры для вакуумного дегазирования, благодаря чему пузырьки, образующиеся в расплавленном стекле, могут быть удалены до предписанного уровня при дегазировании. Чтобы привести жидкую поверхность расплавленного стекла в обширный контакт с верхним пространством, нужно увеличить площадь донной части камеры для вакуумного дегазирования.
Площадь донной части камеры для вакуумного дегазирования может быть увеличена удлинением протока для расплавленного стекла в продольном направлении камеры для вакуумного дегазирования, или увеличением ширины протока для расплавленного стекла. Однако если в традиционной камере для вакуумного дегазирования, имеющей длинный проток для расплавленного стекла, еще больше удлинить проток для расплавленного стекла в его продольном направлении, тепловое расширение в продольном направлении материала на протяжении протока еще больше увеличится, и в результате проток может разрушиться, и сократился бы срок службы устройства. Кроме того, такие меры удлиняют проток в целом, и поэтому также возрастают габариты устройства, в котором камера для вакуумного дегазирования должна поддерживать предварительно заданный уровень вакуумирования. Соответственно этому, скорее является предпочтительным увеличение ширины протока для расплавленного стекла, нежели удлинение протока для расплавленного стекла в его продольном направлении. В Патентном документе 1 для повышения производительности устройства авторы настоящей патентной заявки предлагали увеличить ширину протока для расплавленного стекла.
Патентный документ 1 упоминает следующие два момента как проблемы, возникающие при равномерном увеличении ширины протока для расплавленного стекла в камере для вакуумного дегазирования.
Во-первых, вполне допустимо, что в локальной области потока расплавленного стекла в стороне ниже по потоку в протоке для расплавленного стекла будет иметь место снижение скорости течения. В таком случае поток расплавленного стекла с меньшей скоростью течения задерживается в этой области дольше, чем расплавленное стекло, протекающее в другой области, вследствие чего легкие элементы, такие как натрий (Na), испаряются во время затормаживания течения так, что состав расплавленного стекла в локальной области может изменяться. В результате конечный продукт, такой как листовое стекло, имеет локальную область с иным показателем преломления, что создает искаженное перспективное изображение, приводит к дефекту свилеватости и ухудшает качество.
Во-вторых, поскольку затруднительно изготовить монолитный плотный огнеупорный кирпич, который не требует создания каких-либо стыков в направлении ширины протока для расплавленного стекла, например, плотный огнеупорный кирпич, имеющий ширину 1 метр, необходимо сооружать проток для расплавленного стекла путем сборки из некоторого количества плотных огнеупорных кирпичей в направлении его ширины. Соответственно этому неизбежно возникают стыки в потолочном перекрытии, в донной части и обеих боковых стенках, которые составляют проток в камере для вакуумного дегазирования. Вполне допустимо, что среди вышеупомянутых стыков, стыки в местах соединения между потолочным перекрытием и обеими боковыми стенками и между донной частью и обеими боковыми стенками легко увеличиваются вследствие теплового расширения огнеупорных кирпичей, когда их предварительно нагревают для применения, или они являются нагретыми в ходе применения. Как только стыки расширяются, они подвергаются серьезной эрозии под воздействием расплавленного стекла, и в расширенных стыках образуются многочисленные пузырьки, и эти пузырьки остаются в расплавленном стекле. Поскольку эти пузырьки не растут в достаточной степени для удаления при дегазировании, расплавленное стекло содержит большое количество пузырьков вместе с мелкими частицами песка, и в таком виде выходит из камеры для вакуумного дегазирования. Таким образом, существует проблема ухудшения качества стеклянного изделия.
Для разрешения вышеупомянутой первой проблемы Патентный документ 1 предлагает устройство для вакуумного дегазирования. Устройство для вакуумного дегазирования расплавленного стекла включает вакуумный корпус, внутренность которого вакуумирована путем откачивания воздуха, камеру для вакуумного дегазирования, размещенную в вакуумном корпусе, для дегазирования проходящего через нее расплавленного стекла, восходящую трубу, сообщающуюся с камерой для вакуумного дегазирования, для подъема расплавленного стекла путем засасывания перед дегазированием, чтобы ввести его в камеру для вакуумного дегазирования, и нисходящую трубу, сообщающуюся с камерой для вакуумного дегазирования, для выведения дегазированного расплавленного стекла вниз из камеры для вакуумного дегазирования, причем камера для вакуумного дегазирования скомпонована так, что внутренняя ширина протока в части ниже по потоку, в которой дегазированное расплавленное стекло выходит через нисходящую трубу, является более узкой, чем внутренняя ширина протока в части выше по потоку, в которой расплавленное стекло поступает через восходящую трубу.
Далее, для разрешения вышеупомянутой второй проблемы предложено устройство для вакуумного дегазирования расплавленного стекла, которое включает вакуумный корпус, внутренность которого вакуумирована путем откачивания воздуха, камеру для вакуумного дегазирования, которая составлена сборкой из некоторого числа плотных огнеупорных кирпичей в вакуумном корпусе, для дегазирования проходящего через нее расплавленного стекла, восходящую трубу, сообщающуюся с камерой для вакуумного дегазирования, для подъема расплавленного стекла путем засасывания перед дегазированием, чтобы ввести его в камеру для вакуумного дегазирования, и нисходящую трубу, сообщающуюся с камерой для вакуумного дегазирования, для выведения дегазированного расплавленного стекла вниз из камеры для вакуумного дегазирования, причем камера для вакуумного дегазирования включает потолочное перекрытие, донную часть и обе боковых стенки, которые формируют проток прямоугольной формы в поперечном сечении в результате сборки из некоторого числа плотных огнеупорных кирпичей. Плотные огнеупорные кирпичи, составляющие потолочное перекрытие и донную часть, которые соединены с обеими боковыми стенками, имеют надрезанные части, к которым примыкают плотные огнеупорные кирпичи обеих боковых стенок. На наружной стороне обеих боковых стенок камеры для вакуумного дегазирования предусмотрено крепежное средство для крепления плотных огнеупорных кирпичей обеих боковых стенок с наружной стороны.
СПИСОК ЦИТИРУЕМОЙ ЛИТЕРАТУРЫ
ПАТЕНТНЫЙ ДОКУМЕНТ
Патентный документ 1: JP-А-2000-178029
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
Устройство для вакуумного дегазирования, описанное в Патентном документе 1, сконструировано так, что внутренняя ширина протока в части камеры для вакуумного дегазирования ниже по потоку, из которой расплавленное стекло выходит в нисходящую трубу, сделана более узкой, чем внутренняя ширина протока в части выше по потоку, в которую расплавленное стекло поступает через восходящую трубу, таким образом, что может быть предотвращено снижение скорости течения потока расплавленного стекла в локальной области в части протока для расплавленного стекла ниже по потоку, а именно, может быть предотвращено затормаживание потока расплавленного стекла. Однако, как ясно из Фиг.2 в Патентном документе 1, затормаживание потока расплавленного стекла происходит, поскольку диаметр нисходящей трубы является меньшим, чем проток для расплавленного стекла в камере для вакуумного дегазирования, имеющей увеличенную ширину. Соответственно этому, из соображений устранения затормаживания потока расплавленного стекла является предпочтительным, чтобы внутренняя ширина протока в части выше по потоку, в которую расплавленное стекло поступает из восходящей трубы, также была сделана более узкой. А именно, в протоке для расплавленного стекла в камере для вакуумного дегазирования предпочтительно, чтобы внутренняя ширина протока в части выше по потоку, в которую расплавленное стекло поступает из восходящей трубы, и внутренняя ширина протока в части ниже по потоку, в которой расплавленное стекло выходит в нисходящую трубу, были более узкими, чем другие части протока для расплавленного стекла, а именно, внутренняя ширина промежуточной части протока для расплавленного стекла.
Однако, если внутреннюю ширину протока для расплавленного стекла сделать более узкой только в определенном месте, скорость потока расплавленного стекла, протекающего в этой части, будет возрастать. Авторы настоящей заявки нашли, что при использовании устройства для вакуумного дегазирования, имеющего пропускную способность около 20 тонн/день, как описано в абзаце (0039) Патентного документа 1, поток расплавленного стекла имеет тенденцию принимать простое линейное направление, и в таком случае величина приращения скорости течения потока расплавленного стекла в локальной области проблем не создает. Однако в случае крупномасштабного устройства для вакуумного дегазирования, имеющего пропускную способность 200 тонн/день или более, величина приращения скорости течения потока расплавленного стекла в локальной области начинает создавать проблемы.
Настоящее изобретение было выполнено на основе этого обнаруженного факта.
Когда сооружают крупногабаритное устройство для вакуумного дегазирования, в качестве конструкционного материала камеры для вакуумного дегазирования используют плотный огнеупорный материал, в частности, плавленый огнеупор, как описано в Патентном документе 1. Такой материал имеет превосходные огнеупорные свойства, стойкость к расплавленному стеклу и т.д., то есть, является превосходным в качестве конструкционного материала для камеры для вакуумного дегазирования. Однако в камере для вакуумного дегазирования часть, находящаяся в контакте с расплавленным стеклом, разъедается расплавленным стеклом во время работы устройства для вакуумного дегазирования. В устройстве для вакуумного дегазирования, имеющем пропускную способность около 20 тонн/день, как описано в абзаце (0039) Патентного документа 1, даже если имелась локальная область, где скорость течения потока расплавленного стекла возрастает, проблемы эрозии расплавленным стеклом не возникало. Однако авторы настоящего изобретения нашли, что в крупногабаритном устройстве для вакуумного дегазирования, имеющем пропускную способность 200 тонн/день или более, коррозией под действием расплавленного стекла в локальной области, где скорость течения расплавленного стекла возрастает, пренебречь нельзя.
Далее, когда внутреннюю ширину протока для расплавленного стекла делают более узкой в определенном месте, есть возможность того, что возрастает падение давления (реологическое сопротивление) в потоке расплавленного стекла, проходящего через камеру для вакуумного дегазирования. Когда проток традиционной камеры для вакуумного дегазирования, имеющей большую длину, еще больше удлиняют в его продольном направлении, падение давления (реологическое сопротивление), обусловленное протеканием расплавленного стекла через проток для расплавленного стекла, начинает создавать проблему, хотя это обстоятельство в Патентном документе 1 не описано. Далее, авторы настоящего изобретения нашли, что в устройстве для вакуумного дегазирования, имеющем пропускную способность около 20 тонн/день, как описано в абзаце (0039) Патентного документа 1, существует незначительная проблема, касающаяся величины приращения падения давления в потоке расплавленного стекла, проходящем через камеру для вакуумного дегазирования, однако в случае крупногабаритного устройства для вакуумного дегазирования, имеющего пропускную способность 200 тонн/день или более, чрезмерное приращение падения давления в потоке расплавленного стекла имеет место, когда внутренняя ширина протока для расплавленного стекла сделана узкой, вследствие чего это создает серьезную проблему в устройстве для вакуумного дегазирования.
Настоящее изобретение должно представлять устройство для вакуумного дегазирования, способное обеспечивать пропускную способность 200 тонн/день или более без возникновения затормаживания потока расплавленного стекла в протоке для расплавленного стекла, приращения скорости течения потока расплавленного стекла в локальной области и прочих проблем, таких как чрезмерное приращение падения давления в потоке расплавленного стекла, благодаря чему могут быть разрешены проблемы, которые вновь были обнаружены в отношении вышеупомянутых общепринятых способов.
РАЗРЕШЕНИЕ ПРОБЛЕМ
Для достижения вышеупомянутых целей настоящее изобретение представляет устройство для вакуумного дегазирования, включающее камеру для вакуумного дегазирования, и восходящую трубу и нисходящую трубу, которые соединены с камерой для вакуумного дегазирования, характеризующуюся тем, что камера для вакуумного дегазирования включает широкую часть для создания протока для расплавленного стекла, и в широкой части отношение W1/L1 - ширины W1 протока для расплавленного стекла к длине L1 протока для расплавленного стекла составляет по меньшей мере 0,2, и что в камере для вакуумного дегазирования ширина W2 протока для расплавленного стекла в части, соединенной с восходящей трубой, и ширина W3 протока для расплавленного стекла в части, соединенной с нисходящей трубой, являются более узкими, чем ширина W1 протока для расплавленного стекла в широкой части, и положение донной части протока для расплавленного стекла в части, соединенной с восходящей трубой, и положение донной части протока для расплавленного стекла в части, соединенной с нисходящей трубой, являются более низкими, чем положение донной части протока для расплавленного стекла в широкой части.
В устройстве для вакуумного дегазирования согласно вышеупомянутому изобретению предпочтительно, чтобы ширина W1 протока для расплавленного стекла в широкой части составляла по меньшей мере 1000 мм.
В устройстве для вакуумного дегазирования согласно вышеупомянутому изобретению предпочтительно, чтобы длина L1 протока для расплавленного стекла в широкой части составляла по меньшей мере 5000 мм.
В устройстве для вакуумного дегазирования согласно вышеупомянутому изобретению предпочтительно, чтобы положение донной части протока для расплавленного стекла в части, соединенной с восходящей трубой, и положение донной части протока для расплавленного стекла в части, соединенной с нисходящей трубой, были соответственно на расстояние от 50 до 1000 мм ниже, чем положение донной части протока для расплавленного стекла в широкой части.
В устройстве для вакуумного дегазирования согласно вышеупомянутому изобретению предпочтительно, чтобы ширина W2 протока для расплавленного стекла в части, соединенной с восходящей трубой, ширина W3 протока для расплавленного стекла в части, соединенной с нисходящей трубой, внутренний диаметр (диаметр) r2 восходящей трубы и внутренний диаметр (диаметр) r3 нисходящей трубы удовлетворяли соотношениям, описываемым следующими формулами:
1×r2≤W2≤5×r2 и
1×r3≤W3≤5×r3
В устройстве для вакуумного дегазирования согласно вышеупомянутому изобретению предпочтительно, чтобы при рассмотрении горизонтальной плоскости как стандартной для плоскости жидкого расплавленного стекла, площадь S1 поперечного сечения протока для расплавленного стекла в широкой части под горизонтальной плоскостью, площадь S2 поперечного сечения протока для расплавленного стекла в части, соединенной с восходящей трубой под горизонтальной плоскостью, и площадь S3 поперечного сечения протока для расплавленного стекла в части, соединенной с нисходящей трубой под горизонтальной плоскостью, удовлетворяли соотношениям, выраженным следующими формулами:
1,0≤S1/S2≤10,0, и
1,0≤S1/S3≤10,0
В устройстве для вакуумного дегазирования согласно вышеупомянутому изобретению предпочтительно, чтобы ширина W1 (мм) протока для расплавленного стекла в широкой части, длина L1 (мм) протока для расплавленного стекла в широкой части, длина L2 (мм) протока для расплавленного стекла в части, соединенной с восходящей трубой, и длина L3 (мм) протока для расплавленного стекла в части, соединенной с нисходящей трубой, удовлетворяли соотношениям, описываемым следующими формулами:
0,5×W1≤L2≤2×L1, и
0,5×W1≤L3≤2×L1
Настоящее изобретение представляет устройство для изготовления стеклянных изделий, которое включает устройство для вакуумного дегазирования, как описанное выше, плавильное устройство, размещенное на стороне по потоку выше устройства для вакуумного дегазирования, для расплавления сырьевых материалов для стекла с образованием расплавленного стекла, формовочное устройство, размещенное на стороне по потоку ниже устройства для вакуумного дегазирования, для формования расплавленного стекла, и отжиговое устройство для отжига сформованного стеклянного изделия.
Настоящее изобретение представляет способ изготовления стеклянных изделий, который включает стадию, на которой расплавленное стекло дегазируют в устройстве для вакуумного дегазирования, как описанном выше, стадию плавления, на которой сырьевые материалы для стекла расплавляют на стороне по потоку выше устройства для вакуумного дегазирования для получения расплавленного стекла, стадию формования, на которой расплавленное стекло формуют на стороне по потоку ниже устройства для вакуумного дегазирования, и стадию отжига, на которой сформованное стеклянное изделие подвергают отжигу.
Настоящее изобретение представляет способ изготовления стеклянных изделий, включающий стадию плавления, на которой сырьевые материалы для стекла расплавляют для получения расплавленного стекла, стадию дегазирования расплавленного стекла в устройстве для вакуумного дегазирования, имеющем камеру для вакуумного дегазирования, и восходящую трубу и нисходящую трубу, которые соединены с камерой для вакуумного дегазирования, стадию формования, на которой расплавленное стекло формуют после обработки дегазированием, и стадию отжига, на которой сформованное стеклянное изделие подвергают отжигу, характеризующийся тем, что расплавленное стекло, протекающее в камере для вакуумного дегазирования, имеет широкую часть, в которой отношение w1/l1 ширины w1 потока расплавленного стекла к длине l1 потока расплавленного стекла составляет по меньшей мере 0,2, и что ширина w2 потока расплавленного стекла в части, соединенной с восходящей трубой, и ширина w3 потока расплавленного стекла в части, соединенной с нисходящей трубой, являются более узкими, чем ширина w1 потока расплавленного стекла в широкой части, и глубина h2 потока расплавленного стекла в части, соединенной с восходящей трубой, и глубина h3 потока расплавленного стекла в части, соединенной с нисходящей трубой, превышают глубину h1 потока расплавленного стекла в широкой части.
ПРЕИМУЩЕСТВЕННЫЕ РЕЗУЛЬТАТЫ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению, возможно создание устройства для вакуумного дегазирования, способного достигать пропускной способности 200 тонн/день или более без возникновения таких проблем, как затормаживание потока расплавленного стекла в протоке для расплавленного стекла, приращение скорости течения потока расплавленного стекла в локальной области и чрезмерное приращение падения давления в потоке расплавленного стекла.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
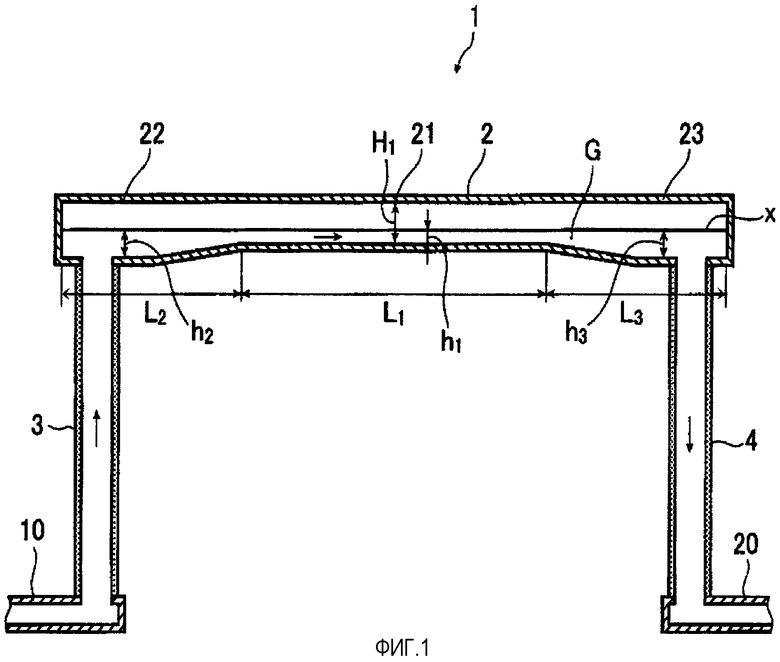
Фиг.1 представляет вид поперечного сечения, показывающий вариант исполнения устройства для вакуумного дегазирования согласно настоящему изобретению.
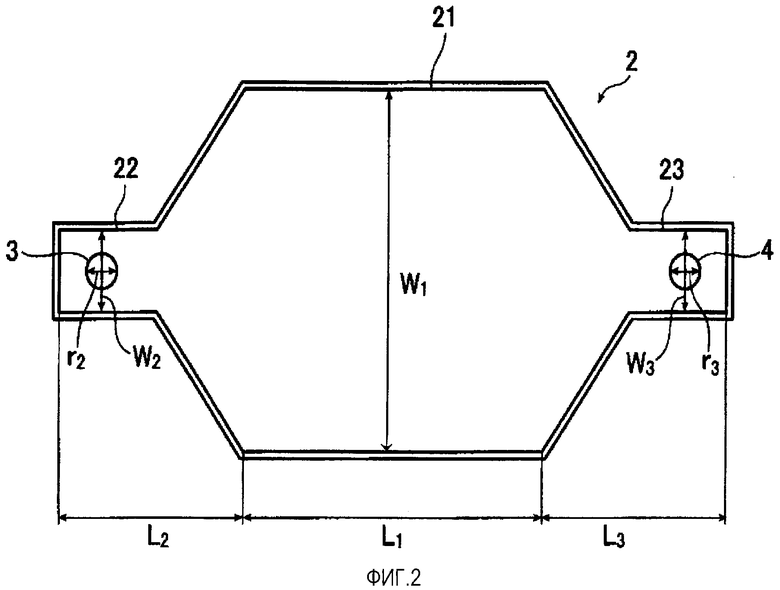
Фиг.2 представляет горизонтальную проекцию камеры 2 для вакуумного дегазирования, показанной в Фиг.1, при условии, что верхняя стенка камеры 2 для вакуумного дегазирования убрана, чтобы можно было видеть внутреннюю конструкцию камеры 2 для вакуумного дегазирования.
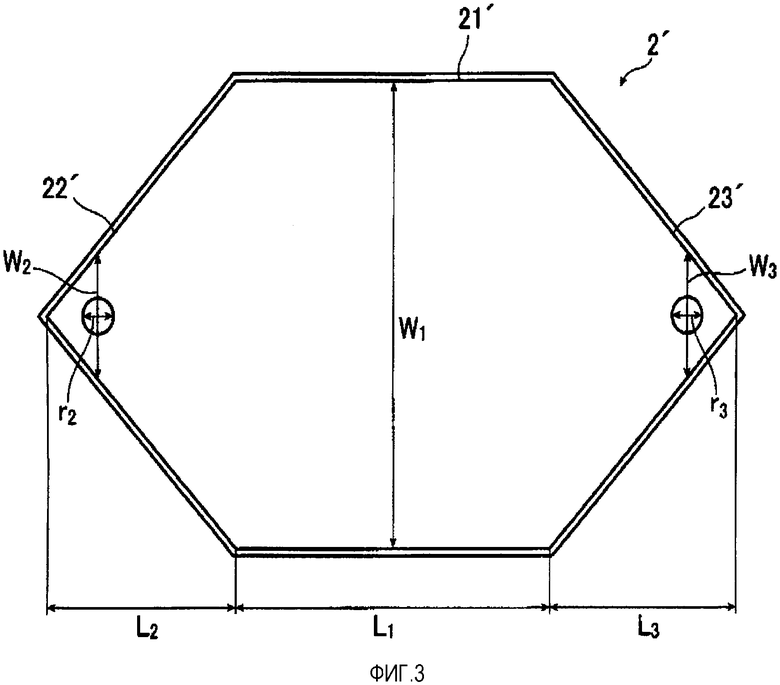
Фиг.3 представляет горизонтальную проекцию, показывающую еще один вариант исполнения камеры для вакуумного дегазирования в устройстве для вакуумного дегазирования согласно настоящему изобретению. Форма камеры для вакуумного дегазирования в горизонтальной проекции отличается от формы, показанной в Фиг.2.
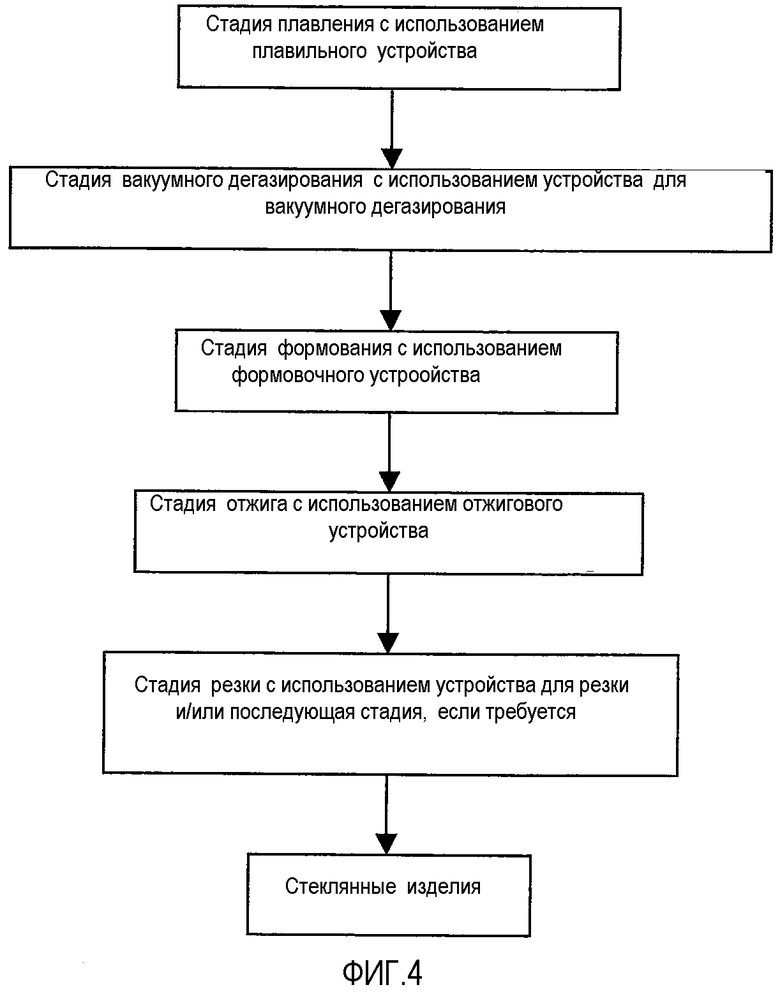
Фиг.4 представляет блок-схему варианта исполнения способа получения стеклянных изделий согласно настоящему изобретению.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Далее настоящее изобретение будет описано с привлечением чертежей. Фиг.1 представляет вид поперечного сечения, показывающий вариант исполнения устройства для вакуумного дегазирования согласно настоящему изобретению. Устройство 1 для вакуумного дегазирования, показанное в Фиг.1, используют для процесса, в котором стекло, подаваемое из ванной стекловаренной печи (не показана), подвергают дегазированию, и дегазированное расплавленное стекло непрерывно направляют в следующие технологические устройства (формовочное устройство, после него отжиговое устройство и т.д., хотя таковые не показаны).
Устройство 1 для вакуумного дегазирования имеет камеру 2 для вакуумного дегазирования, в которой сформирован проток для расплавленного стекла G. Расплавленное стекло G пропускают через камеру 2 для вакуумного дегазирования, внутренность которой поддерживают в вакуумированном состоянии при давлении ниже атмосферного, в процессе чего расплавленное стекло дегазируется. В Фиг.1 горизонтальная линия «х» в камере 2 для вакуумного дегазирования обозначает плоскость жидкого расплавленного стекла G, и она обозначает горизонтальную плоскость как плоскость жидкого расплавленного стекла в камере 2 для вакуумного дегазирования.
Камера 2 для вакуумного дегазирования обычно содержится в вакуумном корпусе (не показан). Путем выкачивания воздуха в вакуумном корпусе создают пониженное давление, причем внутреннее давление в камере для вакуумного дегазирования приходит в состояние пониженного давления на уровне ниже атмосферного. С другой стороны, в случае, если камера 2 для вакуумного дегазирования не содержится в вакуумном корпусе, воздух в верхнем пространстве над расплавленным стеклом G в камере 2 для вакуумного дегазирования выкачивают с использованием вакуумного насоса или тому подобного, в результате чего внутреннее давление в камере 2 для вакуумного дегазирования поддерживают в состоянии пониженного давления на уровне ниже атмосферного давления.
Камера 2 для вакуумного дегазирования соединена с восходящей трубой 3 и с нисходящей трубой 4. Восходящая труба 3 представляет собой устройство для подачи расплавленного стекла G, которое поднимает расплавленное стекло G перед дегазированием в результате засасывающего действия для введения его в камеру 2 для вакуумного дегазирования, и ее нижняя концевая часть соединена с находящейся выше по потоку трубной конструкцией 10. Нисходящая труба 4 представляет собой питающее устройство для расплавленного стекла G, которое выводит дегазированное расплавленное стекло G с подачей его вниз из камеры 2 для вакуумного дегазирования, и ее нижняя концевая часть соединена с находящейся ниже по потоку трубной конструкцией 20.
Фиг.2 представляет горизонтальную проекцию камеры 2 для вакуумного дегазирования, показанной в Фиг.1, в которой верхняя стенка, вакуумный корпус и так далее, убраны, чтобы можно было видеть внутреннюю конструкцию камеры 2 для вакуумного дегазирования.
В настоящем изобретении камера 2 для вакуумного дегазирования имеет широкую часть 21, чтобы устройство для вакуумного дегазирования достигало уровня пропускной способности 200 тонн/день или более. Широкая часть 21 создает проток для расплавленного стекла G в камере 2 для вакуумного дегазирования. В этом описании широкая часть в камере для вакуумного дегазирования обозначает часть протока для расплавленного стекла, которая имеет большую ширину, чем другие части в камере для вакуумного дегазирования.
В устройстве 1 для вакуумного дегазирования согласно настоящему изобретению отношение (W1/L1) ширины W1 протока для расплавленного стекла G к длине L1 в широкой части 21 составляет по меньшей мере 0,2. Когда отношение W1/L1 в широкой части 21 составляет по меньшей мере 0,2, пропускная способность в 200 тонн/день или более может быть достигнута без возникновения таких проблем, как разрушение протока для расплавленного стекла вследствие теплового расширения в продольном направлении, чрезмерное приращение падения давления в потоке расплавленного стекла и так далее. Кроме того, установлением отношения W1/L1 в широкой части 21 на значение по меньшей мере 0,2 размеры устройства для вакуумного дегазирования могут быть сведены к минимуму несмотря на то, что оно имеет крупномасштабный уровень пропускной способности 200 тонн/день или больше.
Отношение W1/L1 предпочтительно составляет по меньшей мере 0,25, более предпочтительно по меньшей мере 0,3, еще более предпочтительно по меньшей мере 0,35. Далее, в общем отношение W1/L1 предпочтительно составляет самое большее 4, более предпочтительно не превышает 2,5, еще более предпочтительно не превышает 1,3.
Предпочтительно, чтобы ширина W1 протока для расплавленного стекла в широкой части 21 составляла по меньшей мере 1000 мм, чтобы достигать пропускной способности 200 тонн/день или более. Более предпочтительно, чтобы W1 составляла по меньшей мере 2000 мм, и еще более предпочтительно, чтобы W1 была по меньшей мере 3000 мм.
Поэтому длина L1 протока для расплавленного стекла в широкой части 21 предпочтительно составляет по меньшей мере 5000 мм, чтобы достигать пропускной способности 200 тонн/день или более. Более предпочтительно, чтобы L1 составляла по меньшей мере 6000 мм, и еще более предпочтительно L1 составляет по меньшей мере 7000 мм.
Предпочтительно, чтобы в плане технологичности верхний предел величины W1 был 10000 мм, и верхний предел величины L1 был 15000 мм.
Потолочное перекрытие, покрывающее проток для расплавленного стекла G в камере 2 для вакуумного дегазирования, является плоским или имеет сводчатую форму в направлении ширины относительно потока расплавленного стекла. В любом случае предпочтительно, чтобы самая большая высота Н1 от донной части до потолочного перекрытия в широкой части 21 была от 500 до 5000 мм. В случае, когда потолочное перекрытие протока для расплавленного стекла G в камере для вакуумного дегазирования является плоским, предпочтительно, чтобы высота Н1 от донной части до потолочного перекрытия в широкой части 21 составляла от 500 до 5000 мм. Когда глубину от горизонтальной плоскости, рассматриваемой как плоскость жидкого расплавленного стекла, до донной части в широкой части 21 выражают как h1, высота от горизонтальной плоскости до потолочного перекрытия принимает значение, полученное вычитанием h1 из Н1.
Если Н1 составляет менее 500 мм, может быть затруднительным регулирование величины h1 на надлежащую глубину, или эффективность дегазирования может снижаться вследствие узкого пространства дегазирования. С другой стороны, если Н1 превышает 5000 мм, может быть затруднительным сооружение камеры для вакуумного дегазирования. Более предпочтительно, чтобы Н1 составляла от 500 до 2000 мм, еще более предпочтительно от 700 до 1500 мм.
Глубина h1 от горизонтальной плоскости, рассматриваемой как плоскость жидкого расплавленного стекла, до донной части в широкой части 21 (которая равна глубине потока расплавленного стекла в широкой части 21, когда расплавленное стекло G течет в камере 2 для вакуумного дегазирования) предпочтительно составляет от 100 до 1000 мм. Значение h1 по существу не зависит от значения Н1 в такой мере, насколько h1<H1, и обеспечивается определенная величина вакуумированного пространства.
Если значение h1 составляет менее 100 мм, донная часть протока для расплавленного стекла в широкой части 21 может разъедаться расплавленным стеклом, или может возникать проблема падения давления, когда расплавленное стекло проходит через широкую часть 21. С другой стороны, если значение h1 превышает 1000 мм, это препятствует всплыванию пузырьков, находящихся у донной части протока для расплавленного стекла, что снижает эффект дегазирования.
Более предпочтительно, чтобы значение h1 составляло от 200 до 900 мм, и еще более предпочтительно от 300 до 800 мм. В особенности предпочтительно, чтобы оно было от 400 до 700 мм. Высота (H1-h1) от горизонтальной плоскости до потолочного перекрытия, которая означает высоту пространства дегазирования, предпочтительно составляет по меньшей мере 100 мм, более предпочтительно по меньшей мере 200 мм.
Восходящая труба 3 соединена с камерой 2 для вакуумного дегазирования на стороне выше по потоку относительно широкой части 21, и нисходящая трубы 4 соединена с камерой для вакуумного дегазирования на стороне ниже по потоку относительно широкой части 21. В последующем часть камеры 2 для вакуумного дегазирования, соединенная с восходящей трубой 3, называется как соединительная с восходящей трубой часть 22, и часть камеры 2 для вакуумного дегазирования, соединенная с нисходящей трубой 4, называется как соединительная с нисходящей трубой часть 23.
Соединительная с восходящей трубой часть 22 и соединительная с нисходящей трубой часть 23 представляют собой части с более узкой шириной, в которых значения ширины протока W2, W3 (мм) для расплавленного стекла G являются меньшими, чем ширина W1 протока для расплавленного стекла в широкой части 21. При такой конструкции можно избежать затормаживания потока расплавленного стекла, более конкретно, застоя потока расплавленного стекла на стороне выше по потоку и на стороне ниже по потоку относительно протока для расплавленного стекла.
Как упомянуто ранее в отношении проблем в устройстве для вакуумного дегазирования, описанном в Патентном документе 1, когда проток для расплавленного стекла камеры для вакуумного дегазирования в крупномасштабном устройстве для вакуумного дегазирования, имеющем пропускную способность 200 тонн/день или более, сужается в локальной области, возникают разнообразные недопустимые проблемы.
А именно, когда проток для расплавленного стекла в камере для вакуумного дегазирования сужают в определенном месте, скорость течения потока расплавленного стекла легко возрастает в локальной области, и зона, в которой происходит это явление, легко становится больше по сравнению с ситуацией применения традиционного устройства, в результате чего проблема эрозии в части камеры для вакуумного дегазирования, контактирующей с расплавленным стеклом, может стать еще более серьезной.
Далее, когда проток для расплавленного стекла в камере для вакуумного дегазирования делают более узким в определенном месте, в потоке расплавленного стекла имеет место чрезмерное приращение падения давления, которое может создавать большую проблему для устройства для вакуумного дегазирования.
Для устранения этих проблем устройство для вакуумного дегазирования согласно настоящему изобретению скомпоновано так, чтобы донные части протока для расплавленного стекла в соединительной с восходящей трубой части 22 и соединительной с нисходящей трубой части 23 были ниже, чем положение донной части протока для расплавленного стекла в широкой части 21. А именно, соединительная с восходящей трубой часть 22 и соединительная с нисходящей трубой часть 23 как части с самой узкой шириной имеют свои донные части протока для расплавленного стекла, положение которых является более низким, чем донная часть широкой части 21. При такой конструкции становятся меньшими различия между площадью поперечного сечения протока для расплавленного стекла в широкой части 21 (со ссылкой на определение, описываемое позже) и площадями поперечного сечения протока для расплавленного стекла в соединительной с восходящей трубой части 22 и соединительной с нисходящей трубой части 23 как частях с самой узкой шириной (со ссылкой на определение, описываемое позже). Практически это означает, что сокращаются различия между площадью поперечного сечения потока расплавленного стекла в широкой части 21 и площадями поперечного сечения потока расплавленного стекла в соединительной с восходящей трубой части 22 и соединительной с нисходящей трубой части 23 как частях с самой узкой шириной. В результате, несмотря на конструкцию, в которой протоки для расплавленного стекла в соединительной с восходящей трубой части 22 и соединительной с нисходящей трубой части 23 получаются суженными локально, приращение скорости течения потока расплавленного стекла в локальной области можно регулировать, благодаря чему уменьшается возможность коррозии части камеры для вакуумного дегазирования, которая контактирует с расплавленным стеклом. Далее, несмотря на конструкцию, в которой протоки для расплавленного стекла в соединительной с восходящей трубой части 22 и соединительной с нисходящей трубой части 23 являются суженными локально, можно регулировать чрезмерное приращение падения давления потока расплавленного стекла.
Является предпочтительным, чтобы положение донной части протока для расплавленного стекла в соединительной с восходящей трубой части 22 и положение донной части протока для расплавленного стекла в соединительной с нисходящей трубой части 23 были на расстояние от 50 до 1000 мм ниже, чем положение донной части протока для расплавленного стекла в широкой части 21. А именно, когда глубину от горизонтальной плоскости, рассматриваемой как плоскость жидкого расплавленного стекла, до донной части протока для расплавленного стекла в соединительной с восходящей трубой части 22 (которая равна глубине потока расплавленного стекла в соединительной с восходящей трубой части 22, когда расплавленное стекло G течет в камере 2 для вакуумного дегазирования), обозначают как h2, и глубину от горизонтальной плоскости, рассматриваемой как плоскость жидкого расплавленного стекла, до донной части протока для расплавленного стекла в соединительной с нисходящей трубой части 23 (которая равна глубине потока расплавленного стекла в соединительной с нисходящей трубой части 23, когда расплавленное стекло G течет в камере 2 для вакуумного дегазирования), обозначают как h3, то предпочтительно, чтобы значения (h2-h1) и (h3-h1) варьировали соответственно в диапазоне от 50 до 1000 мм. Более предпочтительно, чтобы разности между этими высотами были соответственно в диапазоне от 50 до 400 мм, еще более предпочтительно в диапазоне от 50 до 200 мм.
Площадь поперечного сечения протока для расплавленного стекла в камере 2 для вакуумного дегазирования можно рассматривать как сечение, проведенное перпендикулярно к направлению течения расплавленного стекла G в произвольной точке, и такая площадь поперечного сечения означает площадь поперечного сечения в части ниже горизонтальной плоскости, рассматриваемой как плоскость жидкого расплавленного стекла. В Фиг.1 и 2 площадь поперечного сечения протока для расплавленного стекла в широкой части 21 представляет собой площадь, представленную произведением W1×h1. Когда расплавленное стекло G течет в камере 2 для вакуумного дегазирования, такая площадь поперечного сечения равна площади поперечного сечения потока расплавленного стекла в широкой части 21. Подобным образом, площадь поперечного сечения протока для расплавленного стекла в соединительной с восходящей трубой части 22 представляет собой площадь поперечного сечения, представленную произведением W2×h2, и площадь поперечного сечения протока для расплавленного стекла в соединительной с нисходящей трубой части 23 представляет собой площадь поперечного сечения, представленную произведением W3×h3.
Как описано выше, в устройстве 1 для вакуумного дегазирования согласно настоящему изобретению значения ширины W2, W3 протока для расплавленного стекла сделаны более узкими в соединительной с восходящей трубой части 22 и соединительной с нисходящей трубой части 23, в результате чего может быть предотвращено затормаживание потока расплавленного стекла на стороне протока для расплавленного стекла выше по потоку и стороне ниже по потоку.
Соответственно этому, является предпочтительным, чтобы в соединительной с восходящей трубой части 22 и соединительной с нисходящей трубой части 23 разности между значениями ширины W2, W3 протока для расплавленного стекла и внутренними диаметрами r2, r3 восходящей трубы 3 и нисходящей трубы 4 были небольшими. Более конкретно, предпочтительно, чтобы ширина W2 протока для расплавленного стекла в соединительной с восходящей трубой части 22 и внутренний диаметр (диаметр) r2 восходящей трубы 3 удовлетворяли соотношению, описываемому нижеследующей формулой (1), и ширина W3 протока для расплавленного стекла в соединительной с нисходящей трубой части 23 и внутренний диаметр (диаметр) r3 нисходящей трубы 4 удовлетворяли соотношению, описываемому нижеследующей формулой (2):
1×r2≤W2≤5×r2 (1)
1×r3≤W3≤5×r3 (2),
где W2 представляет ширину протока для расплавленного стекла в части соединительной с восходящей трубой части 22, в которую проходит центральная ось восходящей трубы 3, и W3 представляет ширину протока для расплавленного стекла в части соединительной с нисходящей трубой части 23, в которую проходит центральная ось нисходящей трубы 4.
Когда показанные в вышеупомянутых формулах (1) и (2) соотношения удовлетворяются, затормаживание потока расплавленного стекла не происходит на стороне выше по потоку или стороне ниже по потоку протока для расплавленного стекла, поскольку разности между значениями ширины W2, W3 протоков для расплавленного стекла и внутренними диаметрами r2, r3 восходящей трубы 3 и нисходящей трубы 4 невелики.
Предпочтительно, чтобы ширина W2 протока для расплавленного стекла в соединительной с восходящей трубой части 22 и внутренний диаметр r2 восходящей трубы 3 удовлетворяли соотношению, показанному в нижеследующей формуле (3), более предпочтительно соотношению, показанному в нижеследующей формуле (31), и предпочтительно, чтобы ширина W3 протока для расплавленного стекла в соединительной с нисходящей трубой части 23 и внутренний диаметр r3 нисходящей трубы 4 удовлетворяли соотношению, показанному в нижеследующей формуле (4), более предпочтительно соотношению, показанному в нижеследующей формуле (41):
1×r2≤W2≤3×r2 (3)
1×r3≤W3≤2×r3 (4)
1,25×r2≤W2≤3×r2 (31)
1,5×r3≤W3≤2×r3 (41)
Определение внутренних диаметров r2, r3 восходящей трубы 3 и нисходящей трубы 4 зависит от масштаба устройства для вакуумного дегазирования. В случае устройства для вакуумного дегазирования, имеющего пропускную способность 200 тонн/день или более, эти внутренние диаметры в основном составляют от 100 до 1000 мм, предпочтительно от 200 до 800 мм, более предпочтительно от 300 до 700 мм, еще более предпочтительно от 400 до 600 мм.
Соответственно этому, ширина W2 протока для расплавленного стекла в соединительной с восходящей трубой части 22 и ширина W3 протока для расплавленного стекла в соединительной с нисходящей трубой части 23 предпочтительно составляют от 100 до 5000 мм, более предпочтительно от 125 до 3000 мм, еще более предпочтительно от 150 до 2000 мм, соответственно.
В Фиг.2 формы поперечного сечения восходящей трубы 3 и нисходящей трубы 4 являются круглыми. Однако формы поперечного сечения восходящей трубы и нисходящей трубы, используемых в устройстве для вакуумного дегазирования, не ограничиваются такой формой, но они могут представлять собой овальную форму или многогранную форму, такую как прямоугольную форму. В таком случае обозначения r2 и r3 в вышеупомянутых формулах (1)-(4) соответствуют наибольшим значениям внутренних просветов восходящей трубы 3 и нисходящей трубы 4. Например, когда формы отверстий в восходящей трубе 3 и нисходящей трубе 4 являются овальными, то обозначения r2 и r3 соответственно относятся к их самым длинным диаметрам в овальной форме.
Как описано выше, основанием тому, что положения донных частей протоков для расплавленного стекла в соединительной с восходящей трубой части 22 и в соединительной с нисходящей трубой части 23, как частях с самой узкой шириной, являются более низкими, чем положение донной части протока для расплавленного стекла в широкой части 21 в устройстве для вакуумного дегазирования согласно настоящему изобретению, является сокращение разностей между площадью поперечного сечения протока для расплавленного стекла в широкой части 21 и площадями поперечного сечения протока для расплавленного стекла в соединительной с восходящей трубой части 22 и в соединительной с нисходящей трубой части 23, как частях с самой узкой шириной. Соответственно этому, положение донных частей протока для расплавленного стекла в соединительной с восходящей трубой части 22 и в соединительной с нисходящей трубой части 23 не следует определять относительно положения донной части протока для расплавленного стекла в широкой части 21, но эти положения следует определять так, чтобы свести к минимуму разности между площадью поперечного сечения протока для расплавленного стекла в широкой части 21 и площадями поперечного сечения протока для расплавленного стекла в соединительной с восходящей трубой части 22 и в соединительной с нисходящей трубой части 23, как частях с самой узкой шириной, фактически разности между площадью поперечного сечения потока расплавленного стекла в широкой части 21 и площадями поперечного сечения потока расплавленного стекла в соединительной с восходящей трубой части 22 и в соединительной с нисходящей трубой части 23, как частях с самой узкой шириной. Более конкретно, предпочтительно определять глубину h2 от горизонтальной плоскости, рассматриваемой как плоскость жидкого расплавленного стекла, до донной части протока для расплавленного стекла в соединительной с восходящей трубой части 22 так, чтобы площадь S1 поперечного сечения протока для расплавленного стекла в широкой части 21 и площадь S2 протока для расплавленного стекла в соединительной с восходящей трубой части 22 удовлетворяли соотношению, показанному в нижеследующей формуле (5), и предпочтительно определять глубину h3 от горизонтальной плоскости, рассматриваемой как плоскость жидкого расплавленного стекла, до донной части протока для расплавленного стекла в соединительной с нисходящей трубой части 23 так, чтобы площадь S1 поперечного сечения протока для расплавленного стекла в широкой части 21 и площадь S3 протока для расплавленного стекла в соединительной с нисходящей трубой части 23 удовлетворяли соотношению, показанному в нижеследующей формуле (6). Как описано ранее, в Фигурах 1 и 2 значение S1 равно W1×h1, S2 равно W2×h2, и S3 равно W3×h3.
1,0≤S1/S2≤10,0 (5)
1,0≤S1/S3≤10,0 (6)
Предпочтительно, чтобы S1 и S2 удовлетворяли соотношению, показанному в нижеследующей формуле (7), и более предпочтительно, чтобы они удовлетворяли соотношению, показанному в нижеследующей формуле (8):
1,0≤S1/S2≤5,0 (7)
1,0≤S1/S2≤3,0 (8)
Еще более предпочтительно, чтобы S1 и S3 удовлетворяли соотношению, показанному в нижеследующей формуле (9), и в особенности предпочтительно, чтобы они удовлетворяли соотношению, показанному в нижеследующей формуле (10):
1,0≤S1/S3≤5,0 (9)
1,0≤S1/S3≤3,0 (10)
Как описано выше, в устройстве 1 для вакуумного дегазирования согласно настоящему изобретению широкая часть 21 предусмотрена в камере 2 для вакуумного дегазирования для достижения пропускной способности 200 тонн/день или более, без возникновения таких проблем, как разрушение протока для расплавленного стекла вследствие приращения теплового расширения в его продольном направлении, чрезмерное увеличение падения давления в потоке расплавленного стекла и так далее. Соответственно этому, в соотношениях между длиной L1 протока для расплавленного стекла широкой части 21 и длинами L2 и L3 протока для расплавленного стекла в соединительной с восходящей трубой части 22 и в соединительной с нисходящей трубой части 23 как частях с самой узкой шириной, предпочтительно, чтобы они удовлетворяли соотношениям, указанным в нижеследующих формулах (11) и (12):
0,5×W1≤L2≤2×L1 (11)
0,5×W1≤L3≤2×L1 (12)
В вышеупомянутых формулах (11) и (12) значение L2 или L3 представляет не длину протока для расплавленного стекла в части, в которой ширина протока для расплавленного стекла меньше, чем W2 или W3, как определено ранее, но оно представляет длину протока для расплавленного стекла всей части, имеющей меньшую ширину, чем ширина W1 протока для расплавленного стекла в широкой части 21.
В следующих формулах (11) и (12) причина того, что значения L2 и L3 предпочтительно составляют по меньшей мере половину ширины W1 протока для расплавленного стекла в широкой части 21, заключается в следующем. Если значение L2 или L3 составляет менее половины W1, то большая разность в ширине протока для расплавленного стекла создается между широкой частью 21 и соединительной с восходящей трубой частью 22 или соединительной с нисходящей трубой частью 23, вследствие чего возникает чрезмерное увеличение падения давления в потоке расплавленного стекла.
Более предпочтительно, чтобы L1 и L2 удовлетворяли соотношению, обозначенному в нижеследующей формуле (13), и еще более предпочтительно, чтобы они удовлетворяли соотношению, показанному в нижеследующей формуле (14):
0,6×W1≤L2≤1,5×L1 (13)
0,75×W1≤L2≤1×L1 (14)
Более предпочтительно, чтобы L1 и L3 удовлетворяли соотношению, обозначенному в нижеследующей формуле (15), и еще более предпочтительно, чтобы они удовлетворяли соотношению, показанному в нижеследующей формуле (16):
0,6×W1≤L3≤1,5×L1 (15)
0,75×W1≤L3≤1×L1 (16)
В соединительной с восходящей трубой части 22 или соединительной с нисходящей трубой части 23 в камере для вакуумного дегазирования, показанной в Фиг.2, ширина протока для расплавленного стекла части вблизи отверстия восходящей трубы 3 или нисходящей трубы 4 постоянна. Однако в устройстве для вакуумного дегазирования согласно настоящему изобретению не всегда необходимо, чтобы соединительная с восходящей трубой часть или соединительная с нисходящей трубой часть как части с узкой шириной имела часть, имеющую постоянную ширину протока для расплавленного стекла. Фиг.3 представляет горизонтальную проекцию, показывающую еще один вариант исполнения камеры для вакуумного дегазирования устройства для вакуумного дегазирования согласно настоящему изобретению. Фиг.3 показывает камеру 2' для вакуумного дегазирования, в которой соединительная с восходящей трубой часть 22' или соединительная с нисходящей трубой часть 23' как часть с узкой шириной не имеет постоянной ширины протока для расплавленного стекла. Форма поперечного сечения камеры 2' для вакуумного дегазирования, показанной в Фиг.3, является такой же, как камеры 2 для вакуумного дегазирования, показанной в Фиг.1.
В камере 2' для вакуумного дегазирования, показанной в Фиг.3, хотя она не имеет соединительной с восходящей трубой части 22' или соединительной с нисходящей трубой части 23' как части с узкой шириной, имеющей постоянную ширину протока для расплавленного стекла, она предпочтительно удовлетворяет условиям, описанным в отношении камеры 2 для вакуумного дегазирования, показанной в Фиг.2.
В устройстве для вакуумного дегазирования согласно настоящему изобретению конструкционные материалы для камеры для вакуумного дегазирования, восходящей трубы и нисходящей трубы не являются в особенности ограниченными в такой мере, насколько используется материал, имеющий превосходные характеристики термической устойчивости и превосходные антикоррозионные свойства относительно расплавленного стекла. Соответственно этому, могут быть применены платина или сплав платины, такой как платино-родиевый сплав. Однако, поскольку устройство для вакуумного дегазирования согласно настоящему изобретению представляет собой крупномасштабное устройство для вакуумного дегазирования, имеющее пропускную способность 200 тонн/день или более, предпочтительно использовать огнеупорный кирпич, такой как плавленый огнеупор. Далее, поскольку камера для вакуумного дегазирования согласно настоящему изобретению имеет широкую часть, то необходимо сооружать ее сборкой из многочисленных огнеупорных кирпичей в направлении ширины протока для расплавленного стекла таким же образом, как камеру для вакуумного дегазирования, описанную в Патентном документе 1, и когда камеру для вакуумного дегазирования сооружают сборкой из многочисленных огнеупорных кирпичей, то предпочтительно строить ее таким же способом, как камеру для вакуумного дегазирования, описанную в Патентном документе 1. А именно, боковую стенку камеры для вакуумного дегазирования сооружают укладкой в продольном направлении камеры штабеля из некоторого числа монолитных огнеупорных кирпичей, каждый без наличия какого-либо стыка в направлении по высоте камеры для вакуумного дегазирования. Потолочное перекрытие и донную часть камеры для вакуумного дегазирования выкладывают размещением многочисленных огнеупорных кирпичей в направлении по ширине, а также в продольном направлении. Огнеупорные кирпичи для сооружения потолочного перекрытия и донной части имеют прорези в частях, которые должны быть соединены с огнеупорными кирпичами для боковой стенки, и предпочтительно, чтобы огнеупорные кирпичи для боковой стенки складывали от наружной стороны к кирпичам для потолочного перекрытия или донной части по этим прорезям. Кроме того, предпочтительно стягивать огнеупорные кирпичи для боковых стенок с их наружных сторон затяжным устройством, таким как домкрат, таким образом, чтобы не создавался просвет в стыках в местах соединений между огнеупорными кирпичами для боковых стенок и огнеупорными кирпичами для потолочного перекрытия или огнеупорными кирпичами для донной части. Далее, в отношении продольного направления, как показано в Фиг.1 Патентного документа 1, предпочтительно стягивать огнеупорные кирпичи для передней стенки и огнеупорные кирпичи для задней стенки камеры для вакуумного дегазирования с их наружных сторон с помощью затяжного устройства, такого как домкрат, чтобы в результате теплового расширения не создавался просвет в стыках в местах соединения между огнеупорными кирпичами для передней стенки или огнеупорными кирпичами для задней стенки, и огнеупорными кирпичами для потолочного перекрытия или огнеупорными кирпичами для донной части. Потолочное перекрытие камеры для вакуумного дегазирования, сооруженное сборкой из многочисленных огнеупорных кирпичей в направлении по ширине, должно иметь замковую конструкцию, в которой часть пролета из одного или нескольких огнеупорных кирпичей, размещенных в центре, выдается вверх, благодаря чему можно предотвратить обрушение огнеупорных кирпичей, составляющих потолочное перекрытие.
С устройством для вакуумного дегазирования, имеющим вышеупомянутую конструкцию согласно настоящему изобретению, пропускная способность 200 тонн/день или более, предпочтительно 500 тонн/день или более, более предпочтительно 700 тонн/день или более, может быть достигнута без возникновения таких проблем, как затормаживание потока расплавленного стекла в протоке для расплавленного стекла, приращение скорости течения потока расплавленного стекла в локальной области, чрезмерное увеличение падения давления в потоке расплавленного стекла и так далее.
Когда дегазирование проводят с использованием устройства для вакуумного дегазирования согласно настоящему изобретению, расплавленное стекло подводят в камеру для вакуумного дегазирования, в то время как внутренность камеры для вакуумного дегазирования поддерживают в состоянии предварительно заданного пониженного давления. Внутренность камеры для вакуумного дегазирования предпочтительно вакуумируют до уровня давления от 51 до 613 гПа (от 38 до 460 мм рт.ст.), более предпочтительно внутренность вакуумируют до давления от 80 до 338 гПа (от 60 до 253 мм рт.ст.).
В отношении стекла, дегазируемого в устройстве для вакуумного дегазирования согласно настоящему изобретению, нет каких-либо ограничений в плане состава в такой мере, насколько стекло получают способом плавления. Соответственно этому, может быть использовано натриево-кальциево-силикатное стекло, представленное натрий-кальциевым стеклом или щелочным стеклом, таким как щелочное боросиликатное стекло.
Натрий-кальциевое стекло, применимое для получения плоского стекла для зданий или транспортных средств, предпочтительно имеет состав, который включает SiO2: 65-75%, Al2O3: 0-3%, CaO: 5-15%, MgO: 0-15%, Na2O: 10-20%, K2O: 0-3%, Li2O: 0-5%, Fe2O3: 0-3%, TiO2: 0-5%, CeO2: 0-3%, BaO: 0-5%, SrO: 0-5%, B2O3: 0-5%, ZnO: 0-5%, ZrO2: 0-5%, SnO2: 0-3%, и SO3: 0-0,5%, как представлено в массовых процентах в расчете на оксиды.
Нещелочное стекло, применимое для панелей в жидкокристаллических дисплеях, предпочтительно имеет состав, который включает SiO2: 39-70%, Al2O3: 3-25%, B2O: 1-20%, MgO: 0-10%, CaO: 0-17%, SrO: 0-20%, и BaO: 0-30%, как представлено в массовых процентах в расчете на оксиды.
Стекло смешанного щелочного типа, применимое для панелей плазменных мониторов, предпочтительно имеет состав, который включает SiO2: 50-75%, Al2O3: 0-15%, MgO+CaO+SrO+BaO+ZnO: 6-24%, и Na2O+K2O: 6-24%, как представлено в массовых процентах в расчете на оксиды.
Устройство для получения стеклянных изделий согласно настоящему изобретению включает устройство для вакуумного дегазирования, как описанное выше, плавильное устройство, расположенное на стороне выше по потоку относительно устройства для вакуумного дегазирования, для расплавления сырьевых материалов для стекла с образованием расплавленного стекла, формовочное устройство, расположенное на стороне ниже по потоку относительно устройства для вакуумного дегазирования, для формования расплавленного стекла, и отжиговое устройство для отжига формованного стеклянного изделия. Плавильное устройство, формовочное устройство и отжиговое устройство могут представлять собой устройства, известные в технологии. Например, в плавильном устройстве сырьевой материал для стекла, приготовленный с желательным составом, помещают в ванную стекловаренную печь и нагревают его до предварительно заданной температуры согласно сортам стекла, например, от около 1400 до 1600ºС в случае натрий-кальциевого стекла для строений, транспортных средств и так далее, чтобы получить расплавленное стекло. В отношении формовочного устройства может быть упомянуто, например, устройство, в котором используют флоат-метод, метод сплавления или метод непрерывной вытяжки стекла вниз. Среди них предпочтительным является формовочное устройство, в котором применяют флоат-ванну для флоат-метода, так как оно может производить в крупном масштабе плоское стекло высокого качества, имеющее толщину в широком диапазоне значений, от тонкого листового стекла до толстого стеклянного листа. В качестве отжигового устройства в основном применяют отжиговую печь, которая, например, оборудована рольгангами в качестве транспортирующего механизма для формованного стекла и устройством для постепенного снижения температуры формованного стекла. В устройстве для постепенного снижения температуры используют газообразные продукты горения или электрический нагреватель, который может регулировать количество теплоты, подводимой к нужным положениям в печи, тем самым с постепенным охлаждением (отжигом) формованного стекла. Этим путем могут быть устранены остаточные напряжения, существующие в формованном стекле.
Далее будет описан способ получения стеклянных изделий согласно настоящему изобретению.
Фиг.4 представляет блок-схему варианта исполнения способа получения стеклянных изделий согласно настоящему изобретению. Этот способ характеризуется применением вышеупомянутого устройства для вакуумного дегазирования согласно настоящему изобретению. Способ получения стеклянных изделий согласно настоящему изобретению включает стадию, в которой расплавленное стекло дегазируют с помощью устройства для вакуумного дегазирования, как описанного выше, стадию плавления, в которой сырьевые материалы для стекла расплавляют на стороне выше по потоку относительно устройства для вакуумного дегазирования, для получения расплавленного стекла, стадию формования, в которой расплавленное стекло формуют на стороне ниже по потоку относительно устройства для вакуумного дегазирования, и отжиговую стадию, в которой формованный стеклянное изделие подвергают отжигу. Далее, согласно настоящему изобретению представлен способ получения стеклянных изделий, включающий стадию плавления, в которой сырьевые материалы для стекла расплавляют для получения расплавленного стекла, стадию, в которой расплавленное стекло дегазируют с использованием устройства для вакуумного дегазирования, имеющего камеру для вакуумного дегазирования, и восходящую трубу и нисходящую трубу, которые соединены с камерой для вакуумного дегазирования, стадию формования, в которой расплавленное стекло формуют после обработки дегазированием, и отжиговую стадию, в которой формованное стеклянное изделие подвергают отжигу, причем способ получения стеклянных изделий отличается тем, что расплавленное стекло, протекающее в камере для вакуумного дегазирования, имеет широкую часть, в которой отношение w1/l1 ширины w1 потока расплавленного стекла к длине l1 потока расплавленного стекла предпочтительно составляет по меньшей мере 0,2, и предпочтительно не превышает 4, и что в камере для вакуумного дегазирования ширина w2 потока расплавленного стекла в части, соединенной с восходящей трубой, и ширина w3 потока расплавленного стекла в части, соединенной с нисходящей трубой, являются более узкими, чем ширина w1 потока расплавленного стекла в широкой части, и глубина h2 потока расплавленного стекла в части, соединенной с восходящей трубой, и глубина h3 потока расплавленного стекла в части, соединенной с нисходящей трубой, являются более глубокими, чем глубина h1 потока расплавленного стекла в широкой части. Вышеупомянутые значения w1, w2, w3 и l1 соответственно являются такими же, как значения W1, W2, W3 и L1 в протоке для расплавленного стекла. Далее, как описано выше, глубина h1 потока расплавленного стекла в широкой части равна глубине от горизонтальной плоскости, рассматриваемой как плоскость жидкого расплавленного стекла, до донной части протока для расплавленного стекла в широкой части; глубина h2 потока расплавленного стекла в части, соединенной с восходящей трубой, равна глубине от горизонтальной плоскости, рассматриваемой как плоскость жидкого расплавленного стекла, до донной части протока для расплавленного стекла в части, соединенной с восходящей трубой, и глубина h3 потока расплавленного стекла в части, соединенной с нисходящей трубой, равна глубине от горизонтальной плоскости, рассматриваемой как плоскость жидкого расплавленного стекла, до донной части протока для расплавленного стекла в части, соединенной с нисходящей трубой.
В способе получения стеклянных изделий согласно настоящему изобретению, иные способы, нежели применение устройства для вакуумного дегазирования согласно настоящему изобретению, относятся к известной технологии. Устройства, используемые в способе получения стеклянных изделий согласно настоящему изобретению, уже были описаны ранее. Фиг.4 показывает стадию резки и последующую стадию, если требуется, в дополнение к стадии плавления, стадии формования и стадии отжига, которые представляют собой составные части способа получения стеклянных изделий согласно настоящему изобретению.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Устройство для вакуумного дегазирования, устройство для получения стеклянных изделий и способ получения стеклянных изделий согласно настоящему изобретению могут быть использованы для получения стеклянных изделий для строений, транспортных средств, оптических устройств, медицинских устройств и других вариантов широкого применения.
Полное содержание Японской патентной заявки №2008-144519, поданной 2 июня 2008 года, включая описание, патентную формулу, чертежи и описание сущности изобретения, включены здесь ссылкой во всей своей полноте.
РАЗЪЯСНЕНИЕ КОДОВЫХ НОМЕРОВ ПОЗИЦИЙ
1: Устройство для вакуумного дегазирования
2, 2': Камера для вакуумного дегазирования
21, 21': Широкая часть
22, 22': Соединительная с восходящей трубой часть
23, 23': Соединительная с нисходящей трубой часть
3: Восходящая труба
4: Нисходящая труба
10: Трубная конструкция на стороне выше по потоку
20: Трубная конструкция на стороне ниже по потоку
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ВАКУУМНОЙ ДЕГАЗАЦИИ, СПОСОБ ВАКУУМНОЙ ДЕГАЗАЦИИ РАСПЛАВЛЕННОГО СТЕКЛА, УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА | 2011 |
|
RU2552567C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ РАСПЛАВА СТЕКЛА И СПОСОБ ПОЛУЧЕНИЯ РАСПЛАВА СТЕКЛА, ИСПОЛЬЗУЮЩИЙ ЭТО УСТРОЙСТВО | 2009 |
|
RU2477258C2 |
| УСТРОЙСТВО ВАКУУМНОЙ ДЕГАЗАЦИИ И СПОСОБ ВАКУУМНОЙ ДЕГАЗАЦИИ ДЛЯ РАСПЛАВЛЕННОГО СТЕКЛА | 2009 |
|
RU2449956C1 |
| СПОСОБ ОЧИСТКИ СТЕКЛОВАРЕННЫХ ВАННЫХ ПЕЧЕЙ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ПРЕДМЕТОВ | 2013 |
|
RU2648085C2 |
| СТЕКЛОВАРЕННАЯ ПЕЧЬ И СПОСОБ ПОЛУЧЕНИЯ СТЕКЛЯННОЙ ПРОДУКЦИИ | 2008 |
|
RU2467960C2 |
| СПОСОБ РАЗДЕЛЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ (МЕТ)АКРИЛАТА | 2018 |
|
RU2753867C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КИРПИЧА И ЛИНИЯ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2047484C1 |
| Способ нанесения защитного покрытия на оксидные огнеупорные изделия | 1991 |
|
SU1799370A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ЭЛЕМЕНТА МИКРОМЕХАНИЧЕСКОГО УСТРОЙСТВА | 2014 |
|
RU2580910C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВАРКИ И ОЧИСТКИ СТЕКЛООБРАЗУЮЩИХ МАТЕРИАЛОВ | 1999 |
|
RU2233806C2 |
Изобретение относится к устройству для вакуумного дегазирования, устройству и способу изготовления стеклянных изделий. Техническим результатом изобретения является улучшение степени осветления и гомогенности стекла. Устройство для вакуумного дегазирования содержит камеру для вакуумного дегазирования, восходящую трубу и нисходящую трубу, которые соединены с камерой для вакуумного дегазирования. Камера для вакуумного дегазирования включает в себя широкую часть для создания протока для расплавленного стекла, и в широкой части отношение W1/L1 ширины W1 протока для расплавленного стекла к длине L1 протока для расплавленного стекла составляет по меньшей мере 0,2, при этом в камере для вакуумного дегазирования ширина W2 протока для расплавленного стекла в части, соединенной с восходящей трубой, и ширина W2 протока для расплавленного стекла в части, соединенной с нисходящей трубой, меньше ширины W1 протока для расплавленного стекла в широкой части. Причем положение донной части протока для расплавленного стекла в части, соединенной с восходящей трубой, и положение донной части протока для расплавленного стекла в части, соединенной с нисходящей трубой, ниже положения донной части протока для расплавленного стекла в широкой части. 3 н. и 7 з.п. ф-лы, 4 ил.
1. Устройство для вакуумного дегазирования, содержащее камеру для вакуумного дегазирования, и восходящую трубу и нисходящую трубу, которые соединены с камерой для вакуумного дегазирования, отличающееся тем, что камера для вакуумного дегазирования включает в себя широкую часть для создания протока для расплавленного стекла, и в широкой части отношение W1/L1 ширины W1 протока для расплавленного стекла к длине L1 протока для расплавленного стекла составляет по меньшей мере 0,2, при этом в камере для вакуумного дегазирования ширина W2 протока для расплавленного стекла в части, соединенной с восходящей трубой, и ширина W3 протока для расплавленного стекла в части, соединенной с нисходящей трубой, меньше ширины W1 протока для расплавленного стекла в широкой части, и положение донной части протока для расплавленного стекла в части, соединенной с восходящей трубой, и положение донной части протока для расплавленного стекла в части, соединенной с нисходящей трубой, ниже положения донной части протока для расплавленного стекла в широкой части.
2. Устройство п.1, отличающееся тем, что ширина W1 протока для расплавленного стекла в широкой части составляет по меньшей мере 1000 мм.
3. Устройство по п.1, отличающееся тем, что длина L1 протока для расплавленного стекла в широкой части составляет по меньшей мере 5000 мм.
4. Устройство по п.1, отличающееся тем, что положение донной части протока для расплавленного стекла в части, соединенной с восходящей трубой, и положение донной части протока для расплавленного стекла в части, соединенной с нисходящей трубой, соответственно находятся на расстояние от 50 до 1000 мм ниже, чем положение донной части протока для расплавленного стекла в широкой части.
5. Устройство по п.1, отличающееся тем, что ширина W2 протока для расплавленного стекла в части, соединенной с восходящей трубой, ширина W3 протока для расплавленного стекла в части, соединенной с нисходящей трубой, внутренний диаметр r2 восходящей трубы и внутренний диаметр r3 нисходящей трубы удовлетворяют соотношениям, описываемым следующими формулами:
1·r2≤W2≤5·r2 и
1·r3≤W3≤5·r3.
6. Устройство по п.1, отличающееся тем, что при рассмотрении горизонтальной плоскости как стандартной для плоскости жидкого расплавленного стекла, площадь S1 поперечного сечения протока для расплавленного стекла в широкой части под горизонтальной плоскостью, площадь S2 поперечного сечения протока для расплавленного стекла в части, соединенной с восходящей трубой под горизонтальной плоскостью, и площадь S3 поперечного сечения протока для расплавленного стекла в части, соединенной с нисходящей трубой под горизонтальной плоскостью, удовлетворяют соотношениям, выраженным следующими формулами:
1,0≤S1/S2≤10,0, и
1,0≤S1/S3≤10,0.
7. Устройство по п.1, отличающееся тем, что ширина W1 протока для расплавленного стекла в широкой части, длина L1 протока для расплавленного стекла в широкой части, длина L2 протока для расплавленного стекла в части, соединенной с восходящей трубой, и длина L3 протока для расплавленного стекла в части, соединенной с нисходящей трубой, удовлетворяют соотношениям, описываемым следующими формулами:
0,5·W1≤L2≤2·L1, и
0,5·W1≤L3≤2·L1.
8. Устройство для изготовления стеклянных изделий, которое включает устройство для вакуумного дегазирования по п.1, плавильное устройство, размещенное на стороне по потоку выше устройства для вакуумного дегазирования, для расплавления сырьевых материалов для стекла с образованием расплавленного стекла, формовочное устройство, размещенное на стороне по потоку ниже устройства для вакуумного дегазирования, для формования расплавленного стекла, и отжиговое устройство для отжига сформованного стеклянного изделия.
9. Способ изготовления стеклянных изделий, который включает стадию, на которой расплавленное стекло дегазируют в устройстве для вакуумного дегазирования по п.1, стадию плавления, на которой сырьевые материалы для стекла расплавляют на стороне по потоку выше устройства для вакуумного дегазирования для получения расплавленного стекла, стадию формования, на которой расплавленное стекло формуют на стороне по потоку ниже устройства для вакуумного дегазирования, и стадию отжига, на которой сформованное стеклянное изделие подвергают отжигу.
10. Способ изготовления стеклянных изделий, включающий стадию плавления, на которой сырьевые материалы для стекла расплавляют для получения расплавленного стекла, стадию дегазирования расплавленного стекла в устройстве для вакуумного дегазирования, имеющем камеру для вакуумного дегазирования, и восходящую трубу и нисходящую трубу, которые соединены с камерой для вакуумного дегазирования, стадию формования, на которой расплавленное стекло формуют после обработки дегазированием, и стадию отжига, на которой сформованное стеклянное изделие подвергают отжигу,
отличающийся тем, что расплавленное стекло, протекающее в камере для вакуумного дегазирования, имеет широкую часть, в которой отношение w1/l1 - ширины w1 потока расплавленного стекла к длине l1 потока расплавленного стекла составляет по меньшей мере 0,2, при этом
в камере для вакуумного дегазирования ширина w2 потока расплавленного стекла в части, соединенной с восходящей трубой, и ширина w3 потока расплавленного стекла в части, соединенной с нисходящей трубой, являются более узкими, чем ширина w1 потока расплавленного стекла в широкой части, и глубина h2 потока расплавленного стекла в части, соединенной с восходящей трубой, и глубина h3 потока расплавленного стекла в части, соединенной с нисходящей трубой, превышают глубину h1 потока расплавленного стекла в широкой части.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Электрическая печь для плавки стекла под разрежением | 1933 |
|
SU34719A1 |
| Способ и прибор для плавки и дегазофикации стекла под разреженным давлением | 1929 |
|
SU35980A1 |
| Вертикальная электрическая стекловаренная печь | 1981 |
|
SU998394A1 |
| Мешалка стекловаренной печи | 1980 |
|
SU903307A1 |

