Изобретение относится к области неразрушающего контроля материалов и изделий ультразвуковыми методами, предпочтительно методом резонансной ультразвуковой спектрометрии, преимущественно, когда важна однородность материала изделия.
Известен способ контроля материалов методом резонансной ультразвуковой спектроскопии (RUS) [1-4], заключающийся в том, что в материале или изделии возбуждаются и регистрируются ультразвуковые колебания, сканируя частоту в некотором диапазоне. Получаемая в результате амплитудно-частотная характеристика (АЧХ) содержит информацию о частотах и добротностях собственных колебаний образца или изделия - экспериментальный спектр отклика {fe}, содержащий конечное число N резонансов. Собственные частоты колебаний образца или изделия однозначно связаны с модулями упругости материала, поэтому по отклонению экспериментального спектра отклика от принятого за норму ({fet}) можно неразрушающим способом определить отклонение модулей упругости материала от нормированного значения, используя его в качестве диагностического признака. Диагностическим признаком обычно служит отклонение от нормы частот резонансов, ширины резонансных пиков или формы пика [1-4].
Одним из недостатков этого метода является то, что собственные частоты колебаний твердых тел сильно зависят от размеров образца или изделия. Чувствительность удобно характеризовать частными производными частот по модулям упругости и геометрическим размерам. Так, например, для изделия из электрокерамики МГ-54 в форме диска диаметром D=20 мм и толщиной h=20 мм средние для первых 30 мод собственных колебаний чувствительности к регистрации изменений модулей упругости С11, С44 (df/dC11, df/dC44) и диаметра (df/dD) составляют 39 Гц/ГПа, 1366 Гц/ГПа и 8265 Гц/мм соответственно. По этой причине при допуске изделия по диаметру dD=0.05 мм соответствующая неопределенность в регистрации изменений модулей упругости С11 и С44 составит соответственно 10,8 и 0,3 ГПа, что далеко не всегда обеспечит достаточный уровень надежности контроля.
Другим недостатком является то, что технические требования, как правило, допускают изменение среднего значения модулей упругости материала изделия в определенном интервале. В то же время, отклонение спектров {fe} от {fet} может быть вызвано не только допустимым изменением модулей упругости однородного материала, но и появлением неоднородностей - дефекты, области упруго-напряженного состояния и т.д.
Известен также способ контроля материалов методом резонансной ультразвуковой спектроскопии [5], в котором о наличии дефекта и/или неоднородности судят по изменению спектра отклика изделия в результате его локального нагрева. Недостаток метода заключается в усложнении процедуры контроля и трудности его реализации для диагностики внутренних дефектов и/или неоднородностей.
Задача, на решение которой направлено заявленное изобретение, заключаются в повышении достоверности и надежности обнаружения дефектов и неоднородностей изделий методом резонансной ультразвуковой спектроскопии.
Предлагаемый способ основан на том, что в процессе собственных колебаний разных мод деформации подвергаются разные участки изделия. По этой причине, при наличии неоднородностей, частоты различных мод, представленных в спектре {fe}, изменяются не одинаково. Это в свою очередь приводит к увеличению дисперсии среднего значения отклонения спектров {fe} от {fet}, которая может характеризоваться среднеквадратичным отклонением (СКО) массивов этих чисел.
Однако использование СКО {fe} от {fet} в качестве диагностического признака оказывается недостаточно эффективным. Это происходит потому, что чувствительность различных мод собственных колебаний к изменению модулей упругости сильно различается. В Таблице приведены соответствующие данные для приведенного выше изделия МГ54.
Из таблицы видно, что частные производные изменяются в интервале от - 11.4 до 147 Гц/ГПа для df/dC11 и от 302 до 2250 Гц/ГПа для df/dC44. В результате такого значительного отличия чувствительностей, вклад различных мод колебаний, а значит и разных областей деформирования, оказывается нивелированным.
Мы предлагаем в качестве диагностического признака использовать СКО экспериментального спектра отклика {fe} от спектра, полученного в процессе решения обратной задачи RUS {ft1}, то есть после сведения спектров {fe} и {ft} в смысле наименьших квадратов путем вариации значений модулей упругости. Частные производные (df/dC11, df/dC44) используются в этой процедуре как параметры. В результате учитываются различия в чувствительности различных мод собственных колебаний к изменению модулей упругости и достоверность контроля существенно возрастает.
Алгоритм предлагаемого способа заключается в следующем:
1. По измеренным на заведомо пригодных изделиях модулям упругости, плотности и геометрическим размерам вычисляют теоретический спектр собственных частот {ft} в предположении однородности свойств изделия, заданной анизотропии, или кристаллического строения, путем решения прямой задачи RUS путем вариации значений модулей упругости. Вычисляются частные производные частот собственных колебаний от модулей упругости.
2. С помощью ультразвукового резонансного спектроскопа измеряют спектр частот отклика данного изделия {fe}, производят процедуру идентификации мод и определение коэффициента поглощения ультразвука α по ширине пиков отклика или путем аппроксимации АЧХ, например формулой пика Лоренца.
3. Решают обратную задачу RUS, используя данные, полученные в п.1 и 2. В процессе сведения спектров находят модули упругости данного изделия, дающие наилучшее в смысле метода наименьших квадратов приближение спектра собственных частот изделия {ft1} к экспериментальному спектру {fe}, и статистический параметр отклонения спектра {fe} от {ft1}, например среднеквадратичное отклонение.
4. Полученные в результате модули упругости, коэффициент поглощения и статистический параметр отклонения спектра {fe} от {ft1}, например среднеквадратичное отклонение, используют в качестве диагностического признака.
Изобретение поясняется примером реализации способа для электротехнического фарфора марки завода «Электроизолятор». Описание примера и чертежи не охватывают и, тем более, не ограничивают весь объем притязаний данного технического решения, а являются лишь иллюстрирующими материалами частного случая его выполнения.
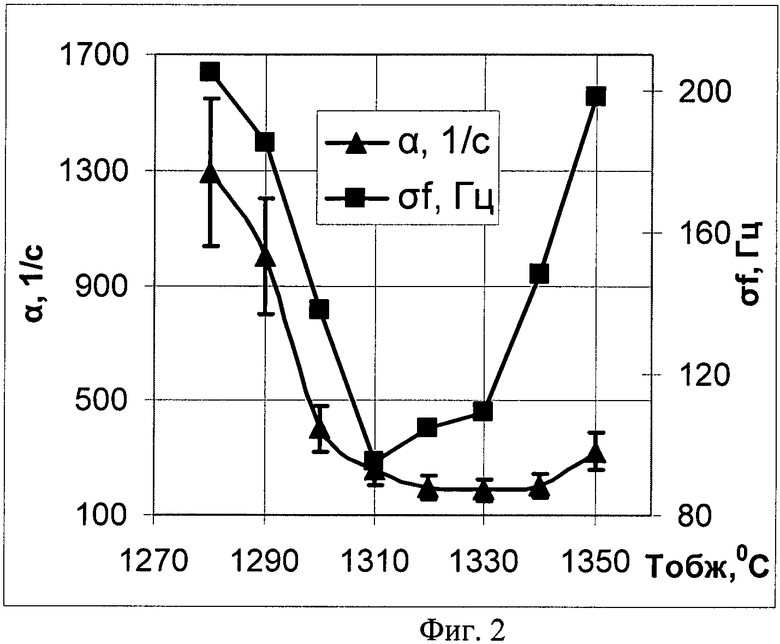
Образцы диаметром 24,5±0,3 мм и толщиной 14,7±0,1 мм были вырезаны из стержней, приготовленных по заводской технологии, но обожженных при разных температурах (Тобж.). Допустимой температурой обжига считается 1320±10°C. При более низких температурах обжига поликристаллическая структура электрофарфора формируется не полностью («недожог»). При более высоких появляется избыток стеклофазы и вторичная пористость («пережог»). Оба эти процесса вызывают неоднородность материала изделия, что негативно сказывается на его служебных свойствах. Зависимости от температуры обжига модулей упругости С11, С44, коэффициента поглощения ультразвука α и СКО спектров {fe} от {ft1} - (σf), определенных по описанному выше алгоритму, показаны на Фиг.1 и Фиг.2. Коэффициент поглощения ультразвука вычислен из значений добротностей пиков, которые в свою очередь определены путем аппроксимации амплитудно-частотных характеристик образцов формулой пика Лоренца. Из чертежей видно, что область «недожога» уверенно диагностируется по любому из определенных параметров. Область «пережога» надежно диагностируется только параметром σf.
Список использованных источников
1. US patent №5062296, Resonant ultrasound spectroscopy, Migliori Albert, 1991, G01N 29/12.
2. US patent №5351543, Crack detection using resonant ultrasound spectroscopy, Migliori Albert, Thomas M. Rhodes, George W., 1994, G01N 29/12.
3. US patent №5992234, Detection of defects using resonant ultrasound spectroscopy at predicted high order modes, George Rhodes; James J. Schwarz; David E. Thomas; Ming Lei, 1999, G01N 29/12.
4. ASTM E2001 - 98 (2003) Standard Guide for Resonant Ultrasound Spectroscopy for Defect Detection in Both Metallic and Non-Metallic Parts.
5. Баранов B.M., Молодцов К.И. Способ дефектоскопии. A.C. №398867, G01N 29/04, бюл. изобр., 1973, №39.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗДЕЛИЙ | 2015 |
|
RU2616758C1 |
| СПОСОБ ПРОГНОЗА ОСТАТОЧНОГО РЕСУРСА СТАЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2001 |
|
RU2193772C1 |
| СПОСОБ ПРОГНОЗА ОСТАТОЧНОГО РЕСУРСА НЕРАЗРУШАЮЩИМ КОНТРОЛЕМ ПРИ ЭКСПЕРТИЗЕ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ ОБОРУДОВАНИЯ | 2003 |
|
RU2267776C2 |
| Способ определения участков коррозии труб методом выделения упругих стоячих волн из микросейсм | 2021 |
|
RU2758249C1 |
| УЛЬТРАЗВУКОВАЯ НАКОВАЛЬНЯ С НИЗКИМ КОЭФФИЦИЕНТОМ ПЕРЕДАЧИ | 2015 |
|
RU2702528C1 |
| Способ экспресс-диагностики состояния устойчивости колонн газовых скважин методом стоячих волн | 2020 |
|
RU2745542C1 |
| СПОСОБ ИНТЕНСИФИКАЦИИ ФИЗИКО-ХИМИЧЕСКИХ ПРОЦЕССОВ В ГЕТЕРОФАЗНЫХ СИСТЕМАХ | 1992 |
|
RU2045058C1 |
| Способ определения размеров зерна в листовом металлопрокате | 2022 |
|
RU2782966C1 |
| Способ определения плотности костной ткани на основе выделения стоячих волн из микросейсм периферического скелета | 2020 |
|
RU2750976C1 |
| Шлифовальный инструмент | 1990 |
|
SU1781022A1 |
Использование: для неразрушающего контроля материалов и изделий методом резонансной ультразвуковой спектрометрии. Сущность заключается в том, что в образце или в изделии возбуждают и регистрируют ультразвуковые колебания в определенном диапазоне частот и о качестве судят по полученному спектру отклика, при этом диагностическим признаком служит статистический критерий отклонения экспериментального спектра отклика от рассчитанного в результате решения обратной задачи резонансной ультразвуковой спектроскопии путем вариации значений модулей упругости в предположении однородности и изотропности материала, или известной кристаллической структуры, или допустимой анизотропии. Технический результат - повышение достоверности и надежности обнаружения дефектов и неоднородностей изделий методом резонансной ультразвуковой спектроскопии. 1 з.п. ф-лы, 1 табл., 2 ил.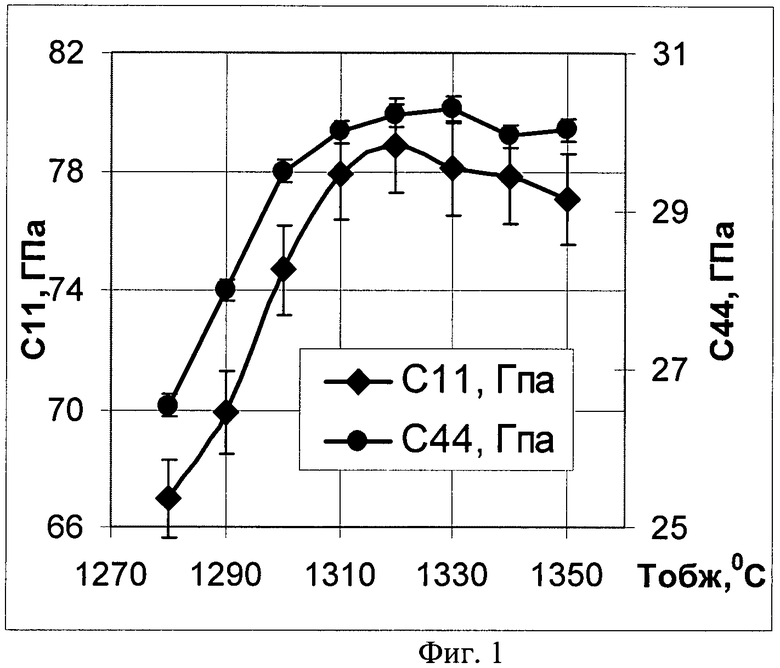
1. Способ контроля материалов методом резонансной ультразвуковой спектроскопии, при котором в образце или изделии возбуждают и регистрируют ультразвуковые колебания в определенном диапазоне частот и о качестве судят по полученному спектру отклика, отличающийся тем, что диагностическим признаком служит статистический критерий отклонения экспериментального спектра отклика от рассчитанного в результате решения обратной задачи резонансной ультразвуковой спектроскопии путем вариации значений модулей упругости в предположении однородности и изотропности материала, или известной кристаллической структуры, или допустимой анизотропии.
2. Способ по п.1, отличающийся тем, что в качестве статистического критерия отклонения экспериментального спектра отклика от рассчитанного в результате решения обратной задачи резонансной ультразвуковой спектроскопии используется среднеквадратичное отклонение.
| US 5062296 A, 05.11.1991 | |||
| US 5351543 A, 04.10.1994 | |||
| US 5992234 A, 30.11.1999 | |||
| US 6330827 B1, 18.12.2001 | |||
| Ультразвуковой резонансный спектрометр | 1975 |
|
SU538292A1 |
| СПОСОБ СПЕКТРОМЕТРИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2177605C1 |

