Изобретение относится к области литейного производства, а именно к технологии приготовления формовочных смесей для изготовления литейных форм и контроля в процессе смесеприготовления их свойств, а именно влажности.
Известна технология приготовления формовочной смеси фирмы EIRICH, включающая дозирование возвратной и новой смесей, бентонита и воды, заполнение компонентами смеси вращающегося смесительного резервуара, где производится гомогенизация смеси и одновременно может производиться охлаждение ее вакуумом, а также измерение уровня влажности, позволяющее точно рассчитать необходимое количество воды, добавляемой в конкретную шихту (Журнал «CASTING Plant and Technology», Литейное производство и технология литейного дела, 2009 г., стр.5, 6). Измерение влажности осуществляют с помощью погружаемого в формовочную смесь зонда, на конце которого закреплен датчик влажности (Рекламный проспект ф. EIRICH, «Оборудование для приготовления формовочных смесей», стр.9, 07.2006 г., Германия.)
Недостатком способа, является ограничение, связанное с возможностью его применения лишь в тех случаях, когда зонд погружается в набегающий поток формовочной смеси, что обеспечивает создание перед датчиком влажности вполне стабильной уплотненной области смеси с постоянной структурой. В описываемых выше способах с использованием зондов такой поток формовочной смеси возникает в результате вращения чаши смесителя. Однако указанный способ контроля влажности не может быть использован в смесителях с неподвижной чашей, так как при погружении зонда в неуплотненную рыхлую по структуре смесь не будет обеспечиваться основное условие стабильной работы датчика влажности - плотный контакт его поверхности со смесью. Соответственно, не будут в этом случае стабильными и показания датчика.
Известен также способ определения свойств формовочных материалов, в том числе и влажности, согласно которому, при приготовлении формовочной смеси путем введения исходных формовочных материалов, глины к горелой земле и добавки воды, отбирают пробу формовочного материала, доводят ее до постоянного объема, затем производят уплотнение ее поршнем и с помощью датчика, работающего на основе диэлектрической постоянной, определяют содержание воды с использованием температуры формовочного материала, измеряемой температурным зондом.
Устройство для осуществления указанного способа содержит пробоотборник, приводимый в действие подъемным цилиндром, причем пробу поднимают к выталкивающему цилиндру, затем через воронку пробой заполняют цилиндрическую испытательную гильзу, расположенную на основании. После отделения скребком липшей формовочной смеси испытательная гильза поступает на позицию уплотнения, где уплотнительным пуансоном с уплотнительным гидроцилиндром производят уплотнение образца с дальнейшим перемещением на позицию испытания и ультразвуковых измерений (патент RU №2140074, МПК G01N 29/00, B22C 5/18, опубл. 20.10.1999).
Причинами, препятствующими широкому использованию указанного способа, является, главным образом то, что все вышеуказанные операции испытаний проводятся вне смесеприготовления устройства, что не позволяет использовать результаты для корректировки состава, а следовательно, и свойств текущего замеса. Кроме того, устройство, используемое в данном способе, довольно громоздко и нетехнологично.
Наиболее близкими по технической сущности к заявляемому техническому решению являются способ приготовления формовочной смеси, включающий засыпку компонентов смеси в смеситель, дозировку воды, перемешивание компонентов, непрерывный отбор проб на уровне верхнего слоя перемешиваемой смеси и определение влажности, при этом перемешивание прекращают при достижении верхним слоем смеси максимального значения влажности (авт.св. RU №958035, МПК B22C 5/04, публ. 15.09.1982 г.).
Устройство, с помощью которого осуществляют контроль влажности, представляет собой пробоотборное устройство, являющееся одновременно датчиком влажности, закрепленным на стенке смесителя на верхнем уровне смеси.
Представленный способ не предполагает проведение контроля влажности формовочной смеси с целью регулирования ее значения, а лишь осуществляет оценку относительного изменения влажности смеси w/wk в процессе ее приготовления за счет равномерного распределения воды по объему смеси. По достижении указанным соотношением максимального значения, свидетельствующим о том, что влажность приготовленной смеси близка к установленному значению, производится разгрузка бегунов. Таким образом, рассмотренный способ фиксирует лишь момент достижения, как считают авторы, оптимального времени перемешивания смеси при заданном количестве введенной в смесь воды.
Однако оценка этого параметра с помощь предложенного способа непрерывного контроля относительной влажности смеси является неточной, так как неоднородность структуры и массы отбираемой пробы не гарантирует точности результатов контроля при любом способе измерения влажности, что особенно важно при использовании в технологии совмещения процессов смесеприготовления и охлаждения.
Технической задачей изобретения является разработка способа приготовления формовочной смеси и устройства для его осуществления, обеспечивающих возможность контроля влажности смеси в процессе смесеприготовления и корректировки влажности контролируемого замеса.
Техническим результатом, ожидаемым от использования изобретения, является стабилизация влажности, а соответственно, уплотняемости и технологических свойств формовочной смеси, что будет способствовать повышению эффективности всего процесса производства отливок.
Указанный технический результат достигается тем, что в способе приготовления формовочной смеси, включающем засыпку дозированного количества компонентов смеси в смеситель, введение расчетного количества воды, перемешивание компонентов, отбор пробы, изготовление после отбора пробы образца непосредственно в смесителе путем уплотнения ее и измерение влажности с последующей корректировкой влажности контролируемого замеса, перемешивание смеси осуществляют вращающимися плужками и вихревыми головками, приводящими смесь во взвешенное состояние, причем, отбор пробы осуществляют последовательной подачей и проталкиванием порций смеси из чаши смесителя в гильзу с помощью поворотной заслонки, а уплотнение осуществляют механизмом уплотнения до заданной плотности, при этом, в случае совмещения процессов приготовления и охлаждения смеси, смесь продувают направленным потоком воздуха.
В устройстве для приготовления формовочной смеси, содержащем неподвижную чашу, размещенные внутри чаши смешивающие элементы и устройство контроля влажности смеси, закрепленное на стенке неподвижной чаши, смешивающие элементы выполнены в виде плужков и вихревых головок, устройство для контроля влажности смеси расположено выше уровня плужков и содержит гильзу для формирования образца, наклонно закрепленную на стенке неподвижной чаши, с одного торца которой размещен плунжер, с вмонтированным в нем датчиком влажности, с пневмоцилиндром, а другой - открытый торец, находящийся внутри смесителя, снабжен периодически действующей поворотной заслонкой, служащей инструментом заполнения гильзы формовочной смесью, с дополнительным пневмоцилиндром, причем, при совмещении процессов приготовления и охлаждения смеси, в днище чаши выполнен воздухоподводящий канал, а плужки выполнены с продольной полостью и отверстиями в задней стенке плужков.
На результаты измерения влажности смеси любыми способами влияет температура смеси, поэтому в случае использования горячей оборотной смеси необходима операция ее охлаждения, которая стабилизирует температуру, что необходимо для обеспечения точности измерения и стабилизации влажности и, соответственно, достижения заявленного технического результата.
Отличительной особенностью предлагаемого способа по сравнению с прототипом является наличие операции контроля влажности смеси, включающей способ отбора проб, заключающийся в последовательной подаче и проталкивании небольших порций смеси из чаши смесителя в гильзу с помощью поворотной заслонки, до тех пор, пока в ней не окажется количество смеси достаточное для получения после уплотнения смеси образцов требуемой высоты. Другой отличительной особенностью является предварительное уплотнение образцов, которое, обеспечивая постоянство их структуры и плотности, гарантирует необходимую стабильность результатов контроля. При этом, в отличие от других известных способов, контроль влажности смеси производят на основе репрезентативной пробы, отобранной из смесителя в процессе приготовления смеси, и результаты контроля используют непосредственно для корректировки влажности смеси этого же замеса.
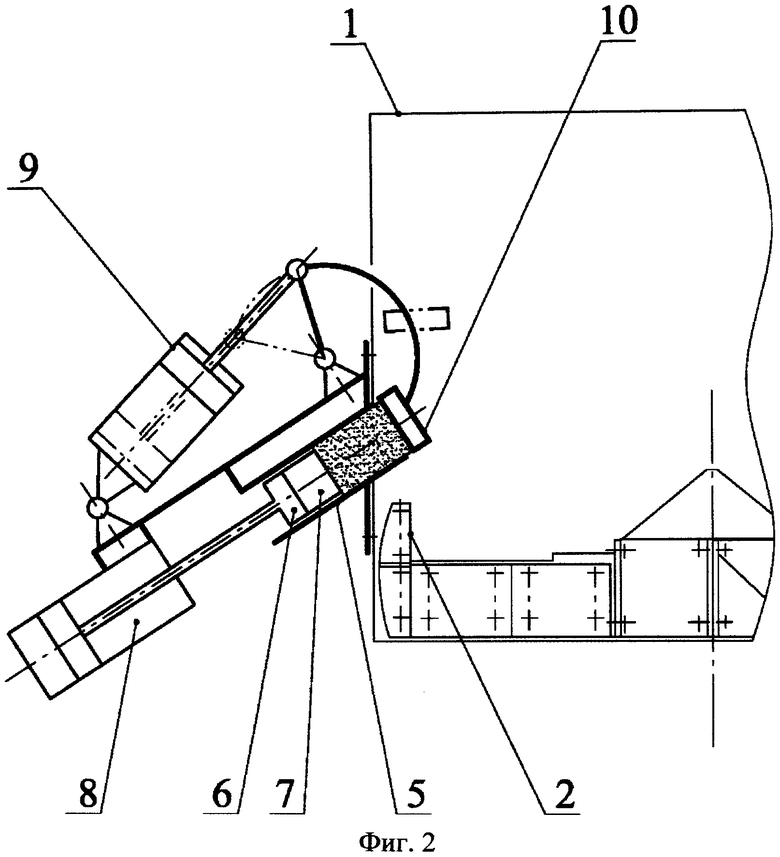
В состав приспособления для определения влажности формовочной смеси входят два механизма: механизм заполнения гильзы формовочной смесью, представляющий собой поворотную заслонку с пневмоцилиндром, которая при своем возвратно-поступательном движении заполняет гильзу приспособления, обращенную своим открытым концом внутрь смесителя, формовочной смесью, и механизм уплотнения формовочной смеси, представляющий собой подвижный плунжер, перемещающийся с помощью пневмоцилиндра в гильзе, который уплотняет смесь, находящуюся в гильзе до заданной плотности. В корпусе плунжера на его рабочей поверхности расположен датчик, который контролирует влажность формовочной смеси.
На фиг.1 представлено устройство для приготовления формовочной смеси, на фиг.2 представлено приспособление для контроля влажности формовочной смеси, на фиг.3 представлено устройство по второму варианту, где: 1 - чаша смесителя, 2 - плужки, 3 - вихревая головка, 4 - устройство для контроля влажности, 5 - гильза, 6 - плунжер, 7 - датчик влажности, 8 - пневмоцилиндр плунжера, 9 - пневмоцилиндр поворота заслонки, 10 - поворотная заслонка, 11 - воздухоподводящий канал, 12 - продольная полость в плужках для прохождения воздуха, 13 - отверстия в задней стенке плужков.
Способ приготовления формовочной смеси с контролем влажности в процессе смесеприготовления осуществляется следующим образом.
Дозированное количество компонентов формовочной смеси помещают в неподвижную чашу 1 устройства для приготовления формовочной смеси, вводят расчетное количество воды для приготовления (или для приготовления и охлаждения) смеси, производят перемешивание смеси вращающимися плужками 2 и вихревыми головками 3, приводящими смесь во взвешенное состояние, и, в случае совмещения процессов приготовления и охлаждения формовочной смеси, продувают смесь направленным потоком воздуха, поступающего из воздухоподводящего канала 11 через отверстия в задней стенке плужков 13. В процессе смесеприготовления после достижения относительной однородности состава смеси (через 30-40 с после загрузки в смеситель всех исходных материалов) пневмоцилиндр поворота заслонки 9 отводит поворотную заслонку 10 в крайнее положение и открывает горловину гильзы 5 для свободной засыпки в нее смеси, перемещающейся вдоль стенки чаши 1 смесителя. После выдержки небольшой паузы заслонка 10 поворачивается и проталкивает смесь, проходящую между заслонкой 10 и гильзой 5, внутрь гильзы. Эта операция повторяется до тех пор, пока гильза не будет полностью заполнена смесью, о чем свидетельствует датчик конечного положения заслонки. После этого пневмоцилиндр перемещения плунжера 8 делает рабочий ход и производит уплотнение формовочной смеси в гильзе 5, а датчик влажности 7 определяет влажность уплотненной смеси.
Обеспечиваемая предлагаемыми способом и приспособлением возможность контроля влажности репрезентативной пробы формовочной смеси непосредственно в устройстве для смесеприготовления и в период приготовления одного замеса позволяет проводить корректировку влажности контролируемого замеса по результату определения влажности смеси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления формовочных и стержневых смесей и установка для его осуществления | 1990 |
|
SU1761377A1 |
| Смеситель формовочных материалов | 1982 |
|
SU1113203A1 |
| СМЕСИТЕЛЬ ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 2005 |
|
RU2284875C1 |
| Способ приготовления формовочной смеси | 1983 |
|
SU1106578A1 |
| Установка для приготовления формовочной смеси | 1983 |
|
SU1133016A1 |
| Установка для автоматического контроля физико-механических свойств формовочной смеси | 1991 |
|
SU1814726A3 |
| Катковый смеситель для приготовления формовочных и стержневых смесей | 1986 |
|
SU1437129A1 |
| Смеситель для формовочных и стержневых смесей | 1986 |
|
SU1371756A1 |
| Смеситель для приготовления формовочных смесей | 1988 |
|
SU1632610A1 |
| Смесеприготовительная установка | 1977 |
|
SU1038057A1 |

Изобретение относится к литейному производству. Дозированное количество компонентов смеси засыпают в смеситель, вводят расчетное количество воды, перемешивают, отбирают пробу, изготавливают образен, измеряют влажность смеси и корректируют влажность контролируемого замеса. Перемешивание смеси осуществляют вращающимися плужками и вихревыми головками, приводящими смесь во взвешенное состояние. Отбор пробы осуществляют последовательной подачей, проталкиванием порций смеси из чащи смесителя в гильзу с помощью поворотной заслонки и уплотнением до заданной плотности. Обеспечивается стабилизация влажности, а соответственно уплотняемости и технологических свойств смеси. 2 н. и 2 з.п. ф-лы, 3 ил.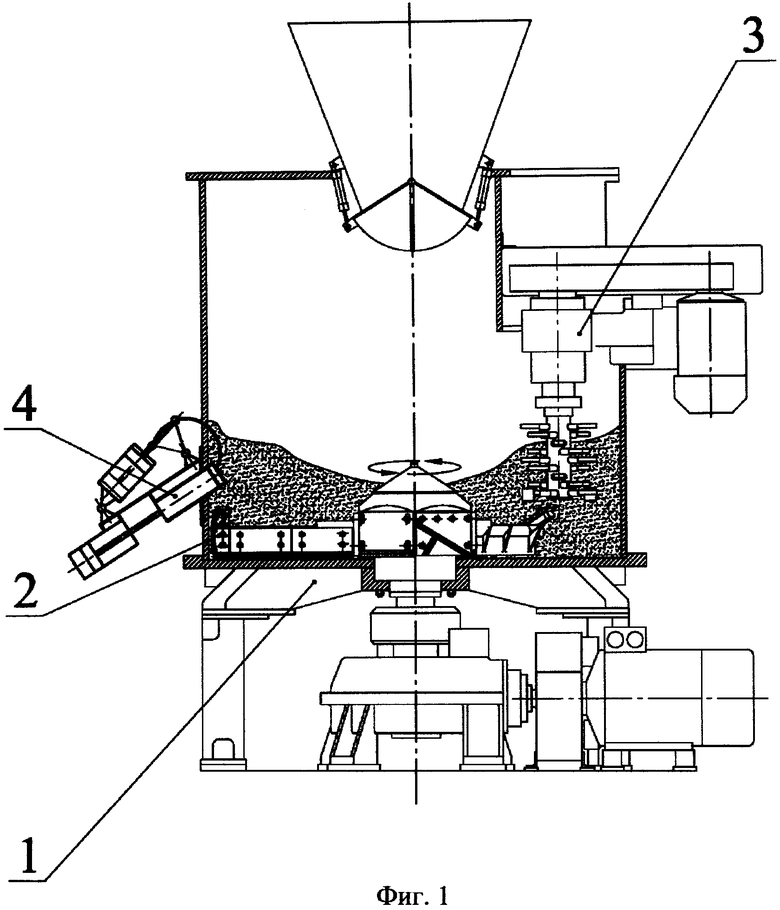
1. Способ приготовления формовочной смеси, включающий засыпку дозированного количества компонентов смеси в смеситель, введение расчетного количества воды, перемешивание компонентов, отбор пробы, изготовление после отбора пробы образца непосредственно в смесителе путем уплотнения ее и измерение влажности смеси с последующей корректировкой влажности контролируемого замеса, отличающийся тем, что перемешивание смеси осуществляют вращающимися плужками и вихревыми головками, приводящими смесь во взвешенное состояние, причем отбор пробы осуществляют последовательной подачей и проталкиванием порций смеси из чаши смесителя в гильзу с помощью поворотной заслонки, а уплотнение пробы осуществляют механизмом уплотнения до заданной плотности.
2. Способ по п.1, отличающийся тем, что в процессе смесеприготовления смесь продувают направленным потоком воздуха.
3. Устройство для приготовления формовочной смеси, содержащее неподвижную чашу, размещенные внутри чаши смешивающие элементы и устройство контроля влажности смеси, закрепленное на стенке неподвижной чаши, отличающееся тем, что смешивающие элементы выполнены в виде плужков и вихревых головок, устройство контроля влажности смеси расположено выше уровня плужков и содержит гильзу для формирования образца, наклонно закрепленную на стенке неподвижной чаши, с одного торца которой размещен плунжер с вмонтированным в нем датчиком влажности и с пневмоцилиндром, а другой открытый торец, находящийся внутри чаши, снабжен периодически действующей поворотной заслонкой с дополнительным пневмоцилиндром для заполнения гильзы формовочной смесью.
4. Устройство по п.3, отличающееся тем, что в днище чаши выполнен воздухоподводящий канал, а плужки выполнены с продольной полостью и отверстиями в задней стенке плужков.
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 0 |
|
SU250373A1 |
| 0 |
|
SU348272A1 | |
| Устройство для подготовки литейного формовочного песка | 1981 |
|
SU1052148A3 |
| WO 2002074467 A1, 26.09.2002. | |||

