Изобретения относятся к способам неразъемного соединения изделий из сплавов на основе никелид титана (TiNi, нитинол) и представляют собой диффузионную сварку с использованием жидкой фазы. Способ позволяет соединять изделия из сплавов на основе никелида титана и может применяться в различных областях промышленности при получении термомеханических устройств, применяемых в медицине имплантируемых конструкций, хирургического инструмента и т.д.
Известен способ соединения изделий сплавов на основе никелида титана (нитинол) для получения слоистых, сотовых конструкций из листов или проволоки с использованием жидкой фазы за счет использования промежуточной прослойки из ниобия (US 7896222). Способ основан на использовании эвтектической реакции взаимодействия никелида титана с ниобием при температурах 1170-1275°С с образованием жидкой фазы, которая, проникая в зону контакта между соединяемыми поверхностями, смачивает их и, при охлаждении кристаллизуясь, образует неразъемное соединение.
Недостатком этого способа является использование в качестве промежуточной расплавляющейся прослойки дорогостоящего металла ниобия и формирование в зоне соединения химических веществ (твердые растворы ниобия в титане и никеле), отличных от основы соединяемых полуфабрикатов, что изменяет физико-механические свойства сварной конструкции и затрудняет реализацию в ней эффекта памяти формы и сверхупругости, а также высокая температура процесса пайки.
Известен способ соединения сплавов на основе никелида титана (US 5242759), включающий в себя флюс на основе алюминия для очистки поверхности сплавов на основе никелида титана от оксидов и создания поверхности, обогащенной никелем, которая при взаимодействии с материалом припоя (олово-серебро, а также, возможно, применения никеля, гафния, циркония, индия и других материалов) позволяет создавать неразъемное соединение. Недостатком этого способа является необходимость использования для получения неразъемного соединения флюса и припоя, материал которых не является биологически совместимым с организмом человека, что исключает возможность применения этого способа для получения медицинских изделий.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ-прототип соединения изделий сплавов на основе никелида титана в твердой фазе с помощью диффузионной сварки давлением при температурах 800-1100°С и времени 10-60 минут, и давлении от 50-500 psi (0,35-3,5 МПа) (US20090151819 А1). Недостатком этого способа является необходимость применения специализированного оборудования для диффузионной сварки (вакуумных установок с прессом) и жаропрочной технологической оснастки для передачи давления на соединяемые элементы, а также длительность термической выдержки в процессе сварки.
Задачей группы изобретений является получение неразъемного соединения с химическим и фазовым составом, близким или соответствующим основе соединяемых изделий за счет применения промежуточной прослойки из сплава на основе никелида титана с химическим составом, близким к основе соединяемых изделий, и содержащей 0,05-0,2 мас.% кислорода или применения в качестве одного или двух изделий, сплава на основе никелида титана, содержащих 0,05-0,2 мас.% кислорода.
Техническим результатом является сохранение физико-механических свойств изделий, повышение технологичности процесса сварки за счет снижения времени термической выдержки при сварке, снижение или исключение прикладываемого давления при сварке, использование стандартного вакуумного оборудования вместо специального оборудования для диффузионной сварки (вакуумных прессов).
Для выполнения поставленной задачи (по первому варианту) способ сварки изделий из сплавов на основе никелида титана включает очистку поверхности соединяемых изделий от оксидов, приведение их в контакт, нагрев в вакууме и охлаждение, причем нагрев ведут до температуры 990-1130°С, с выдержкой от 10 с до 5 минут, а изделия соединяют через прослойку из сплава на основе никелида титана, имеющего в составе от 0,05-0,2 мас.% кислорода.
После приведения соединяемых изделий в контакт процесс сварки может быть осуществлен под давлением 0,0001 МПа - 0,1 МПа.
Для выполнения поставленной задачи (по второму варианту) способ сварки изделий из сплавов на основе никелида титана включает очистку поверхности соединяемых изделий от оксидов, приведение их в контакт, нагрев в вакууме и охлаждение, нагрев ведут до температуры 990-1130°С, с выдержкой от 10 с до 5 минут, причем один или оба соединяемых изделия имеют в составе 0,05-0,2 мас.% кислорода.
После приведения соединяемых изделий в контакт процесс сварки может быть осуществлен под давлением 0,0001 МПа - 0,1 МПа.
Соединяемые поверхности изделий и промежуточную прослойку подготавливают механическим или химическим способом, удаляя оксидные пленки на поверхности. Соединяемые изделия и промежуточную прослойку устанавливают в камере вакуумной печи, нагружая их до 0,0001 - 0,1 МПа или без нагрузки, нагрев осуществляют до температур 990-1130°С.
Промежуточная прослойка из сплава на основе никелида титана, содержащая 0,05-0,2 мас. кислорода, имеет в составе интерметаллидные фазы, обогащенные титаном (Ti2Ni)и никелем (TiNi3), которые при нагреве до 990-1130°С и выдержке расплавляются, и образующаяся жидкая фаза при кристаллизации в процессе охлаждения формирует неразъемное соединение.
Сплавы на основе никелида титана получают гарнисажным вакуумно-дуговым, вакуумно-индукционным и другими методами. В соответствии со стандартом ASTM 2063-05 содержание кислорода в этих сплавах ограниченно 0,05 мас.%. Поэтому для получения сплавов с низким содержанием кислорода и других примесей применяются такие способы плавки, как вакумно-индукционная плавка, в том числе с использованием холодного тигля.
Для получения сплавов с более высоким содержанием кислорода (0,005-0,2 мас.%.) необходимо использовать кислородсодержащую шихту (например, губчатый титан) или отходы металлургического производства.
Высокое содержание фазы Ti2Ni в получаемых сплавах связано с тем, что примесь кислорода, присутствующая в используемом в качестве шихты губчатом титане, а также появляющаяся в процессе гарнисажной плавки и вакуумно-дуговом переплаве, взаимодействуя преимущественно с более химически активным титаном, способствует локальному образованию в сплаве фаз, обогащенных титаном (Ti2Ni, Ti4Ni2O). Образование в сплаве фаз, обогащенных титаном, вызывает в свою очередь обогащение основы сплава (TiNi) никелем, который выделяется в сплаве в мелкодисперсных фазах Ti2Ni3, Тi3Ni4, TiNi3 при выплавке или после термической обработки при закалке и последующем старении.
Литые заготовки подвергают горячей пластической деформации (осадка, экструзия и т.д.) для преобразования литой структуры материала и равномерного распределения равноосных частиц Ti2Ni в матрице сплава (TiNi).
Содержание кислорода в сплаве на основе никелида титана менее 0,05 мас.% кислорода не обеспечивает требуемого содержания интерметаллидных фаз, и соответственно требуемого количества жидкой фазы. При содержании кислорода более 0,2 мас. кислорода из сплава при нагреве и термической выдержке выделяется избыточное количество жидкой фазы, приводящее к оплавлению соединяемых заготовок из TiNi. Кроме того, большое количество хрупких интерметаллидных фаз снижает пластичность сплавов при обработке давлением на стадии получения полуфабрикатов и изделий.
Нижняя температура процесса сварки соответствует по диаграмме состояния Ti-Ni температуре образования жидкой фазы, обогащенной титаном (984°С), а верхняя - температуре образования жидкой фазы, обогащенной никелем (1118°С).
Минимальная нагрузка прикладывается в тех случаях, когда необходимо обеспечить стабилизацию соединяемых изделий от смещения, сдвигов и т.д. Более высокие нагрузки прикладываются в случае необходимости обеспечить интенсификацию процессов жидкофазного соединения, обеспечения более активного и равномерного смачивания соединяемых поверхностей, а также для протекания процессов пластической деформации поверхностных слоев, их растворения и образования химически активных поверхностей. Нагрузки выше 0,1М Па прикладывать нецелесообразно, так как в этом случае происходит избыточная пластическая деформация соединяемых изделий, приводящая к изменению геометрической формы. В случае соединения изделий с высоким качеством поверхности и малых геометрических размеров, например, проволоки, образующих площадь контакта, обеспечивающих повышенную смачиваемость жидкой фазой, нагрузка не прикладывается. Минимальное время выдержки при температуре сварки составляет 10 секунд. При меньшем времени не происходит равномерного прогрева и выделения жидкой фазы. Для соединения крупногабаритных полуфабрикатов время выдержки должно составлять до 5 минут. Выдержка более 5 минут не целесообразна, так как она не обеспечивает дальнейшего выделения жидкой фазы.
На фиг. показана зона соединения сплавов на основе никелида титана, один из которых с содержанием кислорода 0,15 мас.% (а), а второй с 0,05 мас.% кислорода (б), что соответствует разному содержанию в сплавах интерметаллидных фаз, между ними - зона соединения. Зона соединения по своему химическому и фазовому составу соответствует основе соединяемых сплавов, но содержит меньшее количество интерметаллидных фаз, расплавившихся и растворенных в процессе сварки.
Примеры реализации заявленного способа
Пример 1. Образцы из сплава Ti-55,1 мас.% Ni с содержанием кислорода 0,01 мас.% и прослойка из того же сплава (во всех примерах образцы и прослойка из пластин толщиной 2 мм) механически полировали для удаления оксидных пленок, после чего устанавливали прослойку между соединяемыми образцами, загружали в вакуумную печь типа СНВЭ и прикладывали давление 0,1 МПа. После вакуумирования, нагревали до температуры 1060°С и осуществляли выдержку в течение 5 минут, после чего охлаждали до комнатной температуры.
Пример 2. Образцы из сплава Ti-55,1 мас.%Ni с содержанием кислорода 0,01 мас.% и прослойка из сплава Ti-54,2 мас.% Ni с содержанием кислорода 0,15 мас.% механически полировали для удаления оксидных пленок, после чего устанавливали прослойку между соединяемыми образцами и загружали в вакуумную печь типа СНВЭ и прикладывали давление 0,05 МПа. После вакуумирования, нагревали до температуры 1130°С и осуществляли выдержку в течение 60 секунд, после чего охлаждали до комнатной температуры.
Пример 3. Образцы из сплава Ti-54,3 мас.% Ni с содержанием кислорода 0,02 мас.% и прослойка из сплава Ti-54,2 мас.% Ni с содержанием кислорода 0,15 мас.% механически полировали для удаления оксидных пленок, после чего устанавливали прослойку между соединяемыми пластинами и загружали в вакуумную печь типа СНВЭ. После вакуумирования, нагревали до температуры 1130°С и выдерживали в течение 60 секунд, после чего охлаждали до комнатной температуры.
Пример 4. Образцы из сплава Ti - 53,5 мас.% Ni с содержанием кислорода 0,03 мас.% и сплава Ti - 53,5 мас.% Ni с содержанием кислорода 0,08 мас.% механически полировали для удаления оксидных пленок, после чего приводили их в контакт и загружали в вакуумную печь типа СНВЭ и прикладывали давление 0,01 МПа. После вакуумирования, нагревали до температуры 990°С и выдерживали в течение 5 минут, после чего охлаждали до комнатной температуры.
Пример 5. Образцы из сплава Ti - 55,7 мас.% Ni с содержанием кислорода 0,2 мас.% механически полировали для удаления оксидных пленок, после чего приводили их в контакт и загружали в вакуумную печь типа СНВЭ. После вакуумирования, нагревали до температуры 1100°С и выдерживали в течение 2 минут, после чего охлаждали до комнатной температуры.
Образцы, полученные по всем режимам, подвергали термической обработке на воздухе при 500°С в течение 1 часа, после чего охлаждали при температуре ниже 0°С и испытывали на изгиб по схеме трехточечного изгиба при 6% деформации, после чего определяли степень восстановления формы при последующем нагреве.
В таблице представлены результаты испытаний образцов, полученных по заявленному способу. Как видно из приведенных в таблице данных, заявленный способ позволяет достичь полного восстановления формы сваренных образцов после наведенной деформации. Это достигается за счет обеспечения химического состава в зоне неразъемного соединения, соответствующего основе материала.
Таким образом, задача группы изобретений выполнена - получено неразъемное соединение с химическим и фазовым составом, близким или соответствующим основе соединяемых изделий за счет применения либо промежуточной прослойки из сплава на основе никелида титана, имеющем в составе от 0,05-0,2 мас.% кислорода, либо изготовление одного или двух соединяемых изделий из сплава на основе никелида титана, имеющем в составе от 0,05-0,2 мас.% кислорода. Это обеспечивает сохранение характеристик сверхупругости и эффекта памяти формы, а также повышение технологичности процесса сварки за счет снижения времени термической выдержки при сварке, снижение или исключение прикладываемого давления при сварке, использование стандартного вакуумного оборудования вместо специального оборудования для диффузионной сварки (вакуумных прессов).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ СПЛАВОВ НА ОСНОВЕ НИКЕЛИДА ТИТАНА С ТИТАНОМ И ЕГО СПЛАВАМИ | 2013 |
|
RU2539247C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛИДА ТИТАНА | 2012 |
|
RU2504464C1 |
| Способ диффузионной сварки стыковых соединений заготовок из титановых сплавов | 2024 |
|
RU2831349C1 |
| Способ диффузионной сварки стыковых соединений заготовок из титановых сплавов | 2024 |
|
RU2831576C1 |
| Способ диффузионной сварки стыковых соединений заготовок из титановых сплавов | 2024 |
|
RU2831371C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК СПЛАВОВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА TiNi | 2016 |
|
RU2630740C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА НА ОСНОВЕ НИКЕЛИДА ТИТАНА МЕТОДОМ САМОРАСПРОСТРАНЯЮЩЕГОСЯ ВЫСОКОТЕМПЕРАТУРНОГО СИНТЕЗА | 2021 |
|
RU2771150C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВОГО СПЛАВА TiNi С ВЫСОКИМ УРОВНЕМ МЕХАНИЧЕСКИХ СВОЙСТВ | 2016 |
|
RU2632047C1 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ МОНОЛИТНОГО НИКЕЛИДА ТИТАНА | 2021 |
|
RU2785958C1 |
Изобретение относится к способам неразъемного соединения изделий из сплавов на основе никелида титана (TiNi, нитинол) и представляет собой диффузионную сварку с использованием жидкой фазы. Способ включает очистку поверхностей соединяемых изделий от оксидов и приведение их в контакт. Затем проводят нагрев в вакууме и охлаждение. Нагрев ведут до температуры 990-1130°С. Выдержку осуществляют от 10 с до 5 минут. В способе по первому варианту изделия соединяют через прослойку из сплава на основе никелида титана. Сплав содержит от 0,05-0,2 мас.% кислорода. В способе по второму варианту одно или оба соединяемых изделий содержит 0,05-0,2 мас.% кислорода. Техническим результатом изобретения является сохранение физико-механических свойств изделий, повышение технологичности процесса сварки за счет снижения времени термической выдержки при сварке, снижение или исключение прикладываемого давления при сварке, использование стандартного вакуумного оборудования вместо специального оборудования для диффузионной сварки (вакуумных прессов). 2 н. и 2 з.п. ф-лы, 1 ил., 1 табл., 5 пр.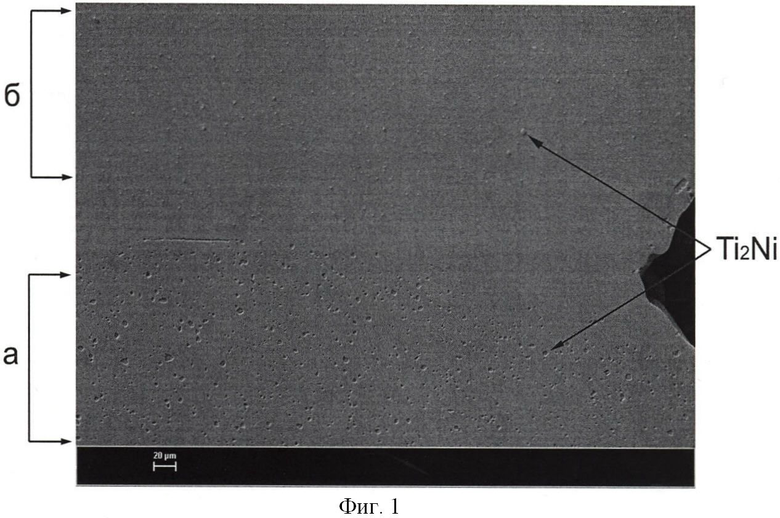
1. Способ сварки изделий из сплавов на основе никелида титана, включающий очистку поверхностей соединяемых изделий от оксидов, приведение их в контакт, приложение давления, нагрев в вакууме, выдержку и охлаждение, отличающийся тем, что между изделиями размещают прослойку из сплава на основе никелида титана, содержащего от 0,05-0,2 мас.% кислорода, а нагрев в вакууме ведут до температуры 990-1130°С, выдержка при которой составляет от 10 с до 5 мин.
2. Способ по п.1, отличающийся тем, что прикладывают давление величиной 0,0001 МПа - 0,1 МПа.
3. Способ сварки изделий из сплавов на основе никелида титана, включающий очистку поверхностей соединяемых изделий от оксидов, приведение их в контакт, приложение давления, нагрев в вакууме, выдержку и охлаждение, отличающийся тем, что одно или оба соединяемых изделий содержит 0,05-0,2 мас.% кислорода, а нагрев ведут до температуры 990-1130°С, выдержка при которой составляет от 10 с до 5 мин.
4. Способ по п.3, отличающийся тем, что прикладывают давление величиной 0,0001 МПа - 0,1 МПа.
| US 20090151819 A1, 18.06.2009 | |||
| 2002 |
|
RU2205732C1 | |
| Способ диффузионной сварки цилиндрических деталей | 1981 |
|
SU996143A1 |
| Способ определения активности клеточного иммунитета | 1989 |
|
SU1792535A3 |
| US 0005242759 A1, 07.09.1993. | |||

