Изобретение относится к способам получения неразъемного соединения изделий из титана и его сплавов, представляет собой способ диффузионной сварки с использованием промежуточного экрана и может применяться в различных областях промышленности при получении термомеханических устройств, имплантируемых конструкций, применяемых в медицине и т.д.
Известен способ соединения сплавов на основе никелида титана (Ti-54,2% Ni) и титанового сплава ВТ6 с помощью диффузионной сварки при температуре 850-950°C [Сенкевич К.С. и др. Особенности формирования диффузионного соединения TiNi - ВТ6// Металловедение и термическая обработка металлов, 2013, №8].
Недостатком его является формирование в зоне сварки хрупких интерметаллидов, обогащенных титаном (Ti2Ni), которые снижают прочность соединения. Максимальная прочность соединения составляет 170 МПа.
Известен способ соединения сплавов на основе никелида титана с использованием промежуточной прослойки из ниобия (патент US 20110009979).
Способ позволяет получать соединение за счет формирования в зоне соединения твердых растворов титана и никеля с ниобием. Способ может позволить соединять сплавы на основе никелида титана с различными материалами, в том числе титановыми сплавами. Применение промежуточной прослойки из ниобия позволяет образовывать прочное сварное соединение за счет образования промежуточной диффузионной зоны, состоящей из твердых растворов титана и никеля с ниобием.
Недостатком этого способа является высокая температура процесса соединения (1170-1275°C), при которой происходит радикальное изменение микроструктуры титана и его сплавов - интенсивный рост зерна, формирование пластинчатой микроструктуры из-за превышения температуры полиморфного превращения в титане (около 890°C) и титановых сплавах (980-1000°C), из-за чего происходит существенное снижение их механических свойств.
Известен способ диффузионной сварки стыковых соединений заготовок из титановых сплавов с использованием защитного экрана, заключающийся в установке свариваемых заготовок в требуемом положении по отношению друг к другу в защитном экране, разогревании места соединения заготовок до температуры сварки и проведении самой сварки (Булков А.Б., Пешков В.В., Корчагин И.Б., Селиванов Г.В. Статья «Экспериментальные исследования кинетики автовакуумирования зоны контакта при диффузионной сварке титана», Вестник Воронежского государственного технического университета, №4, 2022. стр.109-114 –прототип).
Основными недостатками являются значительная сложность и трудоемкость процесса, обусловленные необходимостью получения защитного экрана в виде тонкостенного цилиндра из титана и установке свариваемых заготовок в требуемом положении по отношению друг к другу в защитном экране и самого экрана по отношению к заготовкам.
Задачей изобретения является устранение указанных недостатков и создание способа диффузионной сварки стыковых соединений заготовок из титановых сплавов для получения высокопрочного неразъемного соединения стыковых соединений заготовок из титановых сплавов.
Техническим результатом является сохранение физико-механических свойств и микроструктуры соединяемых сплавов на основе титана за счет снижения температуры диффузионной сварки сплавов на основе никелида титана и титана.
Решение поставленной задачи достигается тем, что в предложенном способе диффузионной сварки стыковых соединений заготовок из титановых сплавов с использованием защитного экрана, заключающегося в установке свариваемых заготовок в требуемом положении в экране по отношению друг к другу, разогревани места соединения заготовок до температуры сварки и проведении самой сварки, согласно изобретению, защитный экран выполняют на одной из свариваемых заготовок заодно целое с самой заготовкой в виде кольца с поперечным сечением в виде равнобедренного прямоугольного треугольника с размером основания L=(0,3-0,5)мм, обращенного основанием к торцу заготовки, при этом при сборке обеспечивают соприкосновение края цилиндрического торца другой свариваемой заготовки с поверхностью, образованной гипотенузой упомянутого треугольника, причем свариваемые заготовки устанавливают с торцевым зазором s=(0,1-1)мм между их свариваемыми поверхностями, затем разогревают место сварки до интервала температур 800…..925 0С, после чего обеспечивают условия для развития процесса автовакуумирования полученного объема между торцами заготовок и стенкой защитного экрана, при этом выдерживают свариваемые заготовки в режиме автовакуумирования для растворения образовавшегося охрупченного слоя на торцах свариваемых заготовок в течение времени, определяемого выражением:
τ = 4,88·s0.75(7.7lgB+16.5)·10-11exp(265000/RT),
где: τ - время выдержки до приложения сжимающего давления, с;
s – величина торцевого зазора, мм;
B – величина остаточного давления в сварочной камере, Па;
R-универсальная газовая постоянная;
T- температура,
после чего к заготовкам прикладывают сжимающее давление Q и сваривают заготовки по их свариваемым торцевым поверхностям.
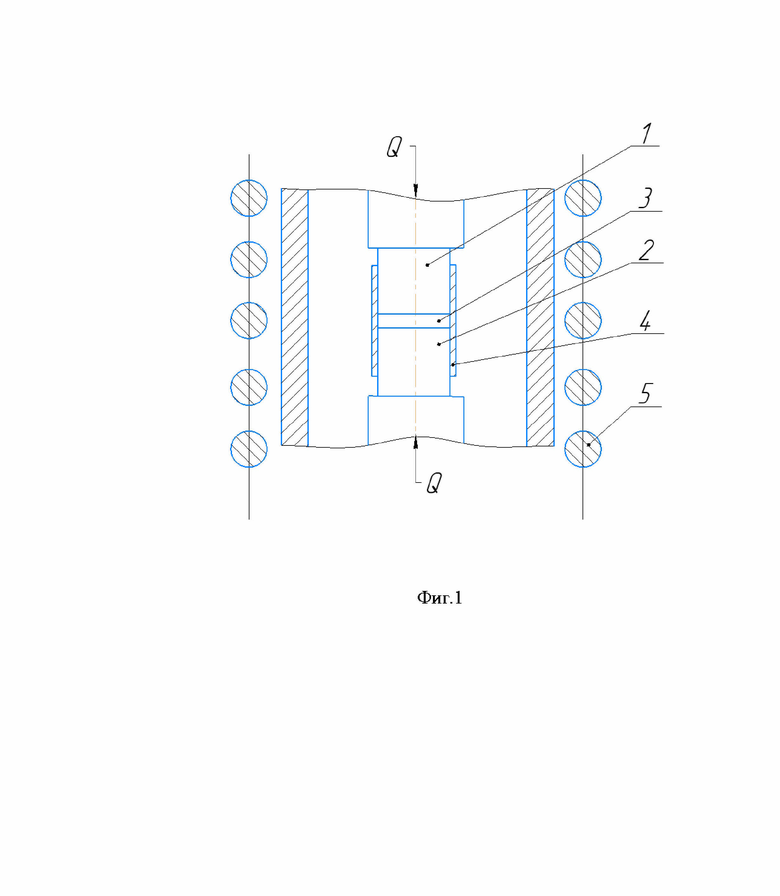
Сущность изобретения иллюстрируется чертежом, где на фиг.1 показана схема диффузионной сварки стыковых соединений заготовок из титановых сплавов с использованием защитного экрана в виде кольца с поперечным сечением в виде равнобедренного прямоугольного треугольника.
На схеме обозначено:
1 и 2 – свариваемые заготовки из титановых сплавов;
3 – торцевой зазор между заготовками;
4 – защитный экран;
5 – нагреватель;
L=(0,3-0,5)мм - размер основания;
s=(0,1-1)мм - величина торцевого зазора;
Предложенный способ диффузионной сварки стыковых соединений заготовок из титановых сплавов с использованием защитного экрана может быть реализован следующим образом.
Предложенный способ диффузионной сварки стыковых соединений заготовок 1 и 2 из титановых сплавов с использованием защитного экрана 4, заключается в установке свариваемых заготовок в требуемом положении с торцевым зазором 3 по отношению друг к другу, разогреванию места соединения заготовок до температуры сварки при помощи нагревателя 5 и проведении самой сварки,
Защитный экран 4 выполняют в виде кольца с поперечным сечением в виде равнобедренного прямоугольного треугольника на одной из заготовок. Свариваемые заготовки 1 и 2 устанавливают таким образом, что при сборке обеспечивают соприкосновение края цилиндрического торца другой свариваемой заготовки с поверхностью, образованной гипотенузой упомянутого треугольника, Свариваемые заготовки 1 и 2 устанавливают с торцевым зазором 3 от 0,1 до 1 мм между свариваемыми поверхностями. Разогревают место сварки вместе с защитным экраном 4 при помощи нагревателя 5 до интервала температур 800…..925 0С, после чего обеспечивают условия для развития процесса автовакуумирования полученного объема между торцами заготовок и стенкой защитного экрана. Выдерживают заготовки в режиме автовакуумирования для растворения образовавшегося охрупченного слоя на торцах свариваемых заготовок в течение времени, определяемом выражением:
τ = 4,88·s0.75(7.7lgB+16.5)·10-11exp(265000/RT),
где: τ - время выдержки до приложения сжимающего давления, с;
s – величина торцевого зазора, мм;
B – величина остаточного давления в сварочной камере, Па;
R-универсальная газовая постоянная;
T- температура,
после чего к заготовкам 1 и 2 прикладывают сжимающее давление Q и сваривают заготовки по свариваемым торцевым поверхностям.
Использование предложенного технического решения позволит создать способ диффузионной сварки стыковых соединений заготовок из титановых сплавов, применение которого даст возможность обеспечить получение высокопрочного неразъемного соединения стыковых соединений заготовок из титановых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки стыковых соединений заготовок из титановых сплавов | 2024 |
|
RU2831371C1 |
| Способ диффузионной сварки стыковых соединений заготовок из титановых сплавов | 2024 |
|
RU2831576C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТОНКОСТЕННЫХ СЛОИСТЫХ КОНСТРУКЦИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2319589C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ | 2007 |
|
RU2412034C2 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИТАНОВЫХ ОБРАЗЦОВ-ЭТАЛОНОВ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ С ПЛОСКОДОННЫМ ОТРАЖАТЕЛЕМ ДИФФУЗИОННОЙ СВАРКОЙ И ЗАГОТОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2263566C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2005 |
|
RU2285599C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2007 |
|
RU2350442C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАБОРА ТЕПЛО-ГИДРОИЗОЛИРОВАННЫХ ТРУБНЫХ ПЕРЕХОДОВ И ТРУБНЫЙ ПЕРЕХОД | 2008 |
|
RU2392528C2 |
Изобретение относится к способам диффузионной сварки с использованием промежуточного экрана изделий из титана и его сплавов и может применяться в различных областях промышленности при получении термомеханических устройств, имплантируемых конструкций, применяемых в медицине и т.д. Способ включает установку свариваемых заготовок в требуемом положении в экране по отношению друг к другу, разогревание места соединения заготовок до температуры сварки и проведение самой сварки. Защитный экран выполняют на одной из свариваемых заготовок за одно целое с самой заготовкой в виде кольца с поперечным сечением в виде равнобедренного прямоугольного треугольника с размером основания L=(0,3-0,5) мм, обращенного основанием к торцу заготовки. При сборке обеспечивают соприкосновение края цилиндрического торца другой свариваемой заготовки с поверхностью, образованной гипотенузой упомянутого треугольника. Свариваемые заготовки устанавливают с торцевым зазором s=(0,1-1) мм между их свариваемыми поверхностями. Разогревают место сварки до интервала температур 800-925°С, после чего обеспечивают условия для развития процесса автовакуумирования полученного объема между торцами заготовок и стенкой защитного экрана. Выдерживают свариваемые заготовки в режиме автовакуумирования для растворения образовавшегося охрупченного слоя на торцах свариваемых заготовок в течение времени, определяемого выражением: τ=4,88·s0.75(7.7lgB+16.5)·10-11exp(265000/RT), где: τ - время выдержки до приложения сжимающего давления, с; s - величина торцевого зазора, мм; B - величина остаточного давления в сварочной камере, Па; R - универсальная газовая постоянная; T - температура. Прикладывают к заготовкам сжимающее давление Q и сваривают заготовки по их свариваемым торцевым поверхностям. Обеспечивается сохранение физико-механических свойств и микроструктуры соединяемых сплавов. 1 ил.
Способ диффузионной сварки стыковых соединений заготовок из титановых сплавов с использованием защитного экрана, заключающийся в установке свариваемых заготовок в требуемом положении в экране по отношению друг к другу, разогревании места соединения заготовок до температуры сварки и проведении самой сварки, отличающийся тем, что защитный экран выполняют на одной из свариваемых заготовок за одно целое с самой заготовкой в виде кольца с поперечным сечением в виде равнобедренного прямоугольного треугольника с размером основания L=(0,3-0,5) мм, обращенного основанием к торцу заготовки, при этом при сборке обеспечивают соприкосновение края цилиндрического торца другой свариваемой заготовки с поверхностью, образованной гипотенузой упомянутого треугольника, причем свариваемые заготовки устанавливают с торцевым зазором s=(0,1-1) мм между их свариваемыми поверхностями, затем разогревают место сварки до интервала температур 800-925°С, после чего обеспечивают условия для развития процесса автовакуумирования полученного объема между торцами заготовок и стенкой защитного экрана, при этом выдерживают свариваемые заготовки в режиме автовакуумирования для растворения образовавшегося охрупченного слоя на торцах свариваемых заготовок в течение времени, определяемого выражением:
τ = 4,88·s0.75(7.7lgB+16.5)·10-11exp(265000/RT),
где τ - время выдержки до приложения сжимающего давления, с;
s - величина торцевого зазора, мм;
B - величина остаточного давления в сварочной камере, Па;
R - универсальная газовая постоянная;
T - температура,
после чего к заготовкам прикладывают сжимающее давление Q и сваривают заготовки по их свариваемым торцевым поверхностям.
| БУЛКОВ А.Б | |||
| и др Экспериментальные исследования кинетики автовакуумирования зоны контакта при диффузионной сварке титана // Сварочное производство | |||
| Электромагнитный прерыватель | 1924 |
|
SU2023A1 |
| СПОСОБ СВАРКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1984 |
|
RU1202170C |
| SU 228510 A1, 20.02.1969 | |||
| DE 69811811 D1, 10.04.2003 | |||
| БУЛКОВ А.Б | |||
| и др | |||
| О влиянии разрежения в контактном зазоре на кинетику автовакуумирования при | |||

