Изобретение относится к металлургии никелид-титановых сплавов и может быть использовано при изготовлении эндопротезов из монолитного материала с пористым покрытием.
Сплавы на основе никелида титана (TiNi) успешно используются при решении различных задач в науке и технике с момента открытия их уникальных свойств, в основе которых лежат мартенситные превращения. Особое развитие использования материалов на основе TiNi получило в медицинской практике благодаря высоким параметрам их биохимической совместимости, коррозионным свойствам и циклостойкости. Биомеханическая совместимость материала с тканями организма за счет реализации гистерезисного характера формоизменения под нагрузкой, делает сплав на основе никелида титана наиболее предпочтительным для создания имплантируемых конструкций [Гюнтер В.Э., Ходоренко В.Н., Чекалкин Т.Л. и др. Медицинские материалы и имплантаты с памятью формы. Медицинские материалы с памятью формы. Т. 1. Томск: Изд-во МИЦ, 2011. 534 с.].
Никелид-титановые имплантаты изготавливают как из монолитного материала, так и из пористого. Положительным свойством монолитного материала является высокая прочность, в то время как положительным свойством пористого - большая поверхность, способствующая эффективной интеграции с тканями. Оба этих преимущества объединяют монолитные имплантаты с пористой поверхностью. Пористая поверхность с развитой объемной структурой имплантата более предпочтительна для прикрепления клеток, их развития и жизнедеятельности окружающих биологических тканей при имплантации по сравнению с гладкой структурой поверхности.
Для получения пористой части используют в основном два способа: диффузионное и реакционное спекание. При диффузионном спекании применяют измельченный титан или никелид титана в виде гранул, проволоки или порошка. При реакционном спекании используют смесь порошков титана и никеля.
К преимуществам диффузионного спекания относится постоянство концентрационного и фазового состава пористой части изделия. К недостаткам - высокая температура спекания, вызывающая рекристаллизацию спекаемых материалов. Высокая температура спекания необходима для получения качественных межчастичных контактов пористой части изделия, но в то же время воздействие высокой температуры ведет к разупрочнению, короблению и изменению размеров монолитных частей изделия.
К преимуществам реакционного спекания относятся: высокая прочность пористой части изделия за счет качественных контактов между ее частицами и более прочная связь пористой части с монолитной частью. Меньшая, в сравнении с диффузионным спеканием, температура спекания позволяет в некоторой степени избежать разупрочнения и изменения размеров монолитных частей спекаемого изделия. К недостаткам реакционного спекания относятся: высокая фазовая неоднородность пористого продукта спекания и длительная выдержка, применяемая с целью уменьшения указанной фазовой неоднородности, но ведущая к разупрочнению монолитной части изделия. Недостатком является также избыток образующегося при спекании расплава, приводящий к излишней усадке и сглаживанию поверхности пористой части изделия.
Известен ряд способов получения пористого покрытия на изделиях из монолитного никелида титана, упомянутых в источниках [Митрофанова И.В., Артюхова Н.В., Ясенчук Ю.Ф. Структура и параметры эффекта памяти формы никелида титана, изготовленного диффузионным спеканием], [Дроздов И.А. Структурообразование никелида титана в процессе порошковой металлургии. Автореферат дис. на соиск … д. тех. наук.]. Общим для них является нанесение порошка никелида титана на монолитную заготовку и спекание в течение определенного времени при определенной температуре. Общим недостатком является высокая энергонапряженность процесса спекания, выраженная в большом времени выдержки при умеренных температурах или же в относительно меньшем времени выдержки, но при повышенных температурах. В любом случае монолитная часть испытывает тепловое воздействие, ведущее к снижению ее механической прочности или к деформации под действием внутренних напряжений.
Наиболее свободен от указанных недостатков способ получения пористого покрытия на изделиях из монолитного никелида титана по патенту [RU 2578888]. При его осуществлении в порошок никелида титана, наносимый на монолитную заготовку, добавляют смесь порошков титана и никеля, которые вступают в реакцию синтеза и локально в течение короткого времени повышают температуру в массе порошка, способствуя завершению процесса спекания. За это время монолитная основа не успевает нагреться и не испытывает отрицательных последствий перегрева.
Однако приведенный известный способ не свободен от недостатков. Присущий известному способу недостаток является довольно общим для всех способов реакционного и диффузионного спекания. Он состоит в том, что формирующийся пористый материал, помимо основной фазы TiNi, содержит ряд включений других фаз, преимущественно Ti2Ni, TiNi3, Ti3Ni4, различающихся по температуре кристаллизации, а также комплекс частиц оксикарбонитридов Ti4Ni2(O,N,C), образующихся на поверхности за счет остаточных примесей газов в реакционном объеме. Отличаясь по термомеханическим характеристикам от никелид-титановой матрицы, частицы Ti2Ni и оксикарбонитридов при механических деформациях и тепловых воздействиях на изделия испытывают повышенные напряжения. Вследствие этого, поверхностные слои пористого материала склонны к разрушению и утрате антикоррозионных свойств. Повышение коррозионной стойкости обычно достигается диспергированием включений побочных металлических фаз и гомогенизацией слоя с тем, чтобы их деформация совместно с основой не превышала порога разрушения. Как правило, для этого применяют дополнительный нагрев изделия. Однако дополнительный нагрев, как упоминалось выше, опасен и приводит к снижению механической прочности монолитной части изделия.
Задача изобретения - диспергирование включений побочных металлических фаз и гомогенизация поверхностного слоя, обогащенного ими, без снижения термомеханических характеристик монолитной основы.
Технический результат изобретения - повышение коррозионной стойкости пористого покрытия имплантата при функционировании в организме пациента.
Технический результат достигается при осуществлении способа получения пористого покрытия на изделиях из монолитного никелида титана путем напекания на него никелид-титанового порошка. Для покрытия используют порошок с размерами зерен в интервале 100-140 мкм, напекание проводят при температуре 1200±20°С в течение 15±2 минут, после чего на получаемое покрытие воздействуют низкоэнергетическим сильноточным электронным пучком (НСЭП) с энергией электронов 20-30 кэВ, плотностью энергии 3-6 Дж/см2, воздействие производят импульсами длительностью 2-4 мкс при общем количестве импульсов 20-30.
Значимость признаков для достижения результата. Технический результат достигается за счет сглаживания поверхности покрытия электронным пучком с сохранением нижележащей пористой структуры. Напекание порошка никелида титана в заявленных временных и температурных интервалах обеспечивает достаточную степень сцепления частиц с монолитной основой и между собой, не влияя на прочность монолитной основы. Воздействие электронного пучка с заявленными характеристиками вызывает подплавление наружного слоя и его реструктуризацию, характеризуемую гомогенизацией с растворением частиц вторичных фаз Ti2Ni и Ti4Ni2(O,N,C), отвечающих за хрупкость. Вместе с тем, благодаря малой проникающей способности электронов, внутренняя мелкопористая структура, обусловленная формой частиц исходного порошка, спеченных с монолитной основой, сохраняется неизменной, обеспечивая биосовместимые свойства имплантата в целом. Модификация поверхности под действием электронного пучка происходит на глубину 20-25 мкм. Благодаря выбору размеров зерен порошка в пределах 100-140 мкм вся нижележащая часть пористого массива остается в ходе обработки интактной и в полной мере проявляет свойства смачиваемости и биосовместимости, присущие пористым имплантатам из никелида титана. Диапазоны изменения параметров температуры и времени спекания установлены экспериментально, разброс связан с конечным временем осуществления манипуляций. Новизна технического решения состоит в применении электронно-пучковой технологии для поверхностной модификации пористой структуры, в сочетании параметров процесса напекания порошкового покрытия и электронно-пучкового воздействия, во взаимосвязи последнего с улучшением антикоррозионных свойств имплантата. Аналогичные работы по электронно-пучковой модификации поверхности проводились только на монолитных материалах [Мейснер Л.Л. и др. Особенности изменения структуры фазы В2 в поверхностном слое никелида титана после импульсного электронно-пучкового воздействия. Известия ВУЗ. Черная металлургия, №8, 2014. с. 60-65]. Для пористого материала режимы обработки существенно отличаются ввиду особенностей теплопередачи и теплоемкости, в связи, с чем была проведена оптимизация режимов.
Изобретение поясняется иллюстрациями фиг. 1-3.
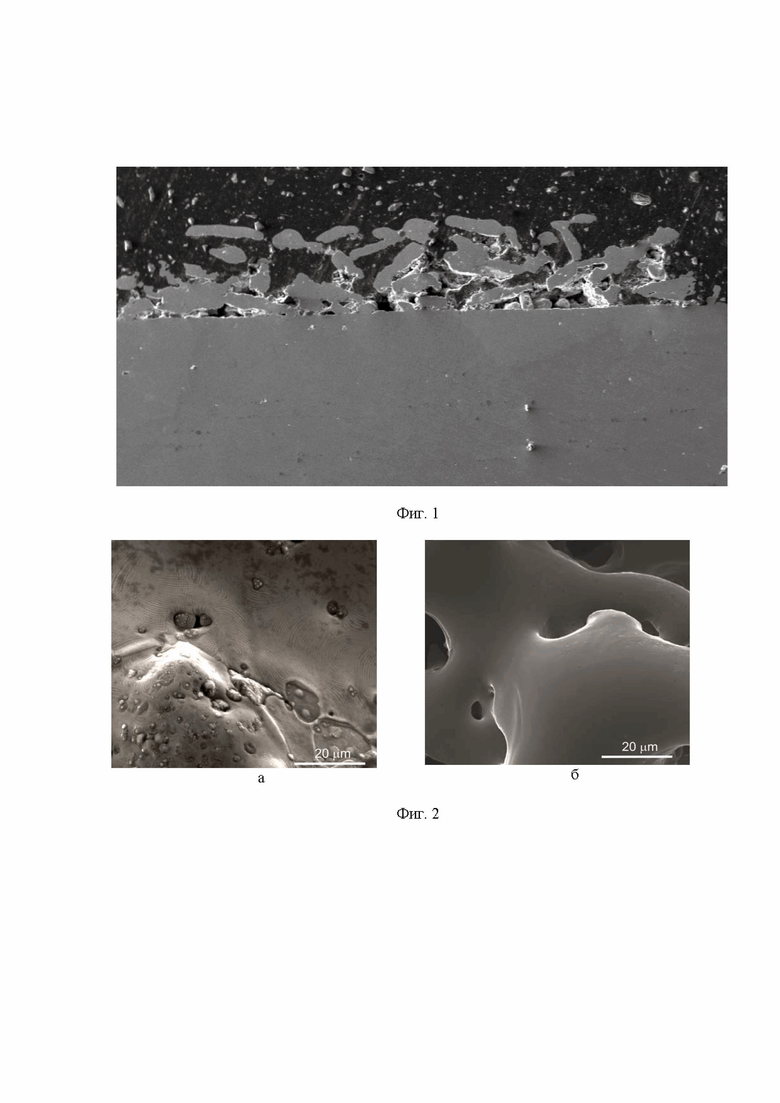
На фиг. 1 приведен снимок поперечного сечения имплантата с пористым поверхностным слоем, сформированным путем напекания порошка. Форма частиц порошка сохранена, видны места слияния частиц с монолитной поверхностью и между собой.
На фиг. 2 приведены укрупненные снимки поверхности пористого покрытия до электронно-пучковой обработки (а), видны включения масштаба 1-5 мкм, и после электронно-пучковой обработки (б), поверхность гомогенизирована.
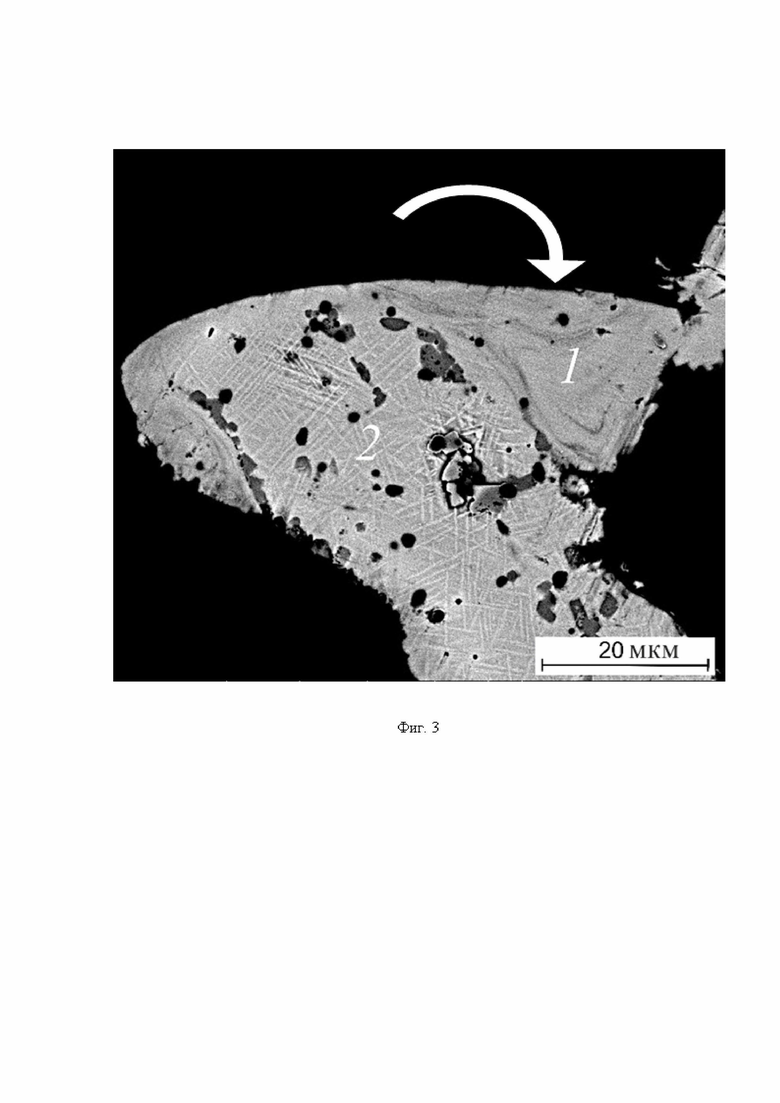
На фиг. 3 приведен вид отдельной частицы после обработки, заметно, что выступающая часть подплавлена, фрагмент оксикарбонитридного включения надломлен и притоплен по направлению к основанию (показано стрелкой), что демонстрирует дефрагментацию и сглаживание поверхностного слоя.
Пример реализации заявленного способа.
Пористое покрытие на изделиях из никелида титана формировали с использованием порошкового сплава TiNi марки ПВ-Н55Т45, получаемого методом гидридно-кальциевого восстановления. Размер частиц порошка находится в интервале 100-140 мкм, что соответствует оптимуму для создания необходимой структуры при заселении клеточными культурами. Режим электронно-пучковой обработки был подобран так, чтобы обеспечить глубину проникновения до 25 мкм и тем самым сохранить развитую структуру пор в глубине порошкового слоя.
Электронно-пучковую обработку проводили на установке РИТМ-СП (ООО Микросплав, г. Томск) [Markov А.В. et al. А РИТМ-СП facility for the surface alloying. Instruments and Experimental Techniques, 2011, Vol. 54, No. 6, pp. 862 866]. В состав установки входит источник низкоэнергетических (10-30 кэВ сильноточных (до 25 кА) электронных пучков (НСЭП) с длительностью импульса 2-4 мкс и диаметром пучка до 80 мм.
Заготовки для получения пористого покрытия представляли собой монолитные пластины, покрываемые однородным слоем порошкового сплава TiNi. Заготовку с порошком нагревали в электровакуумной печи СНВЭ-1.31/16-И4 до температуры 1200°С при времени выдержки 15 мин. В процессе нагрева между частицами порошка формировались межчастичные контакты (фиг. 1), достаточные для того, чтобы исключить их перемещение под действием электронно-пучковой обработки. Электронно-пучковую обработку проводили при энергии электронов в пределах 20-30 кэВ, сечение пучка составляло 80 мм, величина тока в импульсе 25 кА, при этом плотность энергии 3-6 Дж/см2, количество импульсов обработки равно 20-30. Длительность импульсов воздействия НСЭП составляла 2 4 мкс. Интенсивность и количество импульсов электронно-пучкового воздействия для заданной глубины обработки определяли экспериментально.
Исследована структура поверхности экспериментальных образцов, а также структура поперечного сечения металлографических образцов, полученных по стандартной методике. Изучение макро- и микроструктуры проводили методами растровой электронной микроскопии (РЭМ) на микроскопе Quanta 200 3D в режиме вторичных электронов при ускоряющих напряжениях 20-30 кВ. Концентрационный состав фаз определяли с помощью энергодисперсионного спектрометра EDAX ECON IV в составе растрового электронного микроскопа.
В результате экспериментов установлено, что электронно-пучковая обработка порошкового сплава на основе никелида титана, полученного методом гидридно-кальциевого восстановления, приводит к формированию более однородной структуры поверхности материала по сравнению с исходной макро- и микроструктурой (фиг. 2). Отмечается изменение морфологии поверхности отдельных частиц порошка, что выражается в сглаживании рельефа поверхности и залечивании макродефектов (поры, трещины) на их поверхности. Под действием высокой плотности энергии пучка происходит образование расплава на поверхности частиц порошка, площадь межчастичных контактов увеличивается и после охлаждения формируются новые поверхности перекристаллизованного слоя. В объеме пористого образца участки с выпуклой структурой сглаживаются (фиг. 3), а с вогнутой укрупняются, мелкие поры в структуре губчатых частиц порошка залечиваются.
Таким образом, предложенный способ получения пористого покрытия на изделиях из никелида титана позволяет улучшить коррозионные свойства материала за счет растворения в процессе перекристаллизации частиц вторичных фаз Ti2Ni и Ti4Ni2(O,N,C), являющихся основным источником коррозии при знакопеременных нагрузках в агрессивных средах, к которым в том числе относятся тканевые жидкости организма человека.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО СПЛАВА НА ОСНОВЕ НИКЕЛИДА ТИТАНА | 2022 |
|
RU2798496C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО СПЛАВА НА ОСНОВЕ НИКЕЛИДА ТИТАНА | 2018 |
|
RU2687386C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО СПЛАВА НА ОСНОВЕ НИКЕЛИДА ТИТАНА | 2017 |
|
RU2651846C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА НА ОСНОВЕ НИКЕЛИДА ТИТАНА | 2020 |
|
RU2732716C1 |
| Способ получения антикоррозионного покрытия на изделиях из монолитного никелида титана | 2019 |
|
RU2727412C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЬЕВЫХ ИЗДЕЛИЙ ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛИДА ТИТАНА | 2015 |
|
RU2593255C1 |
| ШИХТА ДЛЯ НАПЕКАНИЯ ПОРИСТОЙ ЧАСТИ НА МОНОЛИТНУЮ ЧАСТЬ ИМПЛАНТАТА ИЗ НИКЕЛИДА ТИТАНА | 2014 |
|
RU2578888C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ МОНОЛИТНОГО НИКЕЛИДА ТИТАНА | 2020 |
|
RU2751704C1 |
| Способ повышения износостойкости и антикоррозионных свойств изделий из стали | 2021 |
|
RU2764041C1 |
| Способ получения биосовместимого пористого материала с антибактериальным эффектом | 2022 |
|
RU2815650C1 |
Изобретение относится к металлургии никелид-титановых сплавов и может быть использовано при изготовлении эндопротезов из монолитного материала с пористым покрытием. Предложен способ получения пористого покрытия на изделиях из монолитного никелида титана путем напекания на него никелид-титанового порошка. Для покрытия используют порошок с размерами зерен в интервале 100-140 мкм. Напекание проводят при температуре 1200±20°С в течение 15±2 мин, после чего на получаемое покрытие воздействуют низкоэнергетическим сильноточным электронным пучком с энергией электронов 20-30 кэВ, плотностью энергии 3-6 Дж/см2. Воздействие производят импульсами длительностью 2-4 мкс при общем количестве импульсов 20-30. Изобретение позволяет повысить коррозионную стойкость пористого покрытия имплантата при функционировании в организме пациента. 3 ил., 1 пр.
Способ получения пористого покрытия на изделиях из монолитного никелида титана путем напекания на него никелид-титанового порошка, отличающийся тем, что для покрытия используют порошок с размерами зерен в интервале 100-140 мкм, напекание проводят при температуре 1200±20°С в течение 15±2 мин, после чего на получаемое покрытие воздействуют низкоэнергетическим сильноточным электронным пучком с энергией электронов 20-30 кэВ, плотностью энергии 3-6 Дж/см2, воздействие производят импульсами длительностью 2-4 мкс при общем количестве импульсов 20-30.
| ШИХТА ДЛЯ НАПЕКАНИЯ ПОРИСТОЙ ЧАСТИ НА МОНОЛИТНУЮ ЧАСТЬ ИМПЛАНТАТА ИЗ НИКЕЛИДА ТИТАНА | 2014 |
|
RU2578888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МАТЕРИАЛА ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛИДА ТИТАНА | 2011 |
|
RU2465016C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВОГО СПЛАВА TiNi С ВЫСОКИМ УРОВНЕМ МЕХАНИЧЕСКИХ СВОЙСТВ | 2016 |
|
RU2632047C1 |
| СПОСОБ ГРУППОВОГО ИЗГОТОВЛЕНИЯ ГЕРКОНОВ С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2020 |
|
RU2739583C1 |
| JP 62188735 A, 18.08.1987. | |||

