Изобретение относится к соединению концов листовых древесных материалов, в частности к формированию однородных канавок на концах листовых древесных материалов посредством вращательных режущих инструментов и прижимной лапки, предназначенной для исправления коробления на концевых участках упомянутых листовых древесных материалов, в целях их прочного и надежного соединения.
Как правило, более длинные листовые древесные материалы изготавливаются путем сращивания торцов таких листовых древесных материалов, как фанера, ЛВЛ-брус, шпон, древесноволокнистые плиты и др., с помощью таких адгезивов, как термоотверждающийся клей, термопластичный клей и т.п.
При этом сращивание впритык не обеспечивает высокую прочность соединения из-за небольших площадей соединяемых торцов листовых древесных материалов. Поэтому обрабатывают концевые части листовых древесных материалов так, чтобы на них формировались наклонные поверхности для соединения "на ус", с целью увеличения соединяемых площадей.
Концевые части листовых древесных материалов, обработанные таким образом, как упомянуто выше, соединяются между собой при помощи, например, клея, затем они подвергаются нагреванию или охлаждению для того, чтобы ускорить отвердение упомянутого клея.
Известен способ формирования канавок на концах листовых древесных материалов, имеющий своей целью еще больше увеличить соединяемые площади концевых частей листовых древесных материалов, находящихся в направлении их перемещения вперед. При этом канавки формируют на наклонных поверхностях листовых древесных материалов.
То есть на концевых участках двух листовых древесных материалов, подлежащих соединению, формируют, например, V-образные канавки по образуемым плоскостям, параллельным друг другу и наклоненным относительно лицевой и оборотной сторон упомянутых листовых древесных материалов в направлении на их концевые края. При этом каждая из упомянутых V-образных канавок протягивается по направлению к их концевым краям и располагаются в направлении, пересекающемся под прямым углом с направлением на их концевые края.
При формировании упомянутых канавок по концевым частям двух листовых древесных материалов сдвигают положения канавок на одном из двух листовых древесных материалов относительно положений канавок на другом на расстояние, равное половине ширины одной канавки, в направлении, пересекающемся под прямым углом с направлением на упомянутые концевые края, с тем, чтобы вплотную срастить упомянутые канавки. Потому что если расположения V-образных канавок двух листовых древесных материалов одинаковы, то вершины V-образных канавок сталкиваются друг с другом, что не приводит к их плотному сращиванию друг с другом.
Формирование канавок по концевым частям листовых древесных материалов, упомянутых выше, производится в нижеследующем порядке:
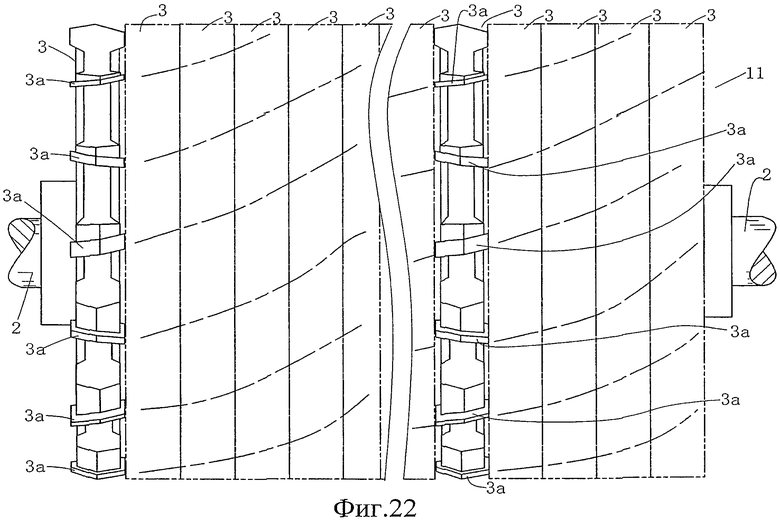
Как показано на фиг.22, на наружной окружности вращательного режущего инструмента 3 устанавливаются режущие кромки зубьев 3a, расположенные через определенное расстояние в направлении вращения и направленные в сторону, пересекающуюся под прямым углом с направлением вращения, причем они выступают в стороны, противоположные друг другу, с тем, чтобы обеспечить развод зубьев.
Узел для формирования канавок 11 состоит из многочисленных режущих инструментов 3, расположенных в контакте друг с другом в направлении осевой линии поворотного вала 2 и прикрепленных к нему. При этом режущие кромки зубьев 3a располагаются по спиральной линии, указанной штрихпунктирной линией на фиг.22.
Располагают узел для формирования канавок 11 в положении ожидания, указанном сплошной линией на фиг.23(А), и вращают поворотный вал 2 с высокой скоростью в режиме ожидания.
Кроме того, узел для формирования канавок 11 имеет возможность возвратно-поступательного перемещения между положением, указанным сплошной линией на фиг.23(А), и положением, указанным штриховой линией, то есть по заданному пути, наклоненному под определенным углом (например, под углом θ=10 градусов) относительно поверхности листового древесного материала 210.
В положении, указанном на фиг.23(А), перемещают листовой древесный материал 210 посредством транспортного валка 220 по опорному столу 215 до участка, упомянутого ниже, (далее именуется - участок формирования канавок), затем останавливают и приводят его в режим ожидания.
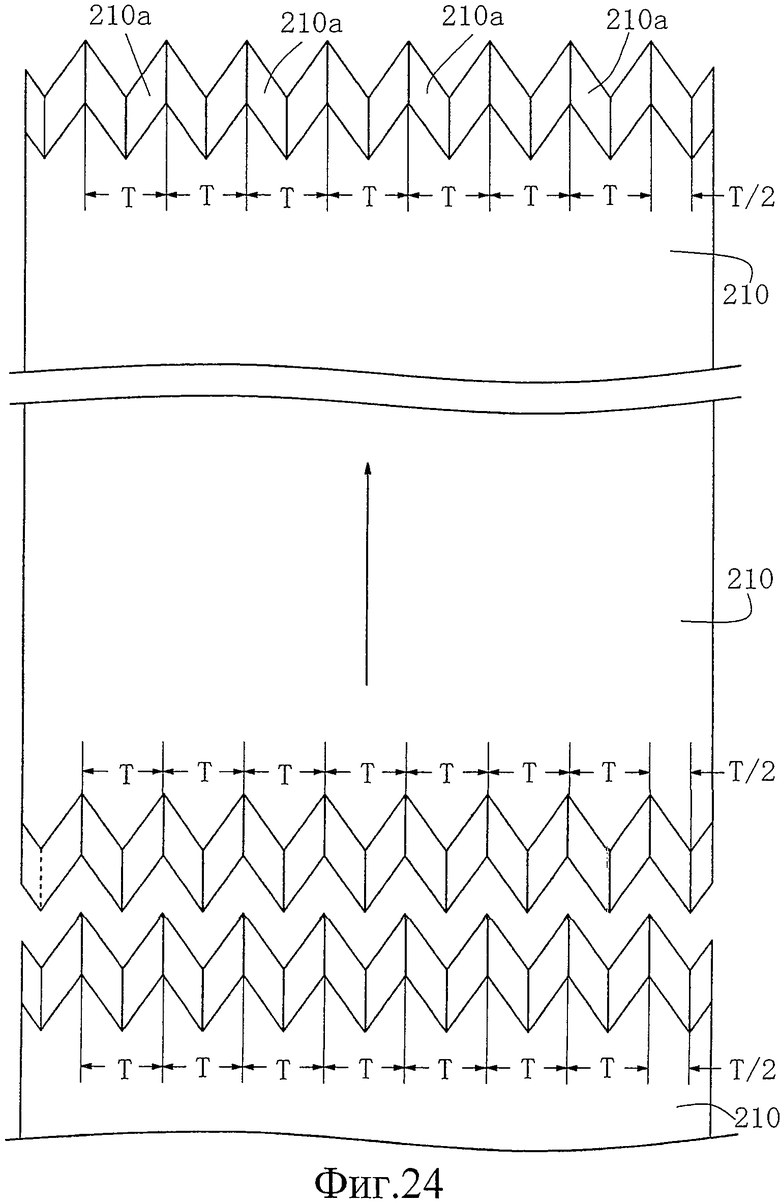
То есть при перемещении узла для формирования канавок 11 вниз по наклонному пути, упомянутому выше, нарезается канавка на части листового древесного материала 210, по которой вращательный режущий инструмент 3 проходит. В результате на листовом древесном материале 210 появляется участок с нарезанной канавкой, который протягивается с лицевой стороны листового древесного материала 210 до его оборотной стороны.
При этом вышеуказанный участок, где листовой древесный материал 210 останавливается и приводится в режим ожидания, является участком формирования канавок.
Как показано на фиг.24, таким путем нарезания формируются многочисленные V-образные канавки 210а, расположенные параллельно друг другу.
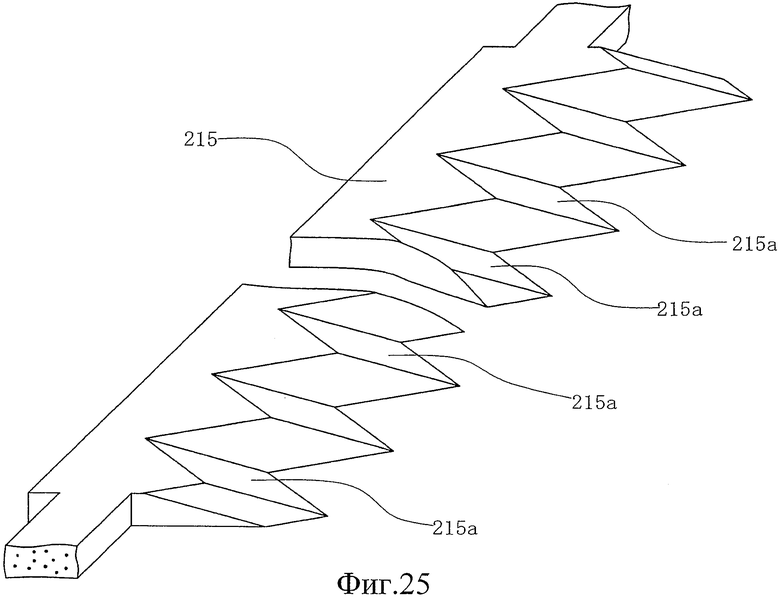
Между тем, опорный стол 215, показанный на фиг.23(А), изготовляется из такого материала, как синтетическая смола и др., с достаточными жесткостью и твердостью, но не имеющими возможности повредить режущие кромки зубьев 3a режущих инструментов 3 при их столкновении с опорным столом 215.
А опорный стол 215 предварительно подвергается нарезанию канавок так, как упомянуто ниже.
То есть закрепляют листовой элемент с заданной толщиной на основании, не показанном на фигуре, таким образом, как показано на фиг.23(А). Вслед за тем перемещают узел для формирования канавок 11 наклонно вниз по пути, параллельному к вышеупомянутому пути, с тем чтобы сначала слегка нарезать канавку по упомянутому листовому элементу.
Затем еще раз перемещают его наклонно вниз от более левого положения начала, чем положение начала вышеупомянутого пути, если смотреть на фиг.23(А), по пути, параллельному к вышеупомянутому пути, с тем чтобы нарезать канавку глубже и полностью по упомянутому листовому элементу.
Несколько раз повторяют этот процесс нарезания до формирования таких канавок 215а, как показано на фиг.25, и тем самым образуют пути, пригодные для прохождения узла для формирования канавок 11 при нарезании канавок по листовому древесному материалу 210.
В результате опорный стол 215 может поддерживать листовой древесный материал 215, за исключением его нарезаемых частей при перемещении узла для формирования канавок 11.
Как показано на фиг.23(А), нарезание канавок по другому листовому древесному материалу, соединяемому с листовым древесным материалом 210, производится, например, в нижеследующем порядке.
Как показано на фиг.23(А), останавливают другой листовой древесный материал, упомянутый выше, в упомянутом участке формирования канавок и перемещают его в направлении, пересекающемся под прямым углом с направлением на упомянутые концевые края, на расстояние, равное половине толщины режущего инструмента 3.
Затем путем перемещения узла для формирования канавок 11 осуществляют нарезание канавок по упомянутому другому листовому древесному материалу. После этого переворачивают этот другой листовой древесный материал лицом вниз и с помощью клея соединяют его часть с нарезанными канавками с частью с нарезанными канавками листового древесного материала 210.
Недостаток вышеупомянутого способа заключается в том, что невозможно решать нижеследующие проблемы, если на концевом участке листового древесного материала 210 в направлении, пересекающемся под прямым углом с направлением на его концевой край, имеется покоробленная часть 210b, указанная штрихпунктирной линией с двумя точками на фиг.23(А), а также - сплошной линией на фиг.23(B) (фасадный вид концевой части с правой стороны).
То есть если производят нарезание канавок по листовому древесному материалу 210 с такой покоробленностью, то формируются слишком глубокие канавки на покоробленной части 210b, если сравнить с канавками листового древесного материала 210, сформированными нормально.
В результате при соединении нарезанных канавок по покоробленной части листового древесного материала 210 с нормально нарезанными канавками другого листового древесного материала образуются зазоры между поверхностями нарезанных канавок.
Следовательно, если с помощью клея соединяют упомянутые поверхности друг с другом, то не обеспечивается достаточная прочность соединения, что приводит к отделению соединенных частей друг от друга при воздействии силы снаружи.
В предлагаемом изобретении с целью формирования в последовательном порядке многочисленных канавок, упомянутых выше, по концевой части листового древесного материала многократно перемещают вращательные режущие инструменты, такие как дисковые фрезы и др.
Техническим результатом предлагаемого изобретения является выравнивание покоробленного участка на концевой части листового древесного материала путем прижима упомянутой концевой части к опорному столу посредством прижимной лапки, по меньшей мере, при однократном перемещении упомянутого вращательного режущего инструмента.
Решение задачи, поставленной в заявляемом изобретении, достигается тем, что, по меньше мере, однократно осуществляют формирование канавки на концевой части упомянутого листового древесного материала посредством вращательного режущего инструмента при условии, что покоробленный участок на упомянутой концевой части выровнен с помощью прижимной лапки. Благодаря этому не производится слишком глубокое нарезание, в результате чего обеспечиваются одинаковые по размеру и форме канавки.
Для ознакомления с наилучшей формой осуществления изобретения ниже приводится описание одного основного примера осуществления изобретения со ссылками на чертежи, на которых изображено:
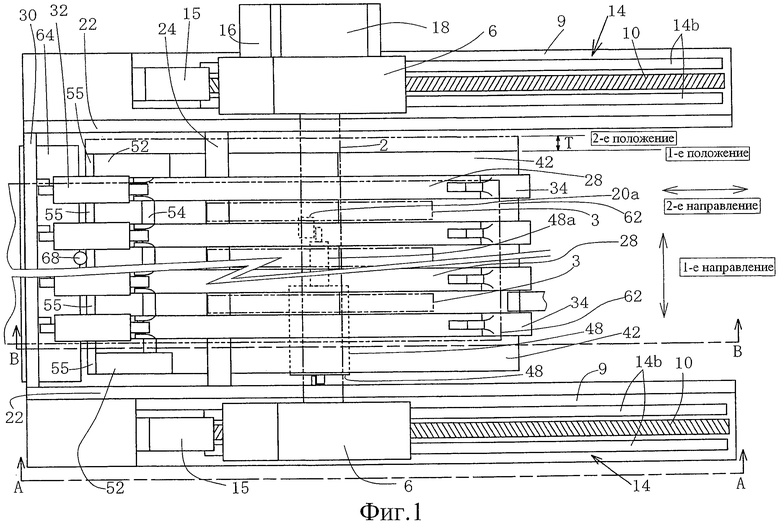
Фиг.1 - План общего вида станка формирования канавок в основном примере осуществления
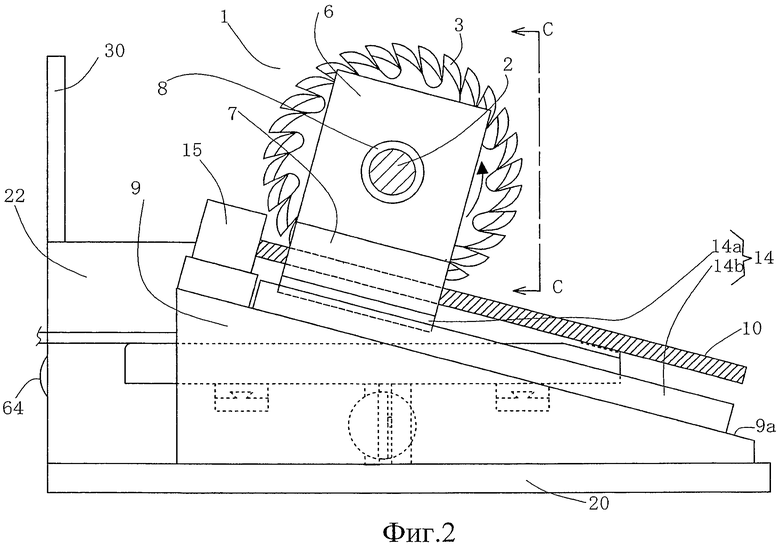
Фиг.2 - Вид сбоку станка формирования канавок вдоль штрихпунктирной линии А-А из фиг.1
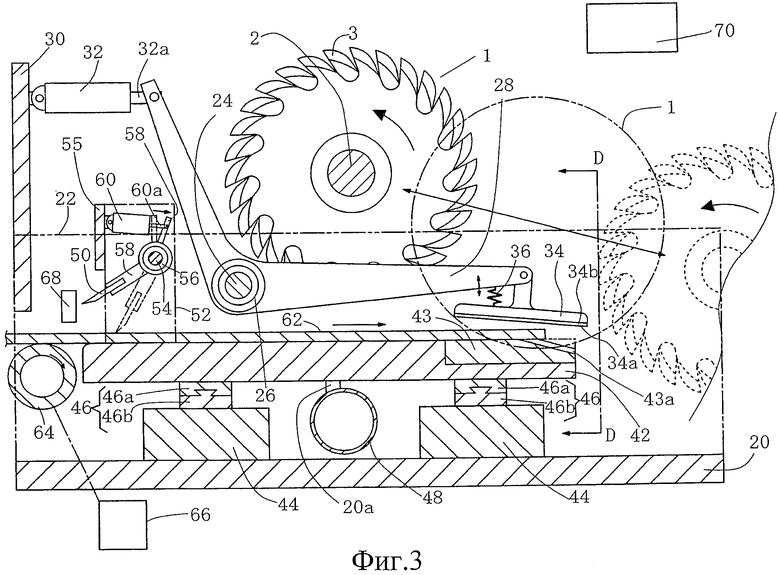
Фиг.3 - Вид сбоку станка формирования канавок вдоль штрихпунктирной линии В-В из фиг.1
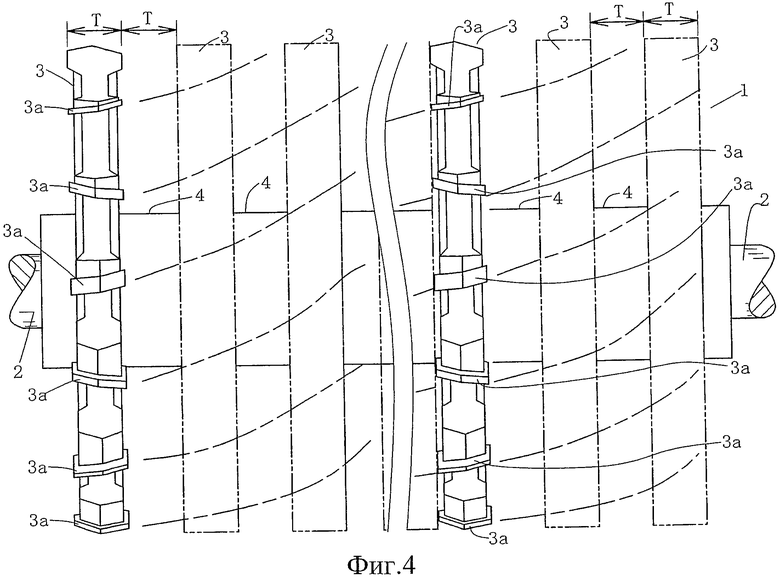
Фиг.4 - Вид спереди узла для формирования канавок без 1-го рычага 28 вдоль штрихпунктирной линии С-С из фиг.2
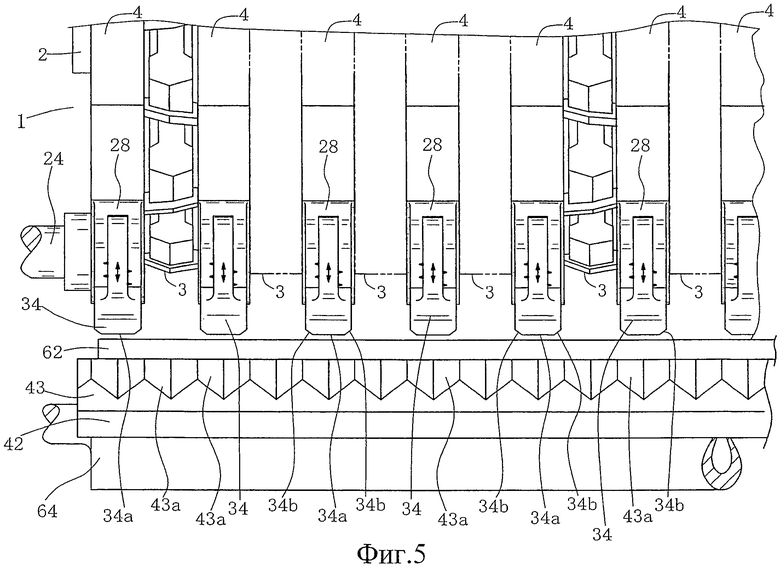
Фиг.5 - Вид спереди вдоль штрихпунктирной линии D-D из фиг.3
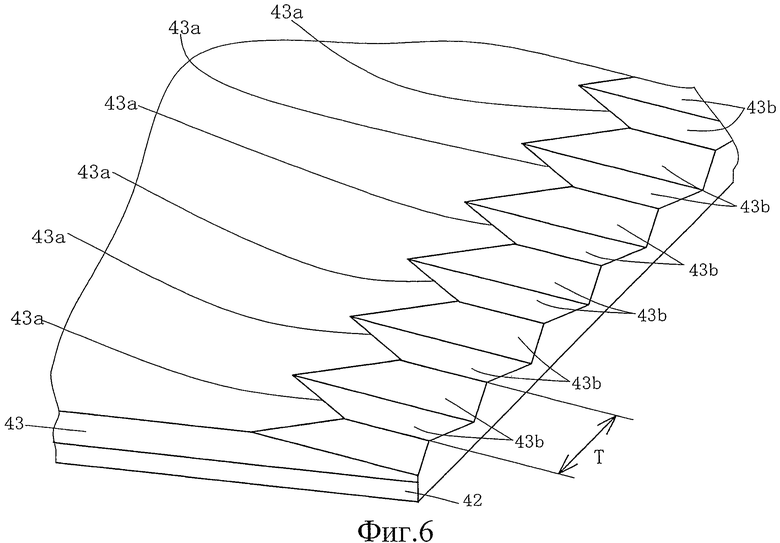
Фиг.6 - Увеличенный перспективный вид опорного стола
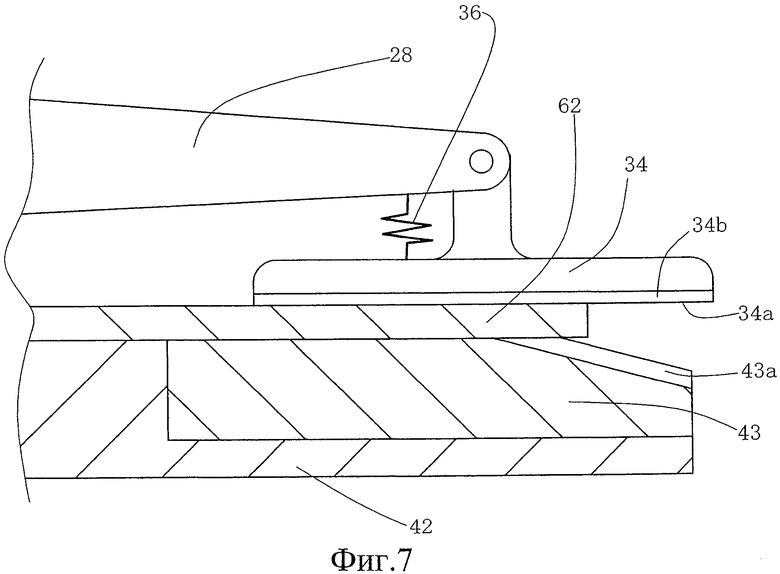
Фиг.7 - Частично увеличенный вид 1-й прижимной лапки 34, показанной на фиг.3, при прижиме к плоской поверхности листового древесного материала 62
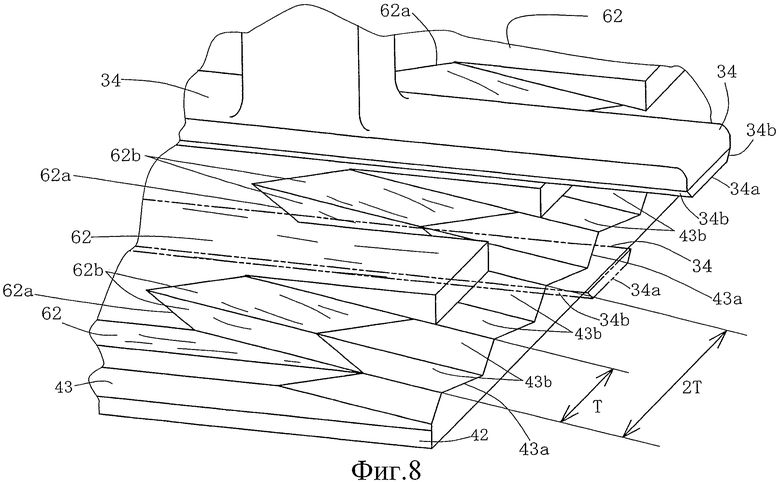
Фиг.8 - Перспективный вид 1-ых канавок 62а, сформированных по концевой части листового древесного материала
Фиг.9 - Перспективный вид 1-ых канавок 62а и 2-ых канавок 62с, сформированных по концевой части листового древесного материала
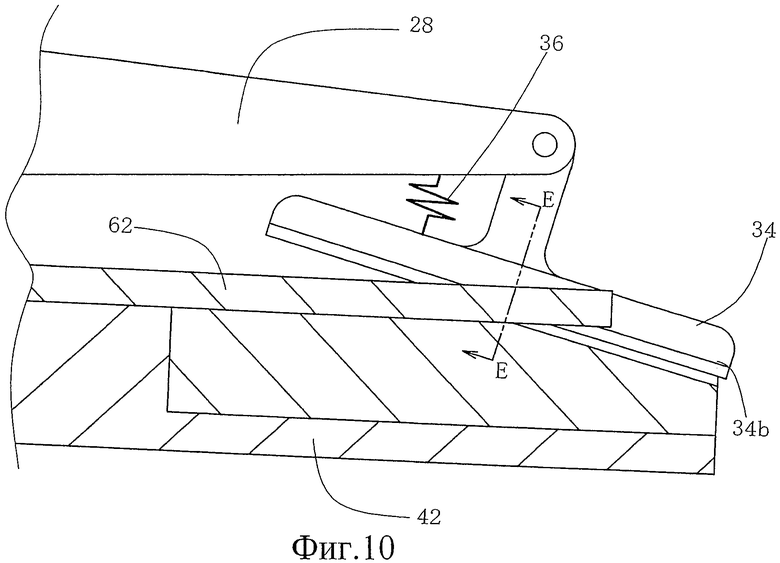
Фиг.10 - Частично увеличенный вид 1-й прижимной лапки 34, показанной на фиг.3, при прижиме к канавкам 43a листового древесного материала 62
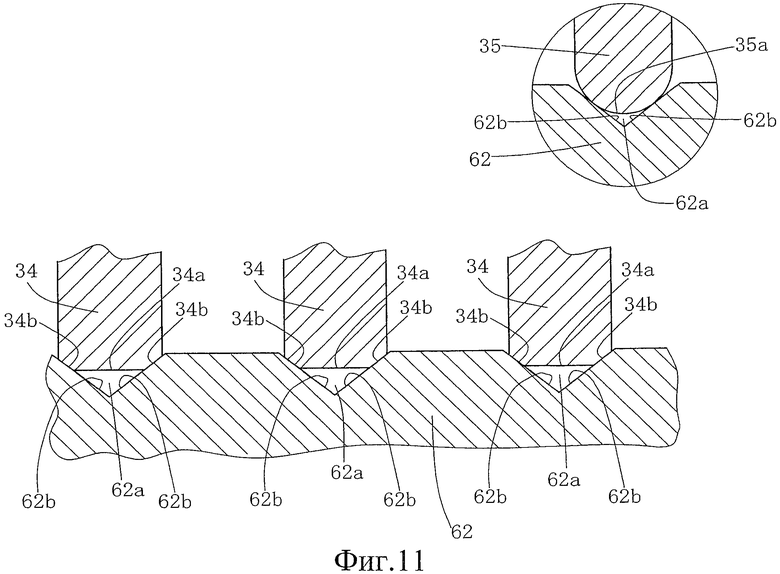
Фиг.11 - Вид в разрезе прижимной лапки вдоль штрихпунктирной линии Е-Е из фиг.10
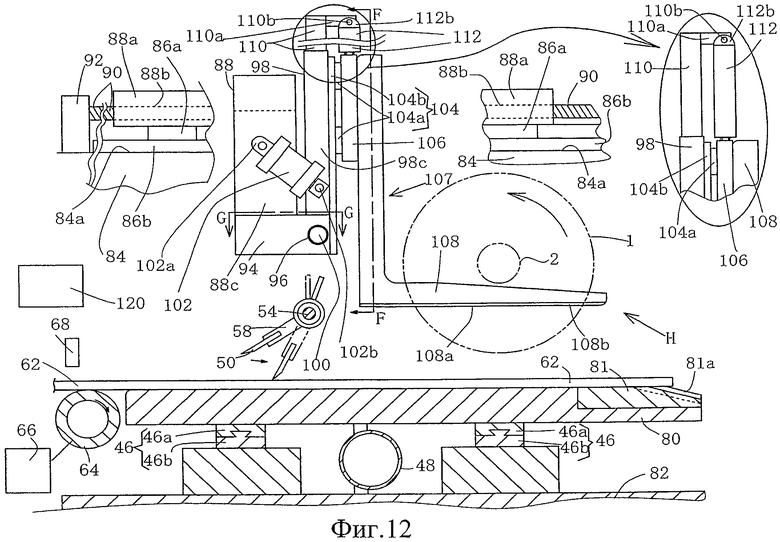
Фиг.12 - Вид сбоку станка формирования канавок в дополнительном примере осуществления 1
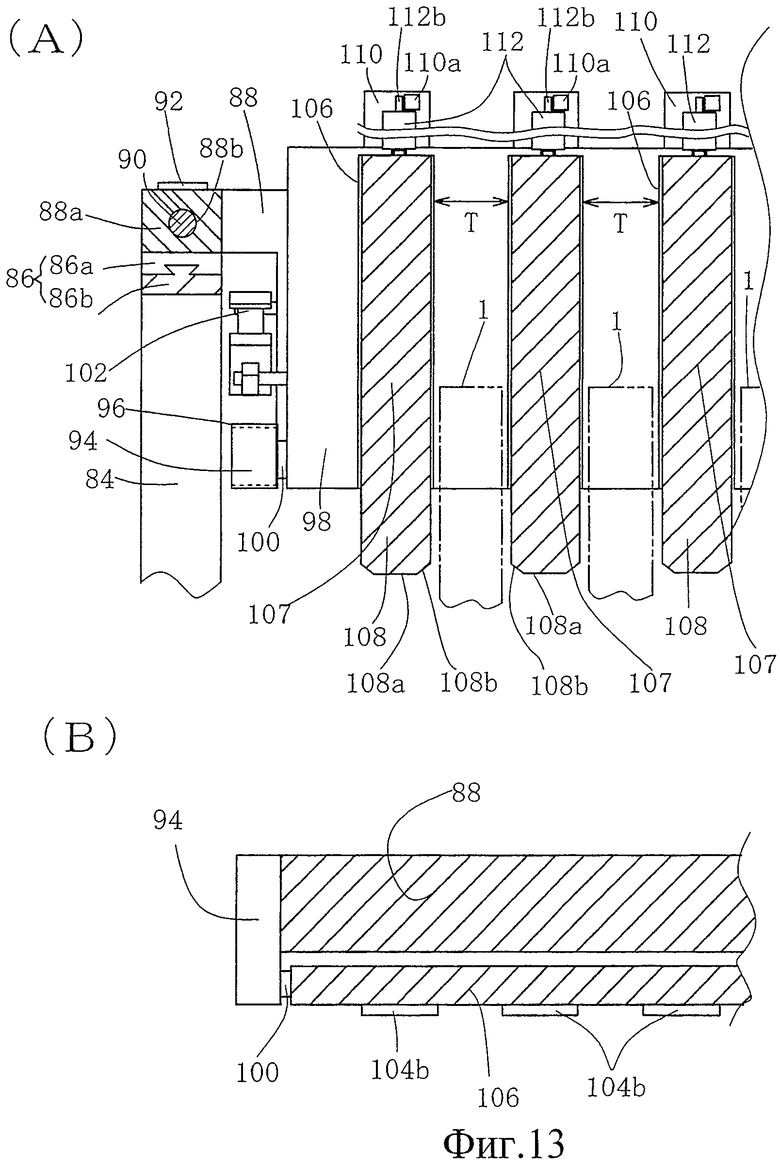
Фиг.13 - (А): Частичный вид в разрезе вдоль штрихпунктирной линии F-F из фиг.12, (B): Частичный вид в разрезе вдоль штрихпунктирной линии G-G из фиг.12
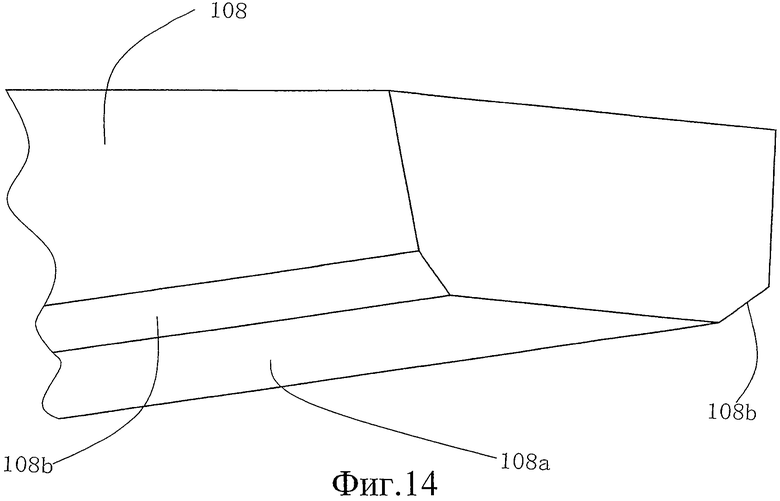
Фиг.14 - Перспективный вид конструкции прижимной лапки со стороны, указанной стрелкой на фиг.12
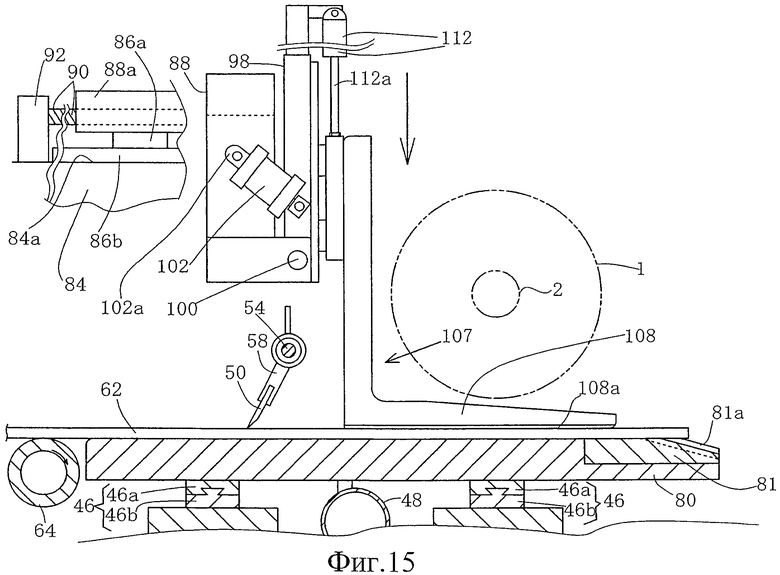
Фиг.15 - Схема действий основных элементов в станке формирования канавок в дополнительном примере осуществления 1
Фиг.16 - Схема действий основных элементов в станке формирования канавок в дополнительном примере осуществления 1
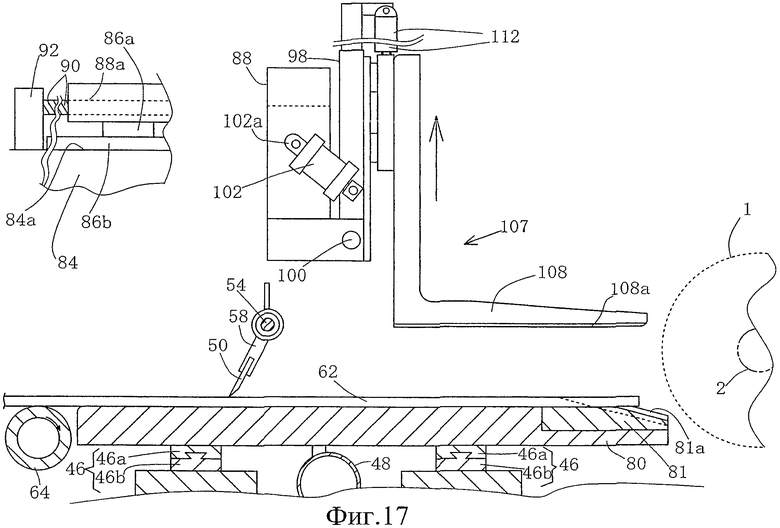
Фиг.17 - Схема действий основных элементов в станке формирования канавок в дополнительном примере осуществления 1
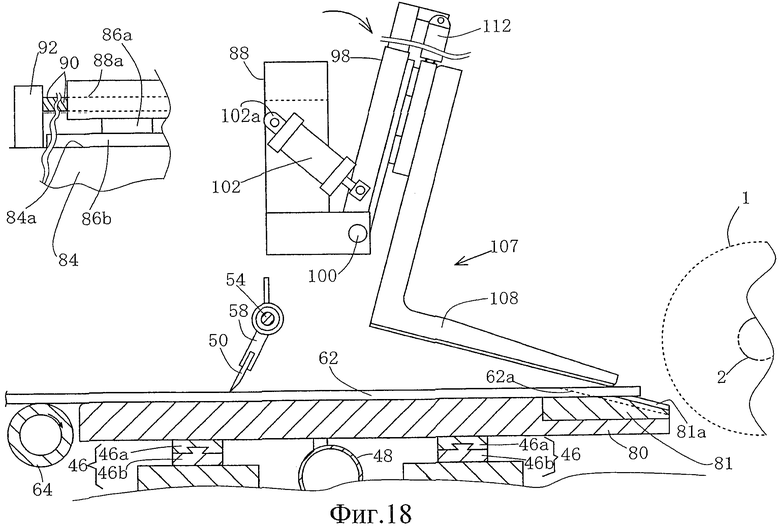
Фиг.18 - Схема действий основных элементов в станке формирования канавок в дополнительном примере осуществления 1
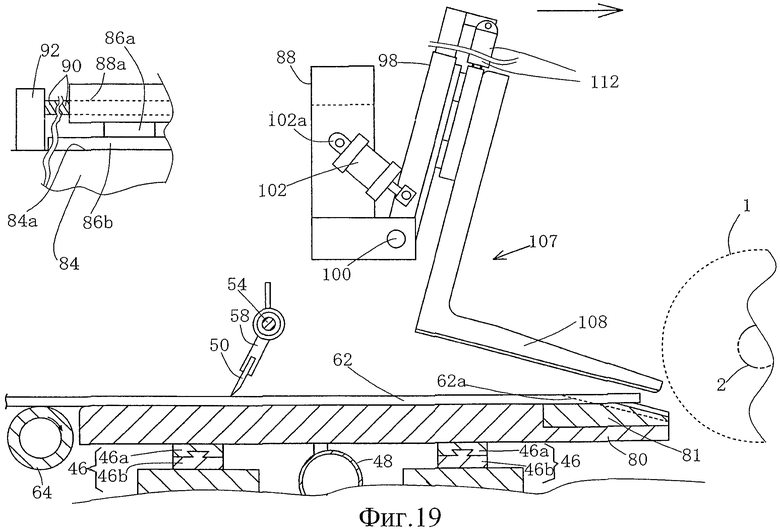
Фиг.19 - Схема действий основных элементов в станке формирования канавок в дополнительном примере осуществления 1
Фиг.20 - Схема действий основных элементов в станке формирования канавок в дополнительном примере осуществления 1
Фиг.21 - Схема действий основных элементов в станке формирования канавок в дополнительном примере осуществления 1
Фиг.22 - Частично увеличенный вид в разрезе узла для формирования канавок, сконструированного по известному способу
Фиг.23 - (А): Схема рабочих процессов узла для формирования канавок, сконструированного по известному способу,
(B): Фасадный вид концевой части листового древесного материала 210 с правой стороны
Фиг.24 - План листового древесного материала с канавками, сформированными в его передней и задней концевых сторонах
Фиг.25 - Увеличенный перспективный вид канавок, сформированных по известному способу.
Номер детали 3, показанный штрихпунктирной линией с двумя точками на фиг.1, представляет собой режущий инструмент, такой как дисковая фреза и т.п. При этом в качестве режущего инструмента используется инструмент, показанный на фиг.22.
Как видно из фиг.4, он имеет толщину Т в 1-м направлении.
Между режущими инструментами 3 вдоль поворотного вала 2 располагаются поочередно распорные втулки 4, имеющие каждая ширину Т, равную толщине одного режущего инструмента 3 в 1-м направлении, в количестве, превышающем общую ширину листового древесного материала 62, упомянутого ниже. Все эти элементы входят в состав узла для формирования канавок 1, показанного на фиг.2.
Между тем, и в данном случае режущие кромки зубьев 3a всех режущих инструментов 3 располагаются через распорные втулки 4 рядом друг с другом вдоль спиральной линии, указанной штрихпунктирной линией на фиг.4.
Как показано на фиг.1 и 2, оба конца поворотного вала 2 поддерживаются 1-ми подшипниками 8, установленными на поддерживающих блоках 6, так, чтобы он свободно вращался.
Как показано на фиг.2, на нижних сторонах обоих поддерживающих блоков 6 закрепляются подставки 7 с внутренней резьбой, куда входят винты с наружной резьбой 10, расположенные в наклонном направлении (далее именуется - наклонное направление).
Каждая подставка 7 располагается таким образом, как упомянуто ниже. То есть располагают станину 9, верхняя поверхность 9а которой наклонена параллельно винту с наружной резьбой 10, под каждой подставкой 7.
На каждой верхней поверхности 9а располагают неподвижный элемент 14b, который вместе с подвижным элементом 14а входит в состав 1-го подшипника линейного перемещения 14. При этом располагают оба неподвижных элемента 14b параллельно друг другу таким образом, как показано на фиг.1.
Кроме того, прикрепляют подвижный элемент 14а, движущийся по неподвижному элементу 14b, к нижней стороне подставки 7, благодаря чему каждая подставка 7 перемещается в наклонном направлении.
Левые концы обоих винтов с наружной резьбой 10, показанных на фиг.2, присоединяются к 1-ыми серводвигателями 15, которые управляются сигналами, передаваемыми с устройства управления 70, упомянутого ниже. За счет управления упомянутыми серводвигателями оба винта с наружной резьбой 10 приводятся в возвратно-поступательное движение и останов в синхронном режиме.
При поступательном движении обоих винтов с наружной резьбой 10 узел для формирования канавок 1 перемещается от положения (далее именуется - положение ожидания), указанного сплошной линией на фиг.3, в наклонном направлении к положению (далее именуется - фронтовое положение), указанному штриховой линией на фиг.3. А при их возвратном движении упомянутый узел возвращается в положение ожидания.
Между тем, к поддерживающему блоку 6, показанному на верхней стороне фиг.1, прикрепляют консоль 16, выступающую в сторону. На консоли 16 закрепляют 2-й серводвигатель 18 и присоединяют его к одному из обоих концов поворотного вала 2, расположенному на верхней стороне фиг.1. Упомянутый серводвигатель 18 управляется сигналами, передаваемыми с устройства управления 70, упомянутого ниже, с тем, чтобы привести поворотный вал 2 во вращение в направлении, указанном стрелкой на фиг.2, и останов.
Как правило, 2-й серводвигатель 18 находится в остановленном состоянии, но он приводится во вращение в направлении, указанном стрелкой на фиг.2, сигналами, передаваемыми с устройства управления 70, перед началом перемещения узла для формирования канавок 1 с целью формирования канавок на листовом древесном материале 62, а после завершения его одностороннего перемещения - в останов.
Кроме того, станины 9 вместе с отдельными элементами, упомянутыми ниже, располагаются на 1-м основании 20.
Как показано на фиг.1, номер детали 22 представляет собой 1-ю опорную стенку, расположенную на верхней поверхности 1-го основания 20, с высотой, указанной штрихпунктирной линией с двумя точками на фиг.3. К обеим 1-м опорным стенкам 22 прикрепляются оба конца 1-го несущего вала 24.
На 1-м несущему валу 24 устанавливаются через 2-ые подшипники 26 изогнутые 1-ые рычаги 28 с возможностью свободного вращения, располагаемые в положениях напротив распорных втулок 4.
Как показано на фиг.1, номер детали 30 представляет собой 2-ю опорную стенку, прикрепленную под прямым углом к 1-й опорной стенке 22.
Конец поршневого штока 32а 1-го пневмоцилиндра 32, концевая часть которого присоединена штифтом к 2-й опорной стенке 30, прикрепляют также штифтом к левому концу 1-го рычага 28, показанному на фиг.3.
Кроме того, к правому концу 1-го рычага 28, показанному на фиг.3, присоединяют 1-ю прижимную лапку 34, ширина которой в направлении слева направо (далее именуется - 1-е направление), показанном на фиг.5, чуть меньше, чем расстояние между двумя режущими инструментами 3, расположенными через определенное расстояние рядом друг с другом. В результате 1-я прижимная лапка 34 движется свободно относительно 1-го рычага 28.
Донная часть 1-й прижимной лапки 34 имеет два вида поверхностей, упомянутых ниже.
Как показано на фиг.5, один из двух видов является плоской поверхностью 34а по донной части, предназначенной для прижима к ровной поверхности листового древесного материала 62, где еще не сформированы 1-е канавки 62а и 2-е канавки 62с, упомянутые ниже.
А другой является наклонными поверхностями 34b, образованными на обеих боковых сторонах плоской поверхности 34а, как показано на фиг.5.
Как показано на фиг.11, наклонные поверхности 34b предназначаются для их полного соприкосновения с внутренними поверхностями 62b 1-й канавки 62а при прижиме 1-й прижимной лапки 34 внутрь 1-й канавки 62а, образованной на листовом древесном материале 62.
Номер детали 36, показанный на фиг.3, представляет собой слабую пружину растяжения, соединенную с 1-м рычагом 28 и 1-й прижимной лапкой 34.
Если 1-я прижимная лапка 34 без упомянутой пружины устанавливается только через подшипник на 1-м рычаге 28, то возможно, что, например, при повороте 1-го рычага 28 1-я прижимная лапка 34 поворачивается вокруг подшипника, в результате чего левая часть 1-й прижимной лапки 34 в 2-м направлении опускается вниз и остается опущенной вниз.
В такой ситуации, как упомянуто выше, при подаче листового древесного материала 62 к положению формирования канавок листовой древесный материал 62 наталкивается на прижимную лапку 34 и больше не может передвигаться.
Во избежание этого явления устанавливают пружину растяжения 36 на 1-м рычаге 28 с тем, чтобы при 1-м положении подъема 1-го рычага 28, указанном сплошной линией на фиг.3, пружина растяжения 36 немного подняла левую часть 1-й прижимной лапки 34 с целью ее наклонения налево вверх.
Между тем, фиг.3 показывает состояние 1-го пневмоцилиндра 32, когда его поршневой шток 32а втянут назад, в то время как при его выдвижении 1-я прижимная лапка 34 прижимается к ровной поверхности листового древесного материала 62 или внутренним поверхностям канавки 62b.
При этом все действия, упомянутые выше, управляются сигналами, передаваемыми с устройства управления 70.
Номер детали 42 представляет собой опорный стол с плоскими поверхностями на его лицевой и оборотной сторонах, используемый при обработке листового древесного материала 62 и изготовленный из стали.
Правая концевая часть опорного стола 42 на его лицевой стороне в 2-м направлении вырезана таким образом, как показано на фиг.3. В месте, образованном в результате вырезания, закрепляют амортизатор 43 для режущего инструмента 3 из таких материалов, как бакелит, жесткая синтетическая смола и т.п., обладающие не только жесткостью, но и свойствами, не позволяющими повреждать режущие кромки зубьев режущих инструментов 3 при соприкосновении с упомянутым амортизатором.
Как показано на фиг.3, 1-й опорный стол 42 располагается над 1-м основанием 20 и имеет возможность передвигаться в 1-м направлении, пересекающемся под прямым углом с направлением подачи листового древесного материала 62 (далее именуется - 2-е направление), указанным стрелкой на фиг.3.
На верхней поверхности 1-го основания 20 располагают через определенное расстояние два регулятора высоты 44 и закрепляют их. На каждом регуляторе высоты 44 располагают неподвижный элемент 46b, который вместе с подвижным элементом 46а входит в состав 2-го подшипника линейного перемещения 46, а подвижный элемент 46а закрепляют на нижней поверхности 1-го опорного стола 42.
В состав 1-го опорного стола 42 с возможностью перемещения в 1-м направлении входят нижеследующие элементы.
Номер детали 48 представляет собой 2-й пневмоцилиндр, который частично показывается сплошной линией, а в основном - штриховой линией на фиг.1. А также он показывается полностью штриховой линией на фиг.2 и представляется на разрезе на фиг.3.
Его концевая часть присоединяется штифтом к 1-й опорной стенке 22 станины 9, тогда как конец его поршневого штока 48а присоединяется штифтом к 1-му выступу 20а, закрепленному на нижней поверхности 1-го опорного стола 42.
В таком составе, как упомянуто выше, 1-й опорный стол 42 перемещается в 1-м направлении при выдвижении и втягивании поршневого штока 48а 2-го пневмоцилиндра 48.
При этом располагают два стопора известного типа, предназначенные для останова 1-го опорного стола 42 в заданном положении ожидании (далее именуется - 1-е положение), отдаленном на расстояние Т в 1-м направлении и показанном на нижней стороне фигуры 1, при втягивании поршневого штока 48а, а также - в заданном положении ожидания (далее именуется - 2-е положение), показанном на верхней стороне фигуры 1, при выдвижении поршневого штока 48а.
Более того, действия 2-го пневмоцилинда 48 управляются сигналами, передаваемыми с устройства управления 70.
Номер детали 50, показанной на фиг.3, представляет собой ограничитель с острым кончиком.
Ограничитель 50 располагается так, как упомянуто ниже.
Номер детали 52, показанный сплошной линией на фиг.1, а на фиг.3 - штрихпунктирной линией, представляет собой 3-е опорные стенки, расположенные каждая вертикально на верхней поверхности 1-го опорного стола 42 в 1-м направлении, то есть на его обоих концах в направлении сверху вниз по фиг.1.
К обеим 3-м опорным стенкам 52 прикрепляются оба конца 2-го несущего вала 54.
На левой стороне фиг.3 располагается 4-я опорная стенка 55, прикрепляемая обоими концами, находящимися в направлении сверху вниз по фиг.1, к обеим 3-м опорным стенкам 52.
2-ые рычаги 58 с возможностью поворота, на нижних концах которых имеются ограничители 50, располагаются через определенное расстояние в направлении сверху вниз, показанном на фиг.1, на 2-м несущем валу 54 вместе с подшипниками 56.
Как показано на фиг.3, верхние концы 2-х рычагов 58 соединяются штифтами с концами поршневых штоков 60а 3-х пневмоцилиндров 60, концы которых присоединены штифтами к 4-й опорной стенке 55.
При выдвижении и втягивании 3-х пневмоцилиндров 60 2-ые рычаги 58 поворачиваются в пределах участка между положением, указанным сплошной линией на фиг.3 (далее именуется - 2-е положение подъема), и положением, указанным штрихпунктирной линией с двумя точками на фиг.3 (далее именуется - положение втыкания), где кончики ограничителей 50 втыкаются в поверхность листового древесного материала 62 с целью ограничения его смещения путем его зажима между ограничителями 50 и 1-ым опорным столом 42.
Однако положение втыкания не является постоянным по нижеследующим причинам. Ограничители 50 предназначаются для предотвращения смещения листового древесного материала 62 из-за силы, возникающей при формировании канавок по листовому древесному материалу 62 посредством режущих инструментов 3, путем втыкания кончиков ограничителей 50 в поверхность листового древесного материала 62.
Поэтому, сила втыкания, вызываемая 3-м пневмоцилиндром 60, меняется в надлежащее время с тем, чтобы обеспечить полностью предотвращение смещения листового древесного материала 62.
При повороте 2-го рычага 58 фактическое положение втыкания ограничителя 50 меняется в зависимости от силы, вызываемой 3-м пневмоцилиндром 60, свойств листового древесного материала 62 и др.
Действия 3-го пневмоцилиндра 60 управляются сигналами, передаваемыми с устройства управления 70.
Номер детали 62, показанный штрихпунктирной линией с двумя точками на фиг.1, а - сплошной линией на фиг.3, представляет собой листовой древесный материал, где формируются 1-е канавки 62а и 2-е канавки 62с посредством режущих инструментов 3 так, как упомянутого ниже.
Как показано на фиг.1 и 3, номер детали 64 представляет собой транспортный валок, предназначенный для транспортировки листового древесного материала 62 по 1-му опорному столу 42. На фиг.1 и 3 показывается только один транспортный валок 64, но на практике много транспортных валков 64 располагаются на месте.
Транспортный валок 64 приводится во вращение и останов посредством 3-го серводвигателя 66.
Номер детали 68 представляет собой датчик, предназначенный для обнаружения переднего конца листового древесного материала 62 и передачи сигнала обнаружения к устройству управления 70.
Устройство управления 70 после получения сигнала обнаружения с датчика 68 передает сигналы управления к отдельным рабочим элементам.
В таком составе, как упомянуто выше, предварительно формируют канавки по 1-му опорному столу 42.
То есть сначала прикрепляют 1-й опорный стол 42 без канавок, форма верхнего угла на правом крае которого показывается штрихпунктирной линией с двумя точками на фиг.3, к 2-му подшипнику линейного перемещения 46.
В такой ситуации, как упомянуто выше, втягивают назад 2-й пневмоцилиндр 48 с тем, чтобы переместить 1-й опорный стол 42 к 1-му положению и поставить его в режим ожидания.
Затем приводят во вращение 2-й серводвигатель 18 с тем, чтобы вращать режущие инструменты 3 по направлению к стрелке, указанной на фиг.3. После этого приводят в поступательное движение винт с наружной резьбой 10 посредством 1-го серводвигателя 15 с тем, чтобы переместить узел для формирования канавок 1 в фронтовое положение, как показано на фиг.3.
А после останова 2-го серводвигателя 18 приводят в возвратное движение 1-й серводвигатель 15 и тем самым производят обратное вращение винта с наружной резьбой 10 с целью перемещения узла для формирования канавок 1 к положению ожидания.
После процесса, упомянутого выше, выдвигают вперед 2-й пневмоцилиндр 48 с тем, чтобы переместить 1-й опорный стол 42 в 2-е положение и поставить его в режим ожидания.
Также, как упомянуто выше, вращая режущие инструменты 3 по направлению к стрелке, указанной на фиг.3, перемещают узел для формирования канавок 1 в фронтовое положение, показанное на фиг.3.
В результате, как показано на фиг.6 с перспективным видом, на опорном столе 42 формируются много V-образных канавок 43a, состоящих из двух наклонных внутренних поверхностей 43b и расположенных через расстояние Т в 1-м направлении, а также соответствующих каждая форме режущей кромки зуба режущего инструмента 3.
Теперь поясним последовательность действий отдельных рабочих элементов на основном примере осуществления.
В качестве исходных положений предварительно располагают отдельные рабочие элементы так, как упомянуто ниже.
То есть втягивают назад поршневой шток 32а 1-го пневмоцилиндра 32 с тем, чтобы переместить 1-й рычаг 28 до 1-го положения подъема, показанного сплошной линией на фиг.3.
А также выдвигают вперед 3-й пневмоцилиндр 60 с тем, чтобы переместить 2-й рычаг 58 до 2-го положения подъема, показанного сплошной линией на фиг.3.
Втягивают назад 2-й пневмоцилиндр 48 с тем, чтобы переместить 1-й опорный стол 42 через 2-й подшипник линейного перемещения 46 в 1-е положение.
Приводят транспортный валок 64 во вращение по направлению к стрелке, указанной на фиг.3, посредством 3-го серводвигателя 66.
В такой ситуации, как упомянуто выше, ставят листовой древесной материал 62 на транспортный валок 64 и перевозят его в 2-м направлении.
Когда передний конец листового древесного материала 62, транспортируемого в правую сторону (на фиг.3), обнаруживается посредством датчика 68, то сигнал обнаружения с датчика 68 передается к устройству управления 70.
Тогда устройство управления 70 выдает сигнал останова, в первую очередь, к 3-му серводвигателю 66 с тем, чтобы остановить транспортный валок 64, когда передний конец листового древесного материала 62 чуть выходит за левую границу участка с канавками 43a, сформированными на 1-м опорном столе 42, если смотреть спереди фиг.3.
Устройство управления 70 выдает сигналы с тем, чтобы выдвинуть вперед поршневые штоки 32а 1-ых пневмоцилиндров 32, а также втянуть назад 3-е пневмоцилиндры 60.
Под действием 1-ых пневмоцилиндров 32 каждый из 1-ых рычагов 28 приводится во вращение в направлении по часовой стрелке из положения, показанного на фиг.3.
В результате, как показано на фиг.7 - увеличенный вид, плоская поверхность 34а 1-й прижимной лапки 34 прижимает листовой древесный материал 62 к 1-му опорному столу 42.
То есть если даже частичное коробление листового древесного материала 62 имеется, то оно исправляется и покоробленный участок выравнивается таким путем, как упомянуто выше.
А под действием 3-х пневмоцилиндров 60 каждый из 2-ых рычагов 58 приводится во вращение в направлении против часовой стрелки из положения, показанного сплошной линией на фиг.3.
В результате острия ограничителей 50 втыкаются в поверхность листового древесного материала 62.
Затем устройство управления 70 выдает сигнал с тем, чтобы привести в действие 2-й серводвигатель 18 с целью вращения поворотного вала 2 узла для формирования канавок 1, то есть режущих инструментов 3 в направлении, указанном стрелкой на фиг.3.
После этого устройство управления 70 выдает сигналы с тем, чтобы привести в действие оба 1-ых серводвигателя 15 с целью приведения обоих винтов с наружной резьбой 10 в поступательное движение в синхронном режиме.
В результате, как показано на фиг.3, узел для формирования канавок 1 перемещается от положения ожидания к фронтовому положению.
При его перемещении передняя концевая часть листового древесного материала 62 подвергается обработке резанием посредством режущих инструментов 3.
Как показано на фиг.8 и 9, на каждом участке обработки резанием, составляющем ширину 2Т, листового древесного материала 62 формируются 1-е канавки 62а, состоящие из двух внутренних поверхностей 62b, показанных наклонными линиями, и имеющие каждая ширину Т в 1-м направлении и V-образную форму в разрезе в направлении, пересекающемся под прямым углом с наклонным направлением,
1-я прижимная лапка 34 показывается сплошной линией на верхней стороне фиг.8, а только ее плоская поверхность 34а и наклонные поверхности 34b - штрихпунктирной линией с двумя точками на нижней стороне фиг.8.
При обработке резанием посредством режущих инструментов 3 1-я прижимная лапка 34 прижимается вниз к листовому древесному материалу 62.
При этом перемещение режущих инструментов 3 происходит беспрепятственно, так как канавки 43a, заранее сформированные на 1-м опорном столе 42, являются пространством для прохождения режущих инструментов 3.
При этом внутренние поверхности 62b 1-ых канавок 62а, сформированных таким образом, как упомянуто выше, и внутренние поверхности 43b канавок 43 параллельны друг другу и составляют как бы одну сплошную поверхность.
При формировании канавок 62а передняя концевая часть листового древесного материала 62 выравнивается с помощью 1-й прижимной лапки 34 и зажимается между 1-й прижимной лапкой 34 и 1-м опорным столом 42, поэтому она никак не смещается от заданного положения, в результате чего почти одинаковые по размеру и форме 1-ые канавки 62а обеспечиваются.
К тому же смещение листового древесного материала 62 предотвращается и посредством ограничителей 50.
Кроме того, оборотная сторона листового древесного материала 62, за исключением его частей, через которые проходят режущие инструмент 3, поддерживается на 1-м опорном столе 42, благодаря чему канавки 1-ые 62а формируются более правильно.
Устройство управления 70 по истечении достаточного времени, необходимого для формирования 1-ых канавок 62а, выдает сигнал с тем, чтобы привести в действие отдельные рабочие элементы.
То есть втягивают назад поршневые штоки 32а 1-ых пневмоцилиндров 32 и тем самым возвращают 1-ые рычаги 28 в исходные положения, показанные на фиг.3.
Вслед за тем выдвигают вперед поршневой шток 48а 2-го пневмоцилиндра 48 с тем, чтобы переместить через 2-ые подшипники линейного перемещения 46 1-й опорный стол 42 от 1-го положения к 2-му положению на расстояние Т.
При этом перемещаются и 3-и опорные стенки 52 вместе с опорным столом 42, в результате чего листовой древесный материал 62, в который воткнуты ограничители 60, не меняя своего положения относительно 1-го опорного стола 42, перемещается вместе с упомянутым опорным столом 42.
После этого перемещения каждая из 1-ых канавок 62а, сформированных по листовому древесному материалу 62, находится прямо под 1-й прижимной лапкой 34 так, как показано на фиг.3.
Затем устройство управления 70 выдает сигнал с тем, чтобы выдвинуть вперед поршневые штоки 32а 1-ых пневмоцилиндров 32.
В результате 1-ые рычаги 28 опять поворачиваются в направлении по часовой стрелке из положения, показанного на фиг.3.
Следовательно, 1-ые прижимные лапки 34, установленные на 1-ых рычагах 28, прижимаются к 1-ым канавкам 62а, наклоненным вниз так, как показано на фиг.10.
На фиг.9 показываются штрихпунктирной линией с двумя точками плоская поверхность 34а и наклонные поверхности 34b только одной 1-й прижимной лапки 34, а также на фиг.11 показываются многочисленные 1-ые прижимные лапки 34, наклонные поверхности 34b которых прижимаются к внутренним поверхностям 62b, входящих в состав 1-ых канавок 62а, что приводит к прижиму листового древесного материала 62 к 1-му опорному столу 42.
Значит, если даже имеется частичное коробление у листового древесного материала 62, то коробление исправляется и покоробленная часть листового древесного материала 62 выравнивается.
После этого устройство управления 70 выдает сигнал с тем, чтобы привести в действие 2-й серводвигатель 18 с целью вращения режущих инструментов 3 в направлении, указанном стрелкой на фиг.3.
Затем устройство управления 70 выдает сигналы с тем, чтобы привести в действие оба 1-ых серводвигателя 15 с целью обратного вращения обоих винтов с наружной резьбой 10 в синхронном режиме.
В результате узел для формирования канавок 1 перемещается по обратному пути, то есть от положения, указанного штриховой линией на фиг.3, к положению, указанному сплошной линией на фиг.3.
При его перемещении передняя концевая часть листового древесного материала 62 подвергается обработке резанием посредством режущих инструментов 3. Как показано на фиг.9, на листовом древесном материале 62 формируются новые 2-ые канавки 62с между уже сформированными 1-ми канавками 62а, расположенными через определенное расстояние рядом друг с другом.
Ниже приведены дополнительные примеры осуществления предлагаемого изобретения:
Пример 1:
В этом примере 1-я прижимная лапка 34, приведенная в вышеупомянутом основном примере, перемещается и в 2-м направлении, являющемся направлением подачи листового древесного материала 62.
И в этом примере термины, такие как 1-е направление, 2-е направление, направление подачи, наклонное направление, 1-е положение и 2-е положение в вышеупомянутом основном примере осуществления, применяются в одном и том же смысле.
Фиг.12 представляет собой вид сбоку станка формирования канавок в этом примере.
Большинство номеров деталей, использованных в вышеупомянутом основном примере, в основном одинаково и для этого примера.
При этом, например, как и в вышеупомянутом основном примере осуществления, также используются винты с наружной резьбой 10, предназначенные для перемещения узла для формирования канавок 1 в наклонном направлении на участке между положением ожидания и фронтовым положением, подшипники линейного перемещения 14, 1-ые серводвигатели 15 и др., но в данном случае только пояснение действий упомянутых элементов дается без чертежей.
Как показано на фиг.12, номер детали 80 представляет собой расположенный над 1-м основанием 82 2-й опорный стол с возможностью перемещения через 2-ые подшипники линейного перемещения 46 и др. посредством 2-го пневмоцилиндра 48 в 1-м направлении на участке между 1-м положением и 2-м положением таким образом, как упомянуто в вышеупомянутом основном примере осуществления.
На 2-м опорном столе 80 имеются канавки 80а, такие же как канавки 43а, сформированные по передней концевой части 1-го опорного стола 42 в 2-м направлении, приведенного в вышеупомянутом основном примере осуществления.
В отличие от 1-го опорного стола 42 левая концевая часть 2-го опорного стола 80 во 2-м направлении располагается на более левой стороне, чем левая концевая часть 1-го опорного стола 42.
С учетом длины 2-го опорного стола 80 2-е основание 82 длиннее, чем 1-е основание 20, приведенное в основном примере осуществления.
Как показано на фиг.12, номера деталей 50, 54 и 58, такие же как и в вышеупомянутом основном примере осуществления, представляют собой ограничители, 3-й несущий вал и 2-ые рычаги соответственно. Они управляются сигналами, передаваемыми с устройства управления 120, и приводятся в действие так же, как и в вышеупомянутом основном примере осуществления, при этом их перемещение в 1-м направлении производится вместе с 2-м опорным столом 80.
Номер детали 64 представляет собой транспортный валок, предназначенный для подачи листового древесного материала 64 к заданному положению на 2-м опорном столе 80 и составленный из деталей, таких же как упомянуто в вышеупомянутом основном примере осуществления, а также приводится в действие сигналами, передаваемыми с устройства управления 120, так, как описано в вышеупомянутом основном примере осуществления.
Номер детали 84, указанный частично сплошной линией на фиг.12, а также показанный без ее нижней части на фиг.13(А), представляет собой 5-ю опорную стенку. Нижние части обеих 5-ых опорных стенок 84 прикрепляются к верхним поверхностям обеих краевых частей 2-го основания 82, расположенных в 1-м направлении, а также верхние торцы 84а обеих 5-ых опорных стенок 84 протягиваются в 2-м направлении, являющемся направлением слева направо на фиг.12.
Протянутые в 2-м направлении неподвижные части 86b 3-х подшипников линейного перемещения 86, состоящих каждый из неподвижной части 86b и подвижной части 86а, прикрепляются к верхним поверхностям обеих 5-ых опорных стенок 84.
Номер детали 88 представляет собой установочный блок. На обоих краях установочного блока 88, находящихся в 1-м направлении, располагаются выступы 88а, прикрепленные к обеим подвижным частям 86а 3-х подшипников линейного перемещения 86, установленных на обеих 5-ых опорных стенках 84.
Оба выступа 88а имеют сквозные отверстия с внутренней резьбой 88b, просверленными в 2-м направлении.
В упомянутые сквозные отверстие вставляются винты с наружной резьбой 90, совпадающими с внутренней резьбой 88b, в 2-м направлении.
Левый конец винта с наружной резьбой 90, расположенного в 2-м направлении, присоединяется к 4-му серводвигателю 92.
4-й серводвигатель 92 приводит в поступательно-возвратное вращение и останов винт с наружной резьбой 90 сигналами, передаваемыми с устройства управления 120, за счет чего 1-й установочный блок 88 перемещается в направлении слева направо, показанном на фиг.12, и останавливается в заданном месте.
К нижней части 1-го установочного блока 88 прикрепляют 3-й опорный элемент 94, выступающий в правую сторону 2-го направления.
Вблизи от края 3-го опорного элемента 94 устанавливают подшипник 96, куда вставляют 3-й несущий вал 100, выступающий из обоих нижних концов 4-го опорного элемента 98 в 1-м направлении. В результате 4-й опорный элемент 98 имеет возможность вращаться вокруг 3-го несущего вала 100.
Как показано только с одной стороны на фиг.12, в пространстве между торцом 88с 1-го установочного блока 88 и торцом 98с 4-го опорного элемента 98, направленным в сторону 1-го направления, располагают 4-й пневмоцилиндр 102 с возможностью свободного вращения.
Конец 102а 4-го пневмоцилиндра 102 прикрепляют через подшипник (не показанный на фиг.) к торцу 88с, а также конец поршневого штока 102b - к торцу 98с.
Кроме того, как ниже упомянуто, при максимальном выдвижении поршневого штока 102b плоская поверхность 108а 2-й прижимной лапки 108 становится параллельной к наклонному пути перемещения узла для формирования канавок 1.
Следовательно, при выдвижении и втягивании поршневого штока 102b 4-го пневмоцилиндра 102, управляемого сигналами, передаваемыми с устройства управления 120, 4-й опорный элемент 98 поворачивается вокруг 3-го несущего вала 100.
4-й опорный элемент снабжается нижеследующими элементами.
Номер детали 104 представляет собой 4-й подшипник линейного перемещения, неподвижная часть 104b которого прикрепляется к правой поверхности 4-го опорного элемента 98, направленной в сторону 2-го направления. При этом многочисленные неподвижные части 104b располагаются через расстояние Т в 1-м направлении.
Как показано на фиг.12 и 13, каждая из неподвижных частей 104b устанавливается через подвижную часть 104а на 5-м опорном элементе 106. 5-й опорный элемент 106 имеет возможность подъема вверх и опускания вниз относительно 4-го опорного элемента 98.
К поверхности 5-го опорного элемента 106, противоположной поверхности с подвижной частью 104а, прикрепляется 3-й рычаг 107, показанный L-образной формой на фиг.12, а также штрихпунктирной линией с двумя точками на фиг.13(а), причем ширина упомянутого 3-го рычага 107 в 1-м направлении равна толщине 1-й прижимной лапки 34, приведенной в вышеупомянутом основном примере осуществления.
Как показано на фиг.12, 2-я прижимная лапка 108, входящая в состав 3-го рычага 107, выступает в горизонтальном направлении на нижней стороне 3-го рычага 107.
Как и 1-я прижимная лапка 34, конструкция донной части 2-й прижимной лапки 108 состоит из плоской поверхности 108а и наклонных поверхностей 108b, таких как показано на фиг.14 с увеличенным перспективным видом, если смотреть со стороны стрелки Н на фиг.12.
Как показано на фиг.12 и 13, к верхней поверхности 4-го опорного элемента 98, расположенной относительно неподвижной части 104b, прикрепляется 2-й установочный блок 110.
На верхнем конце 2-го установочного блока 110 закрепляется переходник 110а с 2-м выступом 110b.
Номер детали 112 представляет собой 5-й пневмоцилиндр, конец 112b которого соединяется с выступом 110b, а также конец поршневого штока 112а соединяется с верхней поверхностью 5-го опорного элемента 106.
В такой компоновке, как упомянуто выше, поршневой шток 112а 5-го пневмоцилиндра 112 выдвигается или втягивается по сигналам, передаваемым с устройства управления 120. В результате 3-й рычаг 107 поднимается вверх или опускается вниз.
Номер детали 62 представляет собой листовой древесный материал, как и в вышеупомянутом основном примере осуществления.
А также номер детали 64 представляет собой транспортный валок с возможностью вращения и останова посредством 3-го серводвигателя 66.
Номер детали 68 представляет собой датчик, предназначенный для обнаружения переднего конца листового древесного материала и передачи сигнала обнаружения к устройству управления 120.
Устройство управления 120 получает сигналы с датчика 68 и выдает сигналы управления отдельным рабочим элементам.
Номер детали 1 представляет собой узел для формирования канавок в составе таких элементов, как и в вышеупомянутом основном примере осуществления, с возможностью перемещения на участке между положением ожидания и фронтовым положением. При этом на фиг.12 показывается только его положение ожидания, указанное штрихпунктирной линией с двумя точками.
В качестве исходных положений предварительно располагают отдельные рабочие элементы так, как упомянуто ниже.
То есть посредством 4-го серводвигателя 92 перемещают 1-й установочный блок 88 к положению (далее именуется - исходное положение), указанному на фиг.12.
Посредством соответствующих пневмоцилиндров перемещают 2-й рычаг 58, 4-й опорный элемент 98 и 5-й опорный элемент 106 к положениям (далее именуется - исходные положения), указанным на фиг.12.
Как и в вышеупомянутом основном примере осуществления, перемещают также узел для формирования канавок 1 к положению ожидания.
Кроме того, путем втягивания 2-го пневмоцилиндра 48 перемещают 2-й опорный элемент 80 к 1-му положению.
Посредством 3-го серводвигателя 66 приводят транспортный валок 64 во вращение по направлению к стрелке, указанной на фиг.12.
В такой ситуации, как упомянуто выше, на транспортном валке 64 транспортируют листовой древесный материал 62 в 2-м направлении. Если передний конец листового древесного материала, транспортируемого в 2-м направлении на транспортном валке 64, обнаруживается посредством датчика 68, то сигнал обнаружения с упомянутого датчика передается к устройству управления 120.
Тогда устройство управления 120 выдает сигнал останова, в первую очередь, к 3-му серводвигателю 66 с тем, чтобы остановить транспортный валок 64, когда передний конец листового древесного материала 62 чуть выходит за левую границу участка с канавками 81а, сформированными на 1-м опорном столе 80, если смотреть спереди фиг.12.
Вместе с тем устройство управления 120 после получения сигнала обнаружения с датчика 68 выдает сигнал и 2-му серводвигателю 18 с тем, чтобы привести во вращение режущие инструменты 3, установленные в узле для формирования канавок 1, так, как описано и в вышеупомянутом основном примере осуществления.
Затем устройство управления 120 по истечении достаточного времени, необходимого для останова транспортного валка 64, выдает сигнал с тем, чтобы втянуть назад 3-й пневмоцилиндр 60 и тем самым повернуть 2-й рычаг 58 с целью втыкания острого кончика ограничителя 50 в поверхность листового древесного материала 62 так, как показано на фиг.3.
И устройство управления 120 выдает сигнал 5-му пневмоцилиндру 112 с тем, чтобы опустить вниз 3-й рычаг 107 и с помощью его плоской поверхности 108а прижать переднюю концевую часть листового древесного материала 62 к 2-му опорному столу 80 таким образом, как показано на фиг.15.
Вслед за тем приводят в действие оба 1-ых серводвигателя 15 с тем, чтобы привести в поступательное движение оба винта с наружной резьбой 10 в синхронном режиме.
В результате узел для формирования канавок 1 перемещается в наклонном направлении, указанном стрелкой на фиг.16, от положения ожидания к фронтовому положению, указанному штриховой линией на фиг.16.
Одновременно с началом перемещения узла для формирования канавок 1 приводят в поступательное движение винт с наружной резьбой 90 посредством 4-го серводвигателя 92 с тем, чтобы переместить установочный блок 88 во 2-м направлении, указанном стрелкой на фиг.16, сохраняя определенное расстояние от узла для формирования канавок 1 в 2-м направлении.
3-й рычаг 107, перемещаемый в 2-м направлении вместе с 1-м установочным блоком 88, обладает плоской поверхностью 108а и наклонными поверхностями 108b. Как показано на фиг.16, упомянутые поверхности подходят в 2-м направлении к более переднему положению, чем узел для формирования канавок 1.
Следовательно, посредством 2-й прижимной лапки 108 концевая часть листового древесного материала 62 предварительно прижимается к 2-му опорному столу 80 перед началом формирования канавок по упомянутой концевой части листового древесного материала 62 с помощью режущих инструментов 3, входящих в состав узла для формирования канавок 1.
Между тем посредством 4-го серводвигателя 92 останавливается поступательное движение винта с наружной резьбой 90 с целью останова перемещения 1-го установочного блока 88, когда передний конец 2-й прижимной лапки 108 доходит до чуть более переднего положения (далее именуется - 3-е положение), чем концевая часть листового древесного материала 62, как показано на фиг.16.
Тогда как оба 1-ых серводвигателя 15 продолжают вращаться и останавливаются во время прихода узла для формирования канавок 1 к положению, указанному штриховой линией на фиг.16.
В результате, как и упомянуто выше в основном примере осуществления, если даже имеется коробление упомянутой концевой части листового древесного материала 62, то оно исправляется и тем самым упомянутая концевая часть выравнивается. То есть без коробления производится обработка листового древесного материала 62 режущими инструментами 3.
Как показано на фиг.8, приведенной в вышеупомянутом основном примере осуществления, на каждом участке обработки резанием, составляющем ширину 2Т, листового древесного материала 62 формируются 1-е канавки 62а, имеющие каждая ширину Т в 1-м направлении и V-образную форму в разрезе в направлении, пересекающемся под прямым углом с наклонным направлением.
Между тем при перемещении узла для формирования канавок 1 каждый из режущих инструментов 3 проходит участок между 3-ми рычагами 107, расположенными через определенное расстояние рядом друг с другом, поэтому 3-е рычаги 107 не мешают перемещению режущих инструментов 3.
При этом узел для формирования канавок 1 находится в фронтовом положении в режиме ожидания.
Устройство управления 120 по истечении достаточного времени, необходимого для формирования 1-ых канавок 62а, выдает сигналы с тем, чтобы привести в действие отдельные рабочие элементы так, как упомянуто ниже.
То есть втягивают назад поршневой шток 112а 5-го пневмоцлиндра 112 с тем, чтобы поднять вверх 3-й рычаг 107 до положения, указанного на фиг.17.
Вслед за тем максимально выдвигают вперед поршневой шток 102b 4-го пневмоцилиндра 102.
Тогда 4-й опорный элемент 98 поворачивается вокруг 3-го несущего вала 100 с тем, чтобы 4-й опорный элемент 98 наклонился относительно 1-го установочного блока 88 так, как показано на фиг.18.
Предварительно регулируют отдельные элементы так, чтобы передний конец 2-й прижимной лапки 108 не натолкнулся на листовой древесный материал 62, но если даже это возникает, то листовой древесный материал 62 не смещается относительно 1-го установочного блока 88 в связи с тем, что ограничители 50 втыкаются в поверхность листового древесного материала 62.
А после возвращения 3-го рычага 107 к положению, указанному на фиг.17, выдвигают вперед 2-й пневмоцилиндр 48 с тем, чтобы переместить 2-й опорный стол 80 на расстояние Т до 2-го положения и поставить его в режим ожидания.
И при этом перемещении листовой древесный материал 62, не меняя своего положения относительно 2-го опорного элемента 80, перемещается вместе с ним, потому что ограничители 50 втыкаются в поверхность упомянутого листового материала так, как и описано в вышеупомянутом основном примере осуществления.
После этого посредством 4-го серводвигателя 92 приводят в поступательное движение винт с наружной резьбой 90 с тем, чтобы переместить 1-й установочный блок 88 к положению, указанному на фиг.19, то есть к положению (далее именуется - 4-е положение), где 1-е канавки 62а на листовом древесном материале 62 находятся прямо под 2-ыми прижимными лапками 108.
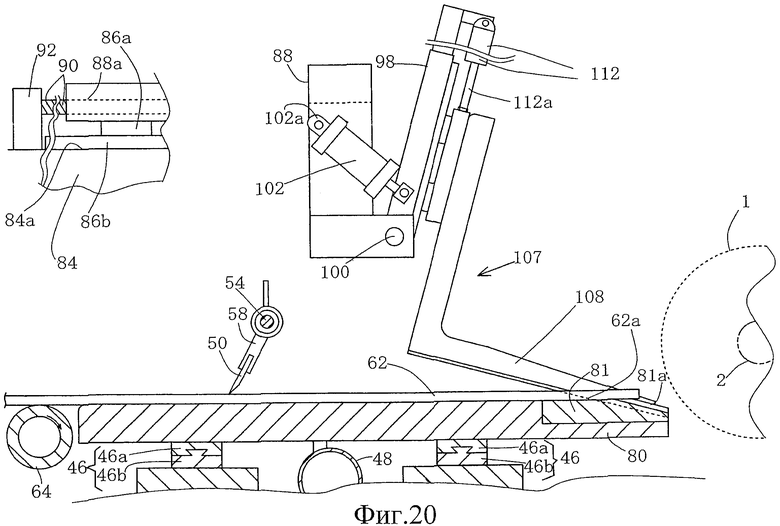
Затем путем выдвижения вперед 5-ых пневмоцилиндров 112 опускают вниз 3-и рычаги 107 с тем, чтобы, как показано на фиг.20, наклонные поверхности 108b 2-ых прижимных лапок 108 прижимались к 1-ым канавкам 62а так же, как показано на фиг.11 в вышеупомянутом основном примере осуществления.
Следовательно, если коробление концевой части листового древесного материала 62 имеется, то оно исправляется таким путем, как упомянуто выше, и упомянутая концевая часть выравнивается.
Вслед за тем устройство управления 120 выдает сигнал с тем, чтобы привести в действие оба 1-ых серводвигателя 15 и тем самым привести в возвратное движение оба винта с наружной резьбой 10 в синхронном режиме.
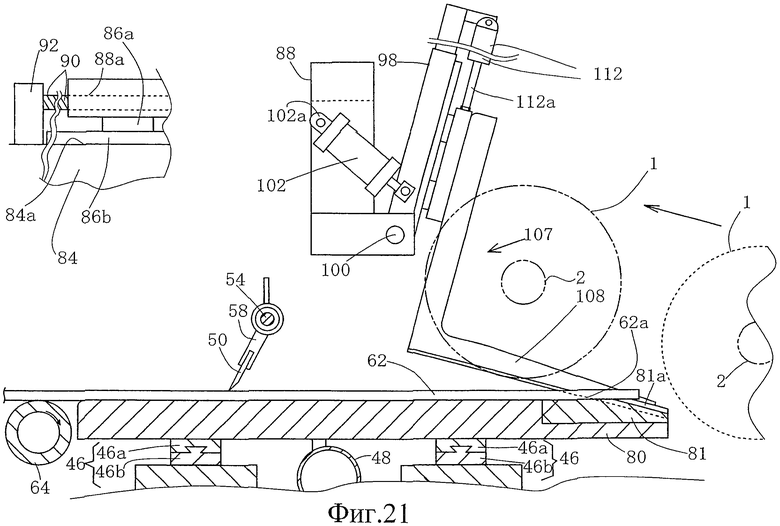
В результате узел для формирования канавок 1 перемещается от фронтового положения, показанного штриховой линией на фиг.21, к положению ожидания, показанному штрихпунктирной линией с двумя точками.
При его перемещении передняя концевая часть листового древесного материала 62 подвергается обработке резанием посредством режущих инструментов 3. Как и показано на фиг.9, приведенной в вышеупомянутом основном примере осуществления, на каждом участке обработки резанием, составляющем ширину 2Т, у листового древесного материала 62 формируются 2-канавки 62с, имеющая каждая ширину Т в 1-м направлении и V-образную форму в разрезе, образованном в направлении, пересекающемся под прямым углом с наклонным направлением.
То есть, как и в вышеупомянутом основном примере осуществления, по передней концевой части листового древесного материала 62 формируются одинаковые по размеру и форме 1-ые канавки 62а и 2-ые канавки 62с.
Между тем при перемещении узла для формирования канавок 1 каждый из режущих инструментов 3 проходит участок между 3-ми рычагами 107, расположенными через определенное расстояние рядом друг с другом, поэтому 3-и рычаги 107 не мешают перемещению режущих инструментов 3.
При соединении двух листовых древесных материалов переворачивают один из них лицом вниз и с помощью клея соединяют его часть с нарезанными канавками с частью с нарезанными канавками другого листового древесного материала.
В результате обеспечивается прочное и надежное соединение концевых частей листовых древесных материалов без зазоров.
Пример 2:
В вышеупомянутых примерах осуществления 1-ые канавки 62а и 2-ые канавки 62с формируются при однократном поступательно-возвратном перемещении узла для формирования канавок 1, но в этом примере канавки формируются по нижеследующему способу.
В данном случае используется такой узел для формирования канавок, в котором располагаются, например, 3 распорные втулки (три шт.) 4 между каждыми двумя режущими инструментами 3 на поворотном валу 2.
Как и в вышеупомянутых примерах осуществления, поступательно-возвратное перемещение упомянутого узла для формирования канавок 1 между положением ожидания и фронтовым положением осуществляется два раза. При этом каждый раз после завершения одностороннего перемещения узла для формирования канавок 1, например, листовой древесный материал перемещается в 1-м направлении.
Следовательно, уменьшение количества режущих инструментов, соприкасающихся с листовым древесным материалом, позволяет снизить сопротивление, оказываемое узлу для формирования канавок 1 в целом при формировании канавок на листовом древесном материале, что приводит к снижению механической нагрузки на упомянутый узел. В результате почти не возникают неисправности упомянутого узла, благодаря чему облегчается техобслуживание и уход за упомянутым узлом.
Пример 3:
1-я прижимная лапка 34 и 2-я прижимная лапка 108 имеют плоские поверхности 34а и наклонные поверхности 34b. Например, как показано в разрезе на фиг.11, 1-я прижимная лапка 34 имеет плоскую поверхность 34а и наклонные поверхности 34b. Благодаря такой конструкции упомянутая прижимная лапка позволяет прижаться как к плоской поверхности листового древесного материала 62, так и к его канавке.
Но форма конструкции упомянутой прижимной лапки не ограничивается вышеупомянутой. В данном примере, например, как показано в круге на правой верхней стороне фиг.11, используется 3-я прижимная лапка 35 с дугообразной донной частью 35а.
Пример 4:
В вышеупомянутых примерах осуществления прижимные лапки, расположенные на обоих боковых участках, соседствующих с режущим инструментом 3, в направлении, пересекающемся под прямым углом с направлением перемещения режущего инструмента 3, прижимают плоскую поверхность листового древесного материала 62 и внутренние поверхности его канавок к 1-му опорному столу 42 или 2-му опорному столу 80 с тем, чтобы обеспечить плоскость поверхности листового древесного материала 62 при формировании 1-ых канавок 62а и 2-ых канавок 62с посредством режущих инструментов 3.
Но в случае относительно тонкого листового древесного материала или легкодеформируемого материала предпочтительно, чтобы только прижимная лапка, расположенная на одном из обоих боковых участков, соседствующих с режущим инструментом 3, в направлении, пересекающемся под прямым углом с направлением перемещения режущего инструмента 3, прижимала листовой древесный материал 62 к упомянутому опорному столу.
Пример 5:
1-я прижимная лапка 34, приведенная в вышеупомянутом основном примере осуществления, а также 2-я прижимная лапка 108, приведенная в дополнительном примере осуществления 1, имеют каждая плоскую поверхность, прижимаемую к верхней поверхности листового древесного материала 62, и наклонные поверхности, прижимаемые к внутренним поверхностям канавок.
Но, несмотря на усложнение конструкции устройства, в данном случае располагают прижимную лапку, снабженную только плоской поверхностью, и прижимную лапку, снабженную только наклонными поверхностями. Они перемещаются отдельно и независимо друг от друга и прижимаются к местам, упомянутым выше.
Пример 6:
В основном примере осуществления, а также в дополнительном примере осуществления 1 два винта с наружной резьбой 10, снабженные каждый 1-ым серводвигателем 15, приводятся во вращение с тем, чтобы переместить узел для формирования канавок 1.
Но в данном случае устанавливают конические зубчатые колеса на правых концах двух винтов с наружной резьбой 10, противоположных сторонам, где расположены 1-ые серводвигатели 15.
А также соединяют ведомый вал для передачи вращения, снабженный коническими зубчатыми колесами на его обоих концах, совпадающими с упомянутыми коническими зубчатыми колесами, под прямым углом с обоими винтами с наружной резьбой 10.
Кроме того, снимают один из двух 1-ых серводвигателей 15 и посредством оставшегося одного 1-го серводвигателя 15 приводят во вращение один винт с наружной резьбой 10.
Таким образом, вращение винта с наружной резьбой 10 прямо от 1-го серводвигателя передается через ведомый вал для передачи вращения к винту с наружной резьбой 10, расположенному на другой стороне. В результате оба винта с наружной резьбой 10 вращаются синхронно друг с другом, причем осевое направление поворотного вала 2 пересекается под прямым углом с направлением перемещения узла для формирования канавок 1. Это обеспечивает правильное формирование канавок.
Пример 7:
В основном примере осуществления, а также в дополнительном примере осуществления 1 при формировании 1-ых канавок 62а узел для формирования канавок 1, например, как показано на фиг.16, перемещается от положения ожидания, указанного штрихпунктирной линией с двумя точками, к фронтовому положению, указанному штриховой линией, а также при формировании 2-ых канавок 62с, например, как показано на фиг.21, перемещается от фронтового положения к положению ожидания.
В данном случае упомянутые перемещения производятся наоборот. То есть при формировании 1-ых канавок 62а, как показано на фиг.16, узел для формирования канавок 1 перемещается от фронтового положения, указанного штриховой линией, к положению ожидания, указанному штрихпунктирной линией с двумя точками, а также при формировании 2-ых канавок 62с, как показано на фиг.21, узел для формирования канавок 1 перемещается от положения ожидания, указанного штрихпунктирной линией с двумя точками, к фронтовому положению, указанному штриховой линией.
На станке формирования канавок располагают вращательные режущие инструменты 3 во множестве, имеющие каждый толщину L1 в направлении, параллельном концевому краю упомянутого листового древесного материала, и составляющие группу вращательных режущих инструментов. Допустим, что m - целое число, равное или большее 1. То есть располагают вращательные режущие инструменты 3 во множестве таким образом, что расстояние между соседствующими друг с другом вращательными режущими инструментами 3 составляют mL1.
При этом перемещают группу вращательных режущих инструментов относительно упомянутого листового древесного материала в направлении, перпендикулярном упомянутому концевому краю и наклонном относительно лицевой и оборотной сторон упомянутого листового древесного материала, за счет чего нарезают канавки на упомянутом листовом древесном материале. Затем перемещают упомянутую группу вращательных режущих инструментов относительно листового древесного материала так, как упомянуто ниже.
Допустим, что n - целое число, равное или большее 1. То есть перемещают группу вращательных режущих инструментов и листовой древесной материал относительно друг друга на расстояние nL1 в направлении, параллельном упомянутому концевому краю листового древесного материала. Вслед за тем снова перемещают группу вращательных режущих инструментов относительно упомянутого древесного материала в упомянутом наклонном направлении и тем самым нарезают канавки на упомянутом листовом древесном материале.
Ссылочные обозначения



Изобретение относится к соединению концов листовых древесных материалов, в частности - к формированию однородных канавок на концах листовых древесных материалов. По меньше мере, однократно осуществляют формирование канавки по концевой части упомянутого листового древесного материала посредством вращательного режущего инструмента. При этом выполняется условие, что покоробленный участок по упомянутой концевой части выровнен с помощью прижимной лапки. Благодаря этому не производится слишком глубокое нарезание, в результате чего обеспечиваются одинаковые по размеру и форме канавки. Повышается прочность и надежность соединения. 3 н. и 1 з.п. ф-лы, 25 ил.
1. Способ формирования канавок на концах листовых древесных материалов, отличающийся тем, что он включает следующие стадии: располагают на станке формирования канавок листовой древесный материал и группу вращательных режущих инструментов, имеющих каждый толщину L1 в направлении, параллельном концевому краю упомянутого листового древесного материала, меньше, чем общая ширина упомянутого листового древесного материала в упомянутом параллельном направлении, и расположенных через расстояние mL1, где m - целое число, равное или большее 1, в направлении, параллельном упомянутому концевому краю; располагают на станке формирования канавок опорный стол с канавками, сформированными по его предполагаемым частям, куда проходит группа вращательных режущих инструментов вдоль наклонного направления относительно лицевой и оборотной сторон упомянутого листового древесного материала, и не мешающими перемещению упомянутой группы вращательных режущих инструментов, с возможностью поддерживания концевой части упомянутого листового древесного материала на его оборотной стороне; перемещают упомянутую группу вращательных режущих инструментов относительно листового древесного материала в направлении, пересекающемся под прямым углом с концевым краем упомянутого листового древесного материала и наклонном относительно его лицевой и оборотной сторон; нарезают при таком перемещении, как упомянуто выше, группы вращательных режущих инструментов канавки по концевой части на лицевой стороне листового древесного материала, концевая часть на оборотной стороне которого поддержана на упомянутом опорном столе - стадия 1; перемещают группу вращательных режущих инструментов относительно упомянутых листовых древесных материалов в направлении, параллельном упомянутому концевому краю, на расстояние nL1, где n - целое число, равное или большее 1, затем снова нарезают канавки на упомянутом листовом древесном материале при перемещении упомянутой группы вращательных режущих инструментов относительно упомянутого листового древесного материала в упомянутом наклонном направлении - стадия 2; выполняют рабочие процессы в стадии 1, а также, по меньшей мере, однократно - рабочие процессы в стадии 2; формируют при выполнении упомянутых рабочих процессов много канавок, проходящих от лицевой стороны до оборотной стороны упомянутого листового древесного материала в упомянутом наклонном направлении и имеющих каждая V-образную форму в разрезе, образованном в направлении, пересекающемся под прямым углом с упомянутым наклонным направлением, по каждому участку обработки резанием, составляющему расстояние L1 и расположенному в направлении, параллельном упомянутому концевому краю, причем ширина каждой из упомянутых канавок в направлении, параллельном упомянутому концевому краю, составляет L1; и нарезают канавки на листовом древесном материале в стадии 1 при прижиме прижимной лапкой к опорному столу участка, куда не проходят упомянутые вращательные режущие инструменты, около концевого края упомянутого листового древесного материала на его лицевой стороне.
2. Способ формирования канавок на концах листовых древесных материалов, отличающийся тем, что он включает следующие стадии: располагают на станке формирования канавок листовой древесный материал и группу вращательных режущих инструментов, имеющих каждый толщину L1 в направлении, параллельном концевому краю упомянутого листового древесного материала, меньше, чем общая ширина упомянутого листового древесного материала в упомянутом параллельном направлении, и расположенных через расстояние mL1, где m - целое число, равное или большее 1, в направлении, параллельном упомянутому концевому краю; располагают на станке формирования канавок опорный стол с канавками, сформированными по его предполагаемым частям, куда проходит группа вращательных режущих инструментов вдоль наклонного направления относительно лицевой и оборотной сторон упомянутого листового древесного материала, и не мешающими перемещению упомянутой группы вращательных режущих инструментов, с возможностью поддерживания концевой части упомянутого листового древесного материала на его оборотной стороне; перемещают упомянутую группу вращательных режущих инструментов относительно листового древесного материала в направлении, пересекающемся под прямым углом с концевым краем упомянутого листового древесного материала и наклонном относительно его лицевой и оборотной сторон; нарезают при таком перемещении, как упомянуто выше, группы вращательных режущих инструментов канавки по концевой части на лицевой стороне листового древесного материала, концевая часть на оборотной стороне которого поддержана на упомянутом опорном столе - стадия 1; перемещают группу вращательных режущих инструментов относительно упомянутых листовых древесных материалов в направлении, параллельном упомянутому концевому краю, на расстояние nL1, где n - целое число, равное или большее 1, затем снова нарезают канавки на упомянутом листовом древесном материале при перемещении упомянутой группы вращательных режущих инструментов относительно упомянутого листового древесного материала в упомянутом наклонном направлении - стадия 2; выполняют рабочие процессы в стадии 1, а также, по меньшей мере, однократно - рабочие процессы в стадии 2; формируют при выполнении упомянутых рабочих процессов много канавок, проходящих от лицевой стороны до оборотной стороны упомянутого листового древесного материала в упомянутом наклонном направлении и имеющих каждая V-образную форму в разрезе, образованном в направлении, пересекающемся под прямым углом с упомянутым наклонным направлением, по каждому участку обработки резанием, составляющему расстояние L1 и расположенному в направлении, параллельном упомянутому концевому краю, причем ширина каждой из упомянутых канавок в направлении, параллельном упомянутому концевому краю, составляет L1; и нарезают канавки на листовом древесном материале в стадии 2 при прижиме прижимной лапкой участка упомянутого листового древесного материала, где уже сформированы канавки в стадии 1, к упомянутому опорному столу.
3. Способ формирования канавок на концах листовых древесных материалов, отличающийся тем, что он включает следующие стадии: располагают на станке формирования канавок листовой древесный материал и группу вращательных режущих инструментов, имеющих каждый толщину L1 в направлении, параллельном концевому краю упомянутого листового древесного материала, меньше, чем общая ширина упомянутого листового древесного материала в упомянутом параллельном направлении, и расположенных через расстояние mL1, где m - целое число, равное или большее 1, в направлении, параллельном упомянутому концевому краю; располагают на станке формирования канавок опорный стол с канавками, сформированными по его предполагаемым частям, куда проходит группа вращательных режущих инструментов вдоль наклонного направления относительно лицевой и оборотной сторон упомянутого листового древесного материала, и не мешающими перемещению упомянутой группы вращательных режущих инструментов, с возможностью поддерживания концевой части упомянутого листового древесного материала на его оборотной стороне; перемещают упомянутую группу вращательных режущих инструментов относительно листового древесного материала в направлении, пересекающемся под прямым углом с концевым краем упомянутого листового древесного материала и наклонном относительно его лицевой и оборотной сторон; нарезают при таком перемещении, как упомянуто выше, группы вращательных режущих инструментов канавки по концевой части на лицевой стороне листового древесного материала, концевая часть на оборотной стороне которого поддержана на упомянутом опорном столе - стадия 1; перемещают группу вращательных режущих инструментов относительно упомянутых листовых древесных материалов в направлении, параллельном упомянутому концевому краю, на расстояние nL1, где n - целое число, равное или большее 1, затем снова нарезают канавки на упомянутом листовом древесном материале при перемещении упомянутой группы вращательных режущих инструментов относительно упомянутого листового древесного материала в упомянутом наклонном направлении - стадия 2; выполняют рабочие процессы в стадии 1, а также, по меньшей мере, однократно - рабочие процессы в стадии 2; формируют при выполнении упомянутых рабочих процессов много канавок, проходящих от лицевой стороны до оборотной стороны упомянутого листового древесного материала в упомянутом наклонном направлении и имеющих каждая V-образную форму в разрезе, образованном в направлении, пересекающемся под прямым углом с упомянутым наклонным направлением, по каждому участку обработки резанием, составляющему расстояние L1 и расположенному в направлении, параллельном упомянутому концевому краю, причем ширина каждой из упомянутых канавок в направлении, параллельном упомянутому концевому краю, составляет L1; нарезание канавки на листовом древесном материале в стадии 1 осуществляют при прижиме прижимной лапкой к опорному столу участка, куда не проходят упомянутые вращательные режущие инструменты, около концевого края упомянутого древесного материала на его лицевой стороне; и нарезание канавки на листовом древесном материале в стадии 2 осуществляют при прижиме прижимной лапкой участка упомянутого листового древесного материала, где уже сформированы канавки в стадии 1, к упомянутому опорному столу.
4. Способ по п.3, отличающийся тем, что прижимная лапка имеет плоскую поверхность с возможностью соприкосновения с верхней поверхностью упомянутого листового древесного материала и наклонные поверхности с возможностью соприкосновения с нарезанными поверхностями упомянутого листового древесного материала.
| US 20080277026 A1, 13.11.2008 | |||
| EP 762951 B1, 05.07.2000 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ШПОНА | 0 |
|
SU286196A1 |
| Способ соединения листов шпона | 1980 |
|
SU939196A1 |
| JP 9207105 A, 12.08.1997. | |||

