Изобретение может быть использовано в деревообрабатывающей промышленности.
Известны устройства для изготовления изделий из шпона, имеющие станину, несущую приводные обогреваемые барабаны и загрузочный механизм.
РЬвестные устройства малопроизводительны и не обеспечивают изготовление изделий типа пазовых клиньев для электродвигателей.
Цель изобретения - повысить производительность, обеспечить изготовление изделий различной длины и требуемого нрофиля.
Достигается это тем, что устройство снабжено подпрессовочпо-иодающими валиками, а на наружной части верхнего барабана по окружности выиолнены нрофильные продольные канавки и установлены ноперечные режупдие инструменты, которые могут быть смонтированы под разными углами относительно друг друга, а наружняя часть верхнего барабана выполнена съемной.
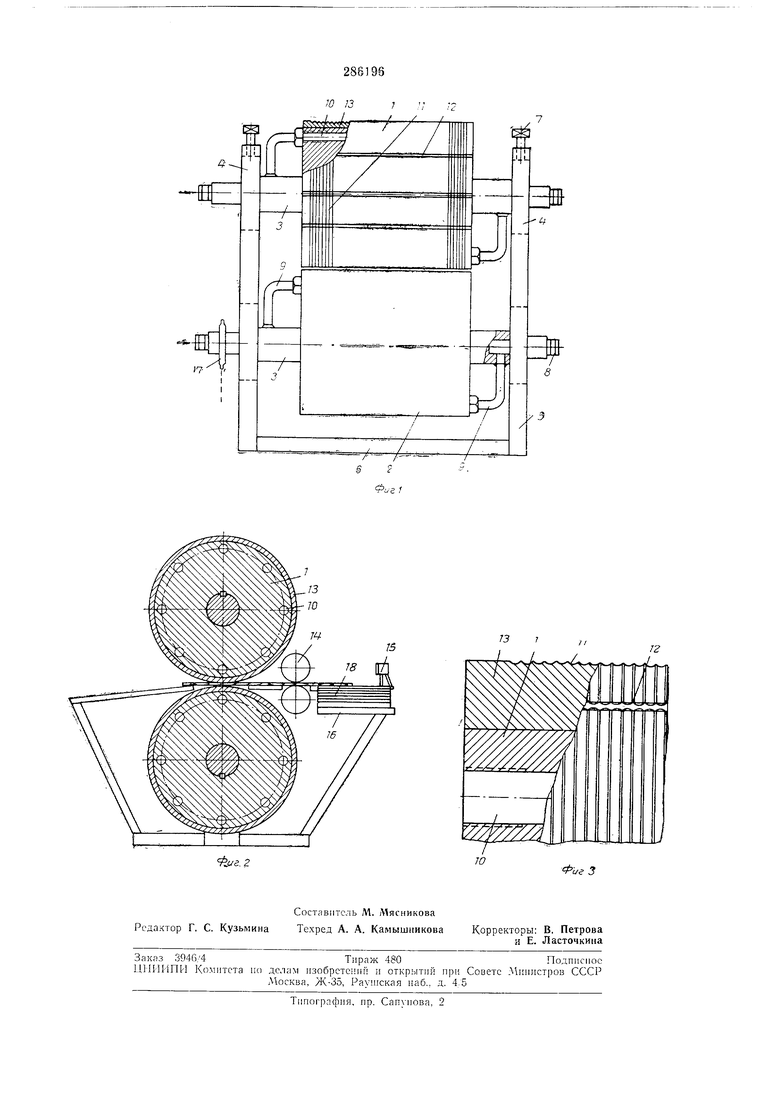
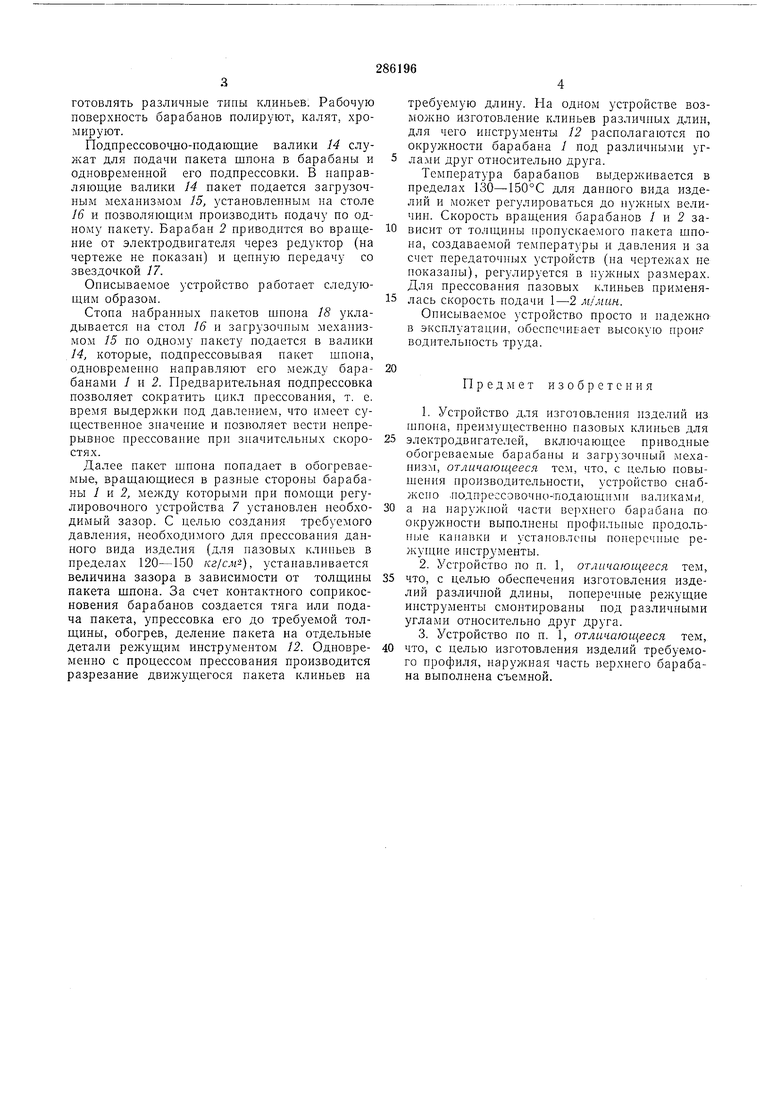
На фиг. 1 схематически изображено описываемое устройство, общий вид с частичными разрезами; на фиг. 2 - то же, вид сбоку; на фиг. 3 - форма канавок на барабане и режущего инструмента.
установлены в направляющих 5 рамы 6. Регулировочное устройство 7 позволяет перемещать один из барабанов вверх и вниз для создания нужного давления между последними во время работы устройства. Соединительные сальниковые муфты 8 служат для подвода пара к вращающнмся барабанам через колена 9. В барабанах устроены каналы 10 для прохода пара, количество и размеры которых зависят от параметров пара и размеров барабанов / и 2. Обогрев барабанов может быть выполнеп и от другого источника тепла. Барабан 2 выполнен гладким цилиндрическим, а па барабане / но окружности нанесены профильные продольпые канавки //, глубина и радиус которых могут быть различны в зависимости от чипа изготовляемого клина или другого нлоскою профильного изделия. Возможно нанесение различных по форме канавок для прессования различных типов клиньев. На барабане /, па определенном расстоянии друг от друга, встроены поперечные режущие инструменты 12, посредством которых разрезают пакет готовых клипьев на
необходимую длину в процессе прессования. Расстояние между инструментами зависит от длины клина. По этим длинам соответственно определяется наружный диаметр барабана /. Наружная часть 13 барабана / выполнена
готовлять различные типы клиньев: Рабочую поверхность барабанов полируют, калят, хромируют.
Подпрессовощо-подающие валики 14 служат для подачи пакета шпона в барабаны и одновременной его подпрессовки. В направляющие валики 14 пакет подается загрузочным механизмом 15, установленным на столе 16 и позволяющим производить подачу ио одному пакету. Барабан 2 приводится во вращение от электродвигателя через редуктор (на чертеже не показан) и цепную передачу со звездочкой 17.
Описываемое устройство работает следующим образом.
Стопа набранных пакетов шпона 18 укладывается на стол 16 и загрузочным механизмом 15 по одному пакету подается в валики 14, которые, подпрессовывая пакет щпона, одновременно направляют его между барабанами 1 и 2. Предварительная подпрессовка позволяет сократить цикл прессования, т. е. время выдержки под давлением, что имеет существенное значение и позволяет вести непрерывное прессование при значительных скоростях.
Далее пакет шпона попадает в обогреваемые, вращающиеся в разные стороны барабаны 1 к 2, между которыми нри помощи регулировочного устройства 7 установлен необходимый зазор. С целью создания требуемого давления, необходимого для прессования данного вида изделия (для пазовых клиньев в пределах 120-150 кг/см-), устанавливается величина зазора в зависимости от толщины пакета щпона. За счет контактного соприкосновения барабанов создается тяга или нодача пакета, упрессовка его до требуемой толщины, обогрев, деление пакета на отдельные детали режущим инструментом 12. Одновременно с процессом прессования производится разрезание движущегося пакета клиньев на
требуемую длину. На одном устройстве возможно изготовление клиньев различных длин, для чего инструменты 12 располагаются по окружности барабана / под различными углами друг относительно друга.
Температура барабанов выдерживается в пределах 130-150°С для данного вида изделий и может регулироваться до нужных величин. Скорость вращения барабанов 1 и 2 зависит от толщины пропускаемого пакета щпона, создаваемой те1мпературы и давления и за счет передаточ}1ых устройств (на чертежах не показаны), регулируется в нужных размерах. Для прессования пазовых клиньев применялась скорость подачи 1-2 м/мин.
Описываемое устройство просто и надежно в эксплуатации, обеспечивает высокую прои. водительность труда.
Предмет изобретения
1.Устройство для изготовлеиия изделий из щпона, преимуо1,ественно пазовых клиньев для
электродвигателей, включающее приводные обогреваемые барабаны и загрузочный механизм, отличающееся тем, что, с целью повышения производительности, устройство снабжено .подпрессовочно-тюдаюшими валиками,
а на части верхнего барабана по окружности выполнены профильные продольные канавки и установлепы поперечные режу И1ие инструменты.
2.Устройство по и. 1, отличающееся тем, что, с целью обесиечеиия изготовления изделий различной длины, поперечпые режущие инструменты смонтироваиы иод различиыми углами относительно друг друга.
3.Устройство по п. 1, отличающееся тем, что, с целью изготовления изделий требуемого профиля, наружная часть верхнего барабана выполнена съемной.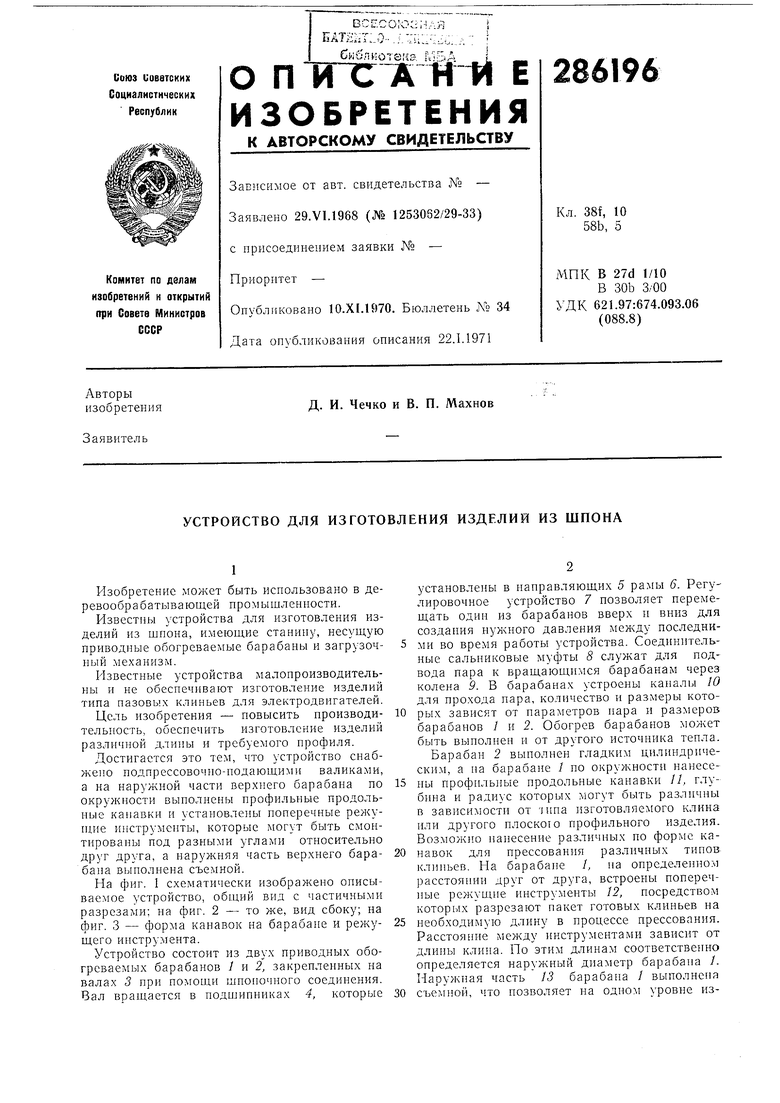
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для рубки ленты шпона на форматные листы | 1980 |
|
SU935293A1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| Устройство для изготовления изделий непрерывной длины из древесноклеевой композиции | 1973 |
|
SU471212A1 |
| Способ изготовления древесного материала большого формата | 1983 |
|
SU1140951A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2345889C1 |
| Установка для сушки изделий | 1979 |
|
SU823792A1 |
| Способ изготовления фанерных плит | 1980 |
|
SU895661A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА | 2006 |
|
RU2311288C1 |
| Способ разрезания на куски рыбного филе с кожей и устройство для его осуществления | 1989 |
|
SU1774849A3 |
| Способ изготовления многослойной фанеры | 1985 |
|
SU1268414A1 |