Настоящее изобретение относится к сфере устройств для сборки панелей с поверхностями из композитных материалов на основе углеродных волокон при использовании крепежных деталей, также известных под наименованием конструкционной крепежной арматуры. Говоря более конкретно, устройство изобретения относится к сфере сборки конструкций спутников для областей применения в космосе, в которых температурные пределы (-50°C, +80°C) обуславливают термическое расширение конструкций.
В настоящее время конструкции спутников, предназначенных для базирования в космосе, образованы из многослойных панелей, поверхностные слои которых в общем случае состоят из углерода. При сборке данных панелей используют крепежные детали для соединения и фиксации панелей друг с другом. В общем случае панели собирают, изготавливая коробчатую или ячеистую конструкцию, приспособленную для вмещения полезного груза.
Например, в одном известном решении используют алюминиевую крепежную деталь, включающую две плоские параллельные поверхности, между которыми вставляют композитную панель на основе углеродного волокна, а после этого проводят склеивание. Крепежную деталь затем можно прикрепить, например, привинтить, к другой крепежной детали.
При выполнении спутниками своих задач на орбитах условия в космосе обуславливают воздействие на их конструкции больших температурных вариаций. В общем случае считается, что при выполнении задач большинством телекоммуникационных спутников на геостационарных орбитах на них воздействует диапазон (-50°C, +80°C).
В случае наличия таких температурных вариаций материалы конструкций расширяются и создают силы сопротивления в местах соединения сборных конструкций, и более конкретно, в местах клеевых соединений между панелью и крепежной деталью. Поскольку материалы различны, то различны также и коэффициенты расширения, имея порядок 2.10-6 К-1 для углерода и порядок 20.10-6 К-1 для алюминия, что при высоких и низких температурах создает в клее высокие сдвиговые усилия.
Как принято считать, в данных условиях при -50°С уменьшение прочности конструкций на уровне крепежных деталей может быть близким к 40% от того, что имеет место при комнатной температуре, в случае разницы коэффициентов термического расширения алюминия и углерода.
Кроме того, современные спутники во все большей мере являются спутниками многоцелевого назначения, решающими на орбитах непостоянные и многообразные задачи, что заставляет принимать во внимание более широкий диапазон температур для конструкции спутника. Поскольку диапазон температур, принимаемый в расчет, становится еще более широким, то и потенциальные опасности разрушения конструкций возрастают.
Что касается данной области применения, то на практике при прикреплении крепежной детали к панели к панели в общем случае приклеивают, по меньшей мере, одну плоскую поверхность крепежной детали, подвергнутую ранее машинной обработке. Панели скрепляются друг с другом тогда, когда крепежные детали соединяют их попарно.
Один недостаток таких устройств заключается в том, что при низких и высоких температурах материалы, характеризующиеся различными коэффициентами расширения, будучи склеенными друг с другом, подвергаются воздействию высоких усилий, по существу обусловленных наличием клеевых соединений.
Одна связанная с этим опасность заключается в преждевременном разрушении клеевого соединения вследствие расширения материалов, обусловленного наличием многочисленных температурных вариаций в широком диапазоне.
В данных условиях упрочнение крепежных деталей в целях уменьшения опасности разрушения соединения приводит к возникновению многочисленных проблем с его реализацией.
В одном известном решении, которое отчасти решает данные проблемы, используют титановую конструкционную крепежную арматуру, при этом титан характеризуется коэффициентом расширения, более близким к коэффициенту расширения углерода, чем алюминия.
С другой стороны, данному решению свойственны недостатки в виде высокой стоимости изготовления детали, с трудом подвергаемой машинной обработки, и необходимости обработки поверхности, что является основным ограничением.
В еще одном известном решении металлическую конструкционную крепежную арматуру заменяют на наборные углеродные блоки, прикрепляемые к панели термоклеем во время проведения полимеризации для поверхностных слоев.
Данному решению свойственны новые недостатки. В частности, высокая ползучесть углерода в направлении, перпендикулярном направлению волокон, в особенности при высоких температурах, и трудность создания винтового соединения между двумя панелями усложняют изготовление крепежных устройств и панелей. Кроме того, данное решение делает обязательным определение подробных технических условий сборки панели на очень ранней стадии процесса изготовления.
Задача изобретения заключается в создании строительный панели, исключающей данные недостатки. Конструкция в соответствии с изобретением представляет собой крепежную деталь, сформованную из того же самого материала, что и панель, или из подобного материала, в частности из углеродного волокна, коэффициент расширения которого невелик, и характеризуется наличием в формованной детали металлической вставки, способной противостоять переносу механических нагрузок между панелями конструкции. Данное решение характеризуется преимуществом в виде предложенного способа изготовления скрепленных винтами сборок и переноса нагрузки, обусловленной наличием клеевых соединений, на металлическую вставку, включенную в арматуру, состоящую из углеродных волокон или пучков углеродных волокон.
Сборная конструкция строительной панели предпочтительно включает
- жесткую, по существу, плоскую панель;
- по меньшей мере, одну цельную крепежную деталь, изготовленную в результате формования и приклеенную к панели, при этом крепежная деталь включает
по меньшей мере, одну первую плоскую поверхность, называемую «лопастью», имеющую
- нишу, которая может вмещать клей; и
- ободки вокруг ниши, предназначенные для удерживания клея, и, по меньшей мере, одно отверстие;
массив, прикрепленный к первой плоской поверхности.
Сборная конструкция строительной панели предпочтительно характеризуется тем, что
материалы крепежной детали и панели представляют собой композитные материалы; и
массив включает металлическую вставку, коэффициент расширения которой превышает коэффициент расширения материала крепежной детали, при этом металлическая вставка расположена в форме во время формования крепежной детали.
Крепежная деталь предпочтительно образована из пучков углеродного волокна, предварительно импрегнированного термоотверждающейся смолой.
Предпочтительно металлическая вставка включает буртик внутри массива, предотвращающий извлечение вставки.
Предпочтительно металлическая вставка включает две по существу цилиндрические детали, при этом деталь, имеющая больший диаметр, представляет собой буртик.
Предпочтительно металлическая вставка изготовлена из алюминия.
Предпочтительно ось металлической вставки расположена в плоскости лопасти крепежной детали.
Предпочтительно конструкция включает вторую лопасть, параллельную первой лопасти и демонстрирующую те же самые характеристики, при этом обе лопасти прикреплены к массиву, расстояние между двумя лопастями по существу соответствует толщине панели, при этом крепежная деталь образует седло.
Предпочтительно каждая из лопастей имеет, по меньшей мере, три отверстия, одно из которых может быть использовано для введения в нишу лопастей клея, а два другие представляют собой установочные отверстия.
Способ изготовления сборной конструкции конструкционной панели предпочтительно включает
- первую стадию в виде горячего прессования углеродных волокон, импрегнированных термоотверждающейся смолой в форме, включающей металлическую вставку, при этом деталь, сформованная таким образом, называется крепежной деталью и включает
- первую деталь, образованную, по меньшей мере, одной первой плоской поверхностью, называемой лопастью, имеющей нишу и, по меньшей мере, одно отверстие, проходящее сквозь лопасть;
- вторую деталь, образованную массивом, прикрепленным к первой плоской поверхности, имеющим металлическую вставку, коэффициент расширения которой превышает коэффициент расширения композитного материала;
- вторую стадию в виде нарезки резьбы в металлической вставке таким образом, чтобы привинчивать массив крепежной детали;
- третью стадию в виде приклеивания первой плоской поверхности крепежной детали к конструкционной панели, поверхностные слои которой состоят из углерода.
Предпочтительно первую стадию проводят при температуре, близкой к 120°С.
Предпочтительно первая стадия включает изготовление в ходе формования двух других отверстий, проходящих сквозь лопасть, в целях установки крепежной детали на панели, причем последняя имеет точки разметки, при этом отверстия называются «установочными отверстиями».
Предпочтительно направление нарезки резьбы в металлической вставке находится в плоскости лопастей и ориентировано по оси, параллельной направлению вставления панели в крепежную деталь.
Стадия изготовления точек разметки на поверхностном слое панели предпочтительно включает проведение машинной обработки для отверстий в поверхностных слоях.
Третью стадию предпочтительно проводят в результате введения клея в нишу, по меньшей мере, одной лопасти через отверстие, проходящее сквозь лопасть.
Другие признаки и преимущества изобретения станут очевидными в свете следующего далее описания, приведенного со ссылкой на прилагаемые чертежи, на которых:
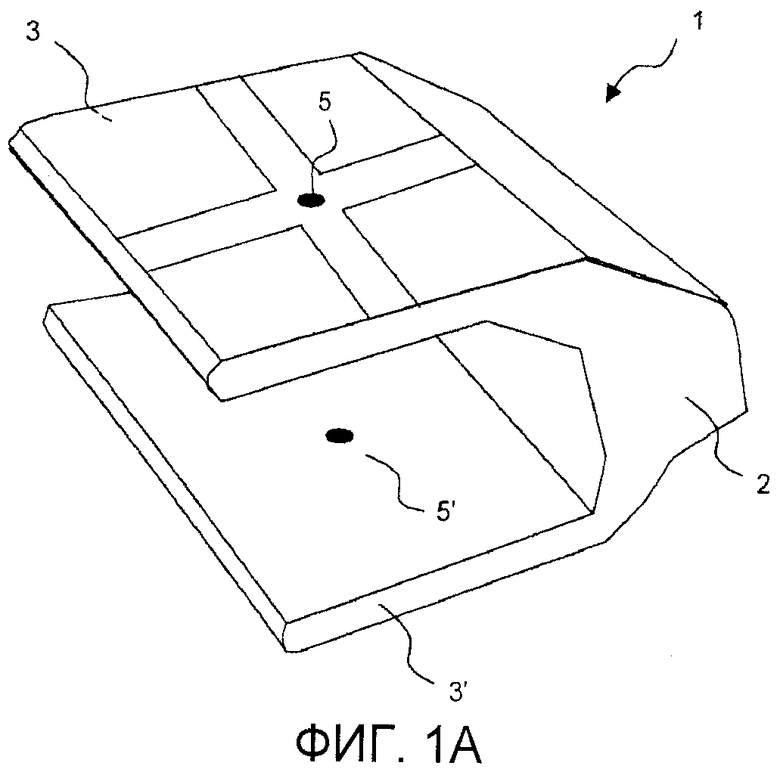
Фиг.1А представляет собой трехмерное изображение одного варианта реализации крепежной детали изобретения;
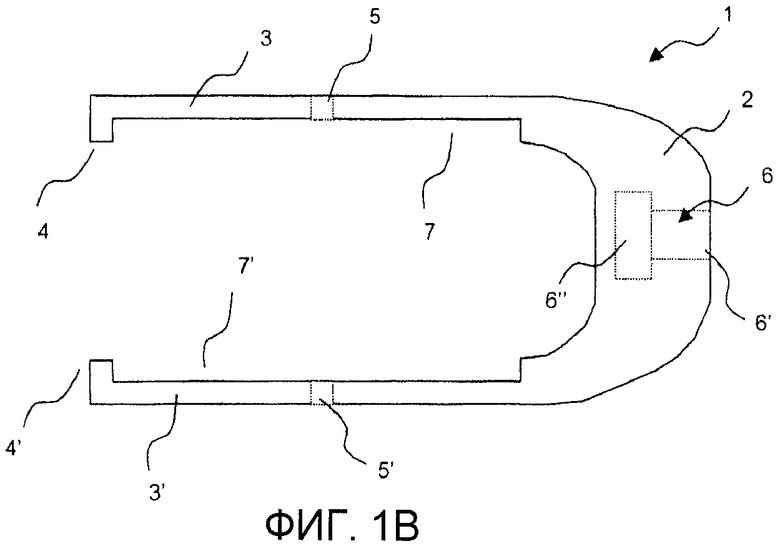
Фиг.1В представляет собой вид в разрезе для одного варианта реализации крепежной детали изобретения;
Фиг.2 представляет собой вид в разрезе для комбинации из крепежной детали, панели и клеевого соединения;
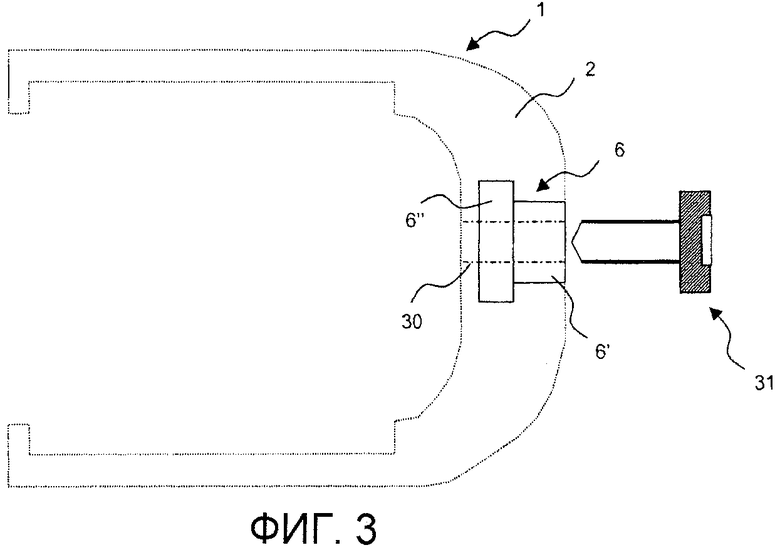
Фиг.3 представляет крепежную деталь и вставку, приспособленную для взаимодействия с винтом;
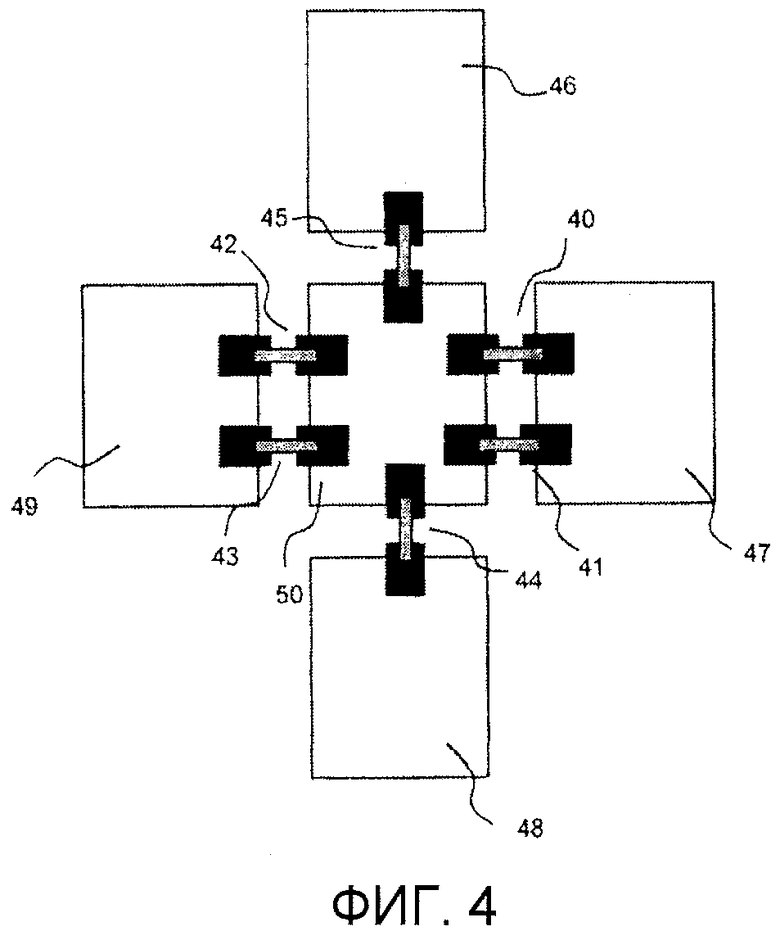
Фиг.4 схематически представляет пример в виде пяти собранных панелей и крепежных деталей, фиксирующих их вместе.
На Фиг.1А изображен один вариант реализации существенного признака изобретения, представляемого крепежной деталью 1. Ее формуют в результате горячего прессования композитного материала, такого как пучки углеродного волокна, предварительного импрегнированного термоотверждающейся смолой. Смолой может являться, например, эпоксидная смола. Для этого для крепежной детали изготавливают форму.
В остальной части описания проводится различие между двумя различными функциональными частями цельной крепежной детали 1. Первую образует массив 2, который используют для фиксирующего прикрепления крепежной детали 1 к другой крепежной детали, например, при помощи винта, и на фиг.1 вторая состоит из двух параллельных поверхностей 3, 3', для которых техническим термином является термин «лопасти». В частности, они вмещают плоскую панель, толщина которой по существу равна расстоянию между данными двумя поверхностями.
Крепежную деталь формуют при температуре, близкой к 120°С, для размягчения материала на углеродной основе таким образом, чтобы он смог бы принять очертания формы.
Отверждение проходит приблизительно за 5 минут. Форма включает две выступающие части для изготовления отверстий 5, 5' в лопастях 3, 3' крепежной детали 1. Отверстия 5, 5' используют для перепускания клея на внутренние поверхности крепежной детали 1.
Фиг.1В представляет собой вид в разрезе для крепежной детали 1. В изобретении формуют крепежную деталь 1 и во время формования вставляют в нее металлическую вставку 6. В выгодном случае металлическая вставка 6 может быть изготовлена из алюминия и может включать цилиндрическую первую деталь 6' и вторую деталь 6'', образующую буртик, при этом данные две детали соединены друг с другом. Буртик 6'' удерживает вставку внутри крепежной детали 1 при передаче осевых усилий.
В области ее конечного применения предполагается, что вставка имеет нарезанную резьбу для обеспечения возможности фиксации осевого прикрепления, например, при помощи винта.
В предпочтительном варианте реализации буртик 6'' также может иметь цилиндрическую форму и быть концентричным с цилиндрической первой деталью 6'.
Предпочтительно металлическая вставка расположена таким образом, чтобы ось цилиндрической первой детали 6' вставки 6 находилась бы в плоскости лопастей 3, 3', при этом ось вставки параллельна направлению наложения крепежной детали на панель. Для оптимизации распределения нагрузок металлическую вставку можно расположить по центру внешней поверхности массива.
Во время формования крепежной детали в результате горячего прессования при температуре, близкой к 120°С, расширившаяся металлическая вставка при охлаждении в выгодном случае создает небольшой зазор между металлической вставкой и крепежной деталью. Данный зазор при последующем расширении в окружающей среде при температуре в диапазоне (-50°С, +80°С) предотвращает воздействие на крепежную деталь дополнительных усилий, обусловленных термическим расширением металлической вставки.
На внутренней стороне детали 1 каждая из лопастей 3, 3' имеет нишу 7, 7'. Данная ниша 7, 7' вмещает клей, когда его вводят через апертуры 5, 5' при наличии панели, вставленной между лопастями 3, 3'.
Фиг.2 представляет конструкционное устройство изобретения, включающее крепежную деталь 1, панель 21, имеющую верхний поверхностный слой и нижний поверхностный слой, и клей 20, 20', введенный через апертуры 5, 5'. Панель 21 вставляют между двумя лопастями 3, 3' крепежной детали 1. Клей вводят через апертуры 5, 5' и он накапливается в нишах 7, 7'.
После этого панель 21 удерживается в детали 1 благодаря адгезии между поверхностями крепежной детали 1 и поверхностными слоями панели.
Один пример конструкционной панели спутника изобретения имеет два внешних углеродных поверхностных слоя, предназначенных для приклеивания к внутренним поверхностям крепежной детали 1, и сотовую структуру внутри панели.
Фиг.3 представляет крепежную деталь 1 и вставку 6 в массиве 2. Во вставке 6 при проведении заключительной машинной обработки нарезают резьбу и она получает нарезанную резьбу 30, приспособленную для вмещения винта 31.
Основное преимущество данного типа устройства заключается в уменьшении усилий, воздействующих на клеевое соединение, при условии подобия коэффициентов расширения углеродных поверхностных слоев панелей и крепежных деталей, состоящих из пучков углеродных волокон, импрегнированных термоотверждающейся смолой.
Преимущество данного типа решения заключается в том, что оно упрощает процесс приклеивания благодаря геометрии крепежной детали. Кроме того, поверхности крепежной детали, предназначенные для приклеивания, перед приклеиванием не требуют проведения какой-либо конкретной обработки. Кроме того, производственные расходы будут невелики в сопоставлении с производственными расходами при изготовлении крепежных деталей из титана.
Еще одно преимущество заключается в высокой прочности осевого винтового соединения, обусловленного наличием вставки, которую располагают и удерживают в крепежной детали на стадии формования.
Фиг.4 представляет пример сборки пяти конструкционных панелей 46, 47, 48, 49, 50, удерживаемых вместе при помощи крепежных деталей, описанных ранее, совместно фиксируемых и образующих двухосные крепления 40, 41, 42, 43, 44, 45.
Пример иллюстрирует один случай сборки нескольких строительных панелей.
Еще один способ изготовления конструкционного устройства заключается в изготовлении формованной детали, имеющей только одну поверхность, то есть имеющей только одну лопасть. Принцип склеивания друг с другом лопасти крепежной детали и поверхностного слоя панели остается тем же самым, что и описанный ранее.
Еще один вариант реализации предлагает лопасти крепежной детали 1, имеющие несколько отверстий или апертур. Например, формование крепежной детали 1 позволяет форме создать в каждой из лопастей три отверстия.
В данном варианте реализации одно отверстие в каждой из лопастей крепежной детали 1 предназначено для введения клея в нишу, а два других отверстия предназначены для размещения лопастей на панели при использовании разметки, нанесенной на панель предварительно.
Разметкой в выгодном случае могут являться отверстия, так что размещение лопастей на поверхностных слоях панели можно будет проверить в результате вставления штифта в два отверстия в каждой их лопастей.
После этого соответствующие отверстия в лопастях и в поверхностных слоях могут быть, например, наложены одно на другое и удержаны при помощи цилиндрической осевой вставки во время склеивания крепежной детали и панели, после чего цилиндрическую осевую вставку удаляют.
Конструкция изобретения не ограничивается диапазоном (-50°C, +80°C) данной заявки и в выгодном случае может противостоять воздействию температур и вне данных пределов, в частности в более широком диапазоне температур от -180° до +200°.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЛЕГЧЕННАЯ БРОНЯ | 2007 |
|
RU2456533C2 |
| ЛОПАСТЬ ХВОСТОВОГО ВИНТА ВЕРТОЛЕТА В ОБТЕКАТЕЛЕ, ВЫПОЛНЕННАЯ ИЗ ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ), И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2111894C1 |
| КОНСТРУИРОВАНИЕ ПОВЕРХНОСТИ ТЕРМОПЛАСТИЧЕСКИХ МАТЕРИАЛОВ И ОБОРУДОВАНИЯ | 2013 |
|
RU2622306C2 |
| КОМПОЗИЦИОННАЯ КОНСТРУКЦИЯ | 2007 |
|
RU2455194C2 |
| КОМПОЗИТНЫЙ ШЛЯПООБРАЗНЫЙ ПРОФИЛЬ УСИЛЕНИЯ, КОМПОЗИТНЫЕ УСИЛЕННЫЕ ШЛЯПООБРАЗНЫМИ ПРОФИЛЯМИ ГЕРМОПЕРЕГОРОДКИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2641959C2 |
| ЭЛЕКТРОПРОВОДЯЩЕЕ ВТУЛОЧНОЕ СОЕДИНЕНИЕ С КОНСТРУКЦИЕЙ ДЛЯ ПУТИ ТОКА | 2011 |
|
RU2585201C2 |
| ЛОПАСТЬ ИЗ ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, В ЧАСТНОСТИ ДЛЯ ХВОСТОВОГО ВИНТА ВЕРТОЛЕТА, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2113379C1 |
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2007 |
|
RU2446986C2 |
| УСОВЕРШЕНСТВОВАННЫЕ КОМПОЗИТНЫЕ МАТЕРИАЛЫ | 2009 |
|
RU2496645C2 |
| КОНСТРУКЦИЯ РАЗМЕРОСТАБИЛЬНОЙ ПЛАТФОРМЫ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2674205C1 |
Изобретения относятся к сборной конструкции строительной панели спутника и к способу ее изготовления. Сборная конструкция содержит жесткую плоскую панель и цельную крепежную деталь, приклеенную к панели. Крепежная деталь включает первую плоскую поверхность, имеющую нишу, вмещающую клей, ободки вокруг ниши, предназначенные для удерживания клея, и отверстие, и массив, прикрепленный к первой плоской поверхности. Массив включает металлическую вставку, коэффициент расширения которой превышает коэффициент расширения материала крепежной детали. Металлическая вставка расположена в форме во время формования крепежной детали. В способе изготовления сборной конструкции, формируя крепежную деталь, осуществляют горячее прессование углеродных волокон, импрегнированных термоотверждающейся смолой в форме, включающей металлическую вставку. Крепежная деталь включает первую деталь, образованную первой плоской поверхностью, имеющей нишу и отверстие, проходящее сквозь первую деталь, вторую деталь, образованную массивом, прикрепленным к первой плоской поверхности, имеющим металлическую вставку, коэффициент расширения которой превышает коэффициент расширения композитного материала. Осуществляют нарезку резьбы в металлической вставке таким образом, чтобы привинчивать массив крепежной детали. Приклеивают первую плоскую поверхность крепежной детали к строительной панели, поверхностные слои которой состоят из углерода. Достигается упрощение изготовления строительной панели. 2 н. и 12 з.п. ф-лы, 4 ил.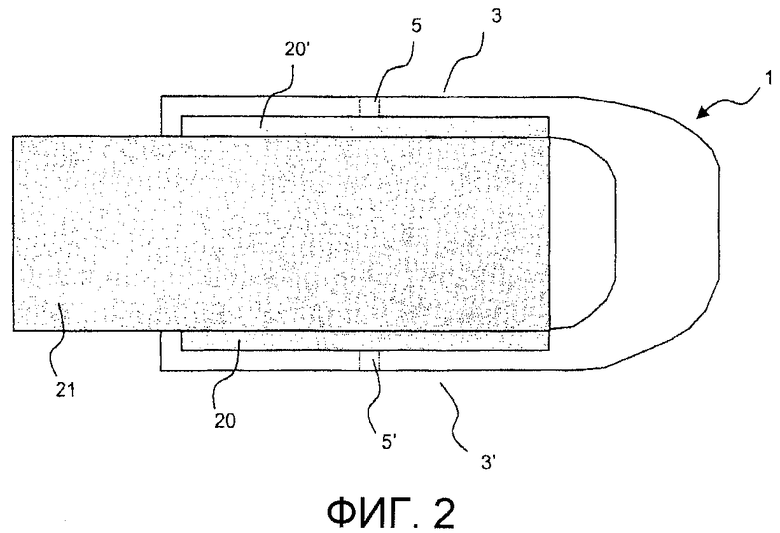
1. Сборная конструкция строительной панели, содержащая:
- жесткую, по существу, плоскую панель;
- по меньшей мере, одну цельную крепежную деталь, изготовленную путем формования и приклеенную к панели, при этом крепежная деталь включает:
по меньшей мере, одну первую плоскую поверхность, называемую «лопастью», имеющую:
- нишу, вмещающую клей; и
- ободки вокруг ниши, предназначенные для удерживания клея, и, по меньшей мере, одно отверстие;
массив, прикрепленный к первой плоской поверхности;
в которой материалы крепежной детали и панели представляют собой композитные материалы; а
массив включает металлическую вставку, коэффициент расширения которой превышает коэффициент расширения материала крепежной детали, при этом металлическая вставка расположена в форме во время формования крепежной детали.
2. Конструкция по п.1, в которой крепежная деталь образована из пучков углеродного волокна, предварительно импрегнированного термоотверждающейся смолой.
3. Конструкция по п.1, в которой металлическая вставка включает буртик внутри массива, предотвращающий извлечение вставки.
4. Конструкция по п.3, в которой металлическая вставка включает две, по существу, цилиндрические детали, при этом деталь, имеющая больший диаметр, представляет собой буртик.
5. Конструкция по п.1, в которой металлическая вставка выполнена из алюминия.
6. Конструкция по п.1, в которой ось металлической вставки расположена в плоскости лопасти крепежной детали.
7. Конструкция по п.1, которая включает вторую лопасть, параллельную первой лопасти и демонстрирующую те же самые характеристики, при этом обе лопасти прикреплены к массиву, расстояние между двумя лопастями, по существу, соответствует толщине панели, при этом крепежная деталь образует седло.
8. Конструкция по п.7, в которой каждое из седел имеет, по меньшей мере, три отверстия, одно из которых может быть использовано для введения в нишу лопастей клея, а два другие представляют собой установочные отверстия.
9. Способ изготовления сборной конструкции строительной панели, включающий:
- первую стадию, на которой осуществляют горячее прессование углеродных волокон, импрегнированных термоотверждающейся смолой в форме, включающей металлическую вставку, при этом деталь, сформованная таким образом, называется крепежной деталью и включает:
первую деталь, образованную, по меньшей мере, одной первой плоской поверхностью, называемой «лопастью», имеющей нишу и, по меньшей мере, одно отверстие, проходящее сквозь лопасть; и
вторую деталь, образованную массивом, прикрепленным к первой плоской поверхности, имеющим металлическую вставку, коэффициент расширения которой превышает коэффициент расширения композитного материала;
- вторую стадию, на которой осуществляют нарезку резьбы в металлической вставке таким образом, чтобы привинчивать массив крепежной детали;
- третью стадию, на которой приклеивают первую плоскую поверхность крепежной детали к строительной панели, поверхностные слои которой состоят из углерода.
10. Способ изготовления конструкции по п.9, в котором первую стадию проводят при температуре, близкой к 120°С.
11. Способ изготовления конструкции по п.9, в котором первая стадия включает изготовление в ходе формования двух других отверстий, проходящих сквозь лопасть, для установки крепежной детали на панели, причем последняя имеет точки разметки, при этом отверстия называются «установочными отверстиями».
12. Способ изготовления конструкции по п.9, в котором направление нарезки резьбы в металлической вставке находится в плоскости лопастей и ориентировано по оси, параллельной направлению вставления панели в крепежную деталь.
13. Способ изготовления конструкции по п.9, в котором стадия изготовления точек разметки на поверхностном слое панели включает проведение машинной обработки для отверстий в поверхностных слоях.
14. Способ изготовления конструкции по п.9, в котором третью стадию проводят в результате введения клея в нишу, по меньшей мере, одной лопасти через отверстие, проходящее сквозь лопасть.
| US 5324146 А, 28.06.1994 | |||
| УЗЛОВОЕ СОЕДИНЕНИЕ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ ГЕОДЕЗИЧЕСКОГО КУПОЛА | 1993 |
|
RU2054097C1 |
| УЗЛОВОЕ СОЕДИНЕНИЕ НЕСУЩИХ ПАНЕЛЕЙ СБОРНО-РАЗБОРНОЙ СТРОИТЕЛЬНОЙ ОБОЛОЧКИ | 2001 |
|
RU2190733C1 |
| US 7004669 В1, 28.02.2006. | |||

