Изобретение относится к уплотнительному кольцу, в частности для использования в автоматических трансмиссиях.
Уплотнительные кольца используются в различных областях техники. Например, в автоматических трансмиссиях уплотнительные кольца используются для того, чтобы избежать гидравлических утечек между каналами. Поскольку в каналах существует высокое давление, несовершенство уплотнительных колец приводит к утечкам между каналами.
В документе СА 2427972 А1 описано сильфонное уплотнение для муфты быстрого соединения. Сильфонное уплотнение имеет тороидальную часть с по существу плоской уплотняющей поверхностью на одном конце тороидальной части и сильфонной частью на другом конце тороидальной части. Сильфонная часть выступает наружу из тороидальной части, является полукруглой в поперечном сечении и заканчивается расположенным по окружности уплотняющим буртиком в верхнем участке сильфонной части. Тороидальная часть может иметь металлическое усиливающее кольцо. Буртик сильфонной части имеет частично круглое поперечное сечение с диаметром большим, чем толщина сильфонной части.
Из патента США №5628519 А известно уплотнительное кольцо, имеющее постоянные размеры по всей своей длине. Это достигается надлежащим размещением точки инжекции для инжекции материала при инжекционном формовании уплотнительного кольца. Точнее, точка инжекции смещена от точки, центральной по всей длине уплотнительного кольца на угол от ±1 до ±30°.
Целью настоящего изобретения является создание уплотнительного кольца, которое в меньшей степени предрасположено к утечке, чем известные уплотнительные кольца.
Эта цель достигается согласно настоящему изобретению тем, что уплотнительное кольцо свободно от следов эжекторных стержней на уплотняющей поверхности.
Изобретение базируется на том факте, что присутствие следов эжектора, в особенности отметок эжекторных стержней на уплотняющей поверхности уплотнительного кольца приводит к утечкам. Эти следы эжектора возникают в процессе инжекции уплотнительного кольца. Эжекторные стержни необходимы для извлечения уплотнительного кольца из полости пресс-формы после процесса инжекционного формования. Поскольку без эжекторных стержней нельзя обойтись, согласно настоящему изобретению предлагается сместить эжекторные стержни от уплотняющей поверхности уплотнительного кольца и разместить их в другом месте, таким образом делая поверхность уплотнения более ровной. Поскольку стержни не находятся более на уплотняющей поверхности, они не влияют больше на ее способность к уплотнению.
Настоящее изобретение обеспечивает уплотнительные кольца с улучшенным качеством уплотнения и большей стабильностью давления. При использовании в автоматических трансмиссиях данные кольца улучшают управляемость и стабильность давления при переключении передач.
В соответствии с предпочтительным вариантом осуществления изобретения эжекторные стержни размещены с внутренней стороны уплотнительного кольца.
Эжекторные стержни не находятся более на уплотняющей поверхности, так что образуется ровная поверхность без следов эжекторных стержней и без заусенцев на внешней стороне уплотнительного кольца, которая прижимается к корпусу во избежание утечек.
В соответствии с предпочтительным исполнением изобретения эжекторные стержни размещены на лепестках, которые расположены в выемках на внутренней стороне уплотнительного кольца.
Когда уплотнительное кольцо выходит из полости пресс-формы, лепестки обрезаются и могут остаться заусенцы. После размещения лепестков с эжекторными стержнями в выемках на внутренней стороне уплотнительного кольца необходимо убедиться, что любые остающиеся заусенцы находятся в выемках, в которых они не влияют на функционирование уплотнительного кольца.
Изобретение также относится к способу изготовления уплотнительного кольца, в частности для использования в автоматических трансмиссиях посредством инжекционного формования, при котором:
обеспечивают пресс-форму для уплотнительного кольца с множеством выемок во внутренней стороне уплотнительного кольца, причем в каждой из выемок размещают лепесток с эжекторным стержнем;
инжектируют материал в пресс-форму, таким образом инжекционно формуя уплотнительное кольцо;
после затвердевания уплотнительного кольца захватывают его за эжекторные стержни и извлекают из пресс-формы; и
обрезают лепестки вблизи стенки внутренней стороны уплотнительного кольца.
Этот способ позволяет получить уплотнительное кольцо с очень гладкой поверхностью, обеспечивающей надежное уплотнение.
Далее изобретение описано более подробно со ссылкой на прилагаемые чертежи, на которых:
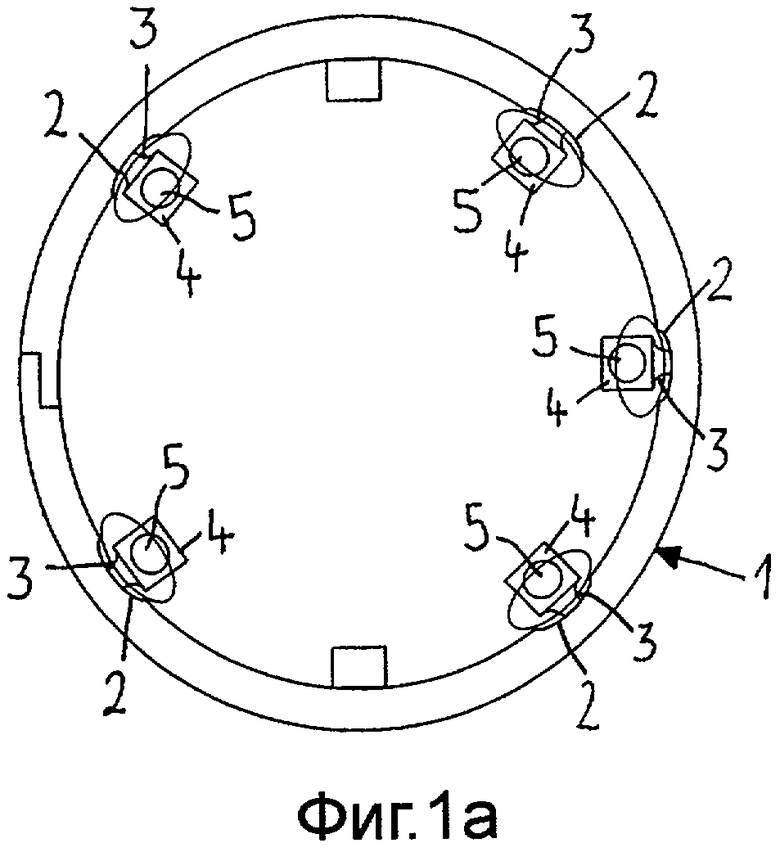
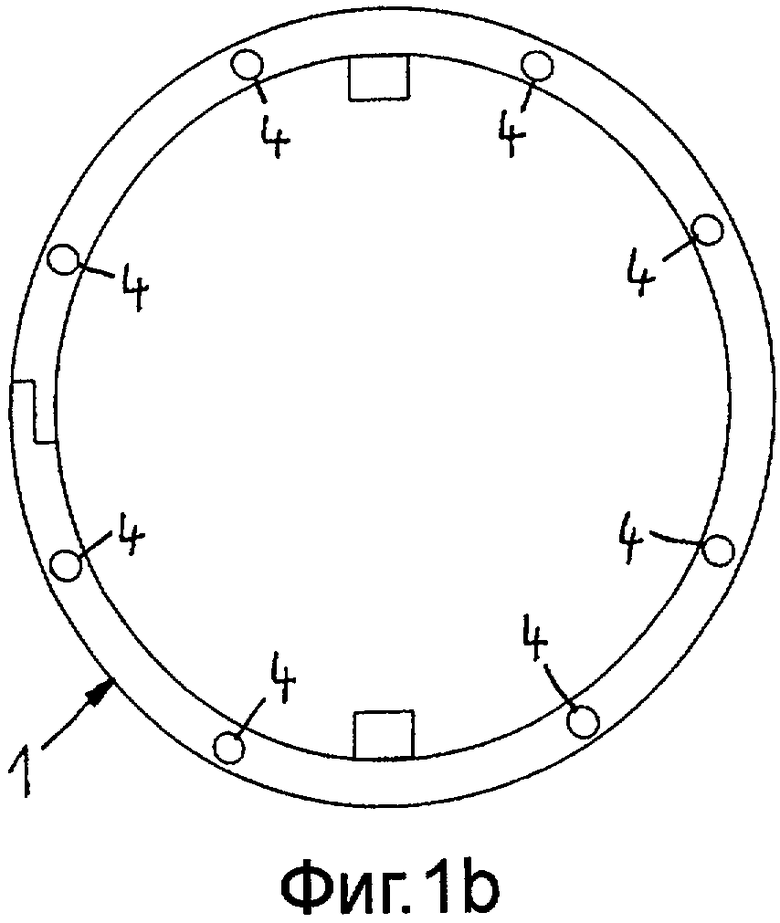
Фиг.1а и 1b - схематические виды уплотнительного кольца в соответствии с настоящим изобретением и в соответствии с предшествующим уровнем техники.
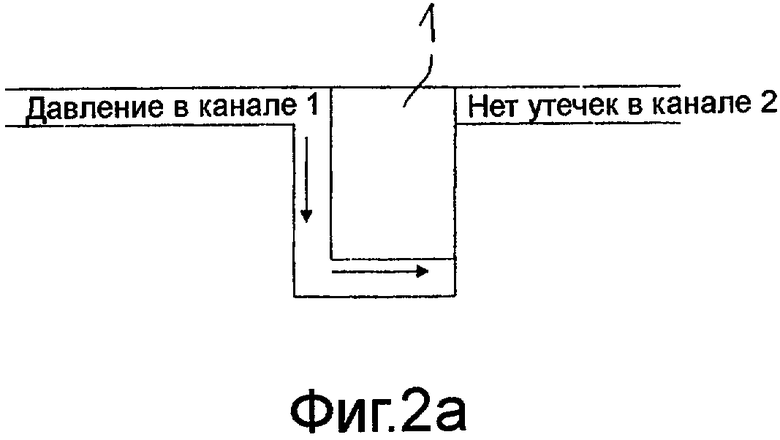
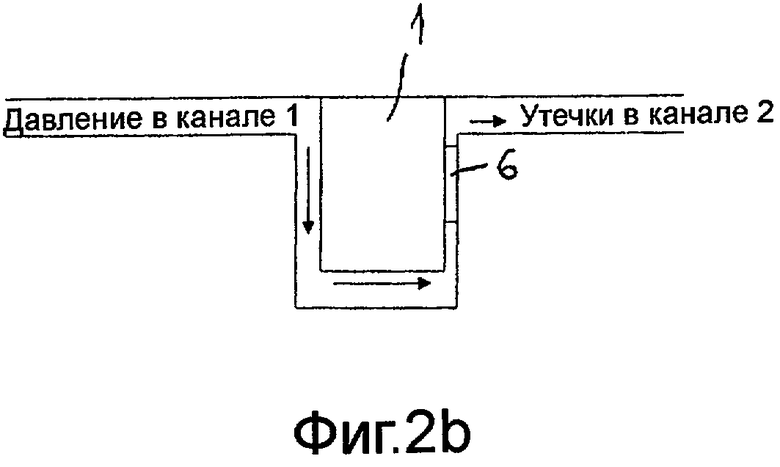
Фиг.2а и 2b - схематические виды уплотнительного кольца в соответствии с изобретением и в соответствии с предшествующим уровнем техники между двумя каналами в автоматической трансмиссии.
На Фиг.1а и 1b показана конструкция уплотнительного кольца в том состоянии, в котором оно инжекционно отформовано. Из Фиг.1а видно, что уплотнительное кольцо 1 имеет множество выемок 2 (в данном случае восемь выемок 2), равномерно распределенных по внутренней поверхности уплотнительного кольца. Выемки 2 имеют форму сегмента окружности. В центре каждой выемки 2 размещен лепесток 3, на свободном конце которого сформирован эжекторный стержень 4. Эжекторные стержни 4 имеют центральное отверстие 5, которое позволяет эжектору захватить эжекторные стержни 4, с тем чтобы вынуть застывшее уплотнительное кольцо 1 из пресс-формы после операции инжекционного формования.
На Фиг.1b показано уплотнительное кольцо 1 в соответствии с предыдущим уровнем техники. На этом уплотнительном кольце 1 эжекторные стержни 4 размещены на стороне уплотнительного кольца 1. Когда они затем обрезаются после использования для захвата уплотнительного кольца 1, с тем чтобы извлечь его из инжекционной пресс-формы, могут остаться отметки эжекторных стержней и заусенцы на поверхности уплотнительного кольца 1, которые влияют на возможность его уплотнения.
На Фиг.2а показано уплотнительное кольцо 1 в соответствии с изобретением, размещенное между двумя каналами (канал 1, канал 2) автоматической трансмиссии. На Фиг.2а можно видеть, что уплотнительное кольцо 1 прижато к стенке между каналом 1 и каналом 2 и таким образом уплотняет канал 1 от канала 2, причем практически вся уплотняющая поверхность прижата к стенке.
Даже если гидравлическая жидкость в канале 1 находится под большим давлением, уплотнительное кольцо 1 обеспечивает хорошее уплотнение.
На Фиг.2b показано уплотнительное кольцо 1 в соответствии с предыдущим уровнем техники, которое размещено аналогично уплотнительному кольцу 1 с Фиг.2а с тем, чтобы уплотнить канал 1 от канала 2. Это уплотнительное кольцо 1 имеет следы 6 эжектора на своей уплотняющей поверхности (поверхности, прижатой к стенке между каналом 1 и каналом 2). Из-за этих следов 6 эжектора имеется утечка между каналом 1 и каналом 2.
Изобретение относится к уплотнительному кольцу, в частности к используемому в автоматической трансмиссии. Уплотнительное кольцо имеет множеством выемок, равномерно распределенных по внутренней поверхности уплотнительного кольца. Выемки имеют форму сегментов окружности, причем в центре каждой выемки размещен лепесток, на свободном конце которого сформирован эжекторный стержень. Эжекторные стержни имеют центральное отверстие, которое позволяет эжектору захватить эжекторные стержни для извлечения застывшего уплотнительного кольца из пресс-формы после операции инжекционного формования. Описан способ изготовления уплотнительного кольца. Изобретение обеспечивает уплотнительные кольца с лучшим уплотнением и повышенной стабильностью давления. При использовании в автоматической трансмиссии такие уплотнительные кольца улучшают управляемость и стабильность давления при переключении передач. 2 н.п. ф-лы, 4 ил.
1. Уплотнительное кольцо (1), в частности, для использования в автоматических трансмиссиях, отличающееся тем, что оно имеет множество выемок (2), равномерно распределенных по внутренней поверхности уплотнительного кольца, при этом выемки (2) имеют форму сегментов окружности, причем в центре каждой выемки (2) размещен лепесток (3), на свободном конце которого сформирован эжекторный стержень (4), при этом эжекторные стержни (4) имеют центральное отверстие (5), которое позволяет эжектору захватить эжекторные стержни (4) для извлечения застывшего уплотнительного кольца (1) из пресс-формы после операции инжекционного формования.
2. Способ изготовления уплотнительного кольца (1), в частности, для использования в автоматических трансмиссиях посредством инжекционного формования, отличающийся тем, что
обеспечивают пресс-форму для уплотнительного кольца (1) с множеством выемок (2) во внутренней стороне уплотнительного кольца (1), причем в каждой из выемок (2) размещают лепесток (3) с эжекторным стержнем (4); инжектируют материал в пресс-форму, таким образом инжекционно формуя уплотнительное кольцо (1),
после затвердевания уплотнительного кольца (1) захватывают его за эжекторные стержни (4) и извлекают из пресс-формы; и
отрезают лепестки (3) вблизи стенки внутренней стороны уплотнительного кольца (1).
| ОРЛОВ П.И | |||
| Основы конструирования | |||
| Справочно-методическое пособие | |||
| - М.: Машиностроение, т.1, 1988, с.499, рис.702 | |||
| US 5628519 А, 13.05.1997 | |||
| Поршневое уплотнение | 1986 |
|
SU1499030A1 |
| Кольцевое контактное уплотнение | 1979 |
|
SU850956A1 |
| Кольцевое контактное уплотнение | 1986 |
|
SU1323809A1 |
| Кольцевое контактное уплотнение | 1986 |
|
SU1315700A2 |

