Изобретение относится к технологии изготовления бронированных машин, имеющих корпус, на который устанавливается минный трал для проделывания проходов в минных полях, и может быть использовано на машиностроительных заводах, производящих выпуск бронированных машин.
Составной частью технологии изготовления корпуса является образование в одной плоскости привалочных поверхностей под установку элементов крепления минного трала.
Известен способ образования в одной плоскости привалочных поверхностей в деталях корпуса бронированной машины под установку сцепного устройства коленного каткового минного трала, состоящего из двух верхних кронштейнов, к которым крепятся коуши поддерживающих тросов правой и левой рам трала, и четырех нижних кронштейнов - наружных и внутренних правых, и наружных и внутренних левых, выбранный в качестве прототипа, включающий операции базирования и приварки на корпусе танка кронштейнов направляющих колес с опорными площадками, верхних и нижних опорных деталей, при этом каждые опорная площадка кронштейна направляющего колеса, верхняя и нижняя опорные детали имеют определенный высотный размер, привалочную поверхность с определенной величиной плоскостности и резьбовые отверстия для крепления соответствующих кронштейнов сцепного устройства (см. Танк Т-72А. Техническое описание и инструкция по эксплуатации. Кн.2, ч.1. М.: Военное издательство, 1988 г., стр.4-5).
Под установку каждого верхнего кронштейна сцепного устройства на верхнем лобовом листе корпуса танка приваривают по одной верхней опорной детали.
Каждый из нижних внутренних кронштейнов сцепного устройства крепится к соответствующим рядом расположенным двум нижним опорным деталям, которые приваривают к нижнему лобовому листу корпуса танка. А каждый нижний наружный кронштейн сцепного устройства крепится к площадке соответствующего кронштейна направляющего колеса, вваренному в корпус танка, и соответствующей нижней опорной детали, также приваренной к нижнему лобовому листу корпуса танка. Для этого в нижних опорных деталях и площадках кронштейнов направляющих колес имеются привалочные поверхности и резьбовые отверстия.
Недостатком известного способа образования в одной плоскости привалочных поверхностей в деталях корпуса танка под установку сцепного устройства коленного каткового минного трала является нерасположение в одной плоскости привалочных поверхностей нижних опорных деталей, приваренных на нижнем лобовом листе корпуса танка, и площадок кронштейнов направляющих колес под установку нижних кронштейнов сцепного устройства из-за допустимой разновысотности опорных деталей при их изготовлении и коробления их привалочных поверхностей от сварочных деформаций.
Вследствие этих причин какой-либо или все нижние кронштейны сцепного устройства при монтаже будут закреплены с перекосом. При этом для обеспечения плотной затяжки болтов необходимо приложить дополнительное усилие, часто приводящее к срыву резьбы в болтах или отрыву головки болта. В конечном итоге рабочие органы трала - катки по отношению к танку будут расположены также с перекосом. Это приводит к воздействию на детали трала дополнительной нагрузки при его эксплуатации.
Нерасположение в одной плоскости привалочных поверхностей верхних опорных деталей, приваренных на верхнем лобовом листе корпуса, под установку верхних кронштейнов сцепного устройства трала, к которым крепятся коуши поддерживающих тросов правой и левой рам трала, несущественно, т.к. натяжение тросов регулируется.
Технической задачей, на решение которой направлено настоящее изобретение, является разработка способа образования в одной плоскости привалочных поверхностей в деталях корпуса бронированной машины под установку элементов крепления минного трала.
Указанная задача решается тем, что в способе образования в одной плоскости привалочных поверхностей в деталях корпуса бронированной машины под установку элементов крепления минного трала, например кронштейнов сцепного устройства коленного каткового минного трала, включающем операции базирования и приварки на корпусе бронированной машины кронштейнов направляющих колес с опорными площадками, верхних и нижних опорных деталей, причем каждые опорная площадка кронштейна направляющего колеса, верхняя и нижняя опорные детали имеют определенный высотный размер, привалочную поверхность с определенной величиной плоскостности и резьбовые отверстия согласно изобретению после приварки на корпусе бронированной машины кронштейнов направляющих колес с опорными площадками, верхних и нижних опорных деталей, причем площадки кронштейнов направляющих колес и нижние опорные детали предварительно выполняют без резьбовых отверстий и с припуском по высотному размеру, корпус бронированной машины устанавливают в обрабатывающий центр с числовым программным управлением (ОЦ ЧПУ), базируют его относительно шпинделя ОЦ ЧПУ таким образом, чтобы ось вращения шпинделя была перпендикулярна плоскости, проходящей через привалочные поверхности площадок кронштейнов направляющих колес, для чего касаются измерительным устройством (ИУ), закрепленным в шпинделе, заранее определенных точек этих привалочных поверхностей, сравнивают показания. ИУ и, при необходимости, корректируют положение корпуса и проводят повторные манипуляции ИУ до получения определенных показаний ИУ по осям координат X, Y, Z координатной системы XYZ отсчета ОЦ ЧПУ в упомянутых заранее определенных точках, далее определенное показание ИУ по оси координат Z вводят в память ОЦ ЧПУ, закрепляют в шпинделе металлорежущий инструмент и производят обработку привалочных поверхностей в площадках кронштейнов направляющих колес и нижних опорных деталях, осуществляя съем металла с учетом упомянутого определенного показания ИУ по оси координат Z, с обеспечением образования этих привалочных поверхностей в одной плоскости с заданным значением величины плоскостности, после чего в площадках кронштейнов направляющих колес и нижних опорных деталях по упомянутым осям координат X, Y, Z выполняют резьбовые отверстия.
Сравнение заявляемого способа образования в одной плоскости привалочных поверхностей в деталях корпуса бронированной машины под установку элементов крепления минного трала с прототипом позволило установить, что в предлагаемом способе после приварки кронштейнов направляющих колес с опорными площадками, верхних и нижних опорных деталей на корпус, образование привалочных поверхностей опорных площадок кронштейнов направляющих колес и нижних опорных деталей в одной плоскости достигается путем установки корпуса бронированной машины перпендикулярно плоскости, проходящей через привалочные поверхности опорных площадок кронштейнов направляющих колес, к оси вращения шпинделя ОЦ ЧПУ и последующей механической обработки в одной плоскости привалочных поверхностей опорных площадок кронштейнов направляющих колес и нижних опорных деталей, которые предварительно выполняют без резьбовых отверстий и с припуском по высотному размеру, и последующего выполнения резьбовых отверстий, в то время как в известном способе после приварки кронштейнов направляющих колес с опорными площадками и верхних и нижних опорных деталей на корпус осуществляют монтаж кронштейнов сцепного устройства минного трала. Это позволяет сделать вывод о новизне предложенного способа.
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое техническое решение, не были выявлены. Это позволяет сделать вывод, что оно имеет изобретательский уровень и не следует явным образом из существующего уровня техники.
Предлагаемое техническое решение может быть использовано на машиностроительных заводах, производящих выпуск бронированных машин, поэтому оно промышленно применимо.
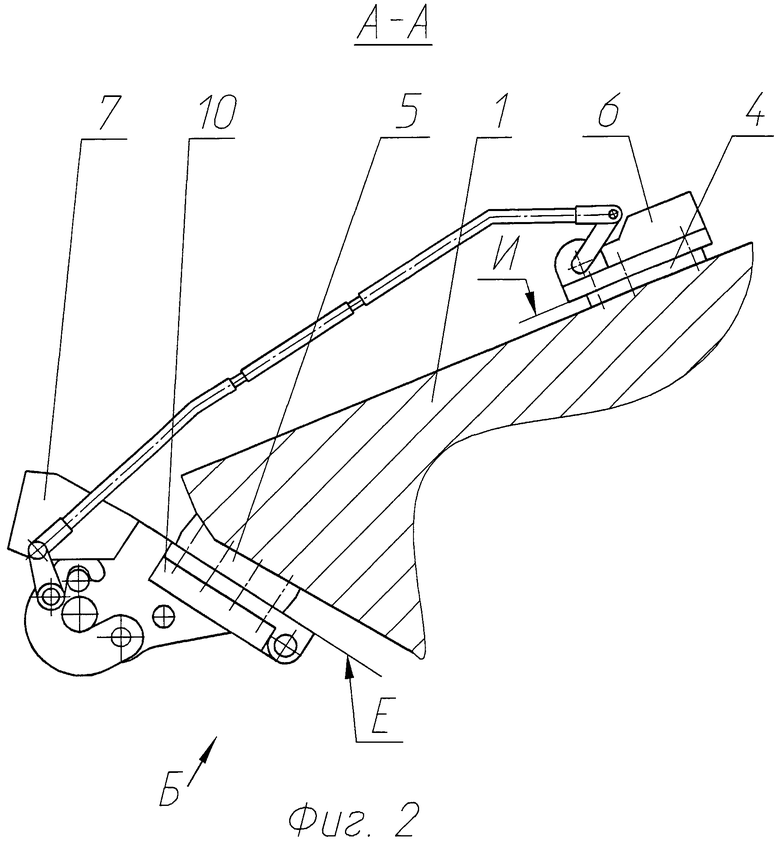
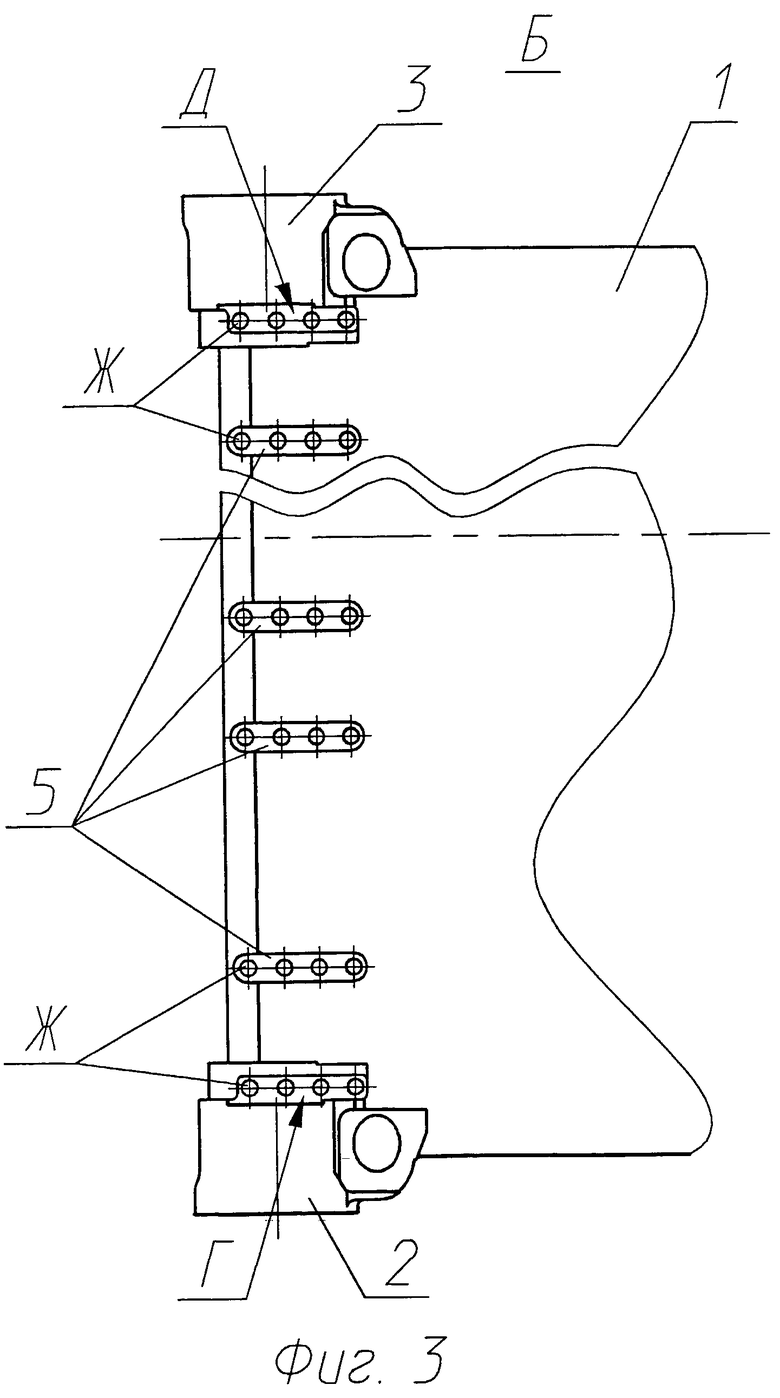
Изобретение поясняется чертежами, где: на фиг.1 изображен вид сверху на лобовую часть корпуса бронированной машины с установленным минным тралом; на фиг.2 изображено сеч. А-А фиг.1; на фиг.3 изображен вид Б фиг.2 со снятыми элементами крепления минного трала.
Способ осуществляют следующим образом.
Корпус 1, на котором приварены кронштейны 2 и 3 направляющих колес с опорными площадками, изготовленными без резьбовых отверстий и с припуском по высотному размеру, верхние опорные детали 4, изготовленные с резьбовыми отверстиями В и определенным высотным размером, нижние опорные детали 5, изготовленные без резьбовых отверстий и с припуском по высотному размеру, устанавливают на поворотный стол ОЦ ЧПУ, базируя его относительно шпинделя ОЦ ЧПУ таким образом, чтобы ось вращения шпинделя была перпендикулярна плоскости, проходящей через привалочные поверхности Г и Д опорных площадок кронштейнов 2 и 3 направляющих колес под установку соответствующих элементов крепления минного трала, для чего закрепляют в шпинделе измерительное устройство (ИУ), например индикатор или измерительную головку, и, перемещая шпиндель по оси координат Х координатной системы XYZ отсчета ОЦ ЧПУ, «обкатываются» подвижным элементом ИУ по поверхности Г опорной площадки кронштейна 2 направляющего колеса, устанавливают подвижный элемент ИУ в определенную начальную точку поверхности Г, касаясь которой перемещают шпиндель по оси координат X координатной системы XYZ отсчета ОЦ ЧПУ до определенной конечной точки поверхности Г, при этом показания ИУ по оси координат Z упомянутой системы отсчета вводят в память ОЦ ЧПУ. Путем сравнения диапазона показаний, отраженных на шкале счетного прибора ИУ, определяют фактическое расположение поверхности Г по отношению к оси вращения шпинделя. Если в диапазоне показаний имеется результат измерения, величина которого превышает заданную величину плоскостности поверхности Г, то производят корректировку положения корпуса в вертикальной плоскости посредством электромеханического домкрата ОЦ ЧПУ, и повторно производят упомянутые измерения и сравнения до получения показаний на шкале счетного прибора ИУ меньших или равных заданной величине плоскостности. Далее шпиндель перемещают по оси координат Y упомянутой системы отсчета к поверхности Д опорной площадки кронштейна 3 направляющего колеса и проводят аналогичные вышеупомянутым манипуляции (действия). После чего устанавливают в шпиндель режущий инструмент, например фрезу, и последовательно обрабатывают поверхность Г опорной площадки кронштейна 2 направляющего колеса, поверхность Е нижних опорных деталей 5, поверхность Д опорной площадки кронштейна 3 направляющего колеса, осуществляя съем припуска с учетом показания по оси Z для обеих поверхностей Г и Д, полученного при окончательном измерении, с образованием в одной плоскости привалочных поверхностей Г, Д и Е.
Затем в опорных площадках кронштейнов 2 и 3 направляющих колес и нижних опорных деталях 5 выполняют резьбовые отверстия Ж с обеспечением заданных техническими требованиями геометрических размеров.
Нерасположение в одной плоскости привалочных поверхностей И верхних опорных деталей 4, приваренных на верхнем лобовом листе корпуса 1, под установку верхних кронштейнов 6 сцепного устройства 7 минного трала 8, к которым крепятся коуши поддерживающих тросов 9 правой и левой рам трала, несущественно, т.к. натяжение тросов 9 регулируется.
После завершения механической обработки и выполнения резьбовых отверстий Ж в опорных площадках кронштейнов 2 и 3 направляющих колес и нижних опорных деталях 5 осуществляют монтаж верхних 6 и нижних 10 кронштейнов сцепного устройства 7 минного трала 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДЕРНИЗАЦИИ ТАНКА | 2004 |
|
RU2257529C1 |
| КОРПУС БРОНИРОВАННОЙ РЕМОНТНО-ЭВАКУАЦИОННОЙ МАШИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2172464C2 |
| МНОГОЦЕЛЕВОЕ БРОНИРОВАННОЕ ГУСЕНИЧНОЕ ШАССИ | 2001 |
|
RU2210720C1 |
| РАЗВЕДЫВАТЕЛЬНАЯ ХИМИЧЕСКАЯ МАШИНА | 2007 |
|
RU2369826C2 |
| БРОНИРОВАННАЯ ГУСЕНИЧНАЯ ИЛИ КОЛЕСНАЯ БОЕВАЯ МАШИНА | 2023 |
|
RU2824569C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ И СТЕНД ДЛЯ СБОРКИ-СВАРКИ И МЕХОБРАБОТКИ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ | 2023 |
|
RU2824022C1 |
| ШАССИ ВОЕННОЙ ГУСЕНИЧНОЙ МАШИНЫ | 2002 |
|
RU2268839C9 |
| НИЗКОПРОФИЛЬНАЯ РУБКА ВОЕННОЙ МАШИНЫ (ВАРИАНТЫ) | 2005 |
|
RU2308662C2 |
| САМОХОДНАЯ АРТИЛЛЕРИЙСКАЯ СОЧЛЕНЕННАЯ УСТАНОВКА | 2008 |
|
RU2388987C1 |
| БОЕВАЯ МАШИНА ДЕСАНТА | 2001 |
|
RU2223460C2 |
Изобретение относится к технологии изготовления корпуса бронированной машины, на который устанавливается минный трал. После приварки на корпусе бронированной машины кронштейнов направляющих колес с опорными площадками, нижних опорных деталей, которые предварительно выполняют без резьбовых отверстий и с припуском по высотному размеру, образование привалочных поверхностей в площадках кронштейнов направляющих колес и нижних опорных деталях в одной плоскости достигается путем механической обработки. Исключается перекос элементов крепления минного трала при монтаже на корпусе бронированной машины. 3 ил.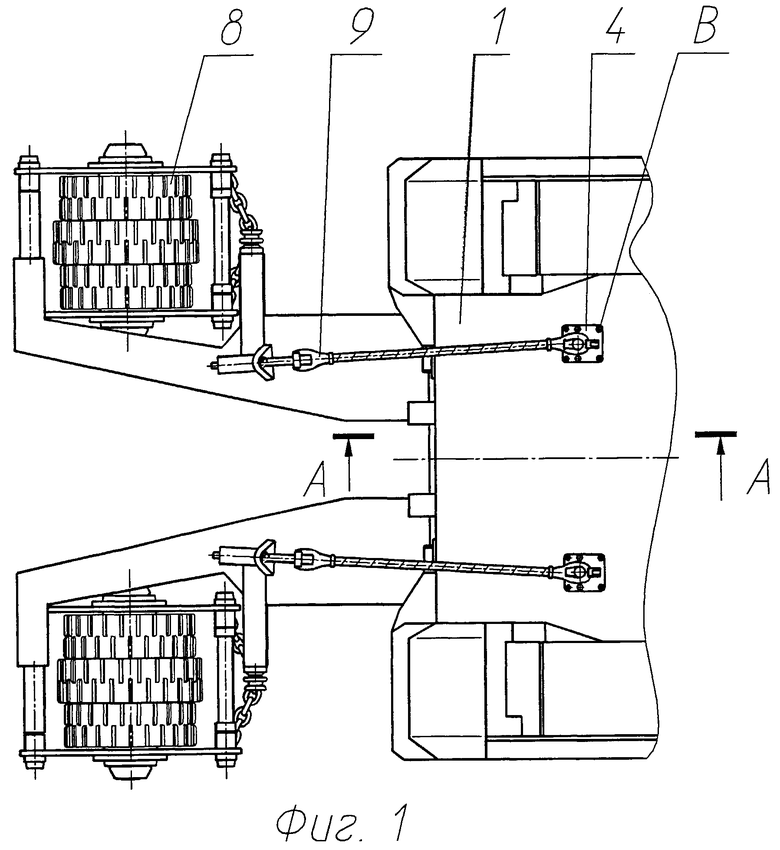
Способ образования в одной плоскости привалочных поверхностей в деталях корпуса бронированной машины под установку элементов крепления минного трала, например кронштейнов сцепного устройства колейного каткового минного трала, включающий операции базирования и приварки на корпусе бронированной машины кронштейнов направляющих колес с опорными площадками, верхних и нижних опорных деталей, причем каждые опорная площадка кронштейна направляющего колеса, верхняя и нижняя опорные детали имеют определенный высотный размер, привалочную поверхность с определенной величиной плоскостности и резьбовые отверстия, отличающийся тем, что после приварки на корпусе бронированной машины кронштейнов направляющих колес с опорными площадками, верхних и нижних опорных деталей, причем площадки кронштейнов направляющих колес и нижние опорные детали предварительно выполняют без резьбовых отверстий и с припуском по высотному размеру, корпус бронированной машины устанавливают в обрабатывающий центр с числовым программным управлением, базируют его относительно шпинделя обрабатывающего центра с числовым программным управлением таким образом, чтобы ось вращения шпинделя была перпендикулярна плоскости, проходящей через привалочные поверхности площадок кронштейнов направляющих колес, для чего касаются измерительным устройством, закрепленным в шпинделе, заранее определенных точек этих привалочных поверхностей, сравнивают показания измерительного устройства и, при необходимости, корректируют положение корпуса и проводят повторные манипуляции измерительным устройством до получения определенных показаний измерительного устройства по осям координат X, Y, Z координатной системы XYZ отсчета обрабатывающего центра с числовым программным управлением в упомянутых заранее определенных точках, далее определенное показание измерительного устройства по оси координат Z вводят в память обрабатывающего центра с числовым программным управлением, закрепляют в шпинделе металлорежущий инструмент и производят обработку привалочных поверхностей в площадках кронштейнов направляющих колес и нижних опорных деталях, осуществляя съем металла с учетом упомянутого определенного показания измерительного устройства по оси координат Z, с обеспечением образования этих привалочных поверхностей в одной плоскости с заданным значением величины плоскостности, после чего в площадках кронштейнов направляющих колес и нижних опорных деталях по упомянутым осям координат X, Y, Z выполняют резьбовые отверстия.
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Техническое описание и инструкция по эксплуатации | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Военное издательство, 1988, с.4-5 | |||
| КОЛЕЙНЫЙ МИННЫЙ ТРАЛ | 2001 |
|
RU2184924C1 |
| КОЛЕЙНЫЙ МИННЫЙ ТРАЛ | 2002 |
|
RU2210052C1 |
| US 5786542 A, 28.07.1998 | |||
| US 4909128 A, 20.03.1990. | |||

