Заявляемое изобретение относится к области обработки металлов давлением, а именно к изготовлению крупногабаритных труб и профилей методом горячего прессования.
Аналогом предлагаемого изобретения является штамповый блок с силитовыми нагревателями (Фиглин С.З., Бойцов В.В., Калпин Ю.Г., Каплин Ю.И. Изотермическое деформирование металлов. - М.: Машиностроение, 1978 г., 239 стр., на стр.43-46, рис.18). Штамповый блок состоит из верхней и нижней штамповых вставок, устанавливаемых в муфелях, опирающихся на наборы проставок и основания. Узел нагрева представляет собой кольцевую печь с двумя круглыми окнами в своде и на поду. В своде и поду просверлены отверстия для размещения силитовых стержней.
К недостаткам аналога относится нагрев штампового блока, который осуществляется по направлению снаружи во внутрь, что приводит к потерям тепла, неравномерности нагрева по радиусу и повышенному расходу электроэнергии, кроме того, небольшая мощность нагревателей не обеспечивает прогрева крупных штамповых блоков.
Прототипом предлагаемого изобретения является контейнер трубопрофильного пресса (см., например, Эрнст Мюллер. Гидравлические прессы для изделий из цветных металлов. - М.: Машиностроение, 1962 г., с.184-185). Контейнер состоит из собранных с натягом внешней и внутренних втулок.
Во внешней втулке выполнены сквозные продольные отверстия, в которых установлены стержни индукционного нагревателя контейнера. На торцах этих втулок имеются кольцевые проточки для соединительных планок стержней нагревателя, соединенных посредством выводных шин токоподвода нагревателя с источником питания.
К недостаткам контейнера пресса следует отнести сложность изготовления отверстий из-за увода сверла от оси сверления при выполнении отверстий для стержней индукционного нагревателя крупногабаритного контейнера высотой 2-3 метра, в результате чего возможен брак или значительные перепады температур при нагреве контейнера, кроме того, наблюдается ослабление прочности втулок из-за концентрации напряжений у отверстий под стержни индукторов при запрессовке втулок и приложении рабочих нагрузок.
Техническим результатом предлагаемого изобретения является повышение точности расположения отверстий под стержни индукционного нагревателя и за счет этого повышения равномерности нагрева, сокращение потерь тепла при подогреве, увеличение долговечности контейнера за счет снижения концентрации напряжений во втулках контейнера со стержнями при его работе.
Технический результат достигается тем, что в контейнере пресса для изготовления крупногабаритных труб и профилей, содержащем соосно расположенные и собранные с натягом внешнюю, средние и внутреннюю втулки и электроизолированные токопроводящие стержни для индукционного нагрева контейнера, последовательно соединенные между собой электроизолированными перемычками, соединенными посредством шин с источником питания, две средние втулки выполнены с пазами, выходящими на наружные поверхности упомянутых втулок, при этом пазы выполнены по радиусу, превышающему радиус токопроводящего стержня на величину не менее толщины электроизоляции, и имеют выполненные по радиусу края, оси пазов одной средней втулки расположены в одной плоскости с осями пазов другой средней втулки, а токопроводящие стержни установлены в упомянутых пазах средних втулок в два ряда.
Предложенный контейнер пресса представлен на фиг.1, 2, 3, где:
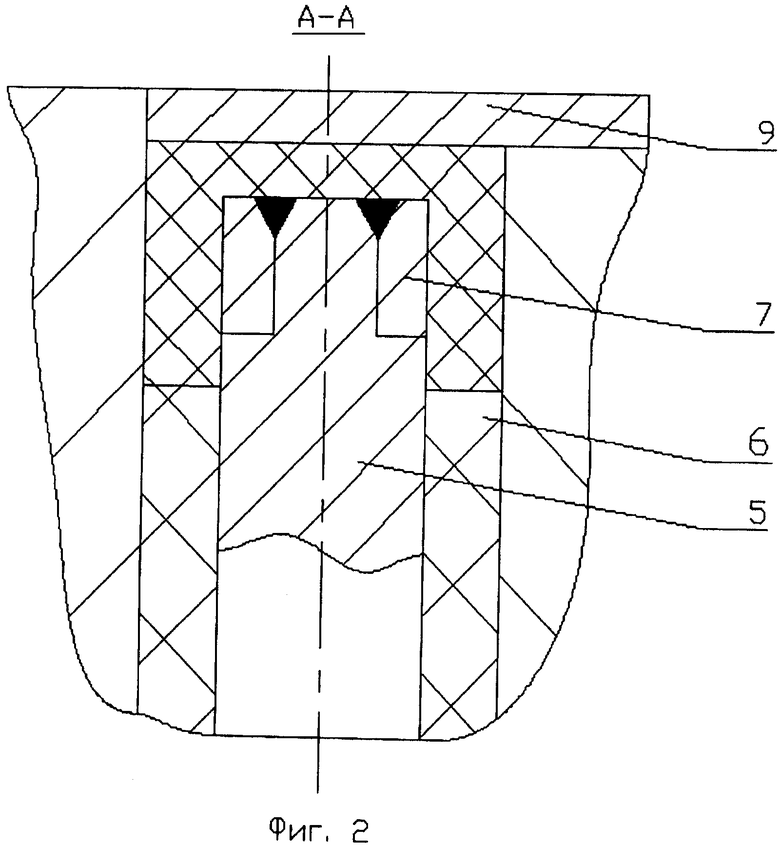
- на фиг.1 изображен общий вид контейнера сверху;
- на фиг.2 изображен разрез по сечению;
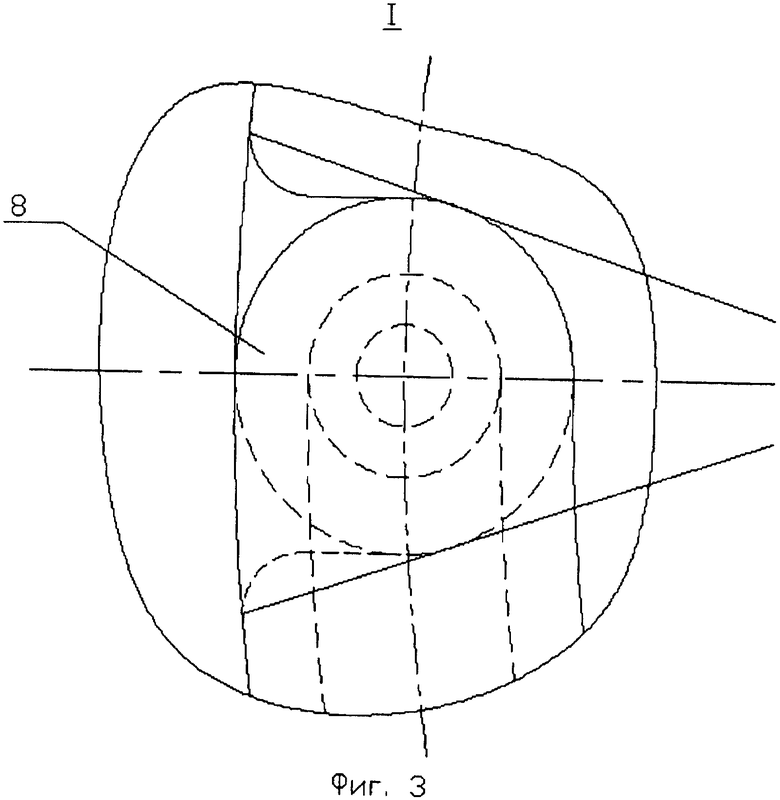
- на фиг.3 изображен вид I.
Контейнер включает в себя соосно расположенные и собранные с натягом внешнюю втулку 1, средние втулки 2, 3 и внутреннюю втулку 4. В отличие от прототипа, где стержни индуктора размещены в сквозных отверстиях, выполненных по окружности в самой втулке, во втулках 2 и 3 выполнены выходящие на наружные поверхности втулок пазы для установки в них стержней 5 индукционных нагревателей. Стержни индукционных 5 индукционных нагревателей электроизолированы втулками 6 и соединены последовательно перемычками 7. Перемычки 7 электроизолированы вставками 8 от втулок контейнера. Вставки 8 упираются в крышку 9. Перемычки 7 соединены с источником питания шинами 10.
Использование предлагаемого контейнера осуществляется следующим образом.
Перед началом работы контейнер необходимо собрать. Для этого внешнюю втулку 1 нагревают и вставляют в нее среднюю втулку 2. После нагрева блока втулок 1-2 в них устанавливают втулку 3. Затем после нагрева блока втулок 1-2-3 вставляют внутреннюю втулку 4. Во втулки 2 и 3 вставляют стержни 5 индукционного нагревателя, приваренные попарно к перемычкам 7 с электроизоляционными втулками 6 и вставками 8, при этом перемычки 7 располагаются во втулках 2 и 3 по концетрическим окружностям. С противоположной стороны на стержни 5 устанавливают перемычки 7, приваривая их к стержням. Перемычки 7 электроизолированы вставками 8 от втулок контейнера и крышки 9. Между крышкой 9 и вставкой 8 в нижней части контейнера предусмотрен тепловой зазор, который уменьшается при нагреве стержней индуктора и контейнера. Для нагрева контейнера через шины 10 подводится питание. Для сокращения времени нагрева и обеспечения нагрева до требуемой температуры предусмотрена возможность двухрядного расположения стержней в двух средних втулках.
Таким образом, предлагаемое изобретение сокращает потери тепла при подогреве, повышает равномерность нагрева за счет более точного расположения стержней индукционного нагревателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК НАГРЕВА ШТАМПОВ ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2464172C1 |
| ИЗОСТАТ ДЛЯ ПРОИЗВОДСТВА ЭЛЕКТРОПРОВОДЯЩИХ КОМПОЗИЦИЙ ПРИ ВЫСОКИХ ДАВЛЕНИИ И ТЕМПЕРАТУРЕ | 2007 |
|
RU2366540C2 |
| ЛАБОРАТОРНЫЙ ИЗОСТАТ ДЛЯ ИССЛЕДОВАНИЯ КОМПОЗИЦИЙ | 2009 |
|
RU2398657C1 |
| ИЗОСТАТ ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ В ЖИДКОСТИ | 2010 |
|
RU2433889C1 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ | 2011 |
|
RU2464120C1 |
| ТЕПЛОИЗОЛЯЦИОННАЯ ПОДУШКА ДЛЯ ШТАМПОВ | 2011 |
|
RU2455101C1 |
| ГАЗОСТАТ | 2008 |
|
RU2393057C2 |
| ДВУХКАМЕРНЫЙ ГАЗОСТАТ | 2008 |
|
RU2393058C2 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2506164C1 |
| ДВУХКАМЕРНЫЙ ГАЗОСТАТ | 2011 |
|
RU2467834C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении крупногабаритных труб и профилей методом горячего прессования. Контейнер пресса содержит соосно расположенные и собранные с натягом внешнюю, средние и внутреннюю втулки. Для индукционного нагрева контейнера предусмотрены электроизолированные токопроводящие стержни, последовательно соединенные между собой электроизолированными перемычками. Перемычки соединены посредством шин с источником питания. Две средние втулки имеют пазы, выходящие на наружные поверхности втулок. Пазы выполнены по радиусу, превышающему радиус токопроводящего стержня на величину не менее толщины электроизоляции. Края пазов выполнены по радиусу. Оси пазов одной средней втулки расположены в одной плоскости с осями пазов другой средней втулки. Токопроводящие стержни установлены в упомянутых пазах в два ряда, В результате обеспечивается повышение точности установки токопроводящих стержней и, следовательно, обеспечение равномерности нагрева, а также увеличение долговечности контейнера за счет снижения концентрации напряжений во втулках. 3 ил.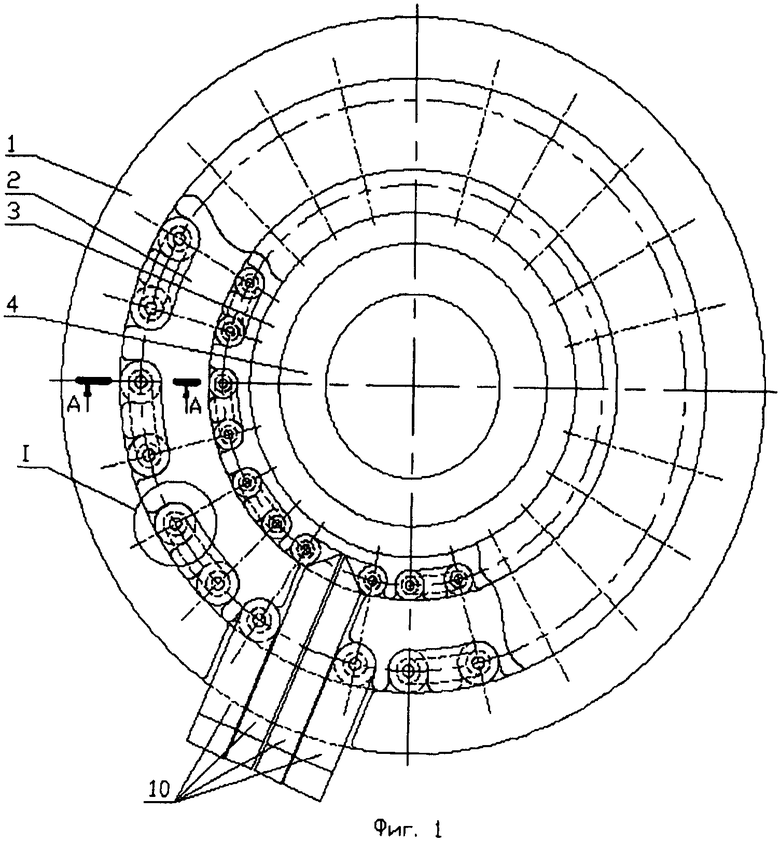
Контейнер пресса для изготовления крупногабаритных труб и профилей, содержащий соосно расположенные и собранные с натягом внешнюю, средние и внутреннюю втулки и электроизолированные токопроводящие стержни для индукционного нагрева контейнера, последовательно соединенные между собой электроизолированными перемычками, соединенными посредством шин с источником питания, отличающийся тем, что две средние втулки выполнены с пазами, выходящими на наружные поверхности упомянутых втулок, при этом пазы выполнены по радиусу, превышающему радиус токопроводящего стержня на величину не менее толщины электроизоляции, и имеют выполненные по радиусу края, оси пазов одной средней втулки расположены в одной плоскости с осями пазов другой средней втулки, а токопроводящие стержни установлены в упомянутых пазах средних втулок в два ряда.
| ЭРНСТ МЮЛЛЕР | |||
| Гидравлические прессы для изделий из цветных металлов | |||
| - М.: Машиностроение, 1962, с.184-185, фиг.144 | |||
| Контейнер для прессования изделий | 1984 |
|
SU1328024A1 |
| Контейнер для прессования изделий | 1981 |
|
SU975137A1 |
| Контейнер трубопрофильного пресса | 1979 |
|
SU897362A1 |
| Контейнер для прессования изделий | 1977 |
|
SU642038A1 |
| US 3531624 A1, 29.09.1970 | |||
| JP 2919115664 A, 27.05.2010. | |||

