Изобретение относится к об{ аботке еталлов давлением, в частности к пресованию изделий.
Известен контейнер для прессования издех ий, выполненный из концентрнчно размещенных, изопированныж между собойкерамическим материалом втулок, внутренняя из которых соединена с ис точником электрического тока.
Однако такая конструкция, во-первых, не обеспечивает возможность вести нагьрев контейнера во время прессования, так как отсутствует токоизолящня внут ренней втулки, ш;пользуемой в качестве нагревателя, от прессуемого металла, во-вторых, более полно использовать подводимую электрическую мощность, так как. втулка -нагреватель выполнена сплошной.
Цель изобретения - обеспечение постоянства температуры внутренних слОев контейнера во время прессования, и повышение коэффициента использования подводимой электрической мощности.
Т.е. повышение эффективности его нагрева.
Для этого контейнер для прессования изделий снабжен дополнительной центральной втулкой с изолирующим покры- тием, при этом внутренняяВтулка выполнена с равномерно расположенными по ее щишндрической поверхности прорезями. Прорези могут быть выполнены поочередно выходящими на противоположные торцы втулки или часть прорезей может быть вьшолнена с выходом на один из торцов, а другая часть прорезей расположена между ними и выполнена закрытой с торцов,
Такое конструктивное исполнение контейнера для прессования профилей или труб позволяет поддерживать температуру внутренних слоев во прессования и способствует более полному ис- польеоввнию подводимой электрической
мощное TI.
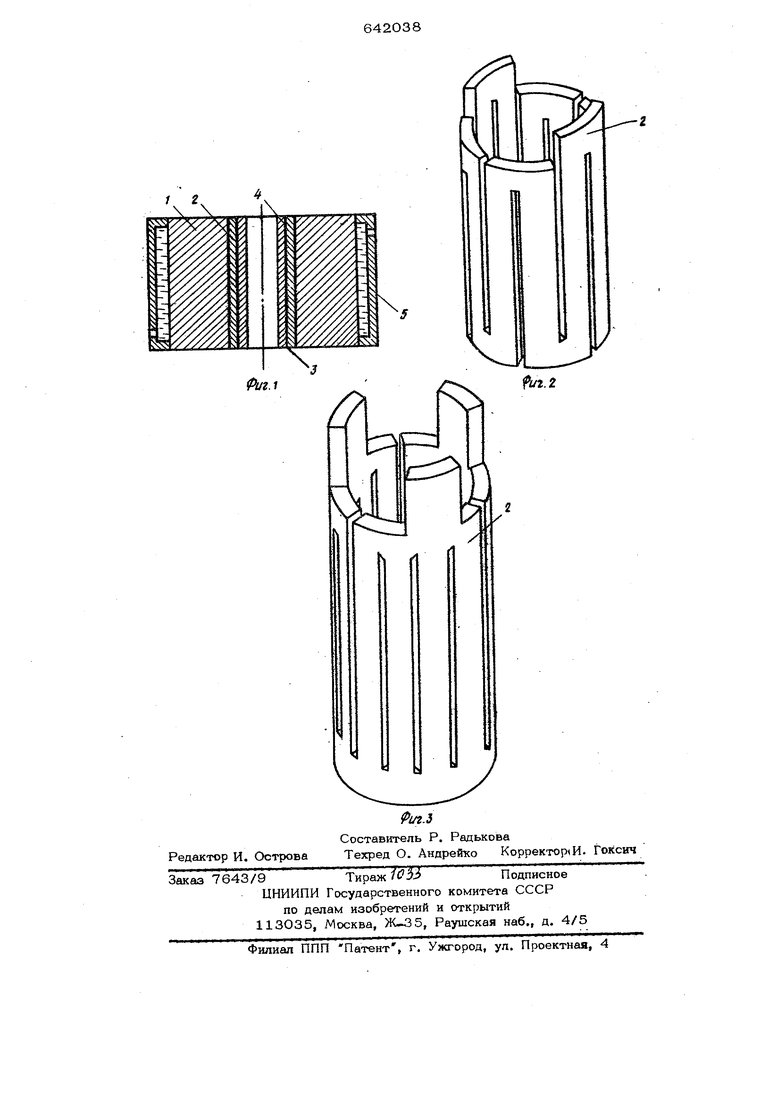
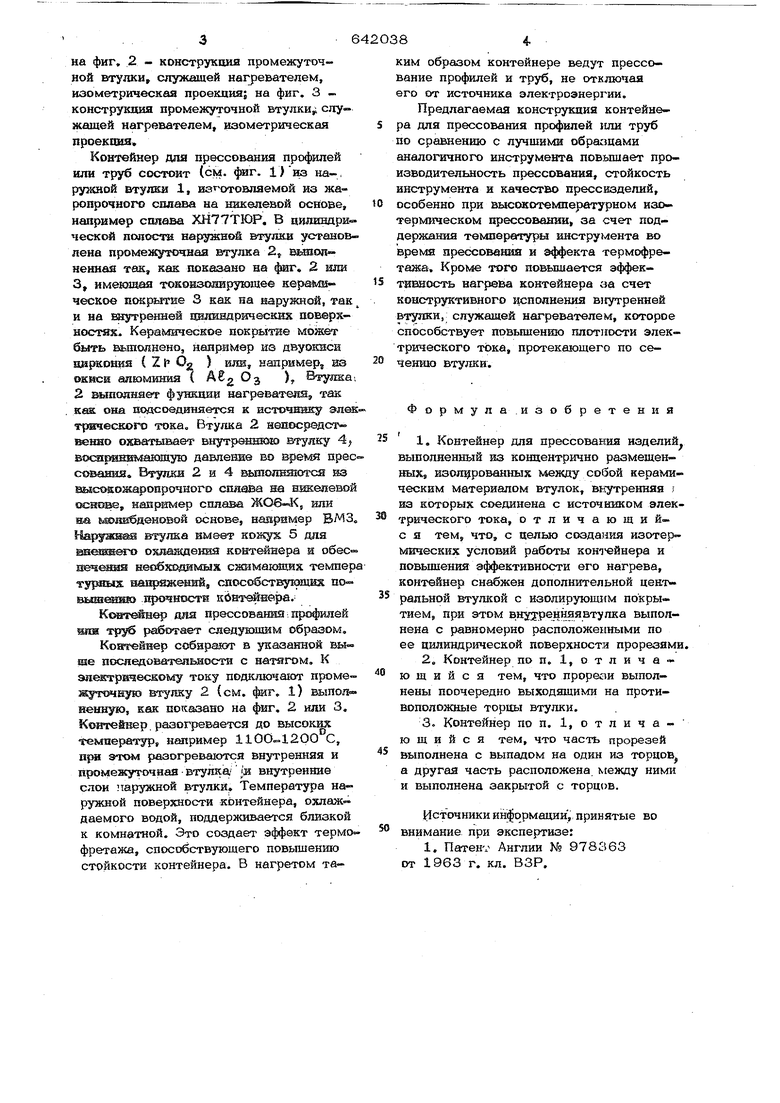
На фиг. 1 изображен предлагаемый контейнер, основная проекция, разрез; на фиг, 2 - конструкция промежуточной втулки, служащей нагревателем, нас метрическая проекция; на фиг. 3 - конструкция промежуточной втулки служащей нагревателем, изометрическая проекшш. Контейнер для прессования профилей шш труб состоит (см. фиг. 1} из на-, ружной втулки 1, нат отовпяемой из жаропрочного сплава на никелевой основе, например сплава ХН77ТЮР. В дилиндрической полости наружной втулки установ лена промежуточная втулка 2, вкаюя ненная так, как показано на фкг. 2 шш 3, имеющая токонзоякрующе© кераьшческое покрытие 3 как на наружной, так и на внутренней яшшндрических аоверхностязЕ. Кера&шческое покрытие может быть выполнено, нанрнмвр из двуокасй 1щраониа { Z f Og ) шт, например, аз окйсг алюминия 1 2 3 К втулка 2 аыгпояняет функции нагрвватеня, так K8SL она нойсовдшшется к источнику эле трнческого тока Втулка 2 невосредст венно охБа1ъшает внутрвНнюш втулку 4 восяртвжущющую давлеввв во время прес сованна. Втулди 2 и 4 шйполваются йз йысоЕожаропрочного спяава на никелевой ОСШЖ8, наиример сплава ЖОб-Л, иди иа г 1шбденовой основе, наяример БМЗ liapifsagKa втулка шлеет кощух 5 для охлаждения контейнера а обес нечешйш не«збходимых сжймаюшик тестер ту|шых наиртж шй, сдсюобствгуюпшх по- вышешша .прочшзсти к6ит®йн©ра.Коат нер шш прессованна; профилей шш 1руб работает следующим образом, Контейнер собирают в указанной HI ше последоватеяьаости с натягом. К эяейтрв ескому току под11лючают проме жут жнуго втулку 2 (см. фиг. 1) выпо.} ненную, как показано на фиг. 2 шш 3, Контейнер, разогревается до высокюс темнерат, например 110О«12ОО С, при разогреваются внутренняя и ироменсуточная втулка,- in внутренние слои зтаружной втулки. Температура наружной поверхности контейнера, оялаж даемого водой, поддерживается близкой к комнатной. Это создает эффект термо фретажа, способствующего повышению стойкости контейнера. В нагретом таким образом контейнере ведут прессование профилей и труб, не отключая его от источника электроэнергии. Предлагаемая конструкция контейнера для прессования профилей или труб по сравнению с лучшими обрасзцами аналогичного инструмента повышает производительность прессования, стойкость инструмента и качество пресс изделий, особенно при высокотемпературном изотермическом прессовании, за счет поддержания температуры инструмента во время прессования и эффекта термофретажа. Кроме того повышается эффективность нагрева контейнера аа счет конструктивного исполнения В11утренней втулки, служащей нагревателем, которое способствует повьпиенвю плотности электрического тока, протекающего по сечению втулки. Формул а.изобретен И Я 1. Контейнер для прессования изделий выполненный из концентрично размещенных, изолированных К4ежду собой керамическим материалом втулок, в лутренняя i из которых соединена с источником электрического тока, отличающийс я тем, что, с целью создания изотермических условий работы кош«йнера и повьпиения эффективности его нагрева, контейнер снабжен дополнительной центральной втулкой с изолирующим покрытием, при этом в.нууренняявтулка выполнена с равномерно расположенными по ее цилиндрической поверхности прорезями, 2.Контейнер по п. 1, отличающийся тем, что прорези выполнены поочередно выходящими на противоположные торцы втулки. 3.Контейнер по п. 1, о т л и ч а ю щ и и с я тем, что часть прорезей выполнена с выпадом на один из торцов а другая часть расположена между ними и выполнена закрытой с торцов. 1стЪчники информации , принятые во внимание при экспертизе: 1. OaTeHv Англии № 978363 от 1963 г, кл. ВЗР.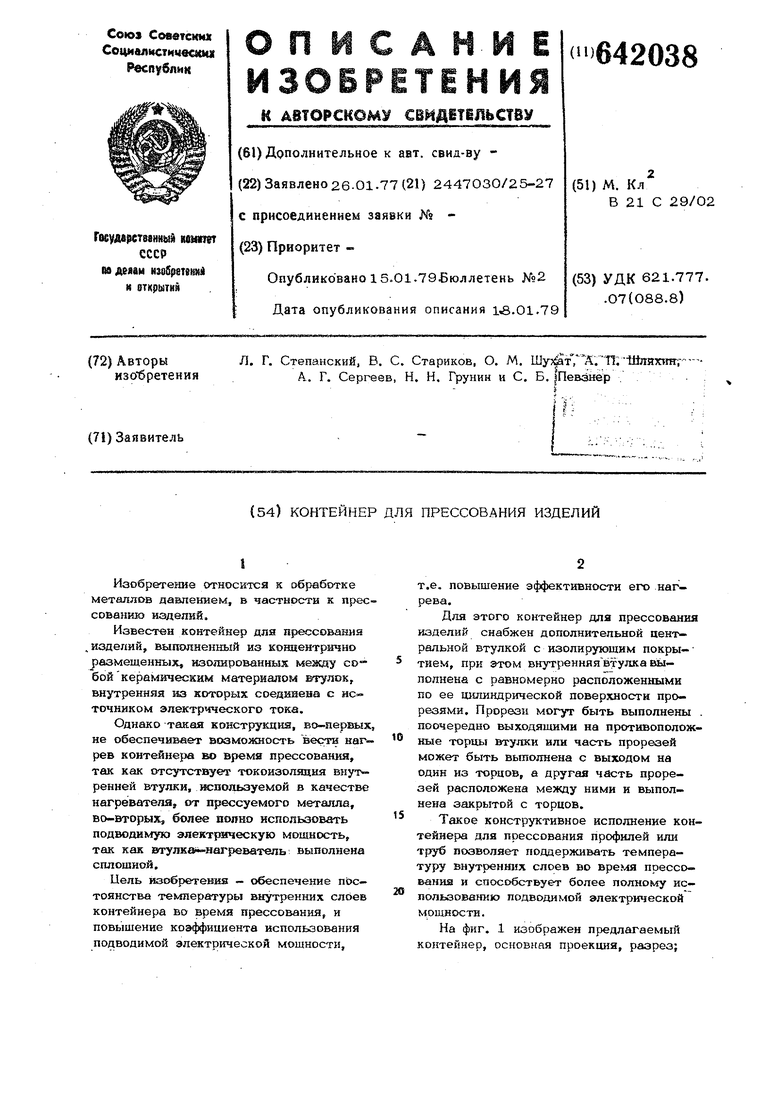
| название | год | авторы | номер документа |
|---|---|---|---|
| Контейнер для прессования изделий | 1979 |
|
SU852401A2 |
| Контейнер для прессования изделий | 1981 |
|
SU975137A1 |
| КОНТЕЙНЕР ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРУБ И ПРОФИЛЕЙ | 2011 |
|
RU2479372C1 |
| Контейнер трубопрофильного пресса | 1979 |
|
SU897362A1 |
| Гибкий проводник имплантируемого электростимулятора, способ его изготовления и заготовка для его изготовления | 1980 |
|
SU997102A1 |
| Устройство для нагрева прессового инструмента | 1989 |
|
SU1719438A1 |
| ТРУБЧАТЫЙ ПЕРЕХОДНИК ТИТАН-СТАЛЬ | 2002 |
|
RU2207236C1 |
| Способ центробежной биметаллизации втулок с нагревом токами высокой частоты | 2015 |
|
RU2637205C2 |
| Устройство для экструдирования профилей средой высокого давления | 1983 |
|
SU1171207A1 |
| УСТРОЙСТВО ДЛЯ ОБРАТНОГО ПРЕССОВАНИЯ ТОЛСТОСТЕННЫХ ТРУБ | 2002 |
|
RU2252093C2 |