Изобретение относится к оборудованию для обработки металлов давлением и наиболее эффективно может быть использовано для изотермической штамповки деталей из алюминиевых, магниевых сплавов и латуни.
Аналогом заявляемого технического решения является штамповый блок с проволочными нагревателями сопротивления, описанный в книге С.З.Фиглина, В.В.Бойцова, Ю.Г.Калпина и Ю.И.Каплина «Изотермическое деформирование металлов», М., Машиностроение, 1978 г., 239 стр., на стр.46…47, рис.19. Штамповый блок состоит из нагревателей для нагрева штампов, набора подкладных плит, стационарных теплоизолирующих кожухов с рабочим окном и дверной заслонкой для загрузки заготовок и выгрузки отштампованных изделий. Рабочее окно размещено в среднем кожухе и расположено на уровне плоскости смыкания штампов. Штамповый блок оснащен металлическим экраном, закрепленным на верхней части штампового блока.
К недостаткам блока следует отнести невозможность штамповки относительно больших изделий. Кроме того, при нагреве штампов в разомкнутом состоянии наблюдаются большие потери тепла через тонкую стенку теплоизоляции верхнего кожуха. Еще одним недостатком является трудность равномерного прогрева штампов, а это связано с увеличением времени их прогрева.
Техническим результатом предлагаемого изобретения является сокращение потерь тепла при подогреве разомкнутых штампов, повышение равномерности прогрева штампов, улучшение условий труда.
Технический результат достигается за счет того, что модули, образующие рабочую зону нагрева, установлены на верхнем и нижнем штамподержателях с использованием теплоизоляционных быстросменных вставок, верхний и нижний модули основания выполнены в виде замкнутых контуров, остальные модули - с окном для быстросменной дверной заслонки (окно для загрузки заготовок), а спиральные нагреватели расположены в пазах теплоизоляции всех модулей, кроме модулей основания, выполненных с уклоном в сторону ее наружных стенок. При этом модули оснащены теплоизоляцией и двойными металлическими стенками, выполнены разной высоты, а угол наклона пазов для спиральных нагревателей равен 10-30°.
Предлагаемый блок изображен в виде графических материалов, где:
- на фиг.1 представлен разрез блока нагрева штампов в сборе,
- на фиг.2 представлен разрез одного из модулей блока нагрева.
В блок нагрева штампов 1 и 2, опирающихся на штамподержатели (подштамповые плиты) 3 и 4, входят модули 5, 6, 7, 8 и 9, два из которых 5 и 6, являющиеся основаниями, не имеют нагрева, а остальные модули 7, 8 и 9 оснащены спиральными нагревателями сопротивления 10. Модули 5, 6, 7 и 8 выполнены в виде замкнутых контуров, а один или несколько модулей 9 имеют окно для установки быстросменной дверной заслонки 11. Все модули выполнены с двойными стенками 12 и 13 (фиг.2), между которыми размещены токоподающие шины для нагревателей 10 и направляющие колонки 14 с втулками 15 для центрирования модулей. Внутри модули оснащены теплоизоляцией 16, в пазах которой расположены нагреватели 10. Нижняя часть пазов теплоизоляции 16 выполнена с уклоном от 10 до 30° в сторону наружной стенки теплоизоляции для предотвращения выпадения спиральных нагревателей при монтаже модулей. Во внешних стенках 13 модулей выполнены окна «А» для крюков грузоподъемных средств. В дверной заслонке 11 (фиг.1), либо в одном из модулей со стороны дверной заслонки установлен вентилятор 17. Для сокращения потерь тепла при подогреве штампов 1 и 2 между основаниями 5, 6 и штампом 1, 2 установлены вставки 18 и 19 с теплоизоляцией. Так как блок нагрева предназначен для подогрева сотен штампов, то его внутренние размеры определяются габаритами самого крупного штампа, а использование модулей разной высоты позволяет осуществлять изотермическую штамповку в штампах разной высоты.
Работа блока нагрева для изотермической штамповки осуществляется следующим образом. Стол пресса с нижним штамподержателем 3 перемещают в крайнее положение и на него устанавливают нагретые штампы 1 и 2. Штампы подают на ось пресса, траверсу пресса опускают и штампы крепят к штамподержателям 3 и 4. Траверсу пресса поднимают, стол пресса выдвигают и на нижний штамподержатель 3 краном устанавливают модуль 5 (основание) и между основанием 5 и штампом 1 вставку 18. На основание 5 устанавливают нижний модуль 7 и один или несколько модулей 9. Суммарная высота модулей 5, 7 и 9 должна быть меньше высоты штампов в сомкнутом состоянии (расстояния между штамподержателями в конце штамповки).Так как при установке модулей краном они могут наклоняться, то для предотвращения выпадения спиралей нагревателей 10 из своих гнезд нижняя часть пазов теплоизоляции 16 для расположения нагревателей 10 выполнена с уклоном от 10 до 30° в сторону наружных стенок теплоизоляции модулей. В окно модулей 9 устанавливают дверную заслонку 11 с вентилятором 17. Вентилятор 17 может находиться сбоку в модуле 7, 8 или 9 со стороны дверной заслонки 11. Затем на модуль 9 устанавливают верхний модуль 8 и верхнее основание 6, в которое вставляют верхнюю вставку 19. Модули 5, 7 и 9 крепят друг к другу. Штамп 1, 2 подают на ось пресса, траверсу пресса опускают и крепят верхнее основание 6 с установленной в нем вставкой 19 к верхнему штамподержателю 4. Нагреватели 10 расположены с трех сторон штампов 1 и 2. Шины нагревателей 10 с каждой стороны соединяют друг с другом и подключают к источнику тока, после чего осуществляют подогрев штампов до требуемой температуры. Для выравнивания температуры нагрева по высоте штампов используют вентилятор 17. Так как при нагреве внутренние металлические стенки модулей 12 нагреваются до температуры, превышающей 100°C, то наличие двойных стенок модулей с воздушным зазором между стенками позволяет обслуживающему персоналу работать в комфортных условиях, так как температура наружных стенок 13 близка к комнатной. После подогрева штампов траверсу пресса поднимают, стол пресса перемещают в крайнее положение, верхний модуль 8 снимают краном, нижний штамп 1 перемещают на ось пресса, дверную заслонку 11 отодвигают, нагретую заготовку подают в штамп, дверную заслонку 11 закрывают и производят штамповку изделия. После штамповки траверсу пресса поднимают, дверную заслонку 11 сдвигают и отштампованное изделие извлекают из штампов. Для уменьшения потерь тепла при изотермической штамповке блок нагрева может быть оснащен экранами, прикрепленными к верхнему штамподержателю 4 и расположенными по периферии модулей 6 и 8.
Выполнение блока нагрева рассмотрим на примере штамповки «барабана» колеса диаметром 650 мм и высотой 380 мм из магниевого сплава на прессе усилием 300 МН. Штамп в сборе имеет габариты в плане 1690×1690 мм и высоту 1385 мм. Площадь рабочей зоны блока нагрева - 2100×2100 мм. Штампы, нагретые до температуры 410°C, устанавливают на пресс и собирают блок нагрева штампов, имеющих два модуля 9. За время установки штампа и блоков нагрева температура штампов снижается со скоростью примерно 60°C/ч, поэтому перед штамповкой производят подогрев штампов до температуры штамповки. Заготовки, нагретые до температуры 440°C, подают в штампы, после чего осуществляют штамповку.
Предлагаемое изобретение сокращает потери тепла при подогреве разомкнутых штампов, повышает равномерность нагрева штампов, улучшает условия труда за счет того что:
- основания блока, нижний и верхний модули выполнены в виде замкнутых контуров, в остальных модулях предусмотрены окна для установки быстросменной дверной заслонки;
- модули выполнены разной высоты с двойными металлическими стенками;
- нижняя часть пазов теплоизоляции для расположения нагревателей выполнена с уклоном от 10 до 30° в сторону наружных стенок теплоизоляции;
- блок оснащен быстросменными теплоизоляционными вставками, установленными между основаниями и штампом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ | 2011 |
|
RU2464120C1 |
| Устройство для горячего изотермического деформирования | 1987 |
|
SU1712052A1 |
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| ТЕПЛОИЗОЛЯЦИОННАЯ ПОДУШКА ДЛЯ ШТАМПОВ | 2011 |
|
RU2455101C1 |
| Штамп для изотермической штамповки | 1987 |
|
SU1524961A1 |
| Устройство для изотермического деформирования | 1987 |
|
SU1496890A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Штамповый блок для изотермической штамповки | 1986 |
|
SU1349864A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ГОРЯЧЕЙ ШТАМПОВКОЙ НА ПРЕССАХ | 2010 |
|
RU2429934C1 |
| Устройство для индукционного нагрева крупногабаритных штампов в процессе изотермической штамповки | 2020 |
|
RU2789249C2 |

Изобретение относится к оборудованию для обработки металлов давлением. Блок содержит верхний и нижний штамподержатели, модули, образующие рабочую зону нагрева, окно для загрузки заготовок, дверную заслонку с вентилятором и спиральные нагреватели сопротивления. Модули выполнены с двойными металлическими стенками и теплоизоляцией. Два модуля основания установлены на штамподержателях с использованием теплоизоляционных быстросменных вставок. Верхний и нижний модули и модули основания выполнены в виде замкнутых контуров. Остальные модули выполнены с окном для быстросменной дверной заслонки. Спиральные нагреватели расположены в пазах теплоизоляции всех модулей, кроме модулей основания, выполненных с наклоном в сторону ее наружных стенок. В результате обеспечивается сокращение потерь тепла и повышение равномерности прогрева штампов. 2 з.п. ф-лы, 2 ил.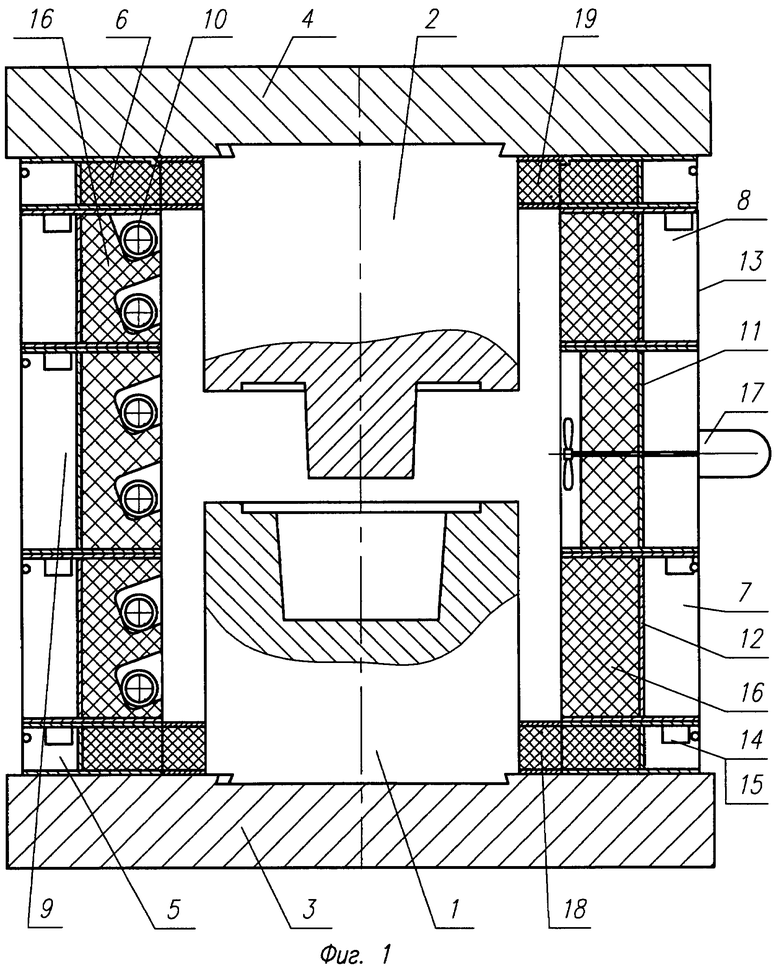
1. Блок нагрева штампов для изотермической штамповки крупногабаритных изделий, характеризующийся тем, что он содержит верхний и нижний штамподержатели, модули, образующие рабочую зону нагрева и выполненные с двойными металлическими стенками и теплоизоляцией, окно для загрузки заготовок, дверную заслонку с вентилятором и спиральные нагреватели сопротивления, при этом два модуля основания установлены на штамподержателях с использованием теплоизоляционных быстросменных вставок, верхний и нижний модули и модули основания выполнены в виде замкнутых контуров, остальные модули - с окном для быстросменной дверной заслонки, а спиральные нагреватели расположены в пазах теплоизоляции всех модулей, кроме модулей основания, выполненных с наклоном в сторону ее наружных стенок.
2. Блок по п.1, отличающийся тем, что модули выполнены разной высоты.
3. Блок по п.1, отличающийся тем, что угол наклона пазов равен 10-30°.
| Каталог продукции компании ООО «Уралэлектропечь», печь ПТО 10.320.1,5/10, 2005 [найдено 2012-02-09] | |||
| Найдено в Интернет URL: http://www.uralelectropech.ru/products/obzhig_tunnel/ | |||
| Устройство для изотермического деформирования | 1987 |
|
SU1496890A1 |
| Штамп для изотермической штамповки | 1987 |
|
SU1470412A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2212341C2 |
| EP 1649949 A1, 26.04.2006 | |||
| CN 101773979 A, 14.07.2010. | |||

