Изобретение относится к области машиностроения, в частности к обработке круговых и арочных зубьев цилиндрических зубчатых колес.
Известен инструмент в виде дискового шевера, имеющего режущие кромки на боковых эвольвентных винтовых поверхностях зубьев, выполненный со смещением исходного контура рейки, при этом режущие кромки образованы пересечением винтовых поверхностей зубьев шевера Z с винтовыми поверхностями стружечных канавок, при этом Zc=Z±1, где Zc - число стружечных канавок [Пат. РФ №2230635, МПК7 B23F 21/28, Бюл. №17, 2004].
Недостатками являются узкие технологические возможности инструмента, а также то, что его конструктивные особенности накладывают ограничения, не позволяющие использовать инструмент за пределами ограниченной области его применения - обработки цилиндрических колес с винтовыми зубьями.
Известен инструмент для чистовой обработки цилиндрических зубчатых колес, представляет собой цилиндрическое зубчатое колесо, на боковых поверхностях круговых зубьев которого выполнены режущие кромки, образованные пересечением поверхностей зубьев с винтовыми поверхностями стружечной канавки трапецеидального профиля, смещенные в осевом направлении друг относительно друга на величину  , где Р - шаг винтовой стружечной канавки, z - число зубьев инструмента, и наклоненные к торцам под углами
, где Р - шаг винтовой стружечной канавки, z - число зубьев инструмента, и наклоненные к торцам под углами  . Инструмент образует с обрабатываемой заготовкой-колесом зубчатую пару внеполюсного зацепления. [Пат. РФ №75978, МПК8 B23F 21/04, Бюл. №25, 2008.]
. Инструмент образует с обрабатываемой заготовкой-колесом зубчатую пару внеполюсного зацепления. [Пат. РФ №75978, МПК8 B23F 21/04, Бюл. №25, 2008.]
Недостатком является ухудшение точности и качества обработки вследствие тяжелых условий протекания процесса резания и сопровождение его значительным пластическим деформированием.
Технический результат - повышение точности и качества обработки за счет улучшения условий протекания процесса резания и уменьшения доли пластического деформирования в процессе чистовой обработки цилиндрических зубчатых колес.
Технический результат достигается за счет того, что обработка осуществляется инструментом для чистовой обработки цилиндрических зубчатых колес, представляющим собой цилиндрическое зубчатое колесо, на боковых поверхностях круговых зубьев которого выполнены режущие кромки, образованные пересечением боковых поверхностей круговых зубьев с винтовыми поверхностями стружечной канавки трапецеидального профиля, смещенные в осевом направлении друг относительно друга, причем центры окружностей, определяющих форму выпуклой и вогнутой сторон круговых зубьев инструмента, лежат на линии симметрии, находящейся в среднем осевом сечении заготовки-колеса и имеющей левый наклон к линии, лежащей в среднем осевом сечении инструмента под углом β=3…8°, при правозаходной стружечной канавке, или имеющей правый наклон, при левозаходной стружечной канавке.
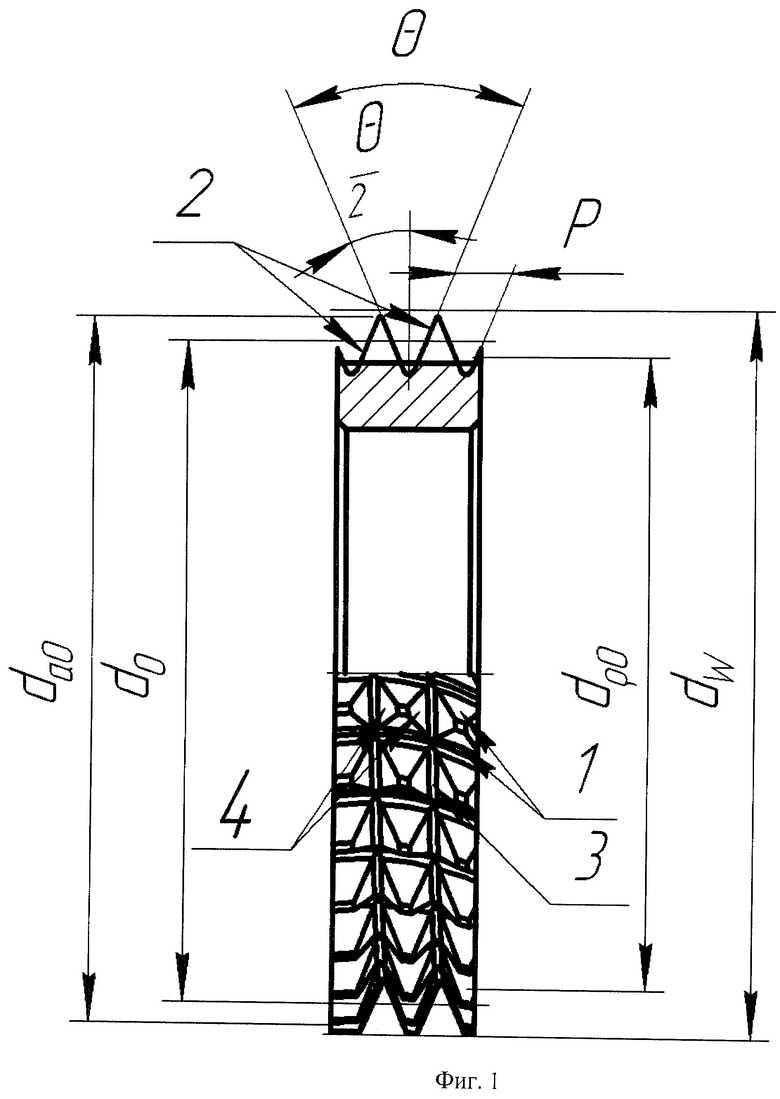
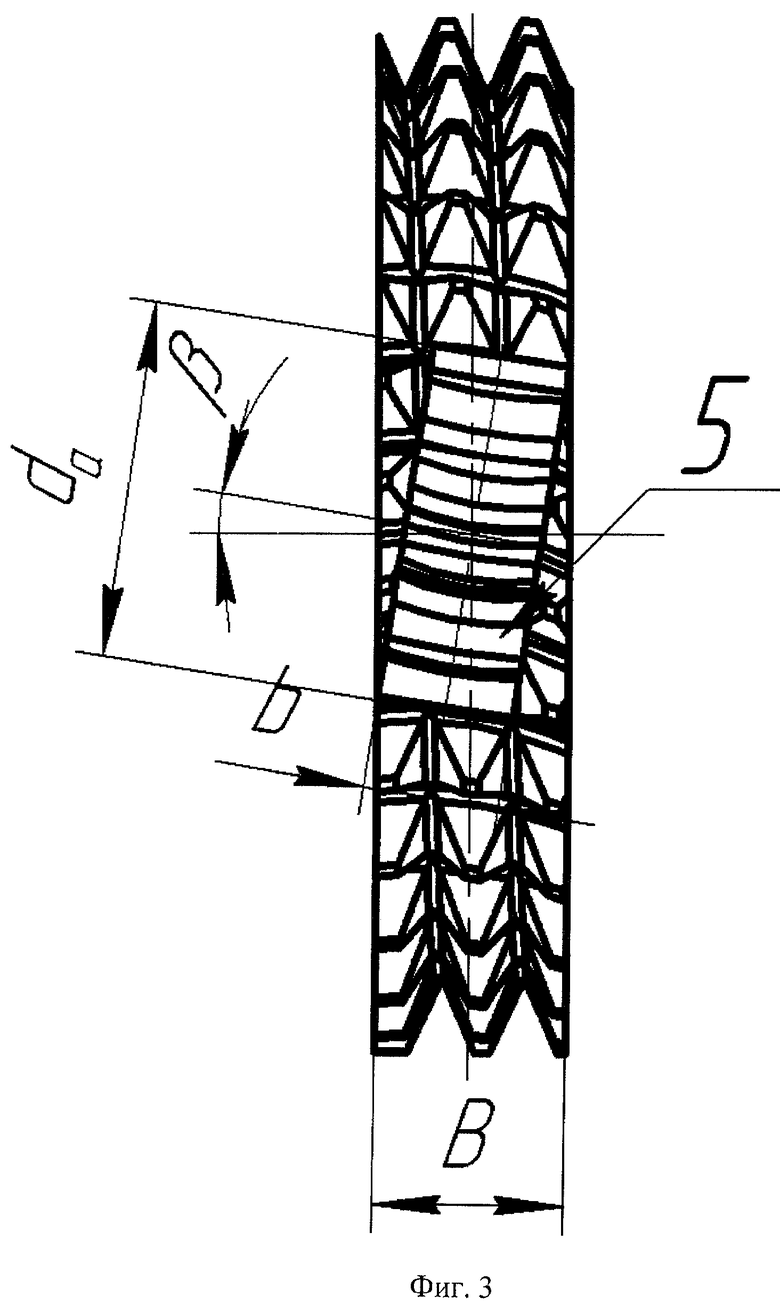
На фиг.1 изображено осевое сечение инструмента для чистовой обработки цилиндрических зубчатых колес. На фиг.2 - развертка делительного цилиндра диаметра d0 инструмента для чистовой обработки цилиндрических зубчатых колес. На фиг.3 - схема установки инструмента и заготовки-колеса для осуществления способа чистовой обработки цилиндрических зубчатых колес.
Инструмент для чистовой обработки цилиндрических зубчатых колес представляет собой цилиндрическое зубчатое колесо, линиями зубьев которого являются дуги окружностей. Центры Oe и Oi этих окружностей ROe и ROi, определяющих форму выпуклой и вогнутой сторон зубьев инструмента, находятся не на линии, лежащей в плоскости симметрии (среднем осевом сечении) инструмента, как в ближайшем аналоге, а на линии, лежащей в плоскости симметрии (среднем осевом сечении) заготовки-колеса и имеющей левый наклон к ней при правозаходной стружечной канавке, при этом плоскости осевых сечений инструмента и заготовки-колеса пересекаются под углом β=3…8°. Если стружечная канавка выполнена левозаходной, то линия расположения центров Oe и Oi окружностей должна иметь правый наклон. Это необходимо для создания на передних поверхностях режущих зубьев инструмента положительных передних углов γ. Которые, в свою очередь, образуются за счет разворота боковых поверхностей зубьев обрабатываемой заготовки-колеса на угол β по отношению к передним поверхностям режущих зубьев инструмента.
Боковые поверхности 1 зубьев инструмента являются эвольвентными. Режущие кромки 2 инструмента образованы пересечением винтовой поверхности стружечной канавки 3 трапецеидального профиля и боковых поверхностей 1 зубьев инструмента. При этом поверхности 4, образованные пересечением стружечной канавки 3 и зубьев инструмента, - являются передними. За счет такого конструктивного решения режущие кромки 2 смещены в осевом направлении друг относительно друга. Это достигается тем, что стружечная канавка 3 расположена на винтовой поверхности.
Исходя из геометрических построений, а также из практических соображений, подтверждающих, что режущие зубья инструмента, расположенные близко к его торцам, имеют малую толщину и подвержены сколам, можно определить ширину В инструмента, достаточную для обработки заготовки-колеса 5 шириной b:  , где β - угол скрещивания осей инструмента и заготовки-колеса; da - диаметр окружности вершин зубьев обрабатываемой заготовки-колеса.
, где β - угол скрещивания осей инструмента и заготовки-колеса; da - диаметр окружности вершин зубьев обрабатываемой заготовки-колеса.
Применив известные зависимости из теории расчета цилиндрических зубчатых передач, полученную зависимость можно представить в виде:  , где m - модуль зуба обрабатываемого колеса-заготовки, z - число зубьев обрабатываемого колеса-заготовки, χ - коэффициент смещения исходного контура колеса-заготовки.
, где m - модуль зуба обрабатываемого колеса-заготовки, z - число зубьев обрабатываемого колеса-заготовки, χ - коэффициент смещения исходного контура колеса-заготовки.
Инструмент для чистовой обработки цилиндрических зубчатых колес работает следующим образом. Заготовку-колесо 5 и инструмент устанавливают на скрещивающихся под углом β осях. Это необходимо для создания на режущих зубьях инструмента положительных передних углов γ и обеспечения корректной формы и симметричности линии (дуги окружности) зуба обрабатываемой заготовки-колеса 5. При этом, за счет улучшения геометрических параметров режущих зубьев инструмента, происходит улучшение процесса резания и уменьшение доли пластического деформирования в процессе чистовой обработки цилиндрических зубчатых колес, и, как следствие, повышение точности и качества обработки.
Заготовку-колесо 5 с предварительно формообразованными методом литья, пластического деформирования, механической обработки и др. зубьями вводят в плотное (беззазорное по боковым сторонам) зацепление с инструментом, образуя предполюсное dw0>da0, где dw0 - диаметр начальной окружности инструмента, da0 - диметр окружности вершин инструмента, или заполюсное зацепление dw0<dρ0, где dρ0 - диаметр окружности нижних точек активного профиля зуба. Обработку осуществляют способом свободного обката. Срезание припуска осуществляется за счет создания по всей высоте боковых поверхностей 1 зубьев инструмента скорости скольжения в контактных точках режущих кромок 2 и зубьев заготовки-колеса 5, и имеющей значение больше нуля. Обработка боковых поверхностей зубьев заготовки-колеса 5 по всей их длине обеспечивается при соблюдении двух условий: во-первых, наличием на инструменте винтовой поверхности стружечной канавки 3; во-вторых, отсутствием общих множителей чисел зубьев инструмента и обрабатываемой заготовки-колеса 5. При этом обработка осуществляется без дополнительного движения подачи в осевом направлении. Это достигается за счет того, что режущие кромки инструмента конструктивно смещены в осевом направлении друг относительно друга.
После совершения инструментом количества оборотов, равного или кратного числу зубьев обрабатываемой заготовки-колеса 5, для обеспечения одинаковых условий резания на противоположных боковых поверхностях зубьев заготовки-колеса 5 производят реверсирование направления вращения зубчатой пары инструмент - заготовка-колесо, и также совершается количество оборотов, равное или кратное числу зубьев заготовки-колеса 5. На этом заканчивается один проход. После каждого прохода производят врезание - сближение осей инструмента и обрабатываемой заготовки-колеса 5 вплоть до достижения номинального межосевого расстояния. Для улучшения качества обработанной поверхности, на конечном этапе цикла обработки, осуществляют выхаживание - вращение пары инструмент - заготовка-колесо в прямом и обратном направлениях при номинальном межосевом расстоянии.
Теоретическими и экспериментальными исследованиями установлено, что оптимальную производительность и качество обрабатываемой поверхности можно обеспечить, если числа зубьев инструмента и обрабатываемой заготовки-колеса не будут иметь общих множителей.
Рассматриваемый инструмент для чистовой обработки цилиндрических зубчатых колес были апробирован при обработке цилиндрических зубчатых колес с круговыми зубьями с модулем m=2 мм, числом зубьев z=11, коэффициентом смещения исходного контура χ=0, номинальным радиусом кривизны арки зуба R01=20 мм, выполненных из стали 20Х. Предварительное формообразование зубьев заготовки-колеса осуществлялось одной резцовой головкой. В результате проведения исследовательских и экспериментальных работ были получены следующие результаты.
Пример 1. Окончательная обработка велась рассматриваемым инструментом со следующими параметрами: модуль m0=2 мм, число зубьев z0=31, коэффициент смещения исходного контура χ0=1,909 мм, угол β=2°. Режимы обработки: снимаемый припуск, определяемый по развертке начального цилиндра в среднем сечении зуба, - 0,12 мм, частота вращения инструмента n=250 мин-1, подача врезания 0,03 мм на рабочий цикл, количество рабочих циклов - 4, количество циклов выхаживания - 2.
Установлено, что при β<3° значимого улучшения условий протекания процесса резания и уменьшения доли пластического деформирования в процессе чистовой обработки цилиндрических зубчатых колес не наблюдается. При этом улучшение точности и качества обработки не достигается.
Пример 2. Окончательная обработка велась рассматриваемым инструментом, имеющим идентичные параметры, кроме угла β=4°30'. Режимы обработки идентичны рассмотренным выше.
Установлено, что при β=3…8° наблюдается существенное улучшение условий протекания процесса резания, его стабилизация, уменьшение доли пластического деформирования в процессе чистовой обработки цилиндрических зубчатых колес. При этом достигается улучшение точности и качества обработки.
Пример 3. Окончательная обработка велась рассматриваемым инструментом, имеющим идентичные параметры, кроме угла β=10°30'. Режимы обработки идентичны рассмотренным выше.
Установлено, что при β>8° наблюдается интенсивное увеличение нагрузки на режущие кромки зубьев инструмента, что приводит к образованию сколов на них, и, как следствие, ухудшение условий протекания процесса резания и увеличение доли пластического деформирования в процессе чистовой обработки цилиндрических зубчатых колес. При этом наблюдается ухудшение точности и качества обработки.
Проведенные испытания подтвердили высокую точность и качество обработки цилиндрических колес с круговыми зубьями, заявленными инструментом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2314183C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2008 |
|
RU2369469C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2014 |
|
RU2602576C2 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ | 2012 |
|
RU2490100C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ токарной обработки вращающимся инструментом с прерывистой режущей кромкой со стружечными канавками | 1990 |
|
SU1773562A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
Изобретение относится к области машиностроения, в частности к обработке круговых и арочных зубьев цилиндрических зубчатых колес. Инструмент для чистовой обработки цилиндрических зубчатых колес содержит цилиндрическое зубчатое колесо с круговыми зубьями, на боковых поверхностях которых образованы режущие кромки пересечением боковых поверхностей круговых зубьев с винтовыми поверхностями стружечной канавки трапецеидального профиля, смещенные относительно друг друга в осевом направлении. Центры окружностей, определяющих форму выпуклой и вогнутой сторон круговых зубьев инструмента, лежат на линии симметрии, находящейся в среднем осевом сечении заготовки-колеса и имеющей левый наклон к линии, лежащей в среднем осевом сечении инструмента под углом β=3-8°, при правозаходной стружечной канавке, или имеющей правый наклон к упомянутой линии при левозаходной стружечной канавке. Обеспечивается повышение точности и качества обработки за счет улучшения условий протекания процесса резания и уменьшения доли пластического деформирования в процессе чистовой обработки цилиндрических зубчатых колес. 3 ил.
Инструмент для чистовой обработки цилиндрических зубчатых колес, содержащий цилиндрическое зубчатое колесо с круговыми зубьями, на боковых поверхностях которых образованы режущие кромки пересечением боковых поверхностей круговых зубьев с винтовыми поверхностями стружечной канавки трапецеидального профиля, смещенные относительно друг друга в осевом направлении, отличающийся тем, что центры окружностей, определяющих форму выпуклой и вогнутой сторон круговых зубьев инструмента, лежат на линии симметрии, находящейся в среднем осевом сечении заготовки зубчатого колеса и имеющей левый наклон к линии, лежащей в среднем осевом сечении инструмента под углом β=3-8° при правозаходной стружечной канавке, или имеющей правый наклон к упомянутой линии при левозаходной стружечной канавке.
| ДИСКОВЫЙ ШЕВЕР | 2001 |
|
RU2230635C2 |
| Способ получения производных пиримидина | 1948 |
|
SU75978A1 |
| Шарошечный бур для проходки вертикальных шахт | 1946 |
|
SU91913A1 |
| Инструмент для обработки зубчатых колес | 1981 |
|
SU1127713A1 |
| Инструмент для чистовой обработки зубчатых колес | 1983 |
|
SU1073017A1 |
| Интрумент для обработки зубчатых колес | 1977 |
|
SU1036479A1 |
| Устройство для адресации памяти | 1988 |
|
SU1552191A2 |
| DE 4116384 A1, 05.12.1991. | |||

