Изобретение относится к комбинированным способам обработки деталей в машиностроении и может быть использовано для чистовой обработки зубчатых деталей с прямыми, винтовыми, арочными, паллоидными, гипоэпитрохоидными и другими формами зубьев в различных отраслях машиностроения.
Известен способ [Патент РФ 2212318, МПК7 B23H 5/06. Способ электроалмазной обработки зубьев зубчатых колес / Валиков Е.Н., Татаринов И.В., Тимофеев А.Ю.; заявитель и патентообладатель ОАО АК «Туламашзавод» - №2002103632/02; заявл. 08.02.2002; опубл. 20.09.2003, Бюл. №26 - 7 с.: 2 ил.] электроалмазной обработки зубьев зубчатых колес, заключающийся в непрерывном прокачивании электролита через межэлектродный зазор между зубчатой заготовкой (анодом) и инструментальным колесом (катодом), образованными на обрабатываемых поверхностях зубьев заготовки зубчатого колеса поверхностной пленки и последующим снятием ее инструментальным колесом.
Недостатком указанного способа является невысокая производительность. Полный цикл обработки содержит 10…50 рабочих циклов с воздействием электрического тока и 2…4 цикла выхаживания без воздействия электрического тока.
Известен способ обработки цилиндрических зубчатых колес с круговой или арочной формой зуба шевингованием-прикатыванием [Патент РФ 2369469, МПК7 B23F 19/06. Способ обработки цилиндрических зубчатых колес шевингованием-прикатыванием / Маликов А.А., Валиков Е.Н., Ямников А.В., Сидоркин А.В.; заявитель и патентообладатель Тульский государственный университет - №2008107066/02; заявл. 27.02.2008; опубл. 10.10.2009, Бюл. №28 - 7 с.: 1 ил.], включающий свободный обкат инструмента, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, при этом зацепление инструмента с обрабатываемым колесом выполняют внеполюсным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, при этом используют инструмент, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса кроме единицы, инструмент и заготовку-колесо устанавливают на пересекающихся под углом 90° осях, обработку производят инструментом, линия зубьев которого имеет круговую или арочную форму, а режущие кромки круговых или арочных зубьев инструмента расположены на плоском производящем колесе.
Недостатком такого способа является низкая производительность и точность обработки, невозможность обеспечения предполюсного зацепления для зубчатых колес с угловым давления на вершине зубьев αa>28° по условиям заострения, а заполюсного зацепления из-за уменьшения коэффициента торцевого перекрытия до значений менее допустимого (1, 2). Это приводит к снижению исходной (до обработки) точности профиля.
Задачей изобретения является повышение производительности и точности чистовой обработки.
Поставленная задача достигается за счет способа комбинированной чистовой обработки зубчатых деталей, включающего свободный обкат инструмента, выполненного в виде плоского производящего колеса, образующего с обрабатываемым колесом плоскую зубчатую передачу, на боковых поверхностях которого выполнены режущие кромки, смещенные друг относительно друга, при этом зацепление инструмента с обрабатываемым колесом выполняют внеполюсным, причем обработку ведут с прерывистой подачей сближения до обеспечения номинального расстояния оси обрабатываемого колеса от производящей плоскости инструмента, при этом обрабатываемое колесо устанавливают относительно плоского производящего колеса с гипоидным смещением, осуществляют срезание припуска за счет суммирования скорости поперечного и продольного скольжения боковых поверхностей зубьев инструмента относительно боковых поверхностей зубьев обрабатываемого колеса. На боковых поверхностях зубьев инструмента выполнены режущие кромки, расположенные под углом к скорости поперечного проскальзывания боковых поверхностей зубьев инструмента и смещенными между соседними зубьями на величину 


Скорость поперечного скольжения в заданной контактной точке К может быть вычислена по зависимости

где db2 - диаметр основной окружности обрабатываемой заготовки,
ω1, ω2 - угловые скорости вращения шестерни и плоского производящего колеса,
αk1 - угол давления в контактной точке шестерни,
αw - угол профиля плоской производящей рейки.
Скорость продольного скольжения в заданной контактной точке может быть вычислена по зависимости
где c - гипоидное смещение.
Боковые поверхности зубьев инструмента выглаживают боковые поверхности зубьев заготовки, снижают шероховатость поверхности и создают благоприятные сжимающие напряжения в поверхностном слое.
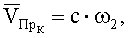
На фиг. 1 изображена гипоидная передача с плоским колесом и прямозубой цилиндрической шестерней,
где 1 - шестерня с прямым зубом;
2 - плоское колесо с прямым зубом;
C - гипоидное смещение;


На фиг. 2 изображена гипоидная передача с плоским колесом и цилиндрической шестерней с винтовым зубом,
где 3 - шестерня с винтовым зубом;
4 - плоское колесо с винтовым зубом;
С - гипоидное смещение;


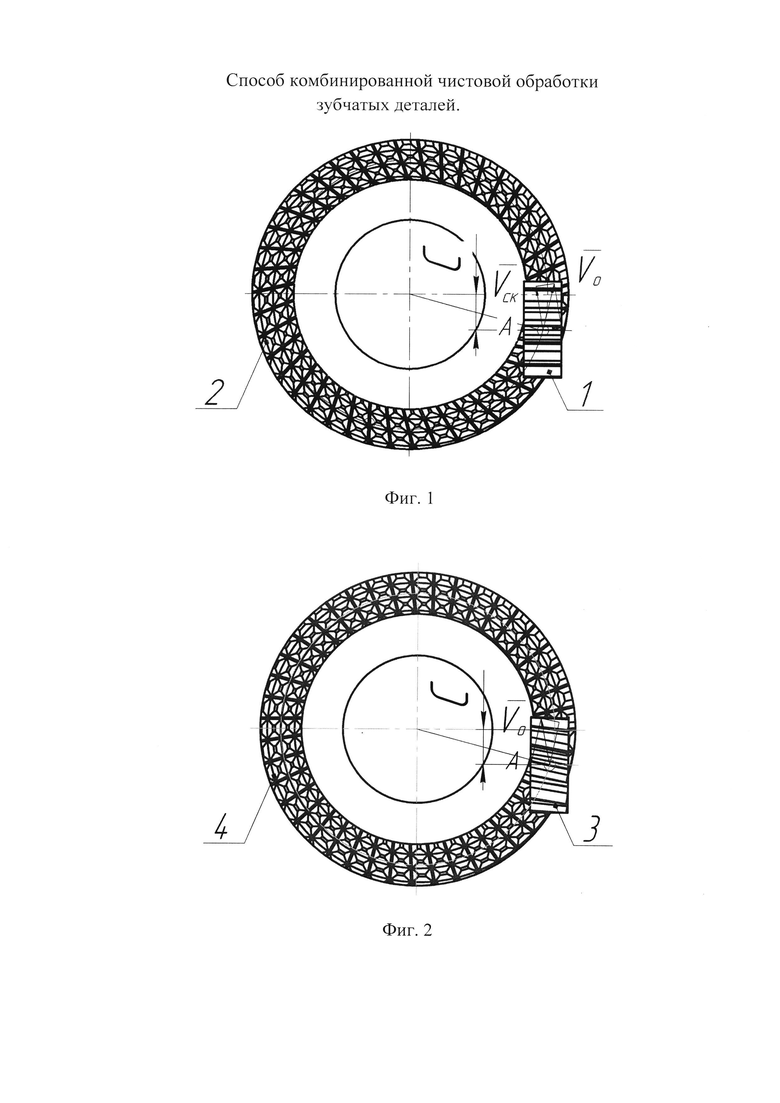
На фиг. 3 изображена гипоидная передача с плоским колесом и цилиндрической шестерней с арочным зубом,
где 5 - шестерня с арочным зубом;
6 - плоское колесо с арочным зубом;
С - гипоидное смещение;
На фиг. 4 изображена схема для определения скорости скольжения,
где 7 - зуб плоского производящего колеса;
8 - режущая кромка на зубе плоского производящего колеса;
C - гипоидное смещение;
K - контактная точка на режущей кромке;
rx1, rx2 - радиусы контактных точек на шестерне и плоском производящем колесе соответственно;
ω1, ω2 - угловые скорости вращения шестерни и плоского производящего колеса;
O1, X1, Y1, Z1, О2, X2, Y2, Z2 - подвижные системы координат, связанные с шестерней и плоским производящим колесом соответственно;

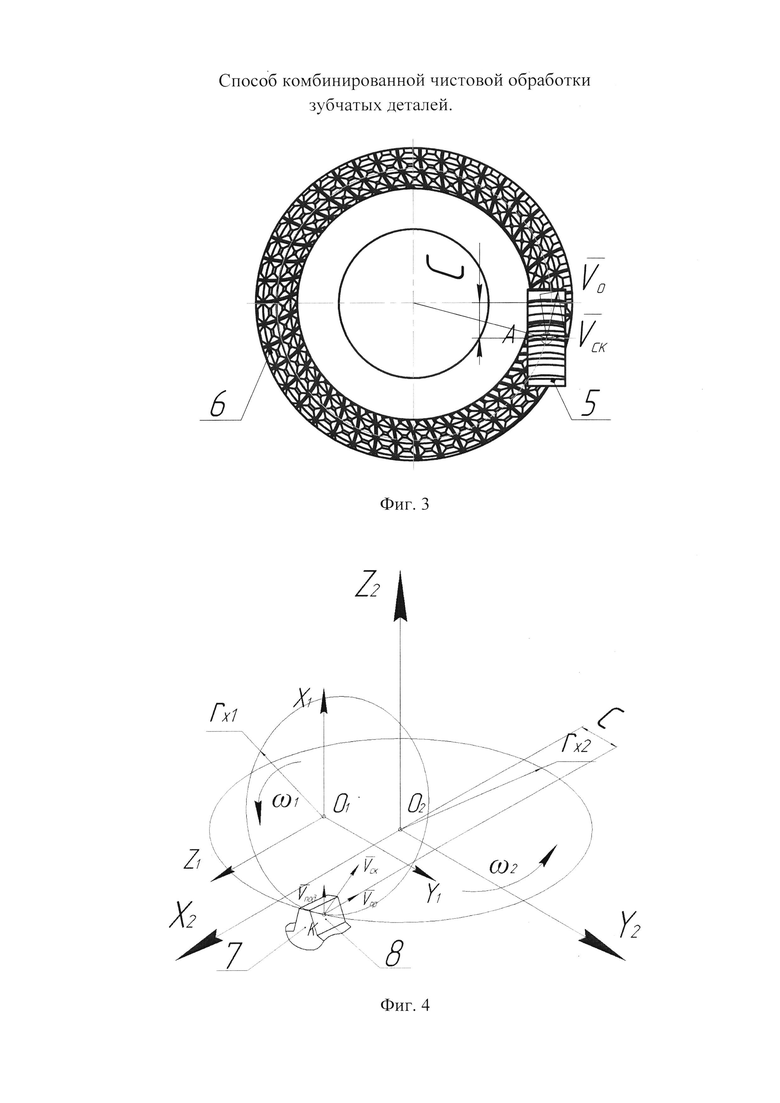
На фиг. 5 представлена схема обработки прямозубой шестерни инструментом с плоским производящим колесом и гипоидным смещением,
где 9 - заготовка, 10 - инструмент, C - гипоидное смещение; R - средний радиус зубчатого венца инструмента, rw - радиус начальной окружности заготовки, αw - угол профиля производящей рейки, Pw - шаг производящей рейки, Sw - толщина зуба производящей рейки, haw- - начальная высота головки зуба производящей рейки, θ - угол профиля стружечной канавки, P - шаг стружечной канавки, Rск - радиус округления боковых сторон профиля стружечной канавки, ω0, ω - частота вращения инструмента и заготовки соответственно.
На фиг. 6 представлен разрез Б-Б фиг. 5.
На фиг. 7 представлен вид А фиг. 6.
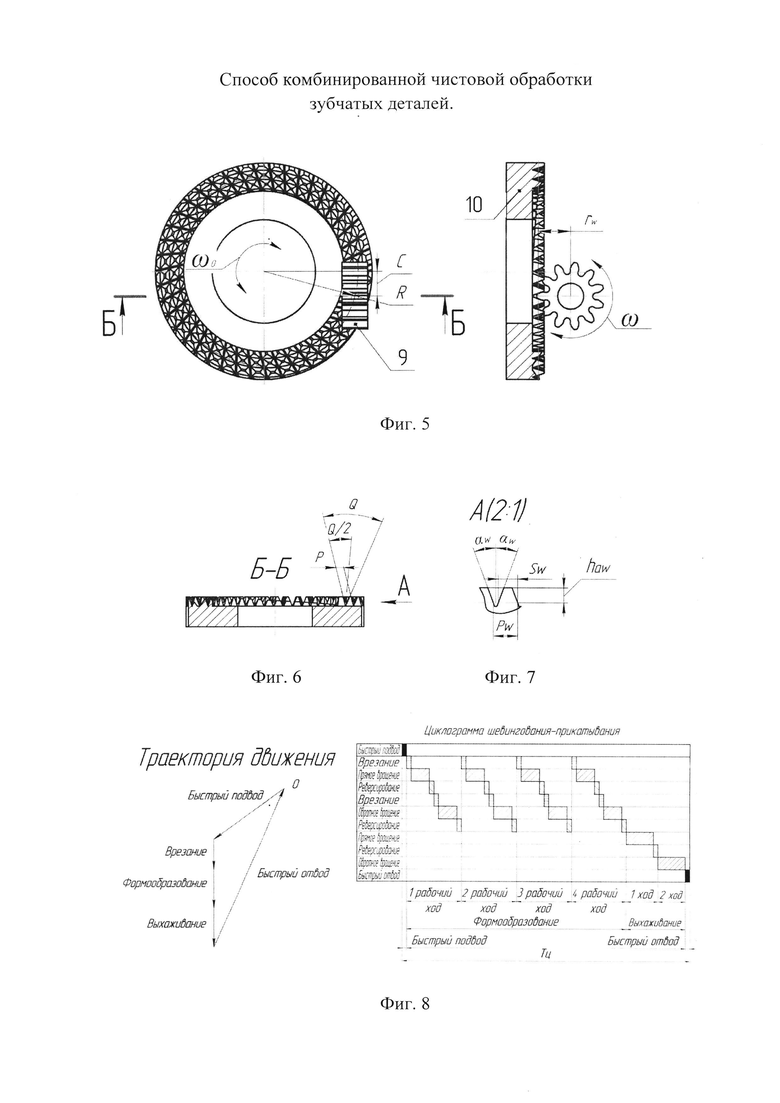
На фиг. 8 представлена траектория движения инструмента и циклограмма шевингования-прикатывания.
Способ комбинированной чистовой обработки зубчатых деталей осуществляется следующим образом.
Инструмент 10 выполнен в виде плоского производящего колеса, устанавливают на цилиндрическую оправку и закрепляют на шпинделе станка. Обрабатываемую заготовку 9 устанавливают свободно на цилиндрическую оправку и закрепляют в суппорте станка. Производят быстрый подвод обрабатываемой заготовки 9 до обеспечения беззазорного зацепления с зубьями инструмента, включают вращение инструмента и реализуют цикл обработки, включающий в себя формообразование, выхаживание и быстрый отвод в исходное положение.
Предложенное техническое решение позволило повысить производительность и точность обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2008 |
|
RU2369469C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2483845C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2314183C1 |
| СПОСОБ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2001 |
|
RU2224624C2 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2012 |
|
RU2503524C1 |
| СПОСОБ ШЕВИНГОВАНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2130367C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
Изобретение относится к комбинированной чистовой обработке зубчатых колес. Располагают обрабатываемое колесо относительно плоского производящего колеса с гипоидным смещением. Осуществляют внеполюсное зацепление плоского производящего колеса с обрабатываемым колесом. Используют производящее колесо с режущими кромками на его боковых поверхностях. Осуществляют обкат зубчатого колеса плоским производящим колесом, образующим с обрабатываемым колесом плоскую зубчатую передачу. Производят срезание припуска за счет поперечного и продольного скольжения боковых поверхностей зубьев плоского производящего колеса относительно боковых поверхностей зубьев обрабатываемого колеса. В результате повышается производительность и точность чистовой обработки. 8 ил.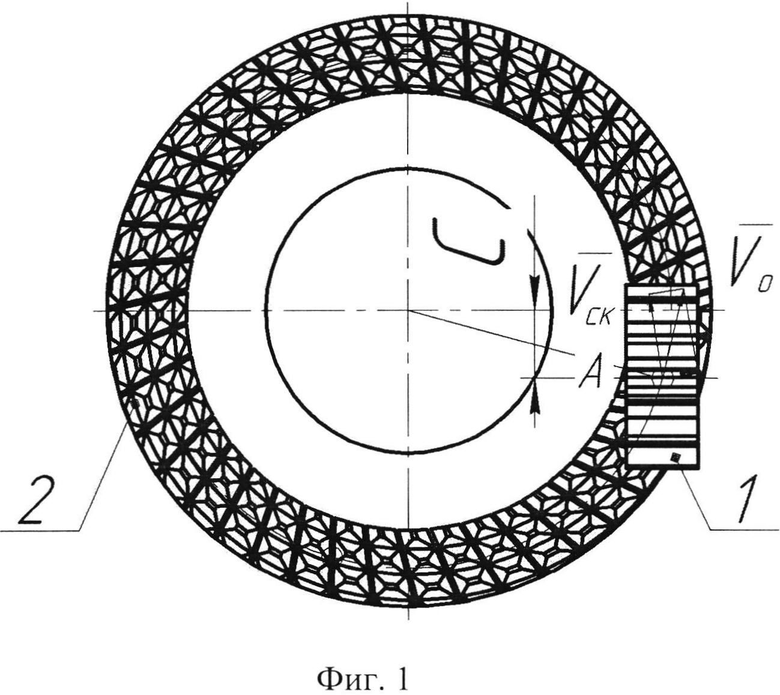
Способ комбинированной чистовой обработки зубчатых колес, включающий свободный обкат зубчатого колеса плоским производящим колесом, образующим с обрабатываемым колесом плоскую зубчатую передачу, и на боковых поверхностях которого выполнены режущие кромки, смещенные друг относительно друга, при этом зацепление плоского производящего колеса с обрабатываемым колесом выполняют внеполюсным, отличающийся тем, что обработку ведут с прерывистой подачей сближения до обеспечения номинального расстояния от оси обрабатываемого колеса до производящей плоскости производящего колеса, при этом обрабатываемое колесо устанавливают относительно плоского производящего колеса с гипоидным смещением и осуществляют срезание припуска за счет поперечного и продольного скольжения боковых поверхностей зубьев плоского производящего колеса относительно боковых поверхностей зубьев обрабатываемого колеса.
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2008 |
|
RU2369469C1 |
| US 5580298 A1, 03.12.1996 | |||
| Устройство для измерения скорости ленточного носителя | 1983 |
|
SU1109646A1 |

