Изобретение относится к области машиностроения, в частности к обработке круговых или арочных зубьев цилиндрических зубчатых колес.
Известен способ нарезания круговых зубьев зубчатых колес инструментом в виде двух планшайб с равномерно расположенными по окружности выступами, на которых размещают по одинаково направленным спиралям режущие элементы, при этом планшайбам сообщают вращение в противоположном направлении с постоянным сдвигом фаз на угол  , где z - число выступов каждой впадины [А.с. СССР №1296327, В23F 9/02, Бюл. №10, 1987].
, где z - число выступов каждой впадины [А.с. СССР №1296327, В23F 9/02, Бюл. №10, 1987].
Недостатком способа является то, что он позволяет обрабатывать только бочкообразные зубья, линия которых отличается от дуги окружности.
Известен способ обработки круговых зубьев колес цилиндрических и винтовых передач методом непрерывного деления, инструментом со спиральной формообразующей поверхностью, при этом угол скрещивания осей инструмента и заготовки равен 90° [А.с. СССР №429909, В23F 9/02, В23F 9/08, Бюл. №20, 1974]. Инструмент или заготовку приводят в относительное прямолинейное движение в направлении, перпендикулярном оси заготовки или инструмента, либо в круговое движение вокруг оси производящего колеса и сообщают заготовке или инструменту дополнительное движение подачи вдоль оси инструмента.
Недостатком способа является то, что он не позволяет обрабатывать круговые симметричные зубья.
Известен способ обработки цилиндрических зубчатых колес шевингованием-прикатыванием, включающий свободный обкат шевера-прикатника, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, установленных на параллельных осях, при этом зацепление шевера-прикатника с обрабатываемой колесом выполняют внеполюсным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот шевера-прикатника в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, и без радиальной подачи в течение 1-2 циклов выхаживания, включающих поворот шевера-прикатника в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, при этом используют шевер-прикатник, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса, кроме единицы [Пат. РФ №2224624, МПК7 В23F 19/06, Бюл. №6, 2004].
Недостатком способа является ограничение минимального числа зубьев обрабатываемой заготовки. Это объясняется тем, что при малых числах зубьев заготовки невозможно обеспечить требуемое условие внеполюсного зацепления между инструментом и заготовкой из-за заострения зубьев инструмента.
Задача изобретения - расширение технологических возможностей способа обработки цилиндрических зубчатых колес шевингованием-прикатыванием, создание возможности обработки зубчатых колес с малым числом зубьев.
Поставленная задача решается тем, что способ обработки цилиндрических зубчатых колес шевингованием-прикатыванием включает свободный обкат инструмента, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, при этом зацепление инструмента с обрабатываемой колесом выполняют внеполюсным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, и без радиальной подачи в течение 1-2 циклов выхаживания, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, при этом используют инструмент, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса, кроме единицы, причем инструмент и заготовку-колесо устанавливают на пересекающихся под углом 90° осях, обработку производят инструментом, линия зубьев которого имеет круговую или арочную форму, а режущие кромки круговых или арочных зубьев инструмента расположены на плоском производящем колесе.
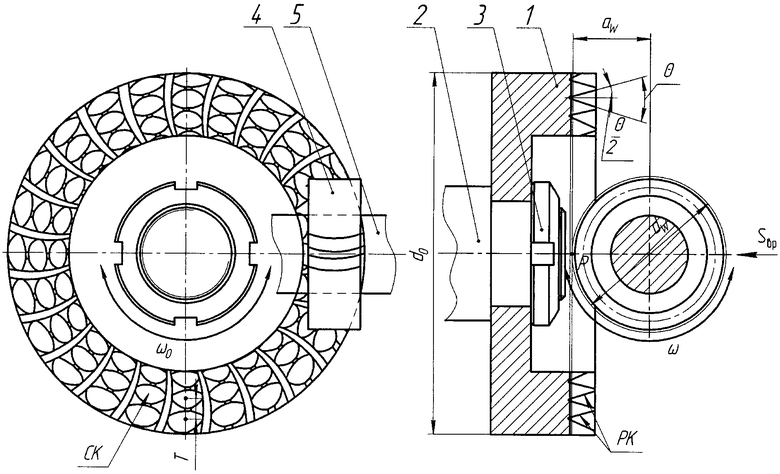
На чертеже изображена схема способа обработки цилиндрических зубчатых колес шевингованием-прикатыванием.
Инструмент 1 выполнен в виде плоского производящего колеса, установленного на цилиндрическую оправку 2, и жестко закреплен на ней гайкой 3. Заготовка-колесо 4 установлена свободно на цилиндрическую оправку 5.
Способ обработки цилиндрических зубчатых колес шевингованием-прикатыванием пригоден для обработки заготовки-колеса с предварительно формообразованными высокопроизводительными методами: литья, пластического деформирования, механической обработки и др. зубьями. Согласно способу инструмент 1 устанавливают на цилиндрическую оправку 2 и фиксируют гайкой 3. Заготовку-колесо 4 устанавливают свободно на цилиндрическую оправку 5 и вводят в плотное (беззазорное по боковым сторонам) зацепление с инструментом 1. После чего инструменту 1 сообщают вращательное движение - движение обката в прямом и обратном направлениях с угловой скоростью ω0. При этом заготовка-колесо 4 вращается со скоростью ω. Указанное движение является рабочим потому, что при нем осуществляется срезание тонких слоев стружки и выглаживание боковых поверхностей зубьев заготовки-колеса 4 за счет профильного скольжения режущих кромок инструмента 1 по боковым поверхностям зубьев заготовки-колеса 4. Обработка боковых поверхностей зубьев по всей их длине обеспечивается при соблюдении двух условий: во-первых, наличием режущих кромок, смещенных на соседних зубьях инструмента 1 друг относительно друга, образованных в результате пересечения боковых поверхностей его зубьев с винтовыми поверхностями стружечной канавки; во-вторых, отсутствием общих множителей чисел зубьев инструмента и обрабатываемой заготовки-колеса 4. Формообразование боковых поверхностей зубьев обрабатываемой заготовки-колеса 4 совершается за количество оборотов инструмента 1, равное числу зубьев обрабатываемой заготовки-колеса 4. Заготовка-колесо 4 при этом совершает количество оборотов, равное числу зубьев инструмента 1. Далее производят врезание - сближение пересекающихся под углом 90° осей инструмента 1 и заготовки-колеса 4, с прерывистой подачей Sвp на величину 0,03…0,05 мм. Так завершается один рабочий цикл. За полный цикл обработки, для удаления всего припуска с боковых поверхностей зубьев заготовки-колеса 4 необходимо осуществить от двух до пяти рабочих циклов. При достижении номинального межосевого расстояния aw подачу врезания Sвp прекращают. Для улучшения качества обработки, после окончания рабочих циклов, осуществляют выхаживание - вращение инструмента в прямом и обратном направлениях на номинальном межосевом расстоянии и на пересекающихся под углом 90° осях.
Для обеспечение высоких параметров производительности и качества обработки число зубьев z0 инструмента 1 должно иметь наибольшее возможное значение, а также определяться рациональными размерами его внешнего диаметра d0. Диаметр начальной окружности заготовки колеса dw выбирается таким, чтобы он находился за пределами его активного участка профиля, то есть обеспечивалось предполюсное или заполюсное зацепление Р. В этом случае на всем рабочем участке профиля зубьев будут отсутствовать точки, на которых скорость скольжения равна нулю.
Предлагаемый способ был реализован при обработке цилиндрического зубчатого колеса с круговыми зубьями с модулем m=2 мм, числом зубьев z=l1, коэффициентом смещения исходного контура χ=0, номинальным радиусом кривизны арки зуба R=20 мм, выполненного из стали 20Х. Предварительное формообразование зубьев заготовки-колеса осуществлялось одной резцовой головкой. Окончательная обработка велась инструментом со следующими параметрами: модуль m0=2 мм, число зубьев Zo=31, коэффициент смещения исходного контура χ0=1,909 мм. Режимы обработки: снимаемый припуск, определяемый по развертке начального цилиндра в среднем сечении зуба, - 0,12 мм, частота вращения инструмента n=125 мин-1, подача врезания 0,03 мм на рабочий цикл, количество рабочих циклов - 4, количество циклов выхаживания - 2.
Кинематическая точность зубчатого колеса после обработки шевингованием-прикатыванием повышается на 1 степень, а нормы плавности - на 2-3 степени.
Представленные данные свидетельствуют о возможности применения предлагаемого способа для эффективной обработки цилиндрических зубчатых колес с малым числом зубьев, а также о высокой производительности и исправляющей способности предлагаемого способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2314183C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2483845C1 |
| СПОСОБ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2001 |
|
RU2224624C2 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2012 |
|
RU2503524C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2014 |
|
RU2602576C2 |
| СТАНОК ДЛЯ ШЕВИНГОВАНИЯ - ПРИКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2068754C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| Способ электрохимикомеханической обработки арочных зубьев цилиндрических зубчатых колес | 2018 |
|
RU2701977C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
Способ предназначен для обработки зубчатых колес с круговой или арочной формой зуба и включает свободный обкат инструмента, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса. При этом зацепление инструмента с обрабатываемым колесом выполняют внеполюсным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, и без радиальной подачи в течение 1-2 циклов выхаживания, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса. При этом используют инструмент, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса, кроме единицы. Инструмент и заготовку-колесо устанавливают на пересекающихся под углом 90° осях, обработку производят инструментом, линия зубьев которого имеет круговую или арочную форму, а режущие кромки круговых или арочных зубьев инструмента расположены на плоском производящем колесе. 1 ил.
Способ обработки цилиндрических зубчатых колес с круговой или арочной формой зуба шевингованием-прикатыванием, включающий свободный обкат инструмента, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, при этом зацепление инструмента с обрабатываемым колесом выполняют внеполюсным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, и без радиальной подачи в течение 1-2 циклов выхаживания, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, при этом используют инструмент, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса кроме единицы, инструмент и заготовку-колесо устанавливают на пересекающихся под углом 90° осях, обработку производят инструментом, линия зубьев которого имеет круговую или арочную форму, а режущие кромки круговых или арочных зубьев инструмента расположены на плоском производящем колесе.
| СПОСОБ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2001 |
|
RU2224624C2 |
| Способ шевингования конических колес с криволинейной формой зубьев по их длине | 1950 |
|
SU93657A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ТИРИСТОРАМИ | 0 |
|
SU375767A1 |
| СПОСОБ ОБРАБОТКИ КРУГОВЫХ ЗУБЬЕВ КОЛЕС ЦИЛИНДРИЧЕСКИХ И ВИНТОВЫХ ПЕРЕДАЧ | 1972 |
|
SU429909A1 |
| МИКРОТВЭЛ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2328783C1 |

