Пластина режущая для обработки изделий, содержащих эластичные компоненты, относится к области утилизации отходов, в частности для измельчения изношенных автомобильных покрышек, содержащих, в частности, резину, при получении резиновой крошки.
Известна режущая пластина для обработки изделий, содержащих эластичные компоненты, в виде пластины квадратного сечения с центральным отверстием, передняя поверхность которой выполнена в виде четырех пересекающихся поверхностей второго порядка (сферических, цилиндрических, конических и т.д.) так, что пересечение поверхностей проецируется на диагональ квадратного сечения и образует выступающее ребро, а опорная поверхность выполнена плоской (см. патент DE 4443275 А1, фиг.1-5).
Недостатком упомянутой режущей пластины является невысокая долговечность, обусловленная большой площадью контакта режущей кромки с обрабатываемым материалом (см. там же фиг.9-10) и плоской опорной поверхностью (см. там же фиг.3-9).
Общая долговечность режущей пластины (срок службы) определяется:
- невысокой стойкостью, обусловленной большой площадью контакта при резании,
- повышенным износом в связи с отсутствием задних углов и боковым движением стружки (измельченного материала) по передней поверхности пластины,
- а также поломкой пластин ввиду неопределенности базирования плоской опорной поверхности большой протяженности на державке.
Известна режущая пластина для обработки изделий, содержащих эластичные компоненты, в виде пластины квадратного сечения с центральным отверстием, выполненная в виде многоугольника и снабженная основными и дополнительными зубьями треугольного профиля, расположенными в равном количестве на каждой из сторон многоугольника пластины, причем задний и передний углы пластины выполнены равными нулю, а передняя и опорная поверхности выполнены плоскими (см. патент RU 2325950 С2, фиг.3).
Прежде всего отметим, что долговечность режущей пластины в данном случае обработки определяется тремя факторами:
- износ пластины при резании,
- поломка пластины вследствие перекоса при установке,
- износ болта крепления с последующим отрывом и разрушением пластины.
Недостатком этой режущей пластины также является невысокая долговечность, обусловленная теми же причинами, что и в рассмотренном выше аналоге:
- увеличенной площадью контакта при резании, обусловленной треугольной формой зубьев;
- отсутствием заднего и переднего углов, что приводит к повышенному износу пластин;
- невысокой стойкостью, вызываемой движением стружки (измельченного материала) по передней поверхности пластины большой площади, равной всей площади пластины;
- неопределенностью базирования плоской опорной поверхности на державке - это приводит к поломке пластины вследствие перекоса;
- износом головки винта крепления, приводящим к отрыву и поломке пластины.
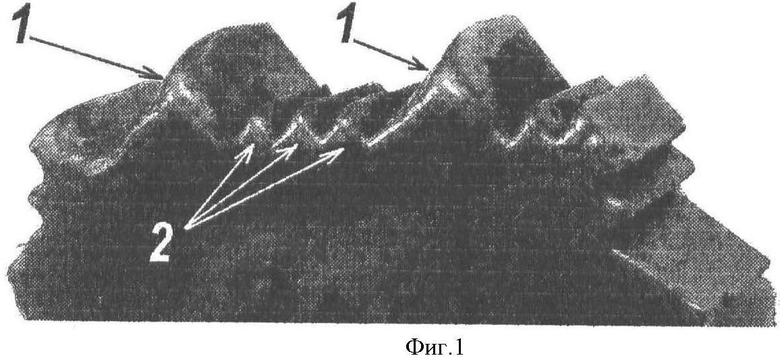
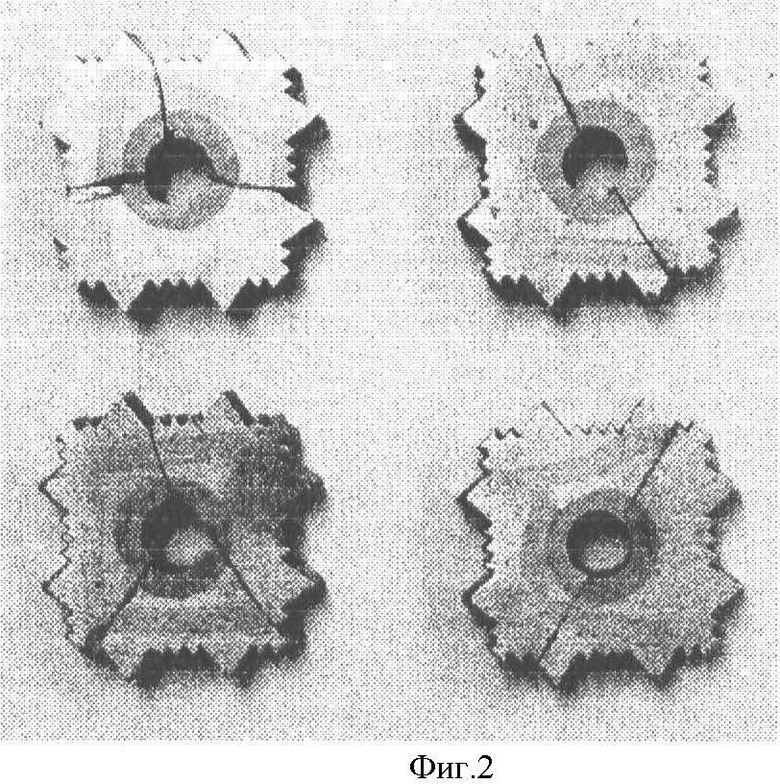
Дополнительно - при скорости резания 60 м/с, на которой производится обработка, например, автопокрышек, разрушенная или оторвавшаяся пластина вылетает из зоны резания со скоростью 60×3600:1000=216 км/ч - и это опасно. Пример разрушенных и изношенных пластин показан на фигурах 1 и 2 данной заявки.
На фигуре 1 показан типичный износ режущей пластины по патенту RU 2325950. На фигуре виден катастрофический износ больших зубьев 1, в то время как износ меньших зубьев 2 незначителен.
На фигуре 2 показана типичная поломка режущих пластин по патенту RU 2325950.
Целью данного изобретения является создание режущей пластины для обработки изделий, содержащих эластичные компоненты, обладающей повышенной долговечностью.
В результате решения данной задачи получен новый технический результат, заключающийся в создании режущей пластины, которая обладает повышенной долговечностью.
Указанный технический результат достигается тем, что режущая пластина для обработки изделий, содержащих эластичные компоненты, в виде пластины квадратного сечения с центральным отверстием, выполнена в виде многоугольника и снабжена основными и дополнительными зубьями - последние выполнены трапецеидального сечения, постепенно уменьшающегося к концу и основанию зубьев, образуя задний угол, число зубьев на противоположных гранях равно друг другу, а на смежных боковых гранях выполнено на один меньше и расположены они так, что на гранях, где зубьев меньше, расположены зубья в местах, соответствующих расположению впадин на гранях, на которых размещено большее количество зубьев, а передняя поверхность зубьев выполнена рифленой в виде чередующихся выступов и впадин трапецеидального сечения, выполненного с углом наклона боковых сторон, равным величине переднего угла, причем число выступов выполнено нечетным, а средний выступ выполнен выше, чем боковые, а передняя поверхность выполнена с изломом, переходящим в плоскость, параллельную оси отверстия пластины, которое выполнено ступенчатым, причем ступень отверстия большего диамера равна диаметру головки болта крепления, а глубина отверстия не менее высоты головки болта и имеет плоский выступ, соответствующий размеру "под ключ" головки болта, а опорная поверхность выполнена с элементами, обеспечивающими определенность базирования на опорной поверхности державки.
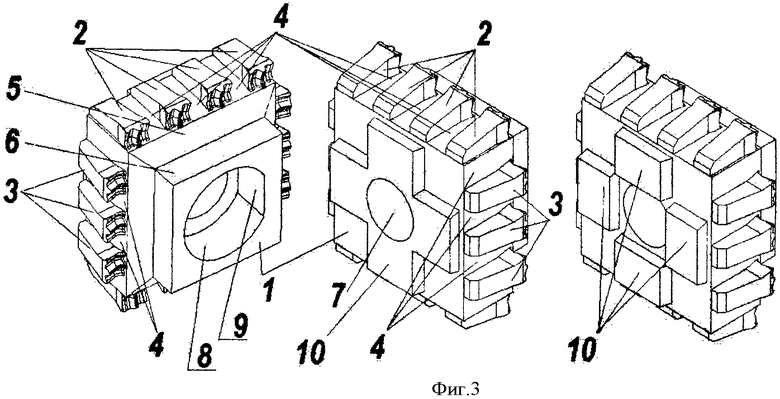
Пример выполнения режущей пластины по предлагаемому изобретению показан на фигурах 3 и 4. Корпус 1 режущей пластины выполнен в виде параллелепипеда квадратного сечения, на боковых гранях которого выполнены зубья 2 и 3, причем на двух противолежащих сторонах выполнено по четыре зуба 2, а на смежных гранях выполнено по три зуба 3, расположенных соответственно расположению промежутков 4 на гранях с зубьями 2. Передняя поверхность зубьев 2 и 3 посредством излома 5 переходит в участки 6, расположенные параллельно оси центрального отверстия 7, которое со стороны передней поверхности выполнено ступенчатым, причем диаметр большей ступени отверстия 8 равен диаметру головки крепежного болта, а глубина отверстия больше высоты головки упомянутого болта. На опорной поверхности пластины выполнены выступы 10 (показаны два варианта исполнения выступов), которые обеспечивают определенность базирования пластины 1 на опорной поверхности державки ввиду малой протяженности этих элементов.
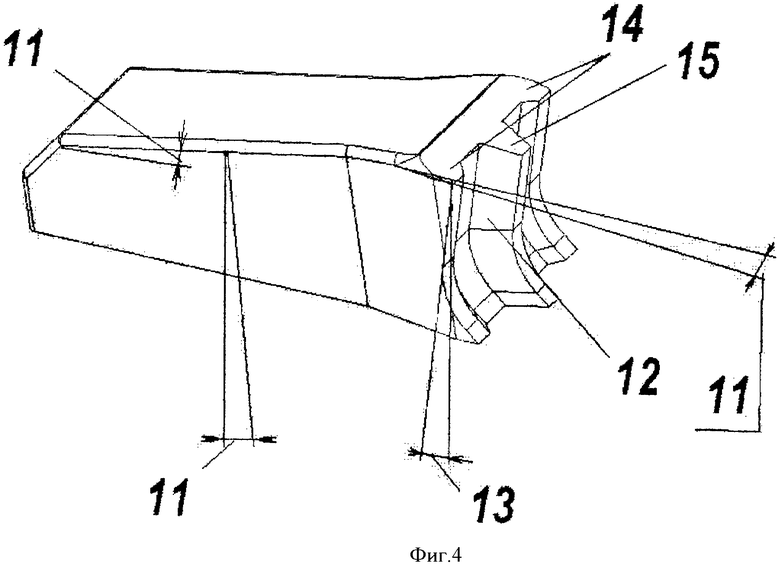
Элементы зуба показаны на фигуре 4. Все задние поверхности зуба наклонены под углом 11, чем обеспечивается исключение трения пластины об обработанную поверхность, а передняя поверхность 12 наклонена под углом 13, что обеспечивает снижение сил резания и свободный сход стружки (в виде крошки). На передней поверхности выполнены трапециевидные выступы 14 и 15, причем выступ 15, расположенный по оси зуба и между выступами 14, выполнен несколько выступающим, что обеспечивает разделение резиновой крошки на элементы.
В реализованной конструкции величина переднего угла выполнена равной 15°, задние углы - 10°.
При резании автомобильных покрышек режущая пластина работает следующим образом. При монтаже пластин на державках пластины 1 через центральное отверстие 7 крепят болтом, шляпка которого входит в отверстие 8 и полностью скрывается в нем. Выступ 9 фиксирует болт от проворота при затяжке. Устанавливают пластины так, чтобы грани с большим количеством зубьев 2 чередовались с гранями с меньшим количеством зубьев 3, чем обеспечивают перекрытие промежутков 4 и, соответственно, зоны обработки и деление припуска на части. Деление припуска на части позволяет снизить усилие резания и уменьшить вероятность поломки пластин, и уменьшить их износ. Благодаря изломанной форме передней поверхности сходящая стружка в виде резиновой крошки в смеси с обрывками металлического и хлопчатобумажного корда скользит по передней поверхности 5, 6, 12, не соприкасаясь с головкой болта, и головка болта не разрушается. Благодаря наличию выступов 14 и 15 на передней поверхности резиновая крошка и корд делятся на части, причем металлокорд, как более прочный, чем резина, рвется большим выступом 15, выступающим впереди.
Сочетание снижения износа по передним и задним поверхностям, благодаря наличию соответствующих углов 11 и 13, определенности базирования по выступам 10 и защите крепежного болта, долговечность режущей пластины увеличивается.
Пластины по патенту RU 2325950 приходят в негодность вследствие износа по передней поверхности в среднем в течение 1,5-2-х недель, что требует остановки работы и ремонта режущей фрезы через каждые 1,5-2 недели, а внезапная поломка пластин - немедленной остановки, поскольку возникающий дебаланс грозит разрушением установки.
Испытания пластин предлагаемой конфигурации показали, что поломки пластин исключены полностью, полностью исключен износ крепежных элементов и соответственно отрыв пластин, примененная форма передней и задней поверхностей обеспечивает стойкость пластин до 5-6 недель.
Таким образом, достигнуто увеличение долговечности режущих пластин в 3-4 раза, чем обеспечена рентабельность работы машин для переработки автопокрышек в крошку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический комплекс утилизации шин с цилиндрической фрезой и системой разделения конечного продукта | 2013 |
|
RU2620811C2 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |
| Сборный отрезной резец | 1991 |
|
SU1779470A1 |
| Измельчающее устройство | 1976 |
|
SU668638A1 |
| Отрезной резец | 1990 |
|
SU1720803A1 |
| Режущая пластина | 1991 |
|
SU1785835A1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2016 |
|
RU2621819C1 |
| Резец бурильной машины | 1988 |
|
SU1553668A1 |
Изобретение относится к области утилизации отходов, в частности изношенных автомобильных покрышек. Режущая пластина для обработки изделий, содержащих эластичные компоненты, имеет зубъя, выполнение трапецеидального сечения, постепенно уменьшающегося к концу и основанию зубьев, образуя задний угол. Число зубъев на противоположных гранях равно друг другу, а на смежных боковых гранях выполнено на один меньше. На гранях, где зубьев меньше, зубья расположены в местах, соответствующих расположению впадин на гранях, на которых размещено большее количество зубьев. Передняя поверхность зубьев выполнена рифленой в виде чередующихся выступов и впадин трапецеидального сечения, выполненного с углом наклона боковых сторон равным величине переднего угла. Число выступов выполнено нечетным, а средний выступ выполнен выше, чем боковые. Передняя поверхность выполнена с изломом, переходящим в плоскость, параллельную оси отверстия пластины, которое выполнено ступенчатым. Ступень отверстия большего диаметра равна диаметру головки болта крепления, а глубина отверстия не менее высоты головки болта и имеет плоский выступ, соответствующий размеру "под ключ" головки болта. Опорная поверхность выполнена с элементами, обеспечивающими определенность базирования на опорной поверхности державки. Технический результат заключается в создании пластины с повышенной долговечностью. 4 ил.
Режущая пластина для обработки изделий, содержащих эластичные компоненты, в виде пластины квадратного сечения с центральным отверстием, выполненной в виде многоугольника и снабженной основными и дополнительными зубьями, отличающаяся тем, что зубья выполнены трапецеидального сечения, постепенно уменьшающегося к концу и основанию зубьев, образуя задний угол, число зубьев на противоположных гранях равно друг другу, а на смежных боковых гранях выполнено на один меньше, и расположены они так, что на гранях, где зубьев меньше, расположены зубья в местах, соответствующих расположению впадин на гранях, на которых размещено большее количество зубьев, а передняя поверхность зубьев выполнена рифленой в виде чередующихся выступов и впадин трапецеидального сечения, выполненного с углом наклона боковых сторон, равным величине переднего угла, причем число выступов выполнено нечетным, средний выступ выполнен выше, чем боковые, а передняя поверхность выполнена с изломом, переходящим в плоскость параллельную оси отверстия пластины, которое выполнено ступенчатым, причем ступень отверстия большего диаметра равна диаметру головки болта крепления, глубина отверстия не менее высоты головки болта и имеет плоский выступ, соответствующий размеру "под ключ" головки болта, а опорная поверхность выполнена с элементами, обеспечивающими определенность базирования на опорной поверхности державки.
| Полуавтомат для подводной электросварки | 1954 |
|
SU101402A1 |
| ФРЕЗА ДЛЯ ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛА И РЕЖУЩИЙ ЭЛЕМЕНТ ФРЕЗЫ | 2006 |
|
RU2325950C2 |
| DE 4443275 C2, 12.06.1997 | |||
| US 20010045478 A1, 29.11.2001. | |||

