Изобретение относится к машиностроению, а именно к системам управления ударными гайковертами, и может быть использовано в любой отрасли промышленности при механизации сборки резьбовых соединений.
Известен ударный гайковерт (патент РФ №2313441, кл. В25В 21/02, 2005 г.), который содержит корпус, размещенные в нем двигатель, приводной вал ударного механизма, жестко связанный с валом двигателя, шпиндель-наковальню с рабочими кулачками, установленный на приводном валу ударного механизма ударник с кулачками, электромагнит, расположенный на приводном валу ударного механизма.
Недостатком данного устройства является низкая точность сил затяжки, вызванная отсутствием контроля количества ударов ударника о шпиндель-наковальню при затяжке соединений.
Наиболее близким по технической сущности к предлагаемому изобретению является ударный гайковерт (а.с. №1362615, кл. В25В 21/00, 1987 г.), содержащий шпиндель-наковальню с рабочей головкой и кулачками, приводной вал с ударником, корпус с фигурной шайбой, имеющей торцовую упорную поверхность.
Недостатком данного гайковерта является то, что погрешности осевых сил затяжки при каждом ударе и в совокупности достаточно велики и достигают 15-20% от номинального значения из-за невозможности учета изменения сопротивления в резьбе при затяжке при каждом ударе от нестабильности коэффициентов трения в резьбе и на торце головки болта, а также нестабильности посадок в резьбе.
Задачей, решаемой изобретением, является устранение указанного недостатка.
Это достигается тем, что ударный гайковерт, содержащий корпус, размещенные в нем приводной вал, шпиндель-наковальню с рабочими кулачками, установленный на приводном валу ударник, подпружиненный в сторону шпинделя-наковальни, снабжен мультипликатором, модуляционным диском, системой управления измерением угла поворота шпинделя. Система управления измерением угла поворота шпинделя состоит из электрических контактов, проводников, кулачка, счетчика импульсов, контакта цепи замыкания и реле. Модуляционный диск установлен на выходном валу мультипликатора и состоит из двух элементов с проходящими через них металлическими штырями, которые образуют цепь с электрическими контактами системы управления измерением угла поворота шпинделя. Ударник со стороны кулачка системы управления измерением угла поворота шпинделя имеет коническую поверхность.
Введение в кинематической схеме гайковерта мультипликатора, модуляционного диска, системы управления измерением угла поворота шпинделя позволяет повысить точность измерения по сравнению с прототипом, что подтверждается следующим.
Исключение влияния нестабильности коэффициентов трения в резьбе и на торце головки болта, а также нестабильности посадок в резьбе обеспечивается за счет непосредственного измерения с высокой точностью угла затяжки.
Процесс завинчивания и предварительной затяжки резьбовых соединений до момента, когда начнется процесс ударной затяжки, описывается дифференциальным уравнением в проекции на ось вращения шпинделя:
 ,
,
где Iz - приведенный момент инерции вращающихся частей гайковерта и резьбовой детали к оси шпинделя;  - угловое ускорение в процессе предварительной затяжки; Мкр - максимальное значение момента предварительной затяжки; Мс - максимальный момент сопротивления в подвижных элементах гайковерта, приведенных к оси шпинделя, и сопротивление в резьбовом соединении при предварительной затяжке.
- угловое ускорение в процессе предварительной затяжки; Мкр - максимальное значение момента предварительной затяжки; Мс - максимальный момент сопротивления в подвижных элементах гайковерта, приведенных к оси шпинделя, и сопротивление в резьбовом соединении при предварительной затяжке.
Максимальная погрешность момента предварительной затяжки определяется сопротивлением в резьбовом соединении, которое в основном определяется нестабильностью коэффициентов трения в резьбе и на торце болта, а также зависит от нестабильности посадок в резьбовых соединениях.
Учитывая, что величина момента предварительной затяжки составляет 5-10% от номинального значения, а погрешность затяжки с контролем точности по моменту составляет не менее 20%, погрешность окончательной затяжки составляет порядка 2%.
Процесс ударной затяжки описывается дифференциальными уравнениями:
где  ,
,  , …,
, …,  - моменты ударных импульсов;
- моменты ударных импульсов;
М1кр, М2кр, …, Mn-2кр - моменты затяжки при каждом ударе,
из которых следует, что при каждом ударе появляется погрешность угла затяжки резьбового соединения, а следовательно, и моментов затяжки, которая составляет до 35%.
Введение системы контроля по углу поворота резьбовой детали позволит исключить контроль по числу ударов при затяжке, число которых в прототипе определяется экспериментальным путем и зависит от нестабильности коэффициентов трения и величины посадок в резьбовом соединении, что позволит уменьшить погрешности моментов затяжки ударными гайковертами по сравнению с прототипом.
При определении числа ударов при затяжке экспериментальным путем погрешность в зависимости от нестабильности коэффициентов трения в резьбе и на торце головки, а также от посадки в резьбовом соединении может составлять 5-6 ударов.
В предлагаемом устройстве при контроле качества затяжки резьбового соединения с углом затяжки в 30° мультипликатор, построенный по принципу планетарного редуктора с подключением его выхода к входу системы, умножает измеряемый угол на величину передаточного отношения на измерительном элементе гайковерта - модуляционном диске, которая равна:
где z1 и z2 - выходные колесо и шестерня мультипликатора соответственно; z3 и z4 - входные шестерня и колесо с внутренним зацеплением мультипликатора соответственно.
Тогда угол поворота модуляционного диска
где φ - угол затяжки; i - передаточное отношение мультипликатора.
На модуляционном диске по окружности на равном расстоянии по дуге расположены токопроводящие штыри, при помощи которых фиксируется число импульсов счетчиком, соответствующих требуемому углу затяжки. Причем чем больше токопроводящих штырей и требуемого числа ударов при затяжке, тем выше точность угла поворота шпинделя, а следовательно, и точность осевых сил затяжки. То есть за счет увеличения числа ударов окончательной затяжки с соответствующим увеличением числа токопроводящих штырей на модуляционном диске повышается и точность моментов затяжки резьбового соединения.
При этом погрешность числа ударов при контроле угла поворота резьбовой детали при затяжке не превышает 1-го удара.
Таким образом, в предлагаемом устройстве при контроле точности момента затяжки по углу поворота резьбовой детали обеспечено окончание процесса затяжки с погрешностью до 1 удара, что соответствует суммарной погрешности не более 10% от номинального значения момента затяжки, что снижает максимальную величину относительной погрешности момента затяжки минимум в 3-5 раз по сравнению с прототипом.
На чертеже изображен ударный гайковерт.
Гайковерт состоит из корпуса 1, в котором размещены двигатель 2, планетарный редуктор 3, выходной вал которого является продолжением вала 4, в котором выполнена спиральная канавка 5 с расположенным в ней шариком 6. На выходном конце вала 4 установлен ударник 7, поджатый пружиной 8. Рабочие кулачки 9 ударника 7 образуют контакт с рабочими кулачками 10 шпинделя-наковальни 11, на которой запрессована втулка 12, уравновешенная пружинами 13 и 14.
Шпиндель-наковальня 11 оканчивается шпинделем 15, жестко связанным с торцовой головкой 16 для удержания резьбовой детали. На шпиндель 15 шпинделя-наковальни 11 запрессован диск 17 - водило мультипликатора 18. На диск 17 запрессованы оси 19 с установленными на них шестернями 20 и 21, выполненными заодно.
Шестерня 20 кинематически связана с колесом внутреннего зацепления 22, нарезанным на втулке 23, установленной на корпусе 1, а шестерня 21 кинематически связана с колесом 24. В колесо 24 запрессованы штыри 25, жестко связанные с металлическим диском 26 модуляционного диска. Диск 26 жестко связан с пластмассовым диском 27, через который проходят металлические штыри 28, жестко связанные с металлическим диском 26. На ударнике 7 выполнены кулачковые поверхности 29.
Система управления измерением угла поворота шпинделя 15 состоит из источника питания 30, реле 31 (Р), счетчика импульсов 32 (СИ), проводников 33, 34, электрических контактов 35, 36. Для изоляции проводников 35, 36 во втулке 23 установлены втулки 37, 38. Для защиты мультипликатора 18 от внешних воздействий во втулке 23 установлена крышка 39.
В корпусе 1 выполнен паз, в котором расположен кулачок 40, жестко связанный через шток 41 с контактом замыкания цепи 42 и кнопкой приведения системы управления измерением угла поворота шпинделя в исходное положение 43. Для удержания гайковерта с корпусом 1 жестко связаны рукоятки 44 и 45. Для запуска гайковерта на рукоятке 45 расположен курок 46.
Устройство работает следующим образом.
В момент взаимодействия контакта 36 с контактным штырем 28 замыкается электрическая цепь системы измерения угла поворота шпинделя 15 и счетчик импульсов 32 (СИ) отсчитывает импульсы. При достижении требуемого числа импульсов срабатывает реле 31, отключающее питание двигателя 2 гайковерта.
После установки торцовой головки 16 на затягиваемую гайку (болт) и включения двигателя 2 ударник 7 и шпиндель-наковальня 11, будучи сцеплены рабочими кулачками 9 и 10, вращаются как единое целое и передают на шпиндель 15 вращающийся момент от двигателя 2 через планетарный редуктор 3 и вал 4.
Как только сопротивления в резьбовой паре превысят некоторую величину, которая определяется в основном силой предварительного сжатия пружины 8, углом наклона спиральных канавок 5 и кулачковых поверхностей 29, ударник 7 отстает во вращательном движении от приводного вала 4 и в результате взаимодействия шариков 6, канавок 5 и кулачковых поверхностей 29 перемещается в осевом направлении от шпинделя-наковальни 11, сжимая пружину 8. Осевое перемещение ударника 7 продолжается до тех пор, пока не расцепятся рабочие кулачки 9 и 10. После расцепления кулачков под действием пружины 8 вращающийся ударник 7 перемещается по направлению к шпинделю-наковальне 11 и западает своими рабочими кулачками 9 между рабочими кулачками 10 шпинделя-наковальни 11. При этом кинетическая энергия вращающегося ударника 7, в которую преобразовалась работа двигателя 2 и накопленная работа деформации пружины 8, посредством вращательного удара передается на шпиндель-наковальню 11 и через торцовую головку в затягиваемое соединение, где преобразовывается в работу затяжки. Ударник 7 и шпиндель-наковальня 11 находятся в контакте до полного затормаживания. После этого ударник 7 и шпиндель-наковальня 11 расцепляются и описываемый процесс периодически повторяется.
В момент первого перемещения ударника 7 он воздействует на кулачок 40, который замыкает нормально разомкнутый контакт 42, подавая электрическое питание в цепь счетчика импульсов 32 (СИ) и реле 31 (Р). При ударе ударника 7 о шпиндель-наковальню 11 поворачивается шпиндель 15, затягивая резьбовую деталь. Одновременно мультипликатор 18 через взаимодействие водила 17 со штырями 19 и шестерни 20 с неподвижным колесом 22, шестерни 21 с колесом 24 через стержни 25 поворачивает модуляционный диск 26, 27. При повороте модуляционного диска контактами 35, 36 через контактные штыри 28 происходит замыкание электрической цепи питания импульсов счетчика импульсов 32 (СИ), отсчитывается первый импульс, а при следующих замыканиях - последующие импульсы. При многократном взаимодействии ударника 7 со шпинделем-наковальней 11 набирается требуемое количество импульсов, соответствующих требуемому углу затяжки резьбовой детали. Срабатывает реле 31 (Р), отключая двигатель 2. Для приведения системы измерения угла в исходное состояние оператор нажимает на кнопку 43.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНЕРЦИОННЫЙ ГАЙКОВЕРТ | 2013 |
|
RU2535835C2 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ УДАРНЫМ ГАЙКОВЕРТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2359810C2 |
| УДАРНЫЙ ГАЙКОВЕРТ | 2006 |
|
RU2321485C1 |
| ГАЙКОВЕРТ | 2011 |
|
RU2473417C1 |
| Ударный механизм гайковерта | 1982 |
|
SU1024259A1 |
| Ударный гайковерт | 1986 |
|
SU1600942A1 |
| Гайковерт ударно-импульсного действия | 1982 |
|
SU1143586A1 |
| УДАРНЫЙ ГАЙКОВЕРТ | 2005 |
|
RU2313441C2 |
| Ударный гайковерт | 1982 |
|
SU1060456A1 |
| Ударный гайковерт | 1981 |
|
SU1004092A1 |
Изобретение относится к машиностроению, а именно к системам управления ударными гайковертами, и может быть использовано при механизации сборки резьбовых соединений. Ударный гайковерт содержит корпус 1, размещенные в нем приводной вал 4, шпиндель-наковальню 11 с рабочими кулачками 10, установленный на приводном валу 4 ударник 7, подпружиненный в сторону шпинделя-наковальни 11. Гайковерт снабжен мультипликатором 18 с выходным валом, являющимся продолжением приводного вала 4, модуляционным диском, системой управления измерением угла поворота шпинделя. Система управления измерением угла поворота шпинделя состоит из электрических контактов 35, 36, проводников 33, 34, кулачка 40, счетчика импульсов 32, контакта цепи замыкания 42 и реле 31. Модуляционный диск установлен на выходном валу мультипликатора 18 и состоит из двух элементов 26, 27 с проходящими через них металлическими штырями 28, которые образуют цепь с электрическими контактами 35, 36 системы управления измерением угла поворота шпинделя. Ударник 7 со стороны кулачка 40 системы управления измерением угла поворота шпинделя 15 имеет коническую поверхность. Технический результат заключается в повышении точности измерения угла поворота шпинделя. 1 ил.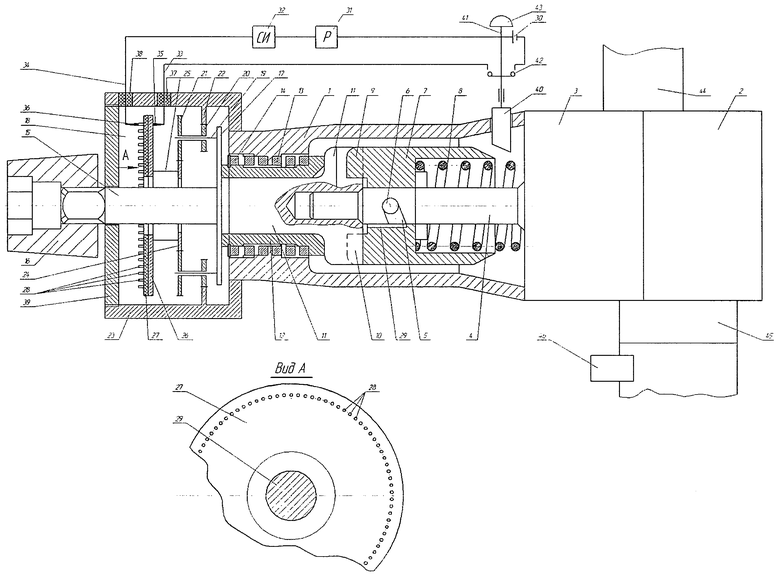
Ударный гайковерт, содержащий корпус, размещенные в нем приводной вал, шпиндель-наковальню с рабочими кулачками, установленный на приводном валу ударник, подпружиненный в сторону шпинделя-наковальни, отличающийся тем, что он снабжен мультипликатором с выходным валом, являющимся продолжением приводного вала, системой управления измерением угла поворота шпинделя, состоящей из электрических контактов, проводников, кулачка, счетчика импульсов, контакта цепи замыкания и реле, модуляционным диском, состоящим из двух элементов с проходящими через них металлическими штырями, контактирующими с электрическими контактами системы управления измерением угла поворота шпинделя, при этом ударник со стороны кулачка системы управления измерением угла поворота шпинделя имеет коническую поверхность, а модуляционный диск установлен на выходном валу мультипликатора.
| ГАЙКОВЕРТ | 2000 |
|
RU2184026C2 |
| ГАЙКОВЕРТ | 1991 |
|
RU2025268C1 |
| WO 2011013854 А1, 03.02.2011 | |||
| Пневматический гайковерт | 1988 |
|
SU1609638A1 |
| Секретный дверной замок | 1928 |
|
SU14977A1 |
| RU 95106952 А1, 10.01.1997. | |||

