Сведения о научных исследованиях и разработках, финансируемых из федерального бюджета
Это изобретение было сделано при правительственной поддержке, предоставленной Министерством Энергетики Соединенных Штатов, по гранту (договору) DE-AC02-05CH11231. Правительство имеет определенные права на это изобретение.
Предпосылки создания изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к области твердотельных электрохимических устройств. В частности, изобретение относится к структурам и способам их изготовления, предназначенным для высокотемпературных электрохимических систем типа твердооксидных топливных элементов, электролизеров и генераторов кислорода.
Описание предшествующего уровня техники
Керамические материалы, используемые в примерах реализации традиционных твердотельных электрохимических устройств, могут быть дороги в изготовлении, сложны в эксплуатации (вследствие их хрупкости) и иметь, в сущности, высокое электрическое сопротивление. Добиться уменьшения сопротивления позволяет работа устройств при высоких температурах, как правило, превышающих 900°С. Однако работа при таких высоких температурах имеет существенные недостатки, связанные с техническим обслуживанием устройств и материалами, которые могут быть использованы в устройстве, в частности, в окислительной среде, например, кислородного электрода.
Технология изготовления и принципы работы твердотельных электрохимических элементов хорошо известны. Например, в состав типичного твердооксидного топливного элемента (SOFC) входят плотная электролитная мембрана из проводника ионов кислорода керамики, пористого анодного слоя, как правило, из керамико-металлического композиционного материала ("кермета"), контактирующего с электролитной мембраной на стороне топлива элемента, и пористого катодного слоя из оксида металла со смешанной ионно-электронной проводимостью (MIEC) на стороне окислителя элемента. Генерирование электричества осуществляется за счет электрохимической реакции между топливом (как правило, водородом, получаемым из переработанных углеводородов) и окислителем (как правило, кислородом в воздухе).
Традиционно структуры многих твердотельных электрохимических устройств, таких как твердооксидные топливные элементы (SOFC), изготавливают полностью из керамических и керметных материалов. Керамические и керметные материалы в этих твердотельных электрохимических устройствах традиционного состава работают и в качестве активных материалов в топливном элементе, и в качестве несущего основания. Соединение смежных слоев в структуре этих традиционных SOFC обеспечивается в результате химического связывания, спекания или диффузионного связывания.
Краткое изложение сущности изобретения
В изобретении предлагаются слоистые структуры и способы их изготовления, лежащие в основе технологии создания электрохимических элементов с высокой рабочей температурой. В различных примерах осуществления структуры содержат пористый керамический слой, содержащий ионный проводник, и пористое металлическое основание или слой токового коллектора. Связывание этих отдельных слоев происходит в результате их механического взаимосцепления, обеспечиваемого за счет взаимопроникновения слоев и/или шероховатости металлической поверхности. С целью создания работоспособного электрохимического электрода пористые слои могут быть пропитаны каталитическим материалом. Каталитический материал может быть введен в структуру после завершения этапов высокотемпературного обжига, требуемого при изготовлении структуры. Это позволяет использовать более широкий диапазон каталитических материалов, например, материалы, взаимодействующие с керамическим промежуточным слоем, металлом или электролитным материалом при высокой температуре; материалы, являющиеся неустойчивыми в восстановительной газовой среде при высокой температуре; или материалы, коэффициент теплового расширения которых не согласуется с остальными материалами в структуре.
Использование пористого металлического слоя в качестве несущего основания или токового коллектора дает возможность использования керамик/керметов, которое будет ограничиваться тонкими активными слоями. Таким образом, достигается существенное снижение стоимости и повышение надежности элемента. Однако спекания или химического связывания между металлическим слоем и смежным керамическим слоем, как правило, не ожидается. Это изобретение обеспечивает механическое взаимосцепление между металлическим слоем и смежным слоем и образование прочной границы раздела.
В различных примерах осуществления патентуемые структуры имеют несколько выигрышных особенностей. По меньшей мере, один слой является металлическим (в предпочтительном варианте он выполнен из ферритной нержавеющей стали); это обеспечивает прочность и структурную надежность, не приводит к нарушению работоспособности при отказе и позволяет снизить стоимость структуры. Механическое взаимосцепление приводит к появлению, по меньшей мере, одной границы раздела между металлическим слоем и смежным слоем; это является критическим для поддержания связывания между этими слоями. Взаимопроникновение между слоями и шероховатость металлических частиц обеспечивают механическое взаимосцепление, являющееся единственным предварительным условием связывания этих слоев при отсутствии химического взаимодействия или сжимающего усилия между этими слоями. Структуры применимы к планарным или трубчатым конфигурациям элементов.
Одним аспектом изобретения является структура электрохимического устройства. Структура включает в себя пористый металлический слой и керамический слой, причем механическое взаимосцепление керамического слоя и пористого металлического слоя обеспечивается в результате взаимопроникновения.
В одном примере осуществления пористый металлический слой, смежный электродный промежуточный слой и электролит подвергают совместному спеканию. Это дешевый способ изготовления, и он гарантирует хорошее механическое взаимосцепление между этими слоями, поскольку в процессе спекания происходит одновременная усадка слоев. Совместному спеканию можно подвергать некоторые или все слои в составе функционально-полного электрохимического устройства. Однако обычно предпочтительным является совместное спекание только этих трех слоев, так как это предоставляет возможность контроля качества электролитного слоя перед нанесением остальных электродных слоев.
В варианте этого примера осуществления пористый металлический слой и электролитный слой подвергают совместному спеканию без промежуточного электродного слоя. В этом случае электролитный слой сцепляется с пористым металлическим слоем.
В другом примере осуществления пористый металлический слой связывается со смежным электродным промежуточным слоем в результате взаимосцепления без совместного спекания или соответствующей усадки. Эта ситуация возникает в случае обжига металлического слоя и смежного пористого электродного слоя на структуре, подвергнутой предварительному спеканию, и именуется принудительным спеканием.
В изобретении предлагаются также соответствующие способы изготовления.
Ниже со ссылками на чертежи приводится более подробное описание этих и других аспектов и преимуществ изобретения.
Краткое описание чертежей
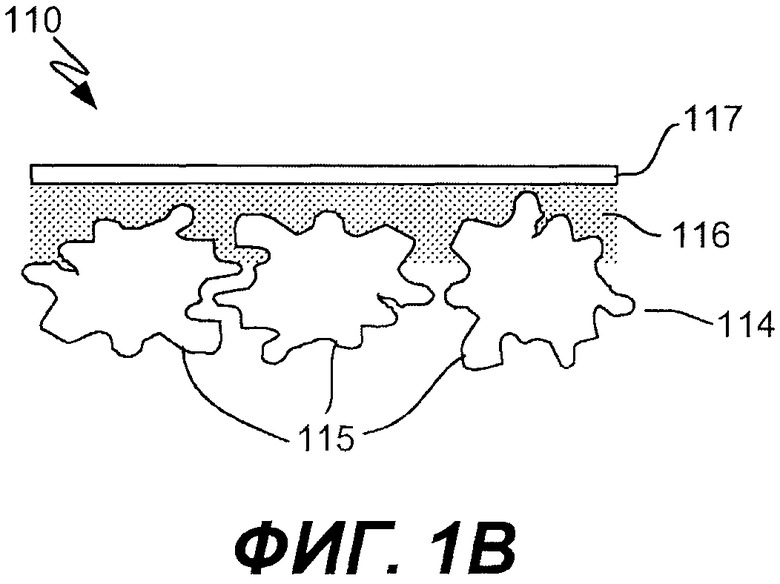
На фиг.1А-В в схематическом виде представлены структуры согласно настоящему изобретению, в состав которых входят слои с механическим взаимосцеплением.
На фиг.2А-Н в схематическом виде представлены различные конфигурации структур электрохимических устройств с дополнительными слоями, в состав которых входят по выбору керамические и пористые металлические слои с механическим взаимосцеплением, согласно различным примерам осуществления настоящего изобретения.
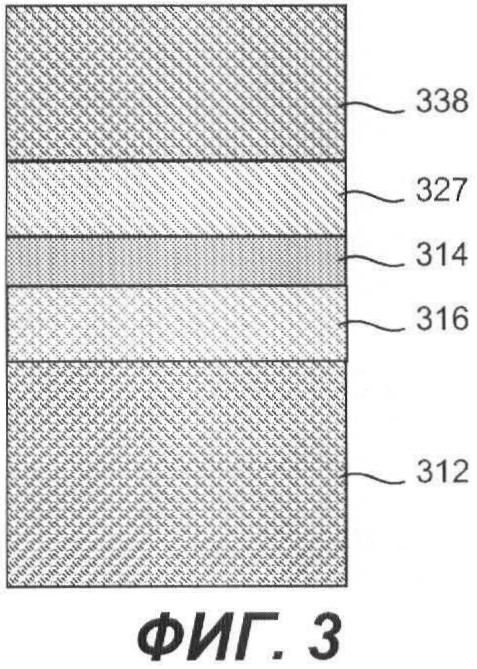
Фиг.3 иллюстрирует пример осуществления изобретения с реализацией многослойной структуры, в которой соединение пористого металлического основания и пористого электродного слоя обеспечивается в результате механического взаимосцепления.
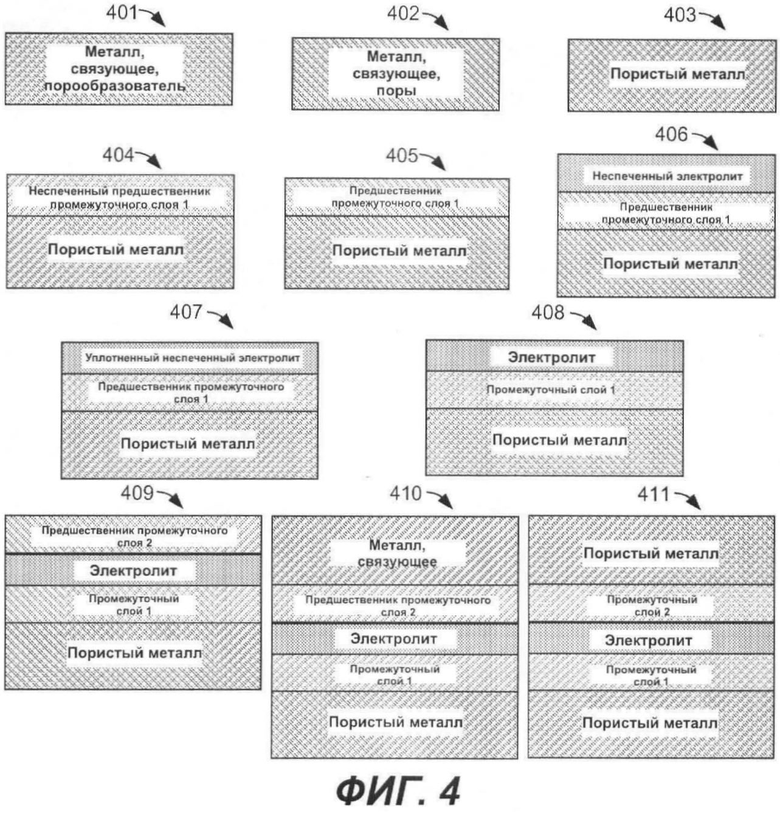
Фиг.4 - подробная иллюстрация последовательности операций в примере осуществления процесса изготовления структуры электрохимического устройства согласно настоящему изобретению.
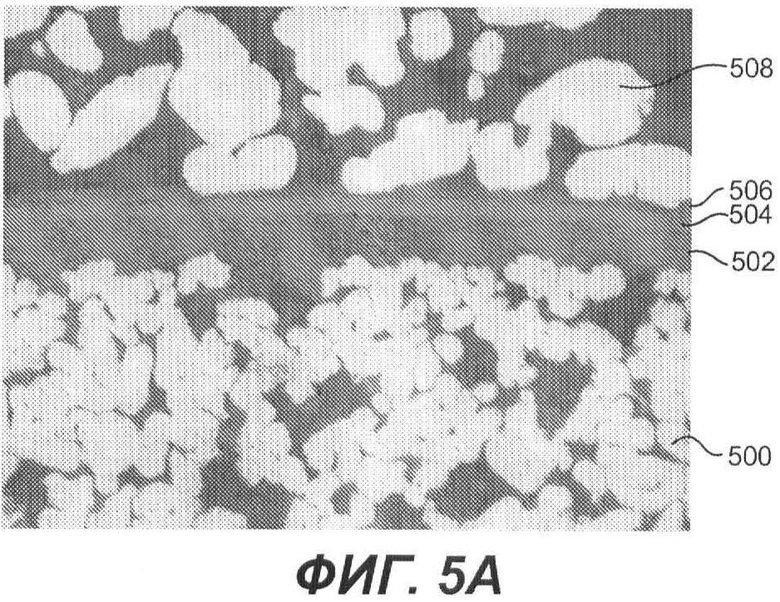
Фиг.5А - оптическая микрофотография трубчатой структуры в сечении, описание процесса изготовления которой приводится в Примере 1.
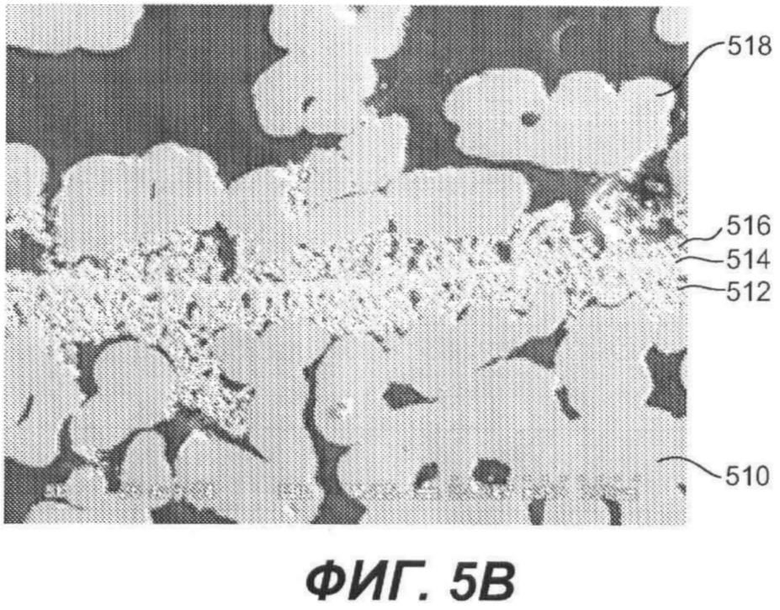
Фиг.5В - электронная микрофотография спеченной планарной структуры в сечении, описание процесса изготовления которой приводится в Примере 1.
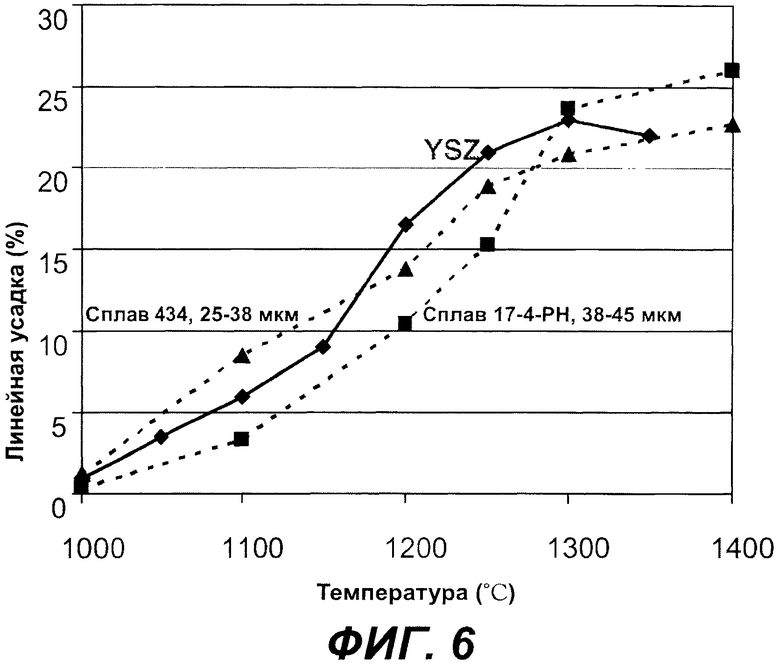
Фиг.6 - графики, демонстрирующие сравнительные эксплуатационные свойства двух структур согласно настоящему изобретению с использованием разных металлических частиц в материале основания.
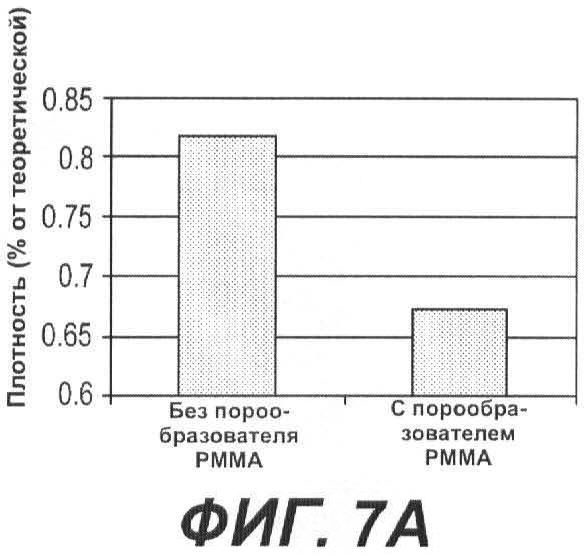
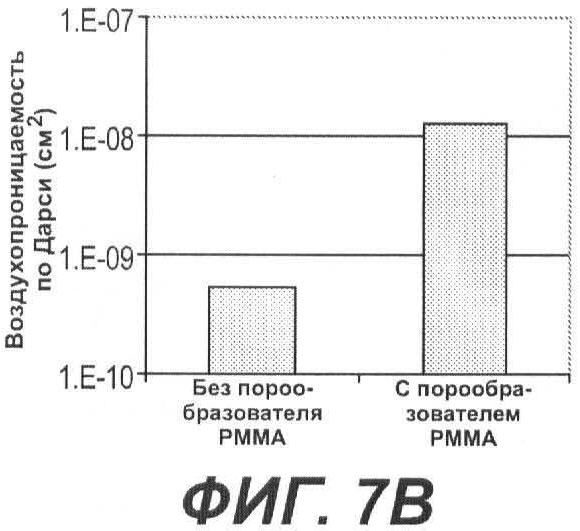
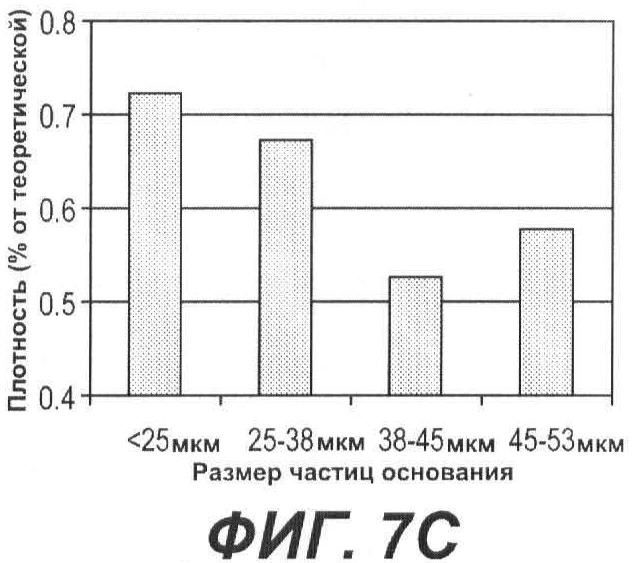
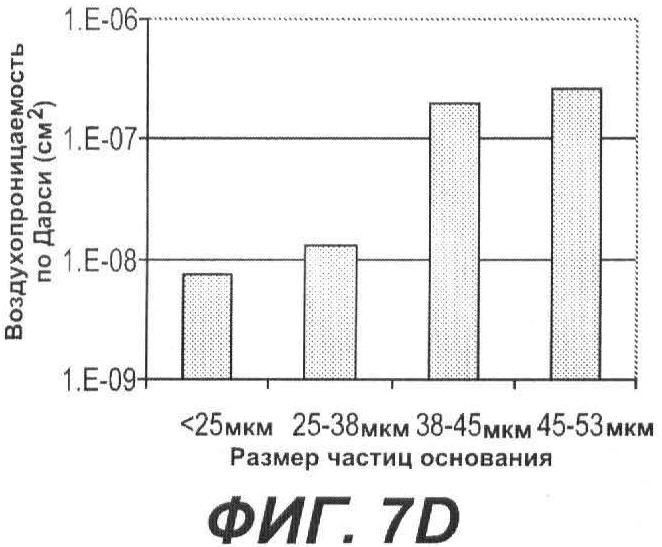
Фиг.7A-D иллюстрируют плотность и воздухопроницаемость разных металлических оснований при комнатной температуре с разными структурами пор, полученными после спекания при 1300°С.
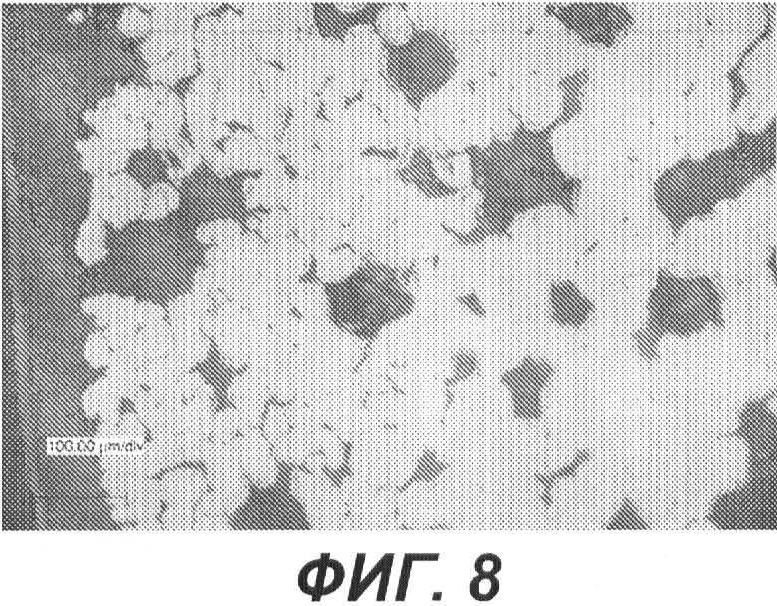
На фиг.8 представлена структура: электролит из YSZ (диоксид циркония, стабилизированный оксидом иттрия) / пористый YSZ / атомизированный водой пористый металл, полученная после совместного спекания согласно настоящему изобретению.
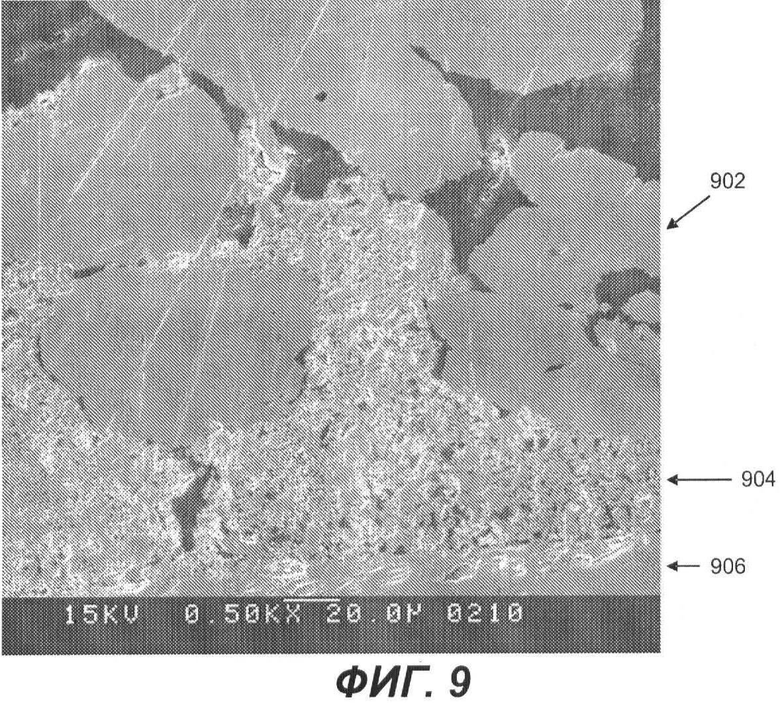
Фиг.9 иллюстрирует пример механического взаимосцепления в структуре с принудительным спеканием согласно настоящему изобретению, обеспечивающей хорошее связывание между пористым слоем YSZ и пористым металлическим слоем.
Подробное описание предпочтительных примеров осуществления
Далее подробные ссылки будут делаться на конкретные примеры осуществления изобретения. Конкретные примеры осуществления изобретения иллюстрируются прилагаемыми чертежами. Описание изобретения будет вестись применительно к этим конкретным примерам осуществления, однако очевидно, что изобретение не ограничивается этими конкретными примерами осуществления. Напротив, предполагается, что оно распространяется на варианты, изменения и эквиваленты, которые могут быть включены в изобретение в пределах объема притязаний прилагаемой формулы изобретения, С целью обеспечения полного понимания настоящего изобретения в приводимом ниже описании рассматриваются многочисленные характерные детали. Настоящее изобретение может быть осуществлено без некоторых или всех этих характерных деталей. В других случаях, чтобы не затруднять понимания настоящего изобретения, известные технологические операции, структуры или конфигурации в описании подробно не рассматриваются.
Введение
Как указывалось выше, соединение смежных слоев в структуре традиционных SOFC и других электрохимических устройств обеспечивается в результате химического связывания, спекания или диффузионного связывания. Использование пористого металлического слоя в качестве несущего основания или токового коллектора дает возможность использования керамик/керметов, которое будет ограничиваться тонкими активными слоями. Таким образом, достигается существенное снижение стоимости и повышение надежности элемента. Однако спекания или химического связывания между металлическим слоем и смежным керамическим слоем, как правило, не ожидается. Это изобретение обеспечивает механическое взаимосцепление между металлическим слоем и смежным слоем и позволяет получать прочную границу раздела.
Одним объектом изобретения является структура электрохимического устройства. Структура включает в себя пористый металлический слой и керамический слой, причем механическое взаимосцепление керамического слоя и пористого металлического слоя обеспечивается в результате взаимопроникновения.
В одном примере осуществления пористый металлический слой, смежный электродный промежуточный слой и электролит подвергают совместному спеканию. Это - дешевый способ изготовления и гарантирует хорошее механическое взаимосцепление между этими слоями, поскольку в процессе спеканию происходит одновременная усадка слоев. Совместному спеканию можно подвергать некоторые или все слои. Однако обычно предпочтительным является совместное спекание только этих трех слоев, так как это предоставляет возможность контроля качества электролитного слоя перед нанесением остальных электродных слоев.
В варианте этого примера осуществления пористый металлический слой и электролитный слой подвергают совместному спеканию без промежуточного электродного слоя. В этом случае электролитный слой сцепляется с пористым металлическим слоем.
В другом примере осуществления пористый металлический слой связывается со смежным электродным промежуточным слоем в результате взаимосцепления без совместного спекания или соответствующей усадки. Эта ситуация возникает в случае обжига металлического слоя и смежного пористого электродного слоя на структуре, подвергнутой предварительному спеканию, и именуется принудительным спеканием.
В различных примерах осуществления патентуемые структуры имеют несколько выигрышных особенностей. По меньшей мере, один слой является металлическим (в предпочтительном варианте он выполнен из ферритной нержавеющей стали); это обеспечивает прочность и структурную надежность, не приводит к нарушению работоспособности при отказе и позволяет снизить стоимость структуры. Механическое взаимосцепление приводит к появлению, по меньшей мере, одной границы раздела между металлическим слоем и смежным слоем; это является критическим для поддержания связывания между этими слоями. Взаимопроникновение между слоями и шероховатость металлических частиц обеспечивают механическое взаимосцепление, являющееся единственным предварительным условием связывания этих слоев при отсутствии химического взаимодействия или сжимающего усилия между этими слоями. Структуры применимы к планарным или трубчатым конфигурациям элементов.
Механическое взаимосцепление
В изобретении предлагается электрохимическое устройство, содержащее пористый металлический слой и керамический слой, причем механическое взаимосцепление керамического слоя и пористого металлического слоя обеспечивается в результате взаимопроникновения. Слои с взаимопроникновением имеют одинаковую протяженность на переходной границе раздела и механически контактируют один с другим. Достигнуть этого можно путем нанесения необожженного керамического слоя на пористый металлический слой и обеспечения возможности его проникновения в поры на поверхности металлического слоя. В результате последующего спекания происходит механическое взаимосцепление керамического и металлического слоев с взаимопроникновением и, таким образом, образование прочной границы раздела.
Результативное механическое взаимосцепление достигается в случае невозможности расслаивания слоев при отсутствии дефекта в одном или в обоих слоях. Достаточная степень связывания слоев с механическим взаимосцеплением одного с другим обеспечивается посредством переходной границы раздела, силы связывания на которой противодействуют силам и условиям, характерным для высокотемпературного электрохимического устройства. Достижение взаимопроникновения с взаимосцеплением возможно разными способами. В некоторых случаях проникновение керамики в металл происходит на глубину, превышающую высоту средней точки профиля поверхности металлических частиц пористого металлического слоя. В других случаях для достижения механического взаимосцепления возможно использование шероховатости поверхности металлических частиц на поверхности металлического слоя. Шероховатые поверхности могут иметь, например, по меньшей мере, одно из: текстуры, углублений, выступов и несферической формы. В некоторых случаях при сочетании обоих механизмов возможно достижение повышенной прочности. В конкретных примерах осуществления плотность пористого металлического слоя составляет менее 60%.
На фиг.1А в схематическом виде представлена структура 100 согласно настоящему изобретению, в состав которой входят слои 102 с механическим взаимосцеплением. Для обеспечения механического связывания между слоями и облегчения переноса электронов и/или ионов из одного слоя в следующий слои пористого металлического основания 104 и керамического электрода 106 сцепляются один с другим на переходной границе 108 раздела. Структура может дополнительно включать в себя другие слои, такие как плотный керамический слой 107, соседний с пористым керамическим слоем 106. В случае гладких металлических частиц взаимопроникновение может происходить в минимальной степени и не обеспечивать хорошего механического связывания. Поэтому проникновение керамики 106 в металл 104 происходит на глубину, превышающую высоту средней точки профиля поверхности металлических частиц 105 (например, превышающую высоту экватора сферических металлических частиц) пористого металлического слоя 104, и обеспечивает жесткое механическое взаимосцепление слоев, позволяющее предотвратить их разделение.
Для обеспечения достаточного взаимопроникновения слоев может возникнуть необходимость удаления связующих, порообразователей, пластификаторов и т.д. из металлического слоя. Как правило, пористый металл формируют с использованием процесса, при котором порообразователь, как правило, экстрагируемый полимер или материал в виде макрочастиц типа крупинок NaCl или KCl, остается в порах металла. В этом случае для достижения взаимопроникновения, требуемого в настоящем изобретении, как правило, необходимо удалить материал-порообразователь, по меньшей мере, с участка с пористостью на поверхностном слое металла, образующего границу раздела с керамикой, При условии наличия некоторой пористости в неспеченном металлическом слое для обеспечения проникновения смежного слоя полного удаления этих вспомогательных веществ не требуется. Целесообразным может быть удаление вспомогательных веществ только с поверхности металлического слоя, позволяющее ограничивать и контролировать степень взаимопроникновения. Например, растворимый порообразователь может присутствовать во всем объеме металлического слоя, а его удаление может осуществляться только с поверхности металлического слоя путем погружения или выдержки в растворителе в течение короткого промежутка времени.
В альтернативном примере осуществления, иллюстрируемом на фиг.1В, для достижения механического взаимосцепления с керамическим слоем 116 и формирования структуры 110 согласно настоящему изобретению может быть использована шероховатость поверхности металлических частиц 115 на поверхности металлического слоя 114. Структура 110 может дополнительно включать в себя другие слои, такие как плотный керамический слой 117, являющийся смежным с пористым керамическим слоем 116. В случае шероховатости поверхности металлических частиц 115 достаточное механическое связывание может быть достигнуто при меньшей степени взаимопроникновения. Это может быть целесообразным по многим причинам, в том числе вследствие необходимости тонкого электродного слоя. Возможно использование различных типов шероховатости поверхности, однако, в общем, величина шероховатости должна быть сопоставима или превышать размер частиц или размер элементов слоя с взаимопроникновением. Некоторые специфические типы целесообразной шероховатости поверхности представляют собой: текстуру и углубления на металлической поверхности; а также выступы на металлической поверхности; несферические металлические частицы (например, продолговатые, кольцеобразные, дендритной формы, волокнистые, чешуйчатые, звездообразные и т.д.).
Соответствующие способы придания шероховатости металлической поверхности включают в себя, без ограничений: травление; осаждение/кристаллизацию; смешивание металлических частиц или частиц оксида металла малого размера с первичными металлическими частицами или электродным слоем или нанесение слоя металлических частиц малой размера вблизи границы раздела с взаимопроникновением таким образом, чтобы в процессе спекания обеспечить связывание металлических частиц с поверхностью первичных металлических частиц и, таким образом, образование выступов; в другом варианте изобретения частицы оксида металла могут быть размещены вблизи границы раздела с взаимопроникновением таким образом, чтобы в процессе спекания в восстановительной газовой среде обеспечить превращение частиц оксида металла в металлические частицы и их связывание с поверхностью первичных металлических частиц и, таким образом, образование выступов. Выбор морфологии металлических частиц может оказывать существенное влияние на степень взаимопроникновения, требуемого для получения прочной границы раздела между металлическим слоем и смежным слоем. В имеющихся на рынке металлических порошках частицы имеют сферическую форму, приобретаемую ими в результате газовой атомизации, и шероховатую форму, которую частицы приобретают в результате атомизации водой. Шероховатая поверхность атомизированных водой порошков идеально приспособлена для обеспечения механического взаимосцепления согласно настоящему изобретению.
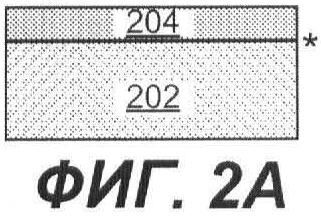
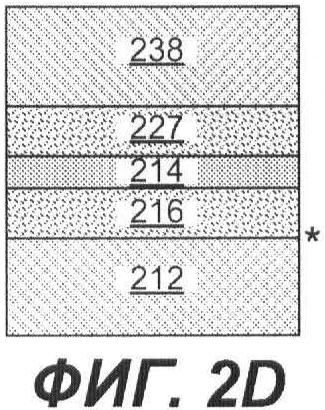
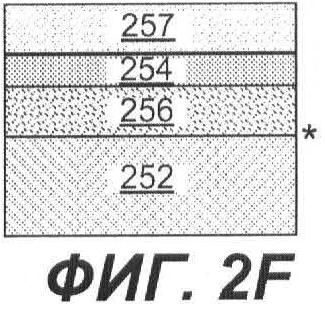
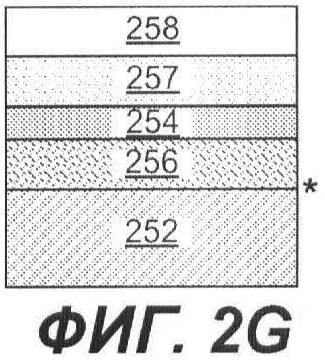
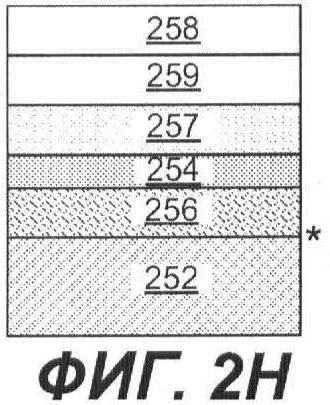
Электрохимические устройства с керамическим и пористым металлическим слоями с механическим взаимосцеплением согласно настоящему изобретению могут иметь различные конфигурации, включающие в свой состав по выбору дополнительные слои. Фиг.2А-Н иллюстрируют различные примеры осуществления. В каждом случае значок * на фигуре обозначает первичную границу раздела с взаимопроникновением металлического и керамического слоев с механическим взаимосцеплением. В иллюстрируемых и рассматриваемых структурах могут существовать и другие границы раздела с взаимопроникновением. Во всех случаях структура устройства может быть планарной или трубчатой.
Фиг.2А иллюстрирует двухслойную структуру 201 устройства, имеющую пористое металлическое основание 202 для плотного керамического электролита 204. Эта конфигурация может быть использована в электрохимических устройствах, в которых металлическое основание выступает в качестве катализатора или в случае приемлемости сглаженной трехфазной границы после пропитки катализатором. В конкретном примере осуществления керамика может представлять собой YSZ, а металл - ферритную нержавеющую сталь.
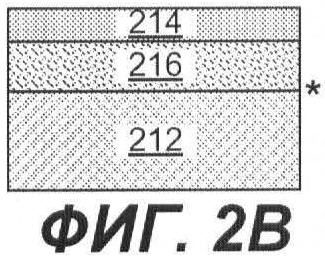
В других примерах осуществления, применимых в электрохимическом элементе в более общем случае, керамический слой с взаимосцеплением с пористым металлическим слоем может также быть пористым. Для формирования многослойных структур элементов или компонентов элементов такая конфигурация слоев в предпочтительном варианте изобретения может быть объединена с дополнительными слоями. Фиг.2В иллюстрирует многослойную конфигурацию для структуры электрохимического устройства, которая может быть использована в качестве компонента твердооксидного топливного элемента. Керамический слой 216 с взаимосцеплением с пористым металлическим слоем 212 является пористым. Дополнительный плотный керамический слой 214 является смежным с пористым керамическим слоем 216. Пористый керамический слой 216 и плотный керамический слой 214 могут быть выполнены из керамики одного и того же или разного состава.
В любой из структур согласно настоящему изобретению пористый керамический слой (например, 216, 256 и т.д.) может быть слоем с ионной проводимостью. Он может также содержать электронный проводник или смешанный ионно-электронный проводник (MIEC). В конкретном примере осуществления керамика как пористого, так и плотного слоев может представлять собой YSZ, а металл - ферритную нержавеющую сталь.
В различных примерах осуществления для обеспечения и улучшения электрохимических свойств на поверхность пористой и/или плотной керамики наносят катализатор. С целью предотвращения пагубного влияния высокой температуры в процессе спекания на катализатор, активный при нормальной температуре, пропитку, как правило, проводят после высокотемпературного спекания, например, как предлагается в совместно рассматриваемой международной заявке № PCT/US 2006/015196, включенной в данное описание путем ссылки. Выбор состава катализатора может определять функцию устройства, например, как генератора кислорода, электролизера, топливного элемента и т.д. Размещение катализаторов на пористых керамических слоях может также осуществляться различными способами. Например, трубчатое устройство может иметь анод на внутренней стороне, а катод - на внешней стороне, или анод на внешней стороне, а катод - на внутренней стороне. Таким же образом планарное устройство может иметь анод на стороне основания, а катод - на стороне токового коллектора, или анод на стороне токового коллектора, а катод - на стороне основания.
Возможно использование самых разнообразных катализаторов. Катализаторы, используемые для топливного элемента, как правило, содержат элемент семейства лантаноидов или переходный металл. Предпочтительные анодные катализаторы для топливного элемента включают в себя Ni, Co, Ru и CeO2. Предпочтительные катодные катализаторы, как правило, включают в себя элемент семейства лантаноидов и переходный металл, выбранный из группы, состоящий из Со, Fe, Ni и Mn. Отдельные используемые композиции включают в себя La1-xSrxMnyO3-δ (1≥x≥0,05) (0,95≤y≤1,15)(LSM), La1-xSixCoO3-δ (1≥x≥0,1), SrCo1-xFexO3-δ (0,3≥x≥0,2), La1-xSrxCo1-yFeyO3-δ (1≥x≥0) (1≥y≥0) (LSCF), La1-xSrxCo1-yMnyO3-δ (1≥x≥0)(1≥y≥0) (LSCM), LaNi1-xFexO3-δ (1≥x≥0) (LNF), Pr2-xNi1+xO4-δ (0≤x≤1) (PNO), Sm0,5Sr0,5CoO3-δ, LaNiO3-δ, LaNi0,6Fe0,4O3-δ, La0,8Sr0,2MnO3-δ, La0,65Sr0,35MnO3-δ, La0,45Si0,55MnO3-δ, La0,6Sr0,4Co0,6Fe0,4O3-δ, La0,6Sr0,4Co0,2Fe0,8O3-δ, их комбинации и подобные композиции с незначительным варьированием стехиометрического состава.
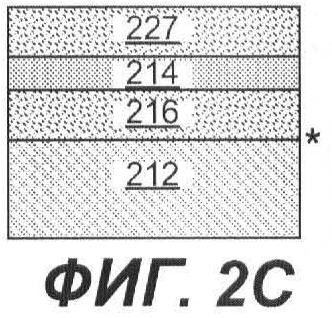
На фиг.2С представлена структура устройства, в состав которой, помимо слоев, иллюстрируемых и описываемых со ссылками на фиг.2В, входят второй пористый керамический слой 227, являющийся смежным с плотным керамическим слоем 214. А на фиг.2D представлена структура устройства, имеющая второй пористый металлический слой 238, являющийся смежным со вторым пористым керамическим слоем 227.
Структура, представленная на фиг.2D, может быть реализована в твердооксидном топливном элементе. Такая реализация иллюстрирована и подробно описана со ссылками на фиг.3. Фиг.3 иллюстрирует пример осуществления изобретения в случае наличия многослойной структуры, в которой механическое взаимосцепление обеспечивает соединение пористого металлического основания 312 и слоя 316 пористого электрода 1. Механическое взаимосцепление также возможно на границе раздела металлический токовый коллектор 338/электрод 2 327.
Ниже приводится описание основных особенностей каждого слоя:
1. Металлическое основание 312 может иметь толщину порядка 50-1000 мкм, плотность - 50-70% и представляет собой электронный проводник. Этот слой образует несущее основание элемента и служит токовым коллектором для электрода 1.
2. Электрод 1 316 может иметь толщину порядка 10-100 мкм, плотность - 40-60%, представляет собой ионный проводник, может быть электронным проводником и в предпочтительном варианте выполнен из того же исходного керамического материал, что и электролит. Этот слой образует несущее основание и ионный проводящий канал для электрода 1. На завершающем этапе своего формирования или на этапе усовершенствования электрод 1 может быть подвергнут пропитке частицами катализатора или предшественниками катализатора. Этот процесс проводят после спекания всей структуры, например, как предлагается в совместно рассматриваемой международной заявке № PCT/US 2006/015196. Структура пор электрода 1 должна удовлетворять конкурирующим требованиям: (а) иметь большую площадь поверхности, позволяющую поддерживать большие скорости реакции; и (b) иметь поры достаточно большого размера, обеспечивающие возможность беспрепятственной пропитки катализатором с такой же высокой скоростью, что и скорость диффузии газов в работающем элементе. Этого можно достигнуть при наличии первичных пор малого размера (например, менее чем 1 мкм) и больших пор, распределенных по всему слою. Большие поры могут быть образованы при помощи быстроиспаряющихся, летучих или экстрагируемых порообразователей.
3. Электролит 314 может иметь толщину порядка 5-50 мкм, плотность - более чем 95%, представлять собой ионный проводник и изолятор для электронов. Этот слой разделяет газы, контактирующие с электродом 1 316 и электродом 2 327, и обеспечивает канал для протекания ионного тока между электродами.
4. Электрод 2 327 имеет те же характеристики и функцию, как и электрод 1 316, и может быть выполнен из того же материала, что и электролит или электрод 1, или из отличного от них материала.
5. Металлический токовый коллектор 338 может иметь толщину порядка 50-1000 мкм, плотность - 50-70% и представлять собой электронный проводник. Этот слой служит токовым коллектором для электрода 2 327 и может иметь меньшую толщину, чем металлическое основание 312, поскольку использовать его в качестве несущего основания для элемента нет необходимости. Этот слой 338 может быть пористым телом, перфорированным листом, проволокой, сеткой и т.д. Если электрод 2 327 является проводником с достаточной высокой электронной проводимостью, металлический токовый коллектор 338 может не потребоваться.
В общем, ожидается, что химическое связывание, спекание или диффузионное связывание в процессе высокотемпературного обжига должны обеспечивать прочность границ раздела между обоими электродами 316, 327 и электролитом 314. Для обеспечения же прочной связи между тонкими электродными/электролитными слоями и более толстыми прочными металлическими слоями, по меньшей мере, одна из границ раздела металл/электрод 312/316, 338/327 должна быть с взаимопроникновением.
В настоящем изобретении предлагается возможность размещения дополнительных слоев между слоями, описываемыми выше. Например, для предотвращения междиффузионного взаимодействия или химической реакции между слоями могут быть размещены барьерные слои.
В одном конкретном примере осуществления структуры электрохимического устройства согласно изобретению материалы, используемые для получения слоев, описываемых выше, являются следующими: 1. пористый Fe-Cr на подложке из ферритной нержавеющей стали; 2. пористый YSZ; 3. плотный YSZ; 4. пористый YSZ; 5. пористый Fe-Cr на подложке из ферритной нержавеющей стали. После спекания пористые слои YSZ пропитывают катализатором (например, LSM для катода и Ni для анода).
Во втором конкретном примере осуществления структуры электрохимического устройства согласно изобретению материалы, используемые для получения слоев, являются следующими: 1. пористый Fe-Cr на подложке из ферритной нержавеющей стали; 2. пористый YSZ; 3. плотный YSZ; 4. пористый Ni-YSZ; 5. пористый Fe-Cr на подложке из ферритной нержавеющей стали (по выбору). После спекания пористый слой из YSZ пропитывают катализатором (например, LSM). Для активизации рабочей характеристики пористый слой из Ni-YSZ можно также пропитывать катализатором (например, Ni, Ru, диоксидом Се с примесями и т.д.). Пористый металл слоя 5 может также представлять собой Ni, NiCr, и т.д., а в случае высокой проводимости в плоскости, достаточной для получения эффективного токового коллектора, этот слой может не понадобиться.
Третий конкретный пример осуществления отличается от второго примера осуществления только тем, что слой из Ni-YSZ замещен другой анодной композицией.
Рассмотренные структуры электрохимических устройств могут иметь планарную или трубчатую конфигурации, подробно описываемые в приводимых ниже Примерах.
Рассматривается и ряд других структур электрохимических устройств согласно настоящему изобретению. На фиг.2Е представлена структура устройства, в состав которой входит пористый керамический слой 246 с взаимосцеплением с пористым металлическим слоем 242 (например, из FeCr). Пористый керметный слой 245 (например, из Ni-YSZ) является смежным с пористым керамическим слоем 246. Плотный керамический слой 244 (например, из YSZ) является смежным с пористым керметным слоем 245. В этой конфигурации пористый керамический слой 246 предотвращает междиффузионное взаимодействие между металлической составляющей кермета (например, Ni) и пористым металлическим слоем 242.
Фиг.2F-H иллюстрируют структуры устройств для элемента, содержащего керметный анод, который может быть использован для твердооксидного топливного элемента, электролизера или проточного электрохимического реактора. Структура на фиг.2F имеет пористый керамический слой 256 (например, из YSZ) с взаимосцеплением с пористым металлическим слоем 252 (например, из FeCr). Плотный керамический слой 254 (например, из YSZ) является смежным с пористым керамическим слоем 256. Пористый керметный слой 257 (например, из Ni-YSZ) является смежным с плотным керамическим слоем 254. В этой конфигурации пористый керамический слой 256 может работать как катод, керметный слой - как анод для твердооксидного топливного элемента или электролизера, а плотный керамический слой 254 - как электролит. Структура, представленная на фиг.2G, в которой проводимость керметного слоя 257 в плоскости является недостаточной для получения эффективного токового коллектора, может содержать по выбору металлический токовый коллектор 258, например, пористый металлический слой, такой как описывается выше в других примерах осуществления, являющийся смежным с керметным слоем 257. И в этом случае, как показано на фиг.2Н, для облегчения переноса электронов между металлокерамическим электродом 257 и токовым коллектором 258 может быть по выбору использована паста 259 с электронной проводимостью.
Способы изготовления
В изобретении предлагаются также способы изготовления структур электрохимического устройства. Такой способ предполагает создание пористого металлического слоя; нанесение необожженного керамического слоя на пористый металлический слой; и спекание слоев; причем механическое взаимосцепление керамического слоя и пористого металлического слоя обеспечивается в результате взаимопроникновения пористого металла и керамики. После спекания керамический слой может быть плотным или пористым. До спекания наносят дополнительный керамический слой, уплотняющийся в процессе спекания и являющийся смежным с пористым керамическим слоем. Созданный пористый металлический слой может быть неспеченным, или его подвергают бисквитному обжигу или осуществляют совместное спекание этих трех слоев. В другом варианте изобретения созданный пористый металлический слой может быть подвергнут спеканию до спекания нанесенного(ых) керамического(их) слоя(ев).
Фиг.4 иллюстрирует приводимое ниже подробное описание конкретного примера осуществления процесса изготовления структуры электрохимического устройства согласно настоящему изобретению. Следует отметить, что следующий ниже протокол кратко описывает общие этапы создания целевой структуры. При наличии возможности усовершенствования технологичности структуры целесообразным является проведение перестановки этапов, исключения этапов или объединения этапов.
На фиг.4 представлена схема технологического процесса изготовления структуры, состоящего из этапов 401-411. Ниже приводится более подробное описание каждого из этапов:
На этапе 401 создают неспеченное металлическое основание. Как правило, это осуществляют путем смешивания металлического порошка со связующим и порообразователем. Порообразователь используют для обеспечения низкой плотности неспеченного материала, требуемой для сохранения высокой пористости после спекания, при одновременном обеспечении высокой степени усадки для согласования со степенью усадки электролитного слоя в процессе спекания на этапе 408. Формование неспеченной массы можно осуществлять традиционными способами формования порошков, такими как экструзия, пленочное литье, трафаретная печать, изостатическое прессование, уплотнение порошков прокаткой, центробежная формовка, штамповка на прессе, инжекционное формование и т.д., известными специалистам в данной области техники.
На этапе 402, проводимом до этапа 403, осуществляют удаление связующих или порообразователей, которые не улетучиваются полностью в восстановительной газовой среде. Удаление можно осуществлять такими способами, как экстракция растворителями, выжигание на воздухе, возгонка и т.д. Если связующее и порообразователь можно удалить при нагреве в восстановительной газовой среде (т.е. в случае использования акриловых связующих и порообразователей, РММА и т.д.), то проведения этапа 402 не требуется. Для достижения взаимопроникновения металлического основания и электродных слоев целесообразным является, по меньшей мере, частичное удаление связующего и/или порообразователя.
Для обеспечения отпускной прочности на этапе 403 металлическое основание подвергают бисквитному обжигу в восстановительной газовой среде. Любая усадка в процессе бисквитного обжига снижает степень усадки, которую можно использовать для согласования со степенью полной усадки электролита в процессе совместного спекания (этап 408). Более высокая температура приводит к более высокой прочности и увеличению степени усадки при бисквитном обжиге. Температуру бисквитного обжига выбирают исходя из необходимости соблюдения баланса между этими факторами.
На этапе 404 наносят предшественник Промежуточного слоя-Электрода 1. Предшественник Промежуточного слоя-Электрода 1 содержит материал промежуточного слоя, являющийся ионным проводником, связующее и, в случае необходимости повышения конечной пористости Электрода 1, порообразователь. Предшественник может также содержать материал, придающий Промежуточному слою-Электроду 1 электропроводность или смешанную проводимость или являющийся катализатором. Предшественник Промежуточного слоя можно наносить путем погружения, аэрозольного распыления, трафаретной печати, окраски кистью, пленочного литья или другими способами, известными специалистам в данной области техники. Для достижения механического взаимосцепления согласно изобретению между слоями после совместного спекания необходимо взаимопроникновение промежуточного слоя и металлического основания. Возможно также осуществление этого этапа 404 до этапа 403. В этом случае перед нанесением предшественника промежуточного слоя необходимо частичное или полное удаление порообразователя из металлического основания, позволяющее обеспечить взаимопроникновение промежуточного слоя и металлического основания и улучшение связывания.
На этапе 405 с целью удаления связующего и порообразователя из промежуточного слоя и обеспечения отпускной прочности выполняют бисквитный обжиг. Для предотвращения окисления металлического основания на этапе обжига используют восстановительную газовую среду. В случае невозможности удаления связующего или порообразователя в восстановительной газовой среде они должны быть удалены путем выжигания на воздухе или экстракции растворителями до проведения бисквитного обжига. Температуру обжига выбирают так, чтобы она была достаточно высокой для обеспечения отпускной прочности в Промежуточном слое, но достаточно низкой, чтобы минимизировать степень спекания металлического основания и обеспечить максимальную остаточную усадку, которую можно использовать для согласования со степенью усадки электролита в процессе совместного спекания на этапе 408.
На этапе 406 наносят электролит. Нанесение осуществляют путем аэрозольного распыления, трафаретной печати, пленочного литья, декодирования или другим методом, известным специалистам в данной области техники. При этом для предотвращения отслаивания неспеченного электролита при последующей обработке и обеспечения хорошего связывания в процессе совместного спекания целесообразным является наличие некоторого взаимопроникновения между электролитом и Промежуточным слоем 1. В случае нанесения путем аэрозольного распыления взаимопроникновение обеспечивают в значительной степени путем создания вакуума со стороны металлического основания структуры, вследствие чего происходит некоторое втягивание неспеченного электролита в Промежуточный слой 1.
На осуществляемом по выбору этапе 407 электролитный слой можно подвергнуть прессованию с целью его уплотнения и повышения прочности в неспеченном состоянии, как описывается в совместно рассматриваемой заявке US 2003/0021900 A1. Повышенная надежность спрессованного неспеченного электролита позволяет предотвратить образование трещин в процессе совместного спекания с металлическим основанием. Повышенная плотность в неспеченном состоянии также уменьшает степень полной усадки, требуемой для достижения полного уплотнения. Целесообразным способом прессования является изостатическое прессование (с давлением, прикладываемым со стороны металлического основания и со стороны электролита). Возможно использование и других способов (например, каландрирования). Давление должно быть достаточно высоким для достижения уплотнения неспеченного электролита без повреждения металлического основания или Промежуточного слоя 1 структуры. При хорошем согласовании степеней усадки электролита и металлического основания прессования не требуется. Однако прессование допускает более широкий диапазон характеристик спекания металлического основания и более высокую гибкость при выборе сплава основания и морфологии частиц. В случае выполнения электролитной пленки в виде отдельного изделия, как, например, при декодировании или пленочном литье, осуществлять прессование электролитной пленки можно по выбору до нанесения на этапе 406.
На этапе 408 осуществляют совместное спекание первых трех слоев в восстановительной газовой среде. Как отмечается выше со ссылками на этап 402, в случае, если связующее неспеченного электролита не испаряется в восстановительной газовой среде, то удаление связующего путем выжигания на воздухе, экстракции растворителями и т.д. можно проводить до совместного спекания. Структуру можно подвергать совместному спеканию при температуре, достаточно высокой для обеспечения полного уплотнения электролита. Осуществлять совместное спекание структуры можно также при более низкой температуре, а полное уплотнение проводить на описываемом ниже этапе 411. При этом на этапе 411 достигают некоторой усадки, обеспечивающей улучшение характеристик связывания и переноса электронов и ионов в Промежуточном слое-Электроде 2.
Контроль качества электролитного слоя можно осуществлять до проведения операций нанесения следующих слоев на электролит. В случае отсутствия необходимости визуального контроля качества электролитного слоя нанесение следующих слоев можно по выбору осуществлять до совместного спекания.
На этапе 409 наносят предшественник Промежуточного слоя-Электрода 2. Предшественник Промежуточного слоя-Электрода 2 содержит материал промежуточного слоя, являющийся ионным проводником, связующее и, в случае необходимости повышения конечной пористости Электрода 2, порообразователь. Предшественник может также содержать материал, придающий Промежуточному слою-Электроду 2 электропроводность или смешанную проводимость или являющийся катализатором. Предшественник Промежуточного слоя можно наносить путем погружения, аэрозольного распыления, трафаретной печати или другими способами, известными специалистам в данной области техники.
На этапе 410 наносят по выбору металлический токовый коллектор. При этом используют пасту, пленку, спрессованное или формованное изделие и т.д. из металлического порошка, который может также содержать связующее и порообразователь. Если связующее и порообразователь не испаряются в восстановительной газовой среде, их (в случае необходимости) удаляют. В другом варианте изобретения в случае токового коллектора в виде проволоки, сетки, из войлока и т.д. нанесение токового коллектора можно осуществлять после проведения этапа 411.
На этапе 411 структуру спекают в восстановительной газовой среде.
После завершения формирования структуры ее можно подвергнуть дополнительной обработке, например, как описывается выше, выполнить пропитку электродов каталитическим материалом или нанести покрытие на пористые металлические слои.
Примеры
В рассматриваемых ниже примерах приводится подробное описание практической реализации и преимуществ электрохимического устройства, имеющего керамический и пористый металлические слои с механическим взаимосцеплением, обеспечиваемым в результате взаимопроникновения, согласно настоящему изобретению. Следует понимать, что рассматриваемые примеры носят исключительно иллюстративный характер, и что изобретение не ограничивается деталями, описываемыми в этих примерах.
Ниже приводится краткое описание конкретных примеров использования рассматриваемых выше способов применительно к процессу создания слоистых структур с механическим взаимосцеплением. Подробно описывается каждый этап этого процесса.
Пример 1 - Трубчатая структура, содержащая пористый металл/пористый YSZ/плотный YSZ/пористый YSZ/пористый металл
1. Атомизированный водой порошок (15-75 мкм) ферритной стали смешивают с водной дисперсией акриловой смолы (15 мас.% твердого вещества), полиэтиленгликолем (PEG)-6000 и частицами (45-106 мкм) порообразователя, представляющего собой полиметилметакрилат (РММА), в отношении 10:2:0,5:1,5 (металл/раствор акриловой смолы/PEG/PMMA). Смесь нагревают, чтобы удалить воду, расплавить PEG и обеспечить отверждение акриловой смолы. Полученную твердую массу размалывают и просевают до отделения частиц размером менее 150 мкм. Полученный порошок формуют в холодном изостатическом прессе, чтобы сформировать неспеченную металлическую трубку основания.
2. PEG (не улетучивающийся в восстановительной газовой среде) экстрагируют путем выдержки неспеченного основания в воде. Акриловая смола и РММА при этом остаются, а их удаление осуществляется в процессе последующего бисквитного обжига.
В другом варианте изобретения удаление PEG, РММА и акриловой смолы может осуществляться в результате обжига на воздухе приблизительно при 525°С. Эта температура выбрана, чтобы обеспечить полное удаление акриловой смолы, но не допустить значительного оксидирования металла. В результате получают хрупкое неспеченное основание, требующее до бисквитного обжига бережного обращения.
3. Металлическое основание 500 подвергают бисквитному обжигу при температуре порядка 1000°С в атмосфере 4% Н2/аргона.
4. На начальной стадии нанесение Промежуточного слоя 502-Электрода 1 осуществляют путем окраски кистью, которой на внешнюю поверхность трубки основания наносят густую краску. Эта краска проникает в поры металлической трубки основания, заполняет большие зазоры между металлическими частицами и обеспечивает получение сглаженной поверхности для нанесения остальной части Промежуточного слоя - Электрода 1 на следующем этапе. Краска содержит водную дисперсию акриловой смолы (42 мас.% акриловой смолы), порошок YSZ (типа Tosoh 8YS), частицы акрилового порообразователя размером 0,5-3,5 мкм и частицы акрилового порообразователя размером 7-11 мкм в массовом соотношении 0,96:0,54:0,2:0,6. Затем трубку обжигают на воздухе при 525°С, чтобы удалить акриловое связующее и порообразователь.
5. На завершающей стадии нанесение Промежуточного слоя-Электрода 1 осуществляют путем погружения трубки в раствор из [144 г изопропилового спирта (IPA), 4,8 г PEG-300, 48 г порошка YSZ (типа Tosoh 8YS), 2,86 г частиц акрилового порообразователя размером 0,5-3,5 мкм и 2,86 г частиц акрилового порообразователя размером 7-11 мкм]. Между этапами нанесения слоев 1-4 структуру подвергают полной сушке, необходимой для получения гладкой пленки требуемой толщины. PEG-300 вводят в состав раствора с целью повышения вязкости и получения соответствующего покрытия при погружении. Целью введения в состав раствора частиц акрилового порообразователя является повышение пористости конечной структуры промежуточного слоя. Порообразователь с частицами большего размера обеспечивает появление сети пор, которые можно использовать для пропитки каталитическими материалами и для поддержания высокой скорости диффузии газов через структуру. Порообразователь с частицами меньшего размера также обеспечивает повышение степени проникновения катализатора в структуру и сохранение большой площади поверхности, позволяющее поддерживать большие скорости электрохимических реакций.
В другом варианте изобретения на завершающей стадии возможно нанесение Промежуточного слоя-Электрода 1 путем окраски кистью с использованием краски, содержащей водную дисперсию акриловой смолы (15 мас.% акриловой смолы), порошок YSZ (типа Tosoh 8YS), частицы акрилового порообразователя размером 0,5-3,5 мкм и частицы акрилового порообразователя размером 7-11 мкм в массовом соотношении 2,7:0,54:0,2:0,6. Между этапами нанесения слоев 5-50 структуру подвергают полной сушке, необходимой для получения гладкой пленки требуемой толщины.
6. Промежуточный слой-Электрод 1 подвергают бисквитному обжигу на металлическом основании при температуре порядка 1050°С в атмосфере 4% H2/аргона в течение 2 ч.
7. Электролитный слой 504 наносят путем аэрозольного распыления дисперсии из порошка YSZ (типа Tosoh 8YS), IPA, рыбьего жира Menhaden (MFO), дибутилфталата (DBT) и сополимера винилбутираля, винилового спирта и винилацетата (PVB) [в массовом соотношении 20:60:0,4:0,4:0,4]. MFO и DBT действуют как диспергатор и пластификатор, а PVB - как связующее, ускоряющее прессование электролитного слоя на следующем этапе. По выбору в процессе распыления внутри металлического основания создают вакуум.
8. Электролитный слой подвергают по выбору изостатическому прессованию при 1-5 тыс. фунтов на квадратный дюйм. Для создания антиадгезионного покрытия для защиты электролитного слоя от стенок пресс-формы используют термоусадочную полиэфирную пленку.
9. Для удаления DBT, PVB и MFO структуру подвергают обжигу на воздухе при 525°С, а затем осуществляют совместное спекание при температуре порядка 1300°С в атмосфере 4% H2/аргона в течение 4 ч.
10. Нанесение предшественника Промежуточного слоя 506 - Электрода 2 осуществляют путем окраски кистью с использованием краски, содержащей водную дисперсию акриловой смолы (15 мас.% акриловой смолы), порошок YSZ (типа Tosoh 8YS), частицы акрилового порообразователя размером 0,5-3,5 мкм и частицы акрилового порообразователя размером 7-11 мкм в массовом соотношении 2,7:0,54:0,2:0,6. Между этапами нанесения слоев 5-50 или 7-15 структуру подвергают полной сушке.
11. Нанесение металлического токового коллектора 508 осуществляют так, как предлагается в международной заявке № PCT/US 2006/029580 (включенной в данное описание путем ссылки), в которой под действием радиальной силы сжатия, развиваемой в процессе спекания, осуществляется усадка одного трубчатого элемента на другом и обеспечивается создание объединенных концентрических трубок. Трубчатую заготовку для токового коллектора формируют согласно этапам 1-3, описываемым выше в этом примере. Подвергнутую бисквитному обжигу трубчатую заготовку для токового коллектора надевают на трубку, содержащую металлическое основание и слои, в состав которых входит YSZ. Усадку заготовки для токового коллектора на трубке обеспечивают на следующем затем этапе спекания.
12. Полностью сформированную слоистую структуру спекают в атмосфере 4% Н2/аргона при температуре порядка 1300°С в течение 4 ч. Обычно качество совместного спекания металлического основания, промежуточного слоя-Электрода 1 и электролита при тщательном согласовании кривых спекания для этих слоев улучшается. В частности, электролитный слой является на начальных стадиях спекания относительно хрупким, и рассогласование между кривыми спекания металлического основания и электролита может приводить к образованию трещин в электролитном слое. На последующих стадиях спекания электролит является достаточно прочным и устойчивым к некоторому рассогласованию степени его усадки и степени усадки металлического основания. Однако до момента достижения достаточной прочности электролита степень усадки металла должна быть такой же или больше, чем у электролита, что, следовательно, должно поддерживать электролит на начальных стадиях спекания в состоянии сжатия. Соответствующий выбор протокола процесса обработки, состава сплавов, морфологии металлических частиц, размера металлических частиц и плотности неспеченного металла позволяет получить металлическое основание, имеющее на начальных стадиях спекания степень усадки, больше, чем у электролитной пленки.
На фиг.5 представлена фотография спеченной структуры в сечении, описание процесса изготовления которой приводится в этом примере.
Пример 2 - Планарная структура, содержащая пористый металлический/пористый YSZ/плотный YSZ/пористый YSZ/пористый металл
Этапы процесса создания этой структуры являются по существу такими же, как и в рассматриваемом выше Примере 1, однако металлическое основание 510 представляет собой плоскую подложку из FeCr, полученную прессованием в форме. При этом токовый коллектор 518 наносят в виде пасты [96 мас.% металла, 2 мас.% YSZ, 2 мас.% гидроксипропилцеллюлозы (НРС) в качестве связующего и IPA в количестве, достаточном для обеспечения намазываемости пасты]. Для улучшения связывания металлические частицы декорируют YSZ, как предлагается в совместно рассматриваемой международной заявке PCT/US 2005/043109, включенной в данное описание путем ссылки. Описание компонентов Электрода 1 512, Электролита 514 и Электрода 2 516 приводится в Примере 1.
На фиг.5В представлена фотография такой структуры в сечении.
Пример 3 - Планарная или трубчатая структура, содержащая пористый металлический/пористый YSZ/плотный YSZ/пористый Ni-YSZ/пористый металл по выбору
Этапы процесса создания этой структуры являются по существу такими же, как и в рассматриваемых выше Примерах 1 и 2, однако Промежуточный слой-Электрод 2 содержит Ni и YSZ. Промежуточный слой-Электрод 2 наносят путем окраски кистью с использованием краски, содержащей водную дисперсию акриловой смолы (15 мас.% акриловой смолы), порошок YSZ (типа Tosoh 8YS),, порошок Ni, частицы акрилового порообразователя размером 0,5-3,5 мкм и частицы акрилового порообразователя размером 7-11 мкм в массовом соотношении 2,7:0,27:0,27:0,2:0,6. Между этапами нанесения слоев 5-50 или 7-15 структуру подвергают полной сушке.
Пример 4 - Усадка пленки во время спекания
С использованием различных сплавов металлов и частиц с различными свойствами были изготовлены трехслойные структуры Металлическое основание/промежуточный слой-Электрод 1/Электролит. На фиг.6 представлены графики, демонстрирующие сравнительные эксплуатационные свойства двух структур с использованием разных металлических частиц в материале основания. Данные, обозначенные ромбами, соответствуют графику зависимости степени усадки пленки толщиной 20 мкм, выполненной в виде отдельного изделия из YSZ, от температуры. YSZ начинает спекаться после достижения температуры выше 1000°С и полностью уплотняется при 1300°С. Гранулы пористого металла, содержащие частицы сплава 434 размером 25-38 мкм (треугольники) и частицы сплава 17-4-РН размером 38-45 мкм (квадраты) также спекаются при различных температурах, определяющих кривые их усадки. Оба металла подвергаются практически одинаковой с YSZ усадке при 1300°С. При температуре же ниже 1200°С усадка металлического основания 434 несколько превышает усадку пленки из YSZ, тогда как усадка основания 17-4-РН является несколько меньшей.
Подобные пленки из YSZ были затем нанесены на металлические основания, содержащие эти два порошка ферритной нержавеющей стали, с пористым промежуточным слоем-электродом из YSZ между металлическим основанием и электролитом. Затем эти трехслойные структуры были подвергнуты спеканию при 1300°С. В случае сплава 434 была получена плотная электролитная пленка без трещин. В случае сплава 17-4-РН в электролитной пленке из YSZ наблюдалось много трещин, возникших под действием напряжений. Эти трещины образовывались на начальных стадиях процесса спекания (при температуре ниже 1200°С), так как пленка находилась в напряженном состоянии, обусловленном металлическим основанием. Металлическое основание с соответствующим характером изменения усадки при спекании позволяет предотвратить образование трещин в электролите.
Совместное спекание тонкой пленки из YSZ и металлического основания может быть осуществлено без указанного промежуточного слоя-электрода, но это позволяет достигать только минимального связывание между основанием и электролитом. Значительное улучшение связывания происходит при наличии промежуточного слоя-электрода, что объясняется его проникновением в металлическое основание.
Пример 5 - Согласование степеней усадки - размер металлических частиц
Для повышения пористости спеченного металлического основания целесообразным является использование металлических частиц как можно большего размера. Однако с увеличением размера металлических частиц, как правило, снижается степень спекания при данной температуре. Увеличение размера металлических частиц без учета характера изменения степени спекания может приводить вследствие рассогласования степеней усадки к образованию трещин в электролитном слое или к возникновению пористости этого слоя. Как было установлено, такое явление имело место в случае металлических оснований, созданных с использованием частиц сплава 434, которые были подвергнуты просеиванию до отделения частиц размером менее 25 мкм, 25-38 мкм, 38-45 мкм и 45-53 мкм. Полученные трехслойные структуры металлическое основание/промежуточный слой-электрод/электролитный слой H3YSZ были подвергнуты совместному спеканию при 1300°С в течение 4 ч со скоростью нагрева 3,33°С/мин. При этом только частицы из двух групп частиц меньшего размера позволили получить плотные электролитные пленки; в пленках из YSZ на основаниях из металлических частиц, входящих в две группы частиц большего размера, после совместного спекания образовались трещины и появилась пористость. Было установлено, что повышение скорости нагрева позволяет привести в соответствие характер изменения степени спекания YSZ и металлических частиц большего размера и достичь согласования при совместном спекании. При скорости нагрева 20°С/мин было осуществлено результативное совместное спекание плотных электролитных пленок из YSZ, не имеющих трещин, на металлических основаниях, содержащих частицы из двух групп частиц большего размера. Предполагается, что причина этого явления заключается в отставании кривой спекания пленок из YSZ от кривой спекания металлических оснований, обусловленном высокой скоростью нагрева.
Пример 6 - Согласование степеней усадки - летучий порообразователь
Достижение согласования степеней усадки металлического основания и промежуточного слоя-Электрода 1 со степенью усадки электролитного слоя при сохранении высокой конечной пористости в этих слоях требует тщательного контроля структуры пор. Была установлена целесообразность введения частиц летучего порообразователя в состав металлического основания и обоих электродных промежуточных слоев.
Металлические трубки основания были сформированы согласно этапам 1-3, описываемым в Примере 1. В некоторых случаях частицы порообразователя РММА были замещены равной массой PEG-6000. Были использованы металлические частицы разных размеров (менее 25 мкм, 25-38 мкм, 38-45 мкм и 45-53 мкм). Фиг.7A-D иллюстрируют разные структуры пор, полученные после спекания при 1300°С. На фиг 7А и В представлены диаграммы соответственно плотности и воздухопроницаемости при комнатной температуре у различных металлических оснований, демонстрирующие влияние содержания порообразователя РММА для соотношений между PEG-6000 и порообразователем РММА, выражаемых пропорциями 100:0 (без порообразователя) и 25:75 (с порообразователем). На фиг.7С и D представлены диаграммы соответственно плотности и воздухопроницаемости, демонстрирующие влияние размера металлических частиц для постоянного соотношений между PEG-6000 и порообразователем РММА, выражаемого пропорцией 25:75. Очевидно, что введение частиц порообразователя позволяет повысить проницаемость и пористость основания и обеспечивает создание легковесной структуры и возможность хорошего транспорта газов через основание. Увеличение размера металлических частиц, как правило, приводит к повышению пористости и проницаемости. Электрохимические испытания элементов, изготовленных с использованием подобных металлических оснований, показали, что с повышением пористости и проницаемости происходит существенное увеличение предельного тока элемента и, следовательно, максимальной плотности энерговыделения. Поэтому в предпочтительном варианте плотность основания составляет менее 60%.
Пример 7 - Преимущества от взаимопроникновения
В Примере 1 на начальной стадии этапа 4 для нанесения Промежуточного слоя-Электрода 1 была использована густая краска. Эта краска проникает в толщу металлического основания и заполняет большие поры между металлическими частицами. В составе этой краски были использованы самые разные соотношения между YSZ и порообразователем. Во всех случаях были достигнуты эффекты заполнения и взаимопроникновения. Однако в случае высокого содержания порообразователя (например, при массовом соотношении между YSZ и порообразователем, выражаемом пропорцией 1:9) под угрозу была поставлена структурная целостность граница раздела с взаимопроникновением. Несмотря результативность совместного спекания структуры металлическое основание/пористый YSZ/электролит из YSZ при герметизации концевых участков структуры путем пайки твердым припоем наблюдалось разрушение границы раздела металлическое основание/пористый YSZ. После пайки твердым припоем от структуры отделялись большие чешуйки электролита и пористых слоев из YSZ. Это наблюдение свидетельствует о положительном влиянии механической целостности границы раздела с взаимопроникновением на надежность структуры. Предполагается, что отсутствие взаимопроникновения между металлическим основанием и Промежуточным слоем-Электродом 1 совсем или почти не позволяет достигать структурной целостности.
Пример 8 - Особенности механического взаимосцепления
На фиг.8 представлена структура электролит из YSZ/пористый YSZ/атомизированный водой металл, полученная после совместного спекания. Следует отметить, что взаимопроникновение между металлом и слоями из YSZ оказывает влияние на процесс спекания и приводит к огрублению металлических частиц. На правой стороне изображения на удалении от зоны взаимопроникновения металлические частицы имеют округлую форму и имеют чрезвычайно большую степень спекания. А на участках проникновения YSZ в металлический слой металл сохраняет более высокую шероховатость и открытую пористость, что оказывает положительное влияние на механическое взаимосцепление металла и YSZ.
Пример 9 - Способы спекания
Достижение механического взаимосцепления возможно как в случае совместного спекания, так и в случае принудительного спекания. Металлический токовый коллектор и промежуточный слой-электрод 2 в Примере 2 подвергают принудительному спеканию. Фиг.9 иллюстрирует другой пример механического взаимосцепления в структуре с принудительным спеканием, обеспечивающей хорошее связывание между пористым слоем 904 из YSZ и пористым металлическим слоем 902. В этом случае электролитный диск 906 из YSZ был подвергнут предварительному спеканию при 1400°С до достижения полного уплотнения. Затем на него в виде вязкой пасты, состоящей из 23 мас.% PEG-300 и 77 мас.% YSZ, был нанесен пористый слой из YSZ, после чего в виде пасты, состоящей из 96 мас.% нержавеющей стали 17-4РН, 2 мас.% YSZ, 2 мас.% гидроксипропилцеллюлозы (НРС) в качестве связующего и IPA в количестве, достаточном для обеспечения намазываемости пасты, был нанесен пористый металлический слой. После нанесения металлического слоя паста пористого слоя из YSZ растекалась между и вокруг металлических частиц и обеспечивала взаимопроникновение этих слоев. Вся структура затем была подвергнута спеканию при 1300°С в восстановительной газовой среде. Было достигнуто хорошее связывание между металлом и слоями из YSZ. Причем никакой контрэлектрод в этом примере не использовался, просто потому, что испытания образца проводились только на связывание между металлом и YSZ, а не электрохимическую активность. Реализация подобных структур возможна и с самыми различными контрэлектродами в нужном положении, включающими в свой состав пористый YSZ и Ni-YSZ.
Заключение
Выше было приведено подробное описание изобретения в целях обеспечения ясности его понимания, однако очевидно, что в него могут быть внесены определенные изменения и дополнения, не выходящие за пределы объема притязаний прилагаемой формулы изобретения. В частности, несмотря на то, что изобретение описывается преимущественно со ссылками на слои пористой ферритной стали и YSZ в твердооксидных топливный элементах, специалистам в данной области техники с учетом раскрытия сущности изобретения в данном описании совершенно очевидна возможность использования и других комбинаций материалов SOFC или других электрохимических устройствах, таких как генераторы кислорода, электролизеры или проточные электрохимические реакторы и т.д., согласно настоящему изобретению. Следует отметить то, что существует множество альтернативных способов реализации как структур, так и процессов, согласно настоящему изобретению. Следовательно, приведенные примеры осуществления нужно рассматривать как иллюстративные, а не как ограничительные, и изобретение не должно ограничиваться приводимыми в данном документе деталями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЪЕДИНЕННЫЕ КОНЦЕНТРИЧЕСКИЕ ТРУБКИ | 2006 |
|
RU2432230C9 |
| УДАЛЕНИЕ ПРИМЕСНЫХ ФАЗ ИЗ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ | 2008 |
|
RU2446515C2 |
| ТВЕРДООКСИДНЫЕ ТОПЛИВНЫЕ ЭЛЕМЕНТЫ С НЕСУЩИМ АНОДОМ И С КЕРМЕТНЫМ ЭЛЕКТРОЛИТОМ | 2004 |
|
RU2342740C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2021 |
|
RU2781046C1 |
| Способ изготовления композитного материала твердоэлектролитной мембраны ячейки среднетемпературного топливного элемента | 2022 |
|
RU2786776C1 |
| СТРУКТУРА УПЛОТНЕННОГО УЗЛА СОЕДИНЕНИЯ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА | 2005 |
|
RU2389110C2 |
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ С КЕРАМИЧЕСКИМ АНОДОМ | 2003 |
|
RU2323506C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕДИНИЧНОГО ВЫСОКОТЕМПЕРАТУРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА И ЕГО КОМПОНЕНТОВ: КАТОДА, ЭЛЕКТРОЛИТА, АНОДА, ТОКОПРОХОДА, ИНТЕРФЕЙСНОГО И ЭЛЕКТРОИЗОЛИРУЮЩЕГО СЛОЕВ | 1997 |
|
RU2125324C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ ЭЛЕКТРОХИМИЧЕСКИЙ ЭЛЕМЕНТ С ЭЛЕКТРОФОРЕТИЧЕСКИ ОСАЖДЕННЫМ ТВЕРДЫМ ЭЛЕКТРОЛИТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2368983C1 |
| СОЕДИНЕНИЕ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2406591C2 |

Изобретение относится к области твердотельных электрохимических устройств. Предлагаются слоистые структуры, имеющие пористый керамический слой и пористое металлическое основание или слой токового коллектора, связанные в результате механического взаимосцепления, обеспечиваемого за счет взаимопроникновения слоев и/или шероховатости металлической поверхности. Пористые слои могут быть пропитаны каталитическим материалом. Изобретение позволяет снизить стоимость и повысить надежность электрохимических элементов. 2 н. и 34 з.п. ф-лы, 9 ил.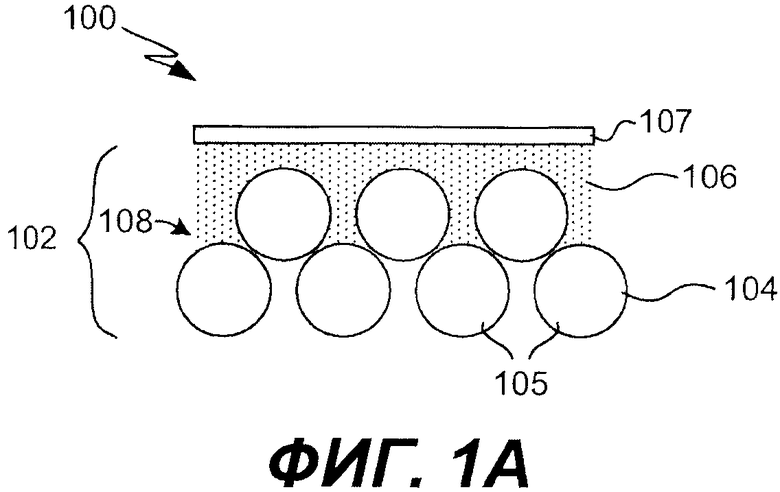
1. Структура электрохимического устройства, содержащая:
пористый металлический слой; и
керамический слой;
причем механическое взаимосцепление керамического слоя и пористого металлического слоя обеспечивается в результате взаимопроникновения.
2. Структура по п.1, отличающаяся тем, что керамический слой является плотным.
3. Структура по п.1, отличающаяся тем, что керамический слой является пористым.
4. Структура по п.3, отличающаяся тем, что структура дополнительно содержит плотный керамический слой, смежный с пористым керамическим слоем.
5. Структура по п.4, отличающаяся тем, что пористый керамический слой обладает ионной проводимостью.
6. Структура по п.5, отличающаяся тем, что пористый керамический слой и плотный керамический слой имеют один и тот же состав керамики.
7. Структура по п.1, отличающаяся тем, что керамика представляет собой YSZ (диоксид циркония, стабилизированный оксидом иттрия).
8. Структура по п.1, отличающаяся тем, что металл представляет собой ферритную нержавеющую сталь.
9. Структура по п.7, отличающаяся тем, что пористый YSZ пропитывают катализатором.
10. Структура по любому из пп.4-9, отличающаяся тем, что структура дополнительно содержит второй пористый керамический слой или пористый керметный слой, смежный с плотным керамическим слоем.
11. Структура по п.10, отличающаяся тем, что структура дополнительно содержит второй пористый металлический слой, смежный со вторым пористым керамическим или керметным слоем.
12. Структура по п.3, отличающаяся тем, что структура дополнительно содержит пористый керметный слой, смежный с пористым керамическим слоем.
13. Структура по п.12, отличающаяся тем, что структура дополнительно содержит плотный керамический слой, смежный с пористым керметным слоем.
14. Структура по п.1, отличающаяся тем, что плотность металлического слоя составляет менее 60%.
15. Структура по п.1, отличающаяся тем, что пористый металлический слой содержит металлические частицы с шероховатыми поверхностями.
16. Структура по п.1, отличающаяся тем, что взаимопроникновение керамики в металл происходит на глубину, превышающую высоту средней точки профиля поверхности металлических частиц пористого металлического слоя.
17. Структура по пп.1 и 2, отличающаяся тем, что пористый металлический слой и плотный керамический слой подвергают совместному спеканию.
18. Структура по п.4, отличающаяся тем, что устройство представляет собой твердооксидный топливный элемент или его компонент, у которого из пористой керамики выполнены электроды, из плотной керамики - электролит, а из пористого металла - по меньшей мере, одно из: несущей конструкции и токового коллектора.
19. Способ изготовления структуры электрохимического устройства, содержащий этапы:
создания пористого металлического слоя;
нанесения необожженного керамического слоя на пористый металлический слой; и
спекания слоев;
причем механическое взаимосцепление керамического слоя и пористого металлического слоя происходит в результате взаимопроникновения пористого металла и керамики.
20. Способ по п.19, отличающийся тем, что керамический слой является плотным.
21. Способ по п.19, отличающийся тем, что керамический слой является пористым.
22. Способ по п.21, отличающийся тем, что структура дополнительно содержит плотный керамический слой, смежный с пористым керамическим слоем.
23. Способ по п.22, отличающийся тем, что пористый керамический слой обладает ионной проводимостью.
24. Способ по п.23, отличающийся тем, что пористый керамический слой и плотный керамический слой имеют один и тот же состав керамики.
25. Способ по п.19, отличающийся тем, что керамика представляет собой YSZ (диоксид циркония, стабилизированный оксидом иттрия).
26. Способ по п.19, отличающийся тем, что металл представляет собой ферритную нержавеющую сталь.
27. Способ по п.25, отличающийся тем, что пористый YSZ пропитывают катализатором.
28. Способ по любому из пп.22-27, отличающийся тем, что структура дополнительно содержит второй пористый керамический слой или пористый керметный слой, смежный с плотным керамическим слоем.
29. Способ по п.28, отличающийся тем, что структура дополнительно содержит второй пористый металлический слой, смежный со вторым пористым керамическим или керметным слоем.
30. Способ по п.21, отличающийся тем, что структура дополнительно содержит пористый керметный слой, смежный с пористым керамическим слоем.
31. Способ по п.30, отличающийся тем, что структура дополнительно содержит плотный керамический слой, смежный с пористым керметным слоем.
32. Способ по п.19, отличающийся тем, что плотность металлического слоя составляет менее 60%.
33. Способ по п.19, отличающийся тем, что пористый металлический слой содержит металлические частицы с шероховатыми поверхностями.
34. Способ по п.19, отличающийся тем, что взаимопроникновение керамики в металл происходит на глубину, превышающую высоту средней точки профиля поверхности металлических частиц пористого металлического слоя.
35. Способ по пп.19 и 20, отличающийся тем, что пористый металлический слой и плотный керамический слой подвергают совместному спеканию.
36. Способ по п.22, отличающийся тем, что устройство представляет собой твердооксидный топливный элемент или его компонент, у которого из пористой керамики выполнены электроды, из плотной керамики - электролит, а из пористого металла - по меньшей мере, одно из: несущей конструкции и токового коллектора.
| US 6007683 А, 28.12.1999 | |||
| WO 2006091250 А2, 31.08.2006 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2224337C1 |
| ЭЛЕКТРОД-ЭЛЕКТРОЛИТНАЯ ПАРА НА ОСНОВЕ ДВУОКИСИ ЦИРКОНИЯ (ВАРИАНТЫ), СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) И ОРГАНОГЕЛЬ | 2003 |
|
RU2236068C1 |

