Изобретение относится к области электротехники, а именно к элементам электрохимических устройств для получения электроэнергии, и может быть использовано для создания твердооксидных топливных элементов (ТОТЭ).
Как правило, при изготовлении твердооксидных топливных элементов, для формирования функциональных слоев ТОТЭ на несущей основе, применяются такие способы нанесения, как магнетронное напыление, электроплазменное нанесение, трафаретная печать, методы нанесения из суспензий (спин-коатинг, дип-коатинг). Из-за различий в степени усадки нанесенных слоев и температур их спекания, каждый слой, после его нанесения вышеописанными методами, спекается по отдельно заданной программе.
В настоящее время известен способ изготовления твердооксидного топливного элемента, включающий операции по изготовлению и отжигу анодной основы с последующим нанесением и отжигами по отдельности каждого из функциональных слоев: электродных и слоя электролита. Подобный способ является в настоящее время стандартом, общепринятым в мировой практике. Недостатком способа является большая продолжительность процесса (от 10 суток с учетом времени выхода оборудования и образцов на необходимые режимы отжига), поскольку каждое нанесение очередного слоя сопровождается его спеканием по отдельной процедуре, кроме того, предварительному спеканию подвергается и несущая основа анодного электрода(только этот процесс, как правило, занимает от 8 до 40 часов).
Примером известного способа изготовления твердооксидного топливного элемента является способ, описанный в заявке JP 2016071930.
Известен способ изготовления трубчатых твердооксидных ТОТЭ, включающий операции по изготовлению трубчатой основы анодного электрода с последующим нанесением на нее слоев электролита, катодного слоя и токосъема, а также операции по спеканию указанных слоев (RU 2342740). К недостаткам известного способа можно отнести следующие:
Несущая основа анодного электрода из кермета (композита из керамики и металла) изготавливается традиционными методами экструзии или литья, которые даже при добавлении в кермет порообразователя не обеспечивают достаточно высокой пористости анодного электрода, необходимой для обеспечения низкого диффузионного сопротивления топливным газам при их движении сквозь толстый слой несущего анодного электрода к зоне протекания электрохимической реакции на границе анодного электрода со слоем электролита и, как следствие, не обеспечивают повышенной удельной мощности ТОТЭ с единицы поверхности. Чрезмерное увеличение содержания порообразователя значительно снижает прочность несущего анодного электрода даже после его спекания. В связи с этим, указанные в аналоге приемы изготовления несущего анодного электрода не позволяют достигать высоких мощностных характеристик одновременно с сохранением необходимой прочности несущей основы ТОТЭ.
Вместе с тем, в указанном аналоге предлагается достигать повышенной прочности и увеличенной мощности ТОТЭ за счет использования в составе всех функциональных слоев добавок в виде металла, например, Ni, внесенного в керамические материалы с целью лучшего согласования коэффициентов термического расширения различных слоев. Отличительным признаком авторы аналога считают внесение такой добавки в доле 0.1-15% об. и в ионопроводящий электролит. Однако металлическая добавка в электролит портит его ионопроводящие свойства - в процессе работы ТОТЭ может возникать побочная электронная проводимость электролита, что понижает рабочий электрический потенциал ТОТЭ и снижает надежность всего топливного элемента, так как существует вероятность образования короткого замыкания электродов (анодного и катодного) через электролит из-за наличия электронной проводимости электролита, обусловленной наличием в нем никеля (или его оксида).
Технический результат заявленного способа заключается в повышении эффективности процесса изготовления трубчатых ТОТЭ, а также достижении повышенных мощностных характеристик ТОТЭ с сохранением их высокой механической прочности, путем оптимизации параметров (режимов и последовательности) технологического процесса, с одновременным сокращением продолжительности технологического процесса изготовления ТОТЭ.
Технический результат достигается за счет того, что при изготовлении трубчатого твердооксидного топливного элемента на сформированную путем экструзии с фазовой инверсией трубчатую основу анодного электрода с пористой градиентной структурой осуществляют нанесение, по меньшей мере, слоя электролита, после чего производят одновременное спекание трубчатой основы анодного электрода с нанесенным слоем путем высокотемпературного отжига, после этого наносят и спекают, по меньшей мере, слой катодного электрода. При этом нанесение слоя электролита проводят на неспеченную трубчатую основу анодного электрода. В качестве материала электролита используют неметаллический материал с высокой ионной проводимостью.
Слои наносят методом погружения в суспензию.
На трубчатую основу анодного электрода перед нанесением слоя электролита возможно нанесение промежуточного функционального анодного слоя.
На слой электролита перед нанесением слоя катодного электрода возможно нанесение буферного слоя.
В предпочтительном варианте осуществления способа после нанесения каждого слоя проводят его сушку при температуре менее 120°С.
Операцию высокотемпературного спекания проводят в течение 2-20 часов, при этом первый отжиг после нанесения электролита и/или промежуточного функционального анодного слоя и/или буферного слоя осуществляют при температуре 1200-1500°С, а второй- после нанесения слоя катодного электрода, состоящего из функционального катодного слоя и/или катодного токосъемного электродного слоя, при температуре 800-1300°С.
В конечном итоге все вышеуказанное ведет к повышению эффективности процесса изготовления трубчатых ТОТЭ, повышению их удельных мощностных характеристик, повышению их механической прочности, и снижению времени, затрачиваемому на их изготовление.
При изготовлении несущей основы анодного электрода применяется метод фазовой инверсии, позволяющий за одну технологическую операцию:
- во-первых, получать оптимально структурированную макропористую структуру в толстом слое несущей основы анодного электрода без необходимости использования дополнительных порообразователей, что обеспечивает малое диффузионное сопротивление реагенту (топливному газу) при его движении к зоне протекания электрохимической реакции на границе между анодным электродом и электролитом;
- во-вторых, сохранять оптимальную прочность и микроструктуру поверхности несущей основы для последующего нанесения и удержания функциональных слоев ТОТЭ (слоев электролита и катода);
- в-третьих, обеспечивать высокую прочность изготовленных ТОТЭ, необходимую для применения ТОТЭ в энергоустановках различного назначения в условиях реальных внешних воздействующих факторов, в частности, при их эксплуатации в качестве мобильных (носимых и транспортных)источников электроэнергии.
Заявленное изобретение проиллюстрировано графически:
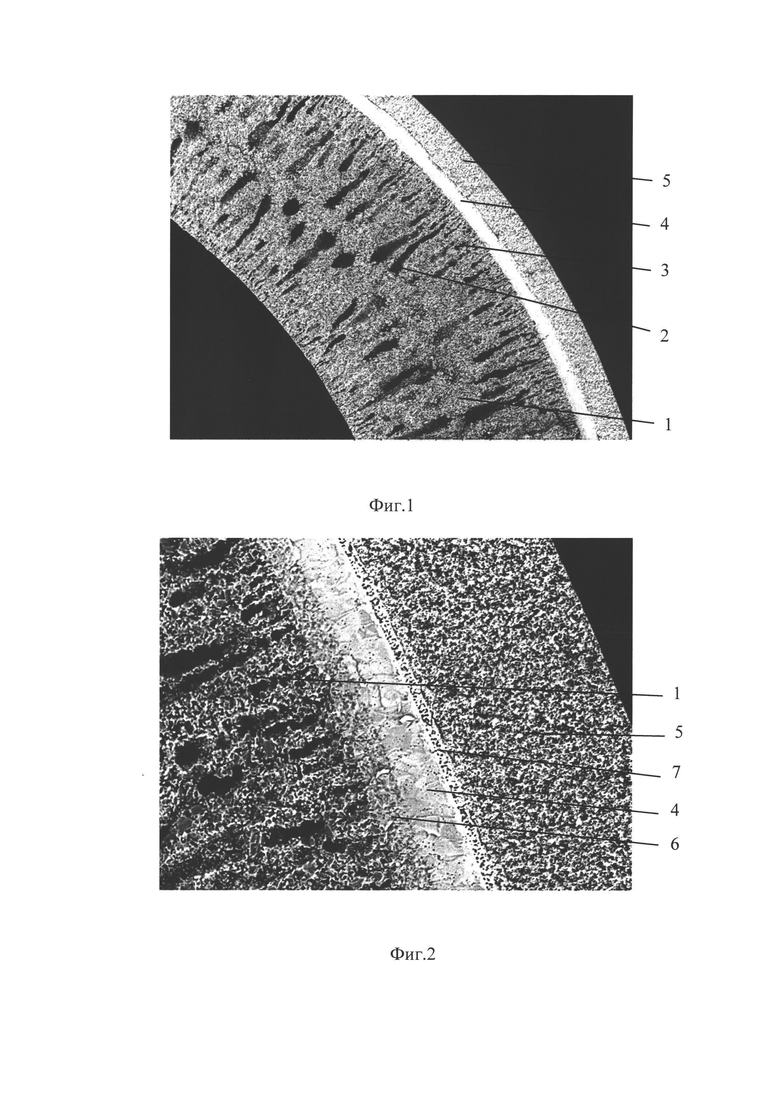
Фиг. 1 - поперечное сечение трубчатого ТОТЭ;
Фиг. 2 - то же, но с дополнительными функциональными слоями (анодным и буферным).
При изготовлении трубчатой несущей основы 1 методом экструзии с фазовой инверсией, без применения дополнительного порообразователя по толщине трубки образуется (возникает) макроскопическая пористая структура 2, при этом на поверхности трубчатой основы 1 естественным образом формируется микропористая структура 3, в связи с этим поверхность несущей основы становится пригодной, без дополнительной обработки, для дальнейшего нанесения и спекания функциональных слоев ТОТЭ. Таким образом формируется прочная керметная основа анодного электрода с градиентной пористой структурой, которая четко видна на Фиг. 1. Макропористая структура несущей основы обладает сниженным диффузионным сопротивлением для переноса реагента (топливного газа) к зоне протекания электрохимической реакции на границе анодного электрода и электролита 4, что приводит к повышению удельных мощностных характеристик ТОТЭ (увеличению генерируемого электрического тока на единицу поверхности электрода при заданном рабочем напряжении).
В качестве материала электролита, согласно заявленному способу, предлагается использовать неметаллический материал с высокой ионной проводимостью, что исключает вероятность образования короткого замыкания электродов (анодного и катодного), которая может иметь место в случае использования в качестве материала электролита материала с побочной электронной проводимостью (как в известных способах изготовления ТОТЭ).
Согласно заявленному способу, для нанесения всех функциональных слоев ТОТЭ, используется метод погружения в суспензию (или «дип-коатинг», т.е. метод нанесения на образец слоя из заранее приготовленной суспензии с помощью окунания в нее образца). Под функциональными слоями при описании сущности заявленного способа подразумеваются, в частности:
- функциональный анодный слой 6, наносимый на несущую анодную основу 1, но не являющийся обязательным;
- слой 4 твердого электролита;
- слой 5 катодного электрода;
- буферный слой 7 между электролитом и катодным электродом и/или между анодным электродом (несущая анодная основа как с функциональным анодным слоем, так и без него) и электролитом;
- катодный токосъемный слой или токосъемная шина (не являющиеся обязательными).
Использование метода экструзии с фазовой инверсией для изготовления ТОТЭ в совокупности с последующим нанесением на неспеченную (не прошедшую высокотемпературную термическую обработку) анодную основу последовательно нескольких функциональных слоев с одновременным совместным их спеканием (за один цикл высокотемпературного отжига) позволяет значительно уменьшить длительность изготовления ТОТЭ, при этом обеспечить его высокие прочностные характеристики, а также достижение высоких мощностных характеристик ТОТЭ.
Сущность заявленного способа поясняется примером его конкретного осуществления.
Пример осуществления заявленного способа
Керметная несущая основа 1 анодного электрода изготавливается методом экструзии с фазовой инверсией: исходные порошки NiO и (Y2O3)0,08(ZrO2)0,92(8YSZ) в соотношении 70/30% масс., который имеет высокую растворимость в коагулянте [Z. Hanetal. / Journal of Alloysand Compounds 750 (2018) 130-138]. При экструзии полученной пасты из кольцевого сопла в ванну с коагулянтом, происходит замещение растворителя в пасте на коагулянт, в результате происходит затвердевание пасты в форме трубки с образованием макропористости, структура которой зависит, в частности, от толщины слоя пасты в коагулянте, от температуры и вязкости растворителя и коагулянта. Коагулянтом в используемом примере заявленного способа является вода. Полученные заготовки нарезаются на отрезки с заданной длиной, помещаются в коагулянт на 12 часов (возможно размещать заготовки в коагулянте на 1-20 ч) для окончательного замещения растворителя. Далее эти основы анодного электрода сушатся в воздушной атмосфере или в вакууме при температуре 100°С.
На полученные основы анодного электрода методом «дип-коатинга» (методом нанесения покрытий на основу путем ее погружения в заранее подготовленную суспензию) наносится суспензия анодного функционального слоя из смеси NiO и 8YSZ в соотношении 40/60% масс. с растворителем, связующим и дисперсантом. После нанесения анодного функционального слоя производится его сушка в вакууме или в воздушной атмосфере при температуре 100°С.
На высушенный анодный функциональный слой методом «дип-коатинга» наносится суспензия электролита 4, состоящая из порошка 8YSZ, растворителя, связующего, дисперсанта и пластификатора. После нанесения слоя электролита производится сушка в вакууме или в воздушной атмосфере при температуре 100°С.
После сушки слоя электролита производится высокотемпературный отжиг с выдержкой при температуре 1400°С в течение 4 ч. На спеченный слой электролита методом «дип-коатинга» наносится суспензия буферного слоя, состоящая из порошка (Ce0.9Gd0.1)O1.95(10GDC), растворителя, связующего и дисперсанта. Полученный слой сушится в вакууме или в воздушной атмосфере при температуре 100°С, затем спекается при температуре 1400°С в течение 4 ч.
На буферный слой методом «дип-коатинга» наносится суспензия катодного функционального слоя, состоящая из смеси порошков La0.6SrCo2Fe8O3+δ (LSCF-6428) и 10GDC в соотношении 60/40% масс., растворителя, связующего, дисперсанта и пластификатора. Полученный слой сушится в вакууме или в воздушной атмосфере при температуре 100°С, после чего наносится суспензия катодного токосъемного слоя, состоящая из порошка LSCF-6428, растворителя, связующего, дисперсанта и пластификатора. Нанесенный слой сушится в вакууме или в воздушной атмосфере при температуре 100°С, затем спекается при температуре 950°С в течение 4 ч.
На Фиг. 2 изображено поперечное сечение трубчатого ТОТЭ, полученного согласно вышеописанному примеру. Стоит отметить, что стадия нанесения анодного функционального слоя и буферного слоя является необязательной процедурой.
Далее указаны варианты осуществления высокотемпературного отжига при изготовлении ТОТЭ. Данный перечень вариантов не является исчерпывающим.
1 вариант:
1 отжиг. 1200-1500°С, выдержка 2-20 ч. Результат: анодная несущая основа+анодный функциональный слой+электролит;
2 отжиг. 1200-1500°С, выдержка 2-20 ч. Результат: нанесенный буферный слой;
3 отжиг. 800-1300°С, выдержка 2-20 ч. Результат: нанесенный катодный функциональный слой;
4 отжиг. 800-1300°С, выдержка 2-20 ч. Результат: нанесенный катодный токосъемный слой.
2 вариант:
1 отжиг. 1200-1500°С, выдержка 2-20 ч. Результат: анодная несущая основа+анодный функциональный слой+слой электролита;
2 отжиг. 1200-1500°С, выдержка 2-20 ч. Результат: нанесенный буферный слой;
3 отжиг. 800-1300°С, выдержка 2-20 ч. Результат: нанесенные катодный функциональный слой+катодный токосъемный слой.
3 вариант:
1 отжиг. 1200-1500°С, выдержка 2-20 ч. Результат: анодная несущая основа+анодный функциональный слой+слой электролита;
2 отжиг. 1200-1500°С, выдержка 2-20 ч. Результат: нанесенный катодный функциональный слой;
3 отжиг. 800-1300°С, выдержка 2-20 ч. Результат: нанесенный катодный токосъемный слой.
4 вариант:
1 отжиг. 1200-1500°С, выдержка 2-20 ч. Результат: анодная несущая основа+анодный функциональный слой+электролит+буферный слой;
2 отжиг. 800-1300°С, выдержка 2-20 ч. Результат: нанесенные катодный функциональный слой+катодный токосъемный слой.
Устройство, изготовленное заявленным способом, представляет собой электрохимический элемент, а именно, трубчатый ТОТЭ, состоящий из функциональных слоев ТОТЭ, последовательно нанесенных на трубчатую основу анодного электрода, имеющего градиентную макропористую структуру. Трубчатый ТОТЭ, изготовленный заявленным способом, включает: - керметную основу, состоящую из композиции материала(ов) с электронной проводимостью (например, но не исключительно, Ni, Cu, Co, W, Ti, Fe) в окисленном или металлическом состоянии иматериала(ов) с ионной проводимостью (в частности, YSZ: (У2О3)х(ZrO2)(1-x); SSZ: (Sc2O3)x(CeO2)y(ZrO2)(1-x-y); GDC: (CexGd(1-x))O(1.5+x/2) и т.п.) в массовом соотношении от 50/50 до 90/10 соответственно. В материале анода могут также присутствовать примеси и добавки, способствующие повышению проводимости, улучшению спекания, повышению каталитической активности, например, такие как: Cu, Co, Al, редкоземельные металлы, их оксиды, а также драгоценные металлы Pt, Ro или, но не исключительно, Ag).
- Может включать анодный функциональный слой, состоящий по большей части из материалов, из которых изготовлена керметная основа, но с измененным массовым соотношением компонентов материала с электронной проводимостью и материала с ионной проводимостью в соотношениях от 10/90 до 50/50 соответственно.
- Слой электролита, состоящий из материала с высокой ионной проводимостью (в частности, YSZ:(Y2O3)x(ZrO2)(1-x); SSZ: (Sc2O3)x(CeO2)y(ZrO2)(1-x-y); GDC: (CexGd(1-x))O(1.5+x/2) и т.п.).
- Может включать буферный слой, состоящий из материала с ионной проводимостью, химически стабильного при контакте с материалами катода и электролита, например (CexGd(1-x))O(1.5+x/2).
- Катодный функциональный слой, состоящий из материала со смешанной (ионной и электронной) проводимостью (в частности, LSCF:LaxSr(1-x)CoyFe(1-y)O3+δ, (La0.75Sr0.25)0.95MnO3±δ; LSC: LaxSr1-xCoO3, а также их смеси с материалом буферного слоя или материала электролита в соотношении 10-50% масс.).
- Катодный токосъемный слой, состоящий из материала со смешанной или электронной проводимостью (в частности, LSCF:LaxSr(1-x)CoyFe(1-y)O3+δ, (La0.75Sr0.25)0.95MnO3±δ; LSC: LaxSr1-xCoO3, а также их смеси с материалом буферного слоя и электролита, а также с составами на основе драгоценных металлов).
Значительным преимуществом заявленного способа изготовления трубчатых ТОТЭ является то, что операция по нанесению электролита или анодного функционального слоя и электролита проводится на «сырую» (неспеченную) несущую трубчатую анодную основу (т.е. без ее предварительного высокотемпературного отжига/спекания), а спекают не каждый нанесенный слой последовательно, а одновременно неспеченную несущую основу с электролитом или неспеченную основу с анодным функциональным слоем и электролитом (т.е. сразу несколько нанесенных из суспензий слоев). Такое единовременное спекание за один цикл высокотемпературного отжига, помимо значительного снижения времени процесса изготовления ТОТЭ, одновременно приводит к меньшим омическим потерям между слоями ТОТЭ за счет их более плотного прилегания друг к другу по границам их раздела, что в конечном счете приводит дополнительному увеличению удельной мощности топливного элемента. В частности, прирост удельной мощности ТОТЭ достигает 15% и выше.
Таким образом, заявленная совокупность существенных признаков, выраженная в сочетании используемых технологических приемов и операций, с подбором экспериментальным путем параметров процесса, а именно сочетание использования анодной основы с градиентной высокопористой структурой, полученной методом экструзии с фазовой инверсией без применения дополнительных порообразователей, а также одновременное спекание, позволила сократить продолжительность процесса изготовления твердооксидного топливного элемента до 35-80 часов (вместо не менее 10 суток в известном способе)с одновременным увеличением удельных мощностных характеристик на 15% и более, а также увеличением прочности ТОТЭ (что повышает надежность ТОТЭ при эксплуатации), изготовленного заявленным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАТАРЕЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2790543C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАТАРЕИ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И БАТАРЕЯ, ИЗГОТОВЛЕННАЯ ЗАЯВЛЕННЫМ СПОСОБОМ | 2021 |
|
RU2779038C1 |
| Способ изготовления двухслойной анодной подложки с тонкопленочным электролитом для твердооксидного топливного элемента | 2020 |
|
RU2735327C1 |
| ТВЕРДООКСИДНЫЕ ТОПЛИВНЫЕ ЭЛЕМЕНТЫ С НЕСУЩИМ АНОДОМ И С КЕРМЕТНЫМ ЭЛЕКТРОЛИТОМ | 2004 |
|
RU2342740C2 |
| ТРУБЧАТЫЙ ТОТЭ С КАТОДНЫМ ТОКОВЫМ КОЛЛЕКТОРОМ И СПОСОБ ФОРМИРОВАНИЯ КАТОДНОГО ТОПЛИВНОГО КОЛЛЕКТОРА | 2020 |
|
RU2754352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕЙКИ ТВЕРДООКСИДНОГО ТОПЛИВНОГО ЭЛЕМЕНТА НА НЕСУЩЕЙ МЕТАЛЛИЧЕСКОЙ ОСНОВЕ | 2014 |
|
RU2571824C1 |
| ЭЛЕКТРОД ТВЕРДООКСИДНОГО ТОПЛИВНОГО ЭЛЕМЕНТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2128385C1 |
| ПАКЕТ ОБРАТИМЫХ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2373616C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2009 |
|
RU2401483C1 |
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2008 |
|
RU2399996C1 |
Изобретение относится к области электротехники, а именно к элементам электрохимических устройств для получения электроэнергии, и может быть использовано для создания твердооксидных топливных элементов (ТОТЭ). Способ изготовления трубчатого ТОТЭ заключается в том, что на сформированную путем экструзии с фазовой инверсией трубчатую основу анодного электрода с пористой градиентной структурой осуществляют нанесение, по меньшей мере, слоя электролита, после чего производят одновременное спекание трубчатой основы анодного электрода с нанесенным слоем путем отжига. После этого наносят и спекают, по меньшей мере, слой катодного электрода. Нанесение слоя электролита проводят на неспеченную трубчатую основу анодного электрода, а в качестве материала электролита используют неметаллический материал с высокой ионной проводимостью. Технический результат заключается в повышении эффективности процесса изготовления трубчатых ТОТЭ, а также достижении повышенных мощностных характеристик ТОТЭ с сохранением их высокой механической прочности, путем оптимизации параметров технологического процесса, с одновременным сокращением продолжительности технологического процесса изготовления ТОТЭ. 2 н. и 7 з.п. ф-лы, 2 ил., 1 пр.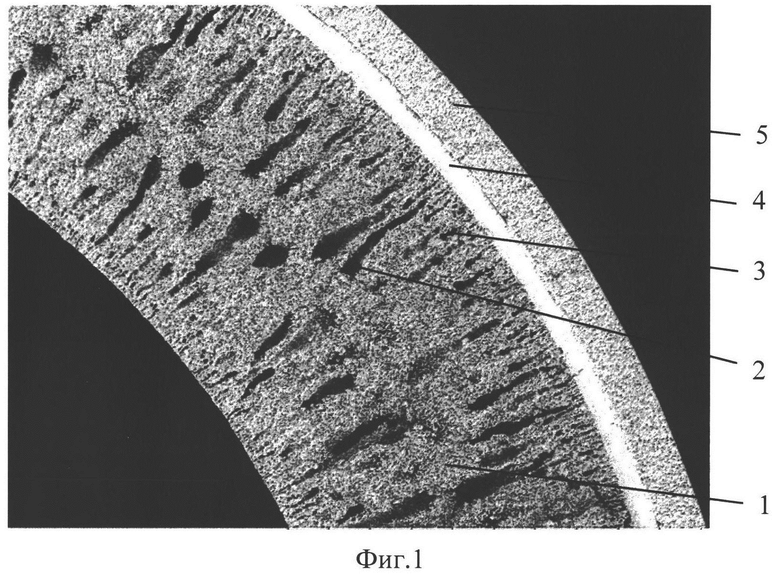
1. Способ изготовления трубчатого твердооксидного топливного элемента, заключающийся в том, что на сформированную путем экструзии с фазовой инверсией трубчатую основу анодного электрода с пористой градиентной структурой осуществляют нанесение, по меньшей мере, слоя электролита, после чего производят одновременное спекание трубчатой основы анодного электрода с нанесенным слоем путем отжига, после этого наносят и спекают, по меньшей мере, слой катодного электрода, при этом нанесение слоя электролита проводят на неспеченную трубчатую основу анодного электрода, а в качестве материала электролита используют неметаллический материал с высокой ионной проводимостью.
2. Способ по п. 1, отличающийся тем, что слои наносят методом погружения в суспензию.
3. Способ по п. 1, отличающийся тем, что на трубчатую основу анодного электрода перед нанесением слоя электролита наносят промежуточный функциональный анодный слой.
4. Способ по п. 1, отличающийся тем, что на слой электролита перед нанесением слоя катодного электрода наносят буферный слой.
5. Способ по п. 1, отличающийся тем, что после нанесения каждого слоя проводят сушку при температуре менее 120°С.
6. Способ по любому из пп. 1-5, отличающийся тем, что операцию высокотемпературного спекания проводят в течение 2-20 ч, при этом первый отжиг после нанесения электролита и/или буферного слоя осуществляют при температуре 1200-1500°С, а второй - после нанесения функционального катодного электродного слоя и/или катодного токосъемного электродного слоя при температуре 800-1300°С.
7. Трубчатый ТОТЭ, включающий трубчатую основу анодного электрода с пористой градиентной структурой и, по меньшей мере, слой электролита и слой катодного электрода, характеризующийся тем, что он изготовлен способом по любому из пп. 1-6.
8. Трубчатый ТОТЭ по п. 7, отличающийся тем, что между основой анодного электрода и электролитом расположен функциональный анодный слой.
9. Трубчатый ТОТЭ по п. 7, отличающийся тем, что между электролитом и катодным слоем расположен буферный слой.
| ТВЕРДООКСИДНЫЕ ТОПЛИВНЫЕ ЭЛЕМЕНТЫ С НЕСУЩИМ АНОДОМ И С КЕРМЕТНЫМ ЭЛЕКТРОЛИТОМ | 2004 |
|
RU2342740C2 |
| JP 2016071930 A, 09.05.2016 | |||
| KR 101341969 B1, 16.12.2013 | |||
| ТРУБЧАТЫЙ ТОТЭ С КАТОДНЫМ ТОКОВЫМ КОЛЛЕКТОРОМ И СПОСОБ ФОРМИРОВАНИЯ КАТОДНОГО ТОПЛИВНОГО КОЛЛЕКТОРА | 2020 |
|
RU2754352C1 |
| KR 20120034508 A, 12.04.2012. | |||

