Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к топливным элементам, а более конкретно, к твердооксидным топливным элементам или ТОТЭ с несущим анодом и к способам их изготовления, причем такие топливные элементы обладают улучшенными физическими свойствами, включая электрохимические свойства, за счет применения нового керметного электролита.
Уровень техники
Было разработано несколько различных конструкций твердооксидных топливных элементов, включая трубчатые, планарные и монолитные конструкции, причем все они подробно описаны в технической литературе (см. например, Q. M. Nguyen et al., "Science and Technology of Ceramic Fuel Cells", Elsevier Science, январь 1995). Трубчатая конструкция ТОТЭ появилась в результате проблем с герметизацией, связанных с пакетными батареями планарных топливных элементов (см. G. Hoogers, "Fuel Cell Technology Handbook", CRC Press, август 2002). Типичный трубчатый ТОТЭ содержит керамическую мембрану с проводимостью по ионам кислорода, на которую нанесены воздушный электрод (то есть катод) и топливный электрод (то есть анод). Кислород преобразуется на катоде в ионы кислорода, которые диффундируют через мембрану и взаимодействуют с топливом на аноде. Электроны, генерируемые на аноде, затем мигрируют через внешнюю нагрузку, замыкая цепь.
Как правило, при формировании указанных выше конструкций следуют трем типам конфигураций:
a) с несущим электролитом, при которой плотный электролит используют в качестве подложки, на которую наносят анод и катод, на каждую сторону данного слоя (см. патент США № 5273837, выданный Aitken et al.; и патент США № 6428920, выданный Badding et al.);
b) с несущим воздушным электродом (то есть с несущим катодом), при которой пористая подложка легированного манганита лантана образует катод, который покрывают газонепроницаемым слоем электролита, а затем покрывают анодным слоем (см. например, патент США № 5108850, выданный Carlson et al.; и патент США № 5989634, выданный Isenberg); и
c) с несущим топливным электродом (то есть с несущим анодом), при которой несущий керметный анод покрывают тонкопленочным слоем электролита, а затем покрывают катодным слоем (см. патент США № 5998056, выданный Divisek et al., и патент США № 6228521, выданный Kim et al.).
Для получения высокой эффективности и/или более низкой рабочей температуры слой электролита в ТОТЭ с несущим электролитом должен быть плотным, газонепроницаемым и очень тонким (предпочтительно - несколько микрон). Технология осаждения тонких пленок электролита на пористые электродные подложки (либо на катод, либо на анод) в настоящее время разрабатывается (см. H. P. Buchkremer et al., "Advances in Manufacturing and Operation of Anode Supported SOFC Cells and Stacks", Proceedings of Third European Solid Oxide Fuel Cell Forum, июнь 1998, стр.143-149).
Многочисленные патенты были выданы фирме Siemens Westinghouse Power Corp., г. Огладно, шт. Флорида, США, описывающие так называемую технологию с несущим воздушным электродом (AES, от англ. "air electrode-supported technology") (см. например, патент США № 5916700, выданный Ruka et al.; и патент США № 5993985, выданный Borglum; и патент США № 6379485, также выданный Borglum). Несмотря на заслуживающие внимания технические достижения в области трубчатых ТОТЭ, топливные элементы с несущим катодом страдают несколькими недостатками. В частности, катодные материалы, такие как легированный стронцием манганит лантана, являются очень дорогими. Катоды изготавливают из керамических материалов, и их прочность ниже, чем у анодов, изготовленных из керметов, то есть композитов из керамики и металла. Типичные ТОТЭ с несущим катодом являются экономически непривлекательными, поскольку они требуют капиталоемких технологий осаждения, таких как электрохимическое осаждение из паровой фазы (см. патент США № 5989634, выданный Isenberg).
Таким образом, повышенное внимание привлекают ТОТЭ с несущим анодом, поскольку они могут изготавливаться с меньшими затратами, в то же время сохраняя высокую механическую структурную прочность и обеспечивая высокую удельную мощность (см. патент США № 6436565, выданный Song et al.). Однако существующие ТОТЭ с несущим анодом все еще не имеют превосходных электрохимических характеристик и структурной надежности. Это обусловлено, в основном, несогласованностью коэффициентов теплового расширения между керметом анода и обычным керамическим электролитом, которая может привести к разрушению элемента во время изготовления или при рабочих условиях.
Соответственно, имеется потребность в улучшенных, легко приспосабливаемых и экономичных ТОТЭ-элементах и способах изготовления ТОТЭ-элементов с несущим анодом, обладающих превосходными физическими и электрохимическими свойствами, когда они находятся в рабочих условиях.
Раскрытие изобретения
Настоящее изобретение, в широком смысле, относится к твердооксидным топливным элементам (ТОТЭ), которые содержат внутренний топливный электрод (анод), служащий в качестве носителя, промежуточный керметный электролит и наружный воздушный электрод (катод), при этом керметный электролит содержит небольшое количество металлической фазы, диспергированной по всему керамическому материалу. В одном из аспектов настоящего изобретения ТОТЭ могут также содержать коллекторы электродного тока (токосъемники).
Анод может быть изготовлен из переходного металла (например, предпочтительно Ni) и керамики (например, стабилизированного оксида циркония или легированного оксида церия), т.е. кермета, который может также обеспечивать физическую опору для всего элемента в целом. Электропроводность анода зависит от содержания металла. Электролит может быть получен посредством введения небольшого количества (вплоть до 15 об.%) переходного металла (либо такого же самого металла, как и используемый в аноде, либо другого активного переходного металла) вместе с керамикой (например, стабилизированным оксидом циркония, легированным оксидом церия) в электролит, тем самым сильно уменьшая несогласованность коэффициентов теплового расширения между анодом и слоем керметного электролита. Это делает возможным повышенное содержания металла (вплоть до 80,0 об.%) в аноде и, таким образом, повышенную электропроводность.
В другом аспекте настоящего изобретения металлическая фаза, диспергированная по всему аноду и керметному электролиту, может быть выбрана из группы переходных металлов Периодической таблицы элементов, их сплавов и их физических смесей в элементарном или не объединенном состоянии. Репрезентативные примеры пригодных для использования переходных металлов включают в себя, но не ограничиваясь этим: Ni, Co, Cu, Ag и W. Хотя никель часто является предпочтительным, благородные металлы, такие как платина и рутений, являются каталитически активными и также могут использоваться.
Если ТОТЭ работает при повышенных температурах (700°C-1000°C), то керамическое вещество-электролит, используемое в керметном аноде и керметном электролите, предпочтительно представляет собой стабилизированный оксид циркония, например (ZrO2)0,92(Y2O3)0,08. Если ТОТЭ работает при промежуточных температурах (500°C-700°C), то керамическое вещество-электролит, используемое в керметном аноде и керметном электролите, предпочтительно представляет собой легированный оксид церия, например (Ce0,90Gd0,10)O1,95. Однако каждый материал может использоваться в широком диапазоне температур, и поэтому выбор материала будет зависеть от конструкционных ограничений.
Настоящее изобретение относится к типичным конструкциям твердооксидных топливных элементов, включая трубчатые, планарные и монолитные конструкции. "Монолитная конструкция" может охватывать по существу любую структурную конфигурацию, которая не является ни трубчатой, ни планарной, такую как, например, удлиненной сплющенной трубчатой формы, купол спиральной формы; или может также относиться к элементу, сконструированному на дополнительном несущем материале. Таким образом, настоящее изобретение также в широком смысле относится к нескольким структурным конфигурациям, включая способы изготовления ТОТЭ с несущим анодом с использованием нового керметного электролита. Каждая из этих конструкций предусматривает несколько предпочтительных технологий изготовления, применимость которых определяется техническими и экономическими факторами. Например, трубчатые подложки предпочтительно изготавливают посредством экструзионных технологий, в то время как планарные подложки предпочтительно изготавливают посредством операций литья или прессования.
Таким образом, еще одна задача настоящего изобретения заключается в создании способов изготовления улучшенных ТОТЭ с меньшим количеством технологических стадий и меньшими затратами, по сравнению с обычными способами изготовления топливных элементов. Особенно важным в этом отношении является потенциал, которым настоящее изобретение обладает в отношении получения топливных элементов высокой удельной мощности при малых затратах, сохраняющих в то же время механическую надежность.
Один такой способ изготовления ТОТЭ с несущим анодом и с керметным электролитом в соответствии с настоящим изобретением включает в себя стадии:
(i) формования анодной суспензии в виде анодного слоя;
(ii) нанесения суспензии керметного электролита на анодный слой в первом процессе нанесения покрытия из суспензии, с созданием покрытого керметным электролитом анода;
(iii) нанесения по меньшей мере одной катодной суспензии на покрытый керметным электролитом анод во втором процессе нанесения покрытия из суспензии, с созданием катодного слоя; и
(iv) спекания анодного слоя, слоя керметного электролита и по меньшей мере одного катодного слоя.
В этом способе изготовления для создания ТОТЭ с несущим анодом и с керметным электролитом могут быть использованы нано-размерные частицы. В случае этого варианта осуществления, вещество металла или электролита может быть введено в смесь топливного электрода при использовании обычных или нано-размерных керамических порошков (например, стабилизированного оксида циркония, легированного оксида церия), или и тех, и других. Кроме того, суспензия нано-размерного керметного электролита может быть водной или неводной (то есть на основе органических растворителей, предпочтительно - спиртов и/или кетонов). Стадия спекания топливного электрода, нано-размерного керметного электролита и воздушного электрода может быть осуществлена при температурах, находящихся в пределах от примерно 1050°C до примерно 1300°C, или до тех пор, пока нано-масштабный керметный электролит полностью не уплотниться в окислительной атмосфере.
Еще в одном варианте осуществления способов по изобретению стадия спекания покрытого керметным электролитом анода может быть осуществлена после нанесения суспензии керметного электролита на стадии (ii).
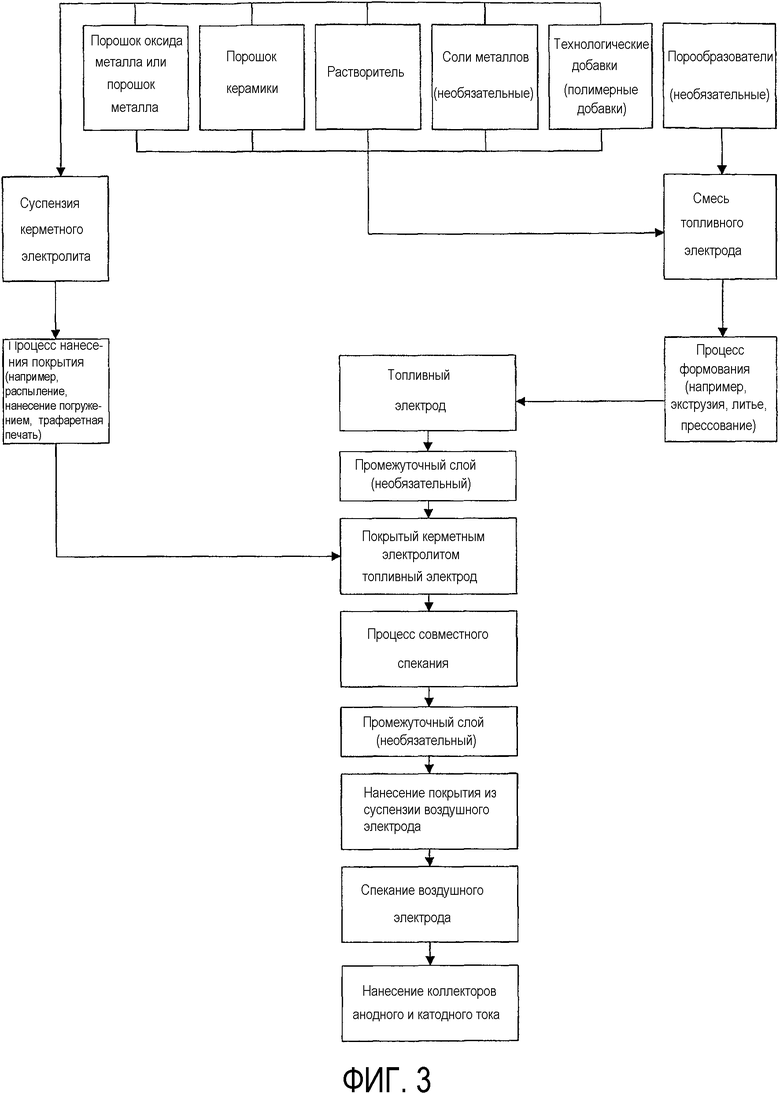
В случае этих способов изготовления вещество электролита может также вводиться в анодную смесь и суспензию керметного электролита посредством использования обычных керамических порошков, например, стабилизированного оксида циркония или легированного оксида церия. Электрохимически активное вещество может представлять собой металл или оксид металла. Металл в электрохимически активном веществе предпочтительно вводят в смесь топливного электрода и/или суспензию керметного электролита посредством использования порошка оксида металла (впоследствии восстанавливаемого до элементарного металла при условиях эксплуатации ТОТЭ) в соответствии с блок-схемами на фиг.3 чертежей, обсуждаемой более подробно ниже. Кроме того, суспензия керметного электролита может быть водной или неводной (то есть на основе органических растворителей, предпочтительно - спиртов и/или кетонов). Спекание покрытого керметным электролитом топливного электрода может быть осуществлено при температурах в пределах от примерно 1200°C до примерно 1600°C, или до тех пор, пока керметный электролит полностью не уплотнится в окислительной атмосфере. Наконец, спекание катодов может быть осуществлено при температурах в диапазоне от примерно 1000°C до примерно 1200°C.
В случае любого из способов, предложенных в настоящем изобретении, металл может быть частично введен в смесь топливного электрода и/или суспензию керметного электролита посредством соединений металлов, предпочтительно - солей металлов, предварительно растворенных в водных или неводных растворителях. Необязательно, в смесь топливного электрода могут быть введены порообразователи (например, угольный порошок, крахмал, полимерные сферы и так далее) для регулировки пористости электрода.
В способах изготовления ТОТЭ с несущим топливным электродом и с керметным электролитом на несущий топливный керметный электрод может быть нанесен в виде покрытия коллектор анодного тока, как правило, - проводящая краска или паста, что устраняет необходимость в металлических физических вставках (для трубчатой конструкции). Коллектор катодного тока, также, например, проводящая краска или паста, может быть нанесен на катод в виде покрытия.
В соответствии с настоящим изобретением ТОТЭ с несущим анодом может дополнительно иметь осажденный промежуточный слой, расположенный между несущим топливным электродом и керметным электролитом. Кроме того, настоящее изобретение может дополнительно содержать осажденный промежуточный слой между керметным электролитом и катодом.
Из приведенного выше раскрытия и следующего далее более подробного описания специалистам в данной области будет понятно, что настоящее изобретение обеспечивает значительное усовершенствование в технологии твердооксидных топливных элементов.
Эти и другие задачи, признаки и преимущества настоящего изобретения станут очевидными специалистам в данной области при чтении следующего далее более подробного описания настоящего изобретения, принимая во внимание несколько чертежей настоящего изобретения.
Краткое описание чертежей
Характер и режим работы настоящего изобретения теперь будут описываться более полно в следующем далее подробном описании настоящего изобретения, приведенном вместе с прилагаемыми фигурами чертежей, среди которых
фиг.1A представляет собой изометрический вид трубчатого ТОТЭ с несущим анодом по настоящему изобретению с удаленными частями для более простой иллюстрации конструктивных признаков;
фиг.1B представляет собой изометрический вид планарного ТОТЭ с несущим анодом по настоящему изобретению с удаленными частями для более простой иллюстрации конструктивных признаков;
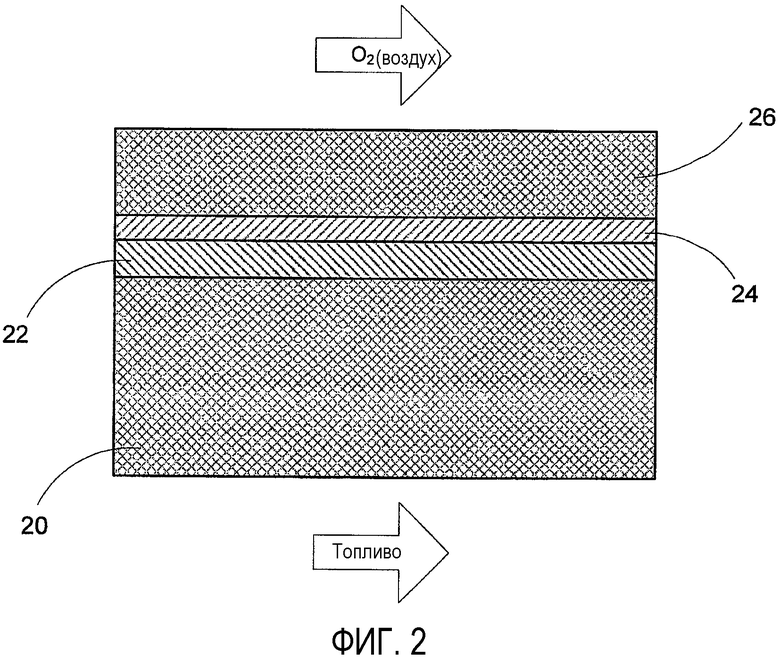
фиг.2 представляет собой вид в разрезе ТОТЭ по настоящему изобретению, иллюстрирующий подслои при рабочих условиях;
фиг.3 представляет собой блок-схему, иллюстрирующую последовательность стадий при изготовлении ТОТЭ с несущим анодом и с керметным электролитом в соответствии со способами по настоящему изобретению, с использованием предшественников обычных размеров;
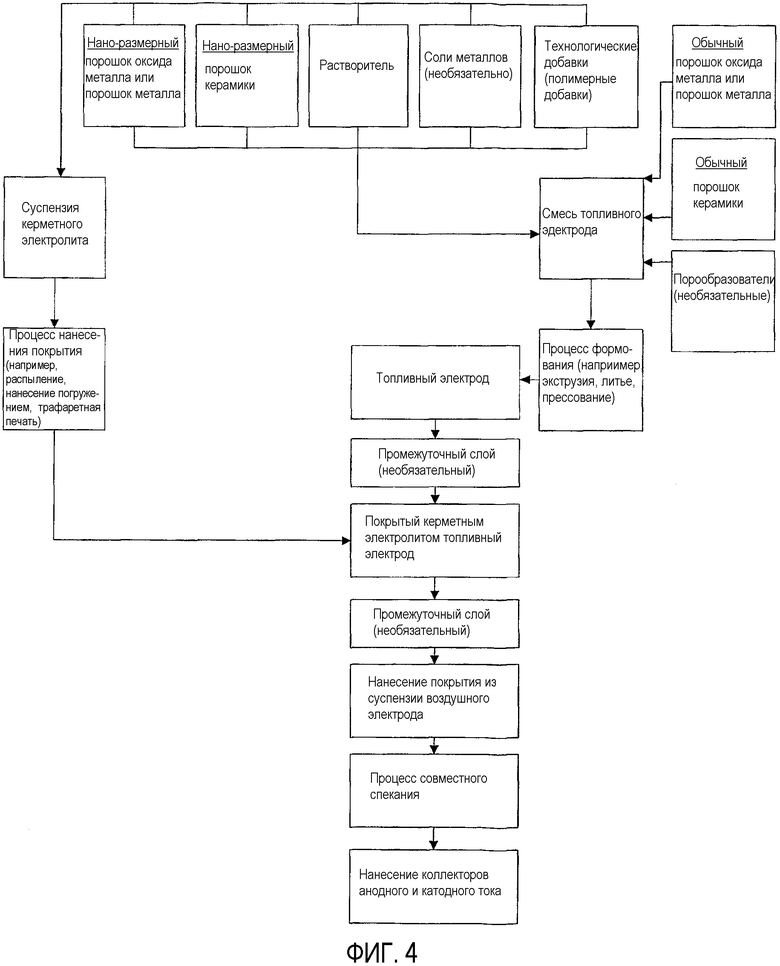
фиг.4 представляет собой блок-схему, иллюстрирующую последовательность стадий при изготовлении ТОТЭ с несущим анодом и с керметным электролитом в соответствии со способами по настоящему изобретению, с использованием нано-размерных предшественников; и
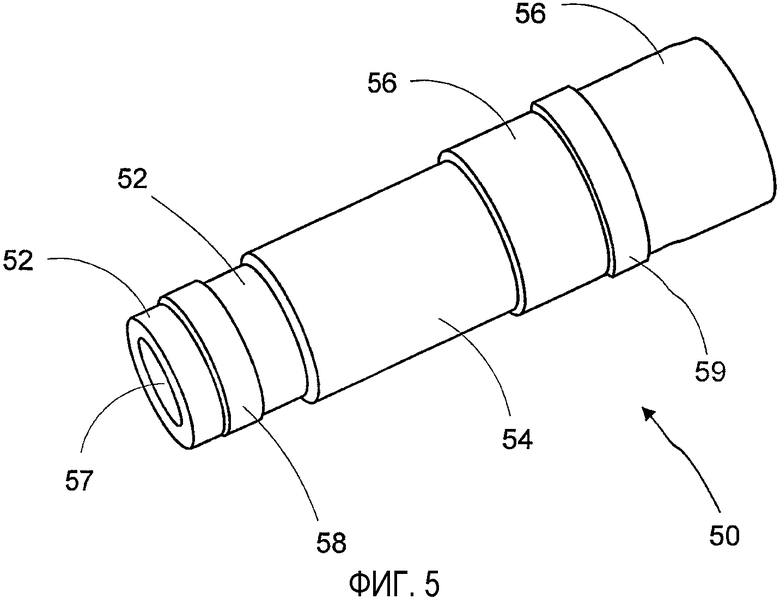
фиг.5 представляет собой изометрический вид токосъемной конструкции (для анода и катода), адаптированной для трубчатого ТОТЭ с несущим анодом, с удаленными частями для более простой иллюстрации конструктивных признаков настоящего изобретения.
Подробное описание изобретения
Необходимо понимать, что настоящее изобретение не ограничивается конкретными описанными здесь методологиями, материалами и модификациями и, как таковое, может, разумеется, изменяться. Необходимо также понимать, что используемая здесь терминология приведена в целях описания только конкретных вариантов осуществления и не предназначена для ограничения объема настоящего изобретения, который будет ограничиваться только прилагаемой формулой изобретения.
Если не определено иного, все технические и научные термины, используемые здесь, имеют такое же значение, как и обычно понимаемое средним специалистом в данной области техники, к которой принадлежит настоящее изобретение. Хотя при практической реализации или испытании настоящего изобретения могут использоваться любые способы, устройства и материалы, подобные или эквивалентные тем, которые описываются здесь, теперь будут описываться предпочтительные способы, устройства и материалы.
Следующие термины и выражения, когда они появляются в описании и прилагаемой формуле изобретения, предполагаются имеющими следующие значения:
термины "обычный" или "обычных размеров" и их вариации означают твердые материалы в форме сухого порошка, имеющего некоторое распределение частиц по размерам, при этом >75% этих частиц имеют размер, больший, чем или равный 300 нм, и при этом удельная площадь поверхности составляет менее 50 м2/г, а
термин "нано-размерный" или его вариации означают твердые материалы в форме сухого порошка, имеющего некоторое распределение частиц по размерам, при этом >75% этих частиц имеют размер, меньший, чем или равный 300 нм, и при этом удельная площадь поверхности составляет более примерно 50 м2/г.
Все указанные публикации включены сюда посредством ссылки для целей описания и раскрытия, например, тех материалов, конструкций и методологий, которые описываются в этих публикациях и которые могут использоваться в связи с описываемым здесь изобретением. Публикации, обсуждавшиеся выше и по всему тексту, приведены исключительно ввиду их раскрытия до даты подачи настоящей заявки. Ничто здесь не может рассматриваться как признание того, что авторы настоящего изобретения не полномочны относить к более ранней дате такое раскрытие в силу более раннего изобретения.
Обращаясь теперь к чертежам, на фиг.1A приведен общий вид трубчатого твердооксидного топливного элемента (ТОТЭ) 10 с несущим анодом по настоящему изобретению в виде трубчатого тела цилиндрической формы, модифицированного с тем, чтобы лучше проиллюстрировать внутренний анодный слой 12, промежуточный керметный электролит 13 и наружный катод 14. Анод 12 образует внутреннее трубчатое отверстие 15.
На фиг.1B приведен общий вид планарного ТОТЭ 16 с несущим анодом по настоящему изобретению в виде плоского тела планарной формы, модифицированного с тем, чтобы лучше проиллюстрировать внутренний анодный слой 17, промежуточный керметный электролит 18 и наружный катод 19.
Толстый керметный топливный электрод (то есть анод) обеспечивает механическую надежность и долговечность, в то время как керметный электролит делает возможным лучшее согласование теплового расширения и лучшие электрохимические характеристики. Использование анода в качестве несущей структуры в топливном элементе является наиболее выгодным с точки зрения рабочих характеристик, а также для обработки. При анодах толщиной порядка от примерно 0,2 до примерно 1,0 мм возможно достижение высоких удельных мощностей (плотностей мощности) за счет повышенной электропроводности и уменьшения перенапряжения активации (то есть потерь напряжения из-за электрохимических реакций с переносом заряда). Более тонкие подложки были бы непрактичными, поскольку носитель был бы слишком хрупким, а электропроводность была бы недостаточной.
Содержащееся в кермете электрохимически активное вещество предпочтительно представляет собой металл. Когда он используется в аноде, содержание металла предпочтительно находится в пределах примерно от 30 об.% до 80 об.% по отношению к общей загрузке твердых веществ. Когда содержание металла меньше, чем 30 об.%, керметный анод имеет плохую электропроводность. Когда содержание металла в керметном аноде больше, чем 30 об.%, создается хорошее связывание на границах раздела между частицами металла, которое приводит к увеличению электропроводности.
Для улучшения рабочих характеристик элемента пористость анода может быть увеличена с тем, чтобы концентрационная поляризация (то есть потери напряжения, связанные с сопротивлением протеканию газа через пористые электроды) поддерживалась на минимальном уровне. Восстановление порошков оксида металла до металла в восстановительной атмосфере делает возможным создание пористости в анодной подложке, поэтому имеется необходимость в более высоких содержаниях оксида металла в смеси топливного электрода. Дополнительная пористость может быть создана за счет использования искусственных порообразователей (например, угольного порошка, крахмала, полимерных сфер), впоследствии выгорающих во время спекания. Максимальные количества агентов-порообразователей фиксируются на уровне примерно 50 об.% по отношению к общей загрузке твердых веществ, поскольку более высокие отношения могут приводить к плохой механической прочности. Таким образом, было обнаружено, что содержания металла в керметном аноде вплоть до примерно 80 об. % являются адекватными для обеспечения очень высокой электропроводности при одновременном сохранении достаточной пористости для сведения к минимуму концентрационной поляризации. Более высокие количества металла в керметном аноде могут приводить к большой несогласованности коэффициентов теплового расширения с нанесенным керметным электролитом, что приводит в результате к развитию трещин во время обработки или работы элемента. Керамический материал керметного анода подробно обсуждается ниже.
Избыточная несогласованность коэффициентов теплового расширения между несущим анодом и типичным керамическим (то есть на 100% керамическим) электролитом, как правило, существует, когда содержание металла в аноде слишком высоко. Этот вредный эффект обычно устраняется посредством ограничения количества металла, присутствующего в аноде, например, до уровня приблизительно 50 об.% (см. патент США № 6436565, выданный Song et al.), или посредством использования постепенно изменяющейся структуры анода (смотри патент США № 6228521, выданный Kim et al.). Настоящее изобретение позволяет включать в состав анода большие количества металла, в частности, большие, чем 50 об.%. Нанесение тонкого слоя электролита на однослойный ТОТЭ с несущим анодом также является более жизнеспособным с технологической точки зрения.
Когда металл вводится в структуру электролита в относительно малых количествах, т.е. примерно от 0,1 об.% до 15,0 об.%, возможно значительно уменьшить несогласованность коэффициентов теплового расширения между анодом и электролитом. По этой причине тонкий слой керметного электролита может наноситься на высокопроводящий несущий анод без вредных влияний на структурную целостность элемента.
При условии что количество металла, введенное в электролит, остается достаточно низким и металлическая фаза хорошо диспергирована в керамической матрице, электропроводностьэлектролита будет оставаться достаточно низкой для предотвращения электрического короткого замыкания. При нормальных условиях работы ТОТЭ металл, содержащийся в электролите, существует в своей элементарной (восстановленной) форме на топливной стороне; в то же время, присутствие воздуха на катодной стороне поддерживает металл в форме его оксида (окисленной форме) (см. фиг.2). Толщины этих подслоев металл:керамика и оксид металла:керамика зависят от парциальных давлений топлива и окислителя (воздуха). Подслой оксид металла:керамический электролит должен быть плотным и газонепроницаемым для того, чтобы предотвращать смешивание топливного и окислительного газов.
При рабочих условиях металл, присутствующий в восстановленном подслое электролита, создает внутри анода постепенно изменяющуюся (градиентную) анодную структуру, которая ограничивает сопротивление границы раздела анод/электролит и улучшает адгезию между этими слоями. Электрохимические характеристики также улучшаются за счет увеличения площади трехфазной границы. С другой стороны, оксид металла, присутствующий в окисленном подслое электролита, создает очень тонкую и плотную структуру электролита, требуемую для высокой эффективности и более низких рабочих температур. Указанное выше поведение описывается более подробно с учетом фиг.2.
Фиг.2 в общем показывает несущий слой 20 анода, "пористый" слой 22 керметного электролита, плотный слой 24 керметного электролита и слой 26 катода. При рабочих условиях ТОТЭ металл (например, NiO) в плотном слое 24 керметного электролита окисляется, в то время как в "пористом" слое 22 керметного электролита металл восстанавливается (например, Ni). Улучшенные электрохимические характеристики возникают в результате существования подслоев электролита, в частности, подслоев металл:керамика и оксид металла:керамика. Подслой восстановленный металл:керамика, то есть "пористый" слой 22 керметного электролита, фактически становится границей раздела электролит/анод. В этом случае активационная поляризация уменьшается, поскольку эта граница раздела содержит большое количество керамического вещества.
Электрохимические реакции также усиливаются за счет увеличенной области трехфазной границы. В зависимости от парциальных давлений топлива и окислителя подслой оксид металла:керамика, то есть плотный слой 24 керметного электролита, может стать очень тонким (менее 10 микрон). При условии что содержание фазы оксида металла является достаточно низким (<15 об.%), и она хорошо диспергирована в керамической матрице, является возможным получение плотной, тонкой и газонепроницаемой структуры оксид металла:керамика. Ионная проводимость керметного электролита непосредственно зависит от степени дисперсности и электрохимической активности фазы оксида металла. При уменьшении толщины плотного слоя 24 керметного электролита при рабочих условиях (за счет восстановления оксида металла на топливной стороне) электрическое сопротивление электролита также понижается. По этой причине, если происходят какие-либо потери ионной проводимости через плотный слой 24 керметного электролита из-за присутствия неионной или имеющей смешанную ионную проводимость вторичной фазы (например, оксида металла), это компенсируется посредством сведенных к минимуму потерь на электрическое сопротивление.
Фиг.3 и 4 описывают технологические блок-схемы, когда используются соответственно порошки "обычных размеров" и "нано-размерные" порошки. Для иллюстрации технологических стадий используются материалы на основе никеля и стабилизированный 8 мол.% оксида иттрия оксид циркония, но, как указано выше, могут использоваться и другие переходные металлы и керамические материалы, известные специалистам в данной области.
Технологические маршруты, показанные на фиг.4 и 5, основываются на приготовлении анодной смеси, содержащей металл и керамические соединения. Для суспендирования порошковых материалов могут использоваться водные или неводные среды. Однако водные среды часто являются предпочтительными в связи с их низкой стоимостью и в связи с экологическими опасностями, связанными с воспламеняемостью и токсичностью органических растворителей. Для гарантированного получения хорошо диспергированной, гомогенной и стабильной смеси также используются распространенные технологические добавки (дисперсанты, связующие, пластификаторы) (см. R. J. Pugh et al., "Surface and Colloid Chemistry in Advanced Ceramics Processing", Marcel Dekker, октябрь 1993). Характеристики этих смесей, такие как вязкость, могут изменяться посредством изменения свойств или количеств различных исходных материалов. Затем их приспосабливают к конкретным процедурам формования.
Керамический материал, используемый в несущем топливном электроде и электролите, может представлять собой стабилизированный оксид циркония, предпочтительно используемый для высокотемпературных ТОТЭ (700°C-1000°C). Он предпочтительно представляет собой стабилизированный 8 мол.% оксида иттрия оксид циркония ("Y8SZ"), (ZrO2)0,92(Y2O3)0,08. Другой представляющий интерес материал представляет собой легированный оксид церия, предпочтительно используемый для среднетемпературных ТОТЭ (500°C-700°C). Он предпочтительно представляет собой легированный гадолинием оксид церия ("CGO"), (Ce0,90Gd0,10)O1,95. Однако каждый из этих материалов может быть использован в широком диапазоне температур. Разумеется, предполагается, что могут быть использованы и другие материалы, пригодные для применений в качестве электролита ТОТЭ и известные специалистам в данной области.
Металлическая фаза, используемая в керметном топливном электроде (аноде) и керметном электролите, предпочтительно принадлежит к группе переходных металлов Периодической таблицы элементов, их сплавам или физическим смесям. Никель (Ni) является предпочтительным из-за его высокой электропроводности в восстановительной атмосфере и его выгодности с точки зрения стоимости. Металл может вводиться в несущий топливный электрод и керметный электролит посредством различных предшественников, известных специалистам в данной области, таких как порошки металлов, порошки оксидов металлов и соли металлов (водные или безводные). Порошки оксидов металлов, таких как зеленый NiO, часто являются предпочтительными благодаря их выгодности с точки зрения стоимости и их приспосабливаемости к обработке керамики. Использование мелкодисперсных порошков оксидов металлов особенно рекомендуется для изготовления керметного электролита, поскольку металл будет оставаться окисленным при рабочих условиях ТОТЭ.
Содержание металлической фазы в керметном аноде может варьироваться от примерно 30 об.% до 80 об.%. Толщина керметного анода в спеченном состоянии будет зависеть от общей конструкции топливного элемента. Например, толщина анода в трубчатых топливных элементах малого диаметра может изменяться в пределах от примерно 0,2 мм до примерно 1,0 мм.
Содержание металлической фазы в керметном электролите может варьироваться от примерно 0,1 об.% до примерно 15 об.%. Толщина керметного электролита в спеченном состоянии предпочтительно поддерживается меньше 500 микрон, предпочтительно - меньше 100 микрон, более предпочтительно - меньше 50 микрон по толщине, а наиболее предпочтительно - 5-30 микрон по толщине. Реальная толщина будет зависеть, частично, от размера и конструкции топливного элемента.
Использование толстого несущего анода делает возможными очень тонкие последующие покрытия электролита и катода. Уменьшенная толщина покрытий электролита и катода предполагает улучшенные стойкость к тепловому удару и электрохимические характеристики. Существенное повышение характеристик и стабильности элемента также дает возможность элементу работать при более низких температурах. Это, в свою очередь, делает возможным использование выгодных с точки зрения стоимости материалов (например, нержавеющей стали) внутри батареи (например, для системы распределительных и подающих трубопроводов элементов).
Способы, описанные выше, также позволяют осаждать тонкие промежуточные слои между структурами электрода и электролита без воздействия на количество циклов спекания. Имеются потенциальные преимущества при нанесении промежуточных тонких пленок между анодом и электролитом, электролитом и катодом, или там и там. Назначением таких слоев может быть повышение рабочих характеристик элемента, например, посредством использования каталитических материалов, или предотвращение вредных химических реакций во время спекания. Эти промежуточные слои являются необязательными в настоящем изобретении, как показано на обеих фиг.3 и 4. Промежуточный слой может состоять из катализаторов. Репрезентативные примеры включают в себя CGO, то есть оксид церия - оксид гадолиния, как описано ранее, используемый в пределах от примерно 40 до 60 об.%, при этом остаток составляют Ni и Ru. Другие примеры могут включать в себя стабилизированный стронцием оксид циркония, то есть SSZ, используемый вместе с Ni и Ru. Промежуточные слои могут также содержать другие каталитически активные металлы, подобные Pt, Pd и Rh, и многие другие.
Геометрия несущего анода может быть трубчатой и открытой на обоих концах, трубчатой и закрытой на одном конце, планарной, или представлять собой другие конфигурации, известные в данной области техники. В частности, экструзия пластических масс является предпочтительной для изготовления трубчатых форм (открытых на обоих концах или закрытых на одном конце). Совместно поданная заявка на патент США № 10/910026 от 3 августа 2004 года на изобретение "Твердооксидные топливные элементы с новой внутренней геометрией" ("SOLID OXIDE FUEL CELLS WITH NOVEL INTERNAL GEOMETRY") приводит примеры вариаций при изготовлении трубчатых форм и включена сюда посредством ссылки во всей ее полноте.
С другой стороны, планарные формы предпочтительно формуют с использованием технологий литья (то есть жидкой обработки) или технологий прессования (то есть сухой обработки). Технологии литья включают в себя шликерное литье, центробежное литье, гелевое литье (формование геля), ленточное литье и тому подобное. Технологии прессования включают в себя сухое прессование и изостатическое прессование. Все эти технологические маршруты задокументированы в литературе (см., например, J. S. Reed, "Principles of Ceramic Processing, 2nd Edition", J. Wiley & Sons, ноябрь 1994), содержание которой включено сюда посредством ссылки.
При любой форме анодная смесь может представлять собой пластическую массу, формируемую с помощью технологий экструзии. Анодная смесь может представлять собой водную или неводную суспензию, формируемую с помощью технологий литья, предпочтительно - шликерного литья, центробежного литья, гелевого литья и ленточного литья. Кроме того, анодная смесь может представлять собой сухую смесь, формируемую посредством технологий прессования, предпочтительно - сухого прессования и изостатического прессования.
Дополнительное улучшение электрохимических свойств топливного элемента может быть привнесено посредством введения других добавок, в частности, искусственных порообразователей, в электродные слои (либо в анодный, либо в катодный, либо в оба) для регулировки пористости электродов и для оптимизации их каталитической активности.
Обращаясь теперь к керметному электролиту, водную или неводную суспензию керметного электролита, содержащую малое количество соединения переходного металла, наносят на неспеченный формованный несущий анод (трубчатый или планарный). Несущий анод может быть частично спечен перед нанесением покрытия из электролита, но это является необязательным. Могут использоваться типичные технологии нанесения покрытия из суспензии, известные специалистам в данной области. Они включают в себя, но не ограничиваясь этим, распыление, нанесение погружением, трафаретную печать, тампонную печать, нанесение с помощью кисти, перенос и тому подобное. Пригодность технологии нанесения покрытия зависит от формы подложки топливного электрода и толщины наносимого слоя покрытия. Для обеспечения максимальных рабочих характеристик и минимальных потерь на сопротивление требуется тонкая, однородная и хорошо связанная структура.
Сходные технологии могут использоваться для нанесения тонкого промежуточного слоя (<20 микрон) перед нанесением слоя покрытия из керметного электролита (на неспеченный несущий анод). Однако это является необязательной стадией.
В одном из вариантов осуществления способ изготовления ТОТЭ с несущим анодом и с керметным электролитом основывается на использовании обычных керамических порошков, обычных порошков металла и/или оксида металла и других соединений металлов, включая соли металлов. При уменьшении несогласованности коэффициентов теплового расширения между несущим анодом и покрытием из керметного электролита спекание этих двух слоев (до полного уплотнения слоя электролита) может достигаться без какого-либо вредного повреждения структурной целостности топливного элемента. Это является противоположностью установившимся технологическим способам изготовления топливных элементов, в которых электродную подложку частично спекают или предварительно спекают перед нанесением покрытия электролита (см. патент США № 6436565, выданный Song et al.). Последующее прокаливание катодных слоев (<1200°C) позволяет осуществлять только два цикла спекания.
Если в способе изготовления, таком как проиллюстрированный на фиг.3, используются порошки "обычного" типа, то покрытый керметным электролитом анод спекают при относительно высоких температурах в пределах от примерно 1200°C до примерно 1600°C для достижения полного уплотнения покрытия керметного электролита в окислительной атмосфере.
Затем на газонепроницаемый керметный электролит наносят "суспензию воздушного электрода", то есть катодную суспензию, содержащую смесь катодного материала и материала керамического электролита, с использованием обычных способов нанесения покрытия из суспензий. Затем на сухое первичное катодное покрытие наносят второй воздушный электрод, содержащий однофазный катодный материал. Использование двойной структуры катода обеспечивает лучшее согласование коэффициентов теплового расширения с электролитом и улучшенные электрохимические свойства. Предпочтительные катодные материалы относятся к следующей группе перовскитов: LaSrMnO3, LaSnFeO3, (LaSr)(CoFe)O3, LaCaMnO3 и (LaCa)(CoFe)O3. Затем покрытия воздушных электродов, как правило, спекают при относительно низких температурах, обычно менее 1200°C. Более низкотемпературное спекание используют потому, что химическая реакционноспособность на границе раздела катод/электролит обычно увеличивается при более высоких температурах, что, в свою очередь, приводит к возможному образованию резистивных вторичных фаз (см. P. J. Gellings et al., "The CRC Handbook of Solid State Electrochemistry", CRC Press, Декабрь 1996). Использование промежуточного слоя между электролитом и первым катодом может помочь предотвратить образование таких резистивных соединений при высоких температурах, однако в этом варианте осуществления промежуточный слой является необязательным.
Другой вариант осуществления описывает способ изготовления ТОТЭ с несущим анодом и с керметным электролитом, который основывается на использовании "нано-размерных" керамических порошков, "нано-размерных" порошков металлов и/или оксидов металлов и других соединений металлов, включая соли металлов. Нано-размерные порошки имеют преимущество по сравнению с обычными керамическими порошками в том, что их высокая площадь поверхности позволяет им уплотняться при относительно низких температурах спекания. По этой причине использование нано-размерных керамических и металлических порошков может значительно упростить полное уплотнение керметного электролита. В этом варианте осуществления катоды могут быть нанесены на неспеченное покрытие из электролита, и весь элемент (то есть несущий анод, керметный электролит и катоды) может быть подвергнут совместному спеканию в единственном цикле, при температурах ниже 1200°C.
Фиг.4 показывает использование нано-размерных металлических и керамических порошков в способе изготовления по настоящему изобретению для изготовления анода и керметного электролита (описано выше). Введение нано-размерных порошков в керметный электролит делает возможной значительно более низкую температуру спекания. Очень высокая площадь поверхности (например, >100 м2/г) порошков оксида металла (например, зеленый NiO) и керамики (например, Y8SZ) может понизить температуру спекания керметного электролита до уровня ниже 1200°C. Поэтому становится возможным нанесение слоев катода (как описано выше) на покрытый керметным электролитом неспеченный анод и спекание всего этого множества слоев при температурах ниже 1200°C так, что электролит может стать полностью плотным. Использование нано-размерных порошков при изготовлении несущего топливного электрода является необязательным, и они могут также быть частично введены вместе с "обычными" порошками. Необязательные нано-размерные материалы способствуют минимизации затрат на изготовление, и в то же время оптимизируются электропроводность и механическая стабильность. Следовательно, одностадийное спекание при изготовлении ТОТЭ с несущим анодом по настоящему изобретению обеспечивает значительное технологическое преимущество по сравнению с обычными тремя или более стадиями спекания, требуемыми в большинстве способов изготовления ТОТЭ.
В вариантах осуществления, описанных на фиг.3 и 4, после того, как слои анода, электролита и катода были спечены, для завершения изготовления топливного элемента могут наноситься коллекторы тока. Для осуществления этого часто используют высокопроводящие краски или пасты, предпочтительно содержащие серебро.
На Фиг.5 приведен общий вид трубчатого твердооксидного топливного элемента (ТОТЭ) 50 с несущим анодом по настоящему изобретению в виде трубчатого тела цилиндрической формы, модифицированного для наилучшей иллюстрации внутреннего анодного слоя 52, промежуточного керметного электролита 54 и наружного катода 56. Анод 52 образует внутреннее отверстие 57. В этом варианте осуществления показаны также полученные трафаретной печатью коллекторы 58 и 59 соответственно анодного и катодного тока.
При типичной трубчатой конструкции сбор анодного тока, как правило, основывается на использовании металлических вставок (не показаны). Высокая электропроводность металлических вставок делает возможным перенос электронов от анодов через множество точек физического контакта. Однако главный недостаток этой технологии заключается в проблеме поддержания хорошего физического контакта между металлическими вставками и покрытием анода в восстановительной атмосфере и в течение продолжительных периодов времени. Как правило, физический контакт теряется со временем из-за нестабильности металлических вставок при рабочих условиях. В противоположность этому, использование высокопроводящего богатого металлом несущего анода делает возможным нанесение проводящей краски или пасты непосредственно на топливный электрод, без использования каких-либо физических вставок в трубку (см. фиг.5). Это, в свою очередь, является благоприятным для электрохимических характеристик элемента, поскольку подвод топлива не затрудняется физическими препятствиями, и топливо белее однородно распределяется по активным центрам анодной реакции.
Подобным же образом, использование высокопроводящего несущего керметного анода является также полезным для упрощения конструкции сбора анодного тока. Как правило, при трубчатой конструкции используют физические металлические вставки для съема электронов с анода при рабочих условиях. Однако эти металлические вставки склонны к нестабильности размеров при рабочих температурах, и эффективность коллектора тока понижается, если не поддерживается хороший физический контакт. По этой причине использование стабильных проводящих красок или паст, наносимых непосредственно на высокопроводящий топливный электрод, является предпочтительным.
Следующие далее примеры представлены для целей описания и иллюстрации. Они не должны рассматриваться как ограничивающие каким-либо образом. Вариации, изменения и сочетания согласно многочисленным аспектам настоящего изобретения также, как предполагается, находятся в пределах сущности и объема заявленного изобретения.
ПРИМЕР 1 - Изготовление трубчатого несущего топливногоэлектрода экструзией
Трубчатые несущие топливные электроды предпочтительно формуют посредством экструзии паст, то есть пластических масс (см. J. Benbow et al., "Paste Flow and Extrusion", Clarendon Press, январь 1993).
Порошок зеленого оксида NiO смешивают с порошком Y8SZ, так что после восстановления NiO количество Ni, введенного в эту смесь, находится в пределах от 30 до 80 об.%. В состав пасты также входит дистиллированная вода (среда-носитель), метилцеллюлоза или гидроксипропилметилцеллюлоза (связующее) и глицерин или полиэтиленгликоль (пластификатор). Соответствующие составы паст могут содержать 70-90 мас.% загрузки твердых веществ (NiO + Y8SZ), 5-25 мас.% воды, 1-15 мас.% связующего и 0,1-5 мас.% пластификатора. Затем эту композицию смешивают в условиях высокого сдвигающего усилия с использованием высокосдвигового смесителя, такого как смеситель с сигма-образными лопастями, в результате чего образуется гомогенная пластическая масса.
Необязательные добавки включают в себя порообразователи (например, угольный порошок, крахмал и полимерные шарики) и раствор Ni(NO3)2, предварительно растворенного в воде (вплоть до 15 мас.%).
Затем анодная трубка может экструдироваться посредством продавливания этой пасты через головку экструдера при повышенном давлении (например, 1-50 кН). Форма головки экструдера определяет геометрию поперечного сечения экструдированных трубок. Например, трубки, имеющие наружный диаметр 5 мм и внутренний диаметр 4 мм, были успешно экструдированы и испытаны на электрохимические характеристики.
Экструдированные трубки могут быть высушены в окружающем воздухе в течение нескольких часов. Более короткие времена сушки достигаются посредством использования температурной/влажностной камеры, где влажность контролируется. Влажность постепенно понижают от высоких исходных заданных значений, 90-100% относительной влажности, до тех пор, пока трубка не станет полностью сухой.
ПРИМЕР 2 - Приготовление и нанесение/спекание керметного электролита
Суспензия керметного электролита представляет собой многокомпонентную систему, содержащую, в частности, растворитель (20-60 мас.%), неорганическую фазу (40-80 мас.%), диспергирующий агент (0,1-3 мас.%), связующий агент (1-15 мас.%) и пластифицирующий агент (1-15 мас.%).
Растворитель позволяет диспергировать порошки и гарантирует то, что органические компоненты растворяются. Вода является предпочтительной средой, однако более легкая обработка часто достигается при использовании органических сред, таких как спирты и кетоны.
Неорганическая фаза состоит из первичной фазы Y8SZ и вторичной фазы зеленого NiO, так что, после восстановления NiO, количество Ni, введенного в данную смесь, находится в пределах от 0,1 до 15,0 об.%. Свойства, требуемые от идеально спекаемого порошка для получения теоретически плотного покрытия, представляют собой мелкодисперсный размер частиц (то есть 0,1-1,0 микрона), узкое распределение частиц по размерам, равноосная форма и неагломерированное состояние.
Диспергирующий агент (дисперсант) является необходимым для получения хорошей, стабильной деагломерации и диспергирования частиц Y8SZ и NiO в растворителе и для стабилизации суспензии с высоким отношением твердые вещества:органика. Промышленные дисперсанты являются легко доступными и должны испытываться на эффективность в требуемом растворителе. Например, "KD2" (от ICI) как было показано, является эффективным дисперсантом для Y8SZ и NiO в ацетоне.
Связующий агент (связующее) добавляют к этой суспензии для увеличения прочности неспеченного покрытия. Связующее образует органические мостики, приводящие к прочной адгезии после испарения растворителя. Поливиниловый спирт (ПВС) и поливинилбутираль (ПВБ) представляют собой примеры подходящих связующих соответственно для суспензий на водной основе и суспензий на основе органических сред. Также могут использоваться дополнительные подходящие связующие, известные специалистам в данной области техники.
Пластифицирующий агент (пластификатор) добавляют к этой суспензии для уменьшения стеклования связующего и для облегчения манипуляций и хранения. Настоящее изобретение предполагает, но, не ограничиваясь этим, обычные пластификаторы для ПВС, такие как полиэтиленгликоль, глицерин и атмосферная влага. Подобным же образом, традиционные пластификаторы для ПВБ включают в себя, но не ограничиваясь этим, дибутилфталат (ДБФ) и полиэтиленгликоль (ПЭГ).
Другие необязательные добавки, такие как обычные гомогенизаторы и противовспенивающие агенты, могут добавляться в необязательном порядке, по потребности.
Особенно эффективный способ диспергирования порошка керамики и оксида металла в растворителе представляет собой измельчение и перемешивание. Это разрушает естественным образом появляющиеся агломераты в исходном порошке и способствует адсорбции дисперсанта. Наиболее распространенный способ измельчения представляет собой помол в шаровой мельнице, однако предпочтительными являются более агрессивные технологии измельчения, например вибрационное измельчение, для обеспечения более эффективной деагломерации порошков. Это требует использования измельчающих сред, предпочтительно - шариков стабилизированного оксида циркония.
Последовательность добавления органических добавок является важной из-за конкурентной адсорбции различных органических добавок на порошках. Таким образом, обработку суспензии осуществляют в две стадии. Сначала порошки погружают в растворитель, и подмешивают дисперсант в течение вплоть до 24 часов. Когда получают гомогенную смесь, и частицы являются соответствующим образом диспергированными, добавляют связующее и пластификатор для второй стадии измельчения/смешивания, опять в течение вплоть до 24 часов. Дисперсант добавляют раньше других органических соединений для предотвращения конкурентной адсорбции на поверхности частицы.
После того, как получена концентрированная и стабильная суспензия, трубки несущих анодов могут быть подвергнуты нанесению покрытия погружением в суспензию керметного электролита. Толщина этого покрытия непосредственно зависит от вязкости суспензии. Тонкие слои получают, когда используют суспензии с очень низкой вязкостью, как правило, <50 мПа.
После сушки покрытый керметным электролитом несущий анод спекают при температуре между 1200°C и 1600°C, или до тех пор, пока керметный электролит не станет полностью плотным. Скорость нагрева от комнатной температуры до 600°C должна поддерживаться относительно низкой (например, <2°C/мин) для того, чтобы избежать любого нарушения конечного продукта из-за неоднородного выжигания органических соединений. После достижения температуры спекания и установления температуры время выдерживания предпочтительно находится в пределах между 0,5 и 4,0 часами.
ПРИМЕР 3 - Приготовление и нанесение покрытия воздушных электродов
Катодные смеси приготавливают таким же образом, как и описанный для суспензии керметного электролита в примере 2. Первый катодный слой представляет собой смесь катодного материала (например, 50 мас.%) и Y8SZ (например, 50 мас.%). Предпочтительными катодными материалами являются La1-xSrxMnO3 и La1-xSnxFeO3, где x находится в пределах между 0,1 и 0,5. Второй электрод представляет собой однофазный катодный материал, используемый для увеличения электропроводности, как правило, состоящий из указанных выше предпочтительных катодных материалов.
Воздушные электроды могут быть нанесены кистью или распылением, например, с использованием краскопульта, однако в равной степени пригодными являются и другие способы, известные в данной области техники. После сушки их спекают при относительно низких температурах, как правило, ниже 1200°C, при времени выдерживания предпочтительно между 0,5 и 4,0 часами.
Хотя настоящее изобретение было выше описано подробно для цели иллюстрации, понятно, что такие подробности приведены исключительно для этой цели, и отклонения от них могут быть осуществлены специалистами в данной области без отклонения от сущности и объема настоящего изобретения, охарактеризованного в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ С КЕРАМИЧЕСКИМ АНОДОМ | 2003 |
|
RU2323506C2 |
| ТРУБЧАТЫЙ ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ С МЕТАЛЛИЧЕСКОЙ ОПОРОЙ, ЕГО ТРУБЧАТЫЙ МЕТАЛЛИЧЕСКИЙ ПОРИСТЫЙ ОПОРНЫЙ СЛОЙ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2332754C1 |
| РЕВЕРСИВНЫЙ ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ) | 2008 |
|
RU2480865C2 |
| СТОЙКИЙ К ОКИСЛЕНИЮ-ВОССТАНОВЛЕНИЮ АНОД | 2006 |
|
RU2354013C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2021 |
|
RU2781046C1 |
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2005 |
|
RU2356132C2 |
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2008 |
|
RU2399996C1 |
| МЕТАЛЛОКЕРАМИЧЕСКАЯ АНОДНАЯ СТРУКТУРА (ВАРИАНТЫ) И ЕЕ ПРИМЕНЕНИЕ | 2008 |
|
RU2480863C2 |
| Единичная трубчатая ячейка с несущим протонным электролитом для прямого преобразования углеводородного топлива | 2020 |
|
RU2742140C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕЙКИ ТВЕРДООКСИДНОГО ТОПЛИВНОГО ЭЛЕМЕНТА НА НЕСУЩЕЙ МЕТАЛЛИЧЕСКОЙ ОСНОВЕ | 2014 |
|
RU2571824C1 |

Изобретение относится к твердооксидным топливным элементам (ТОТЭ). Согласно изобретению предложены изделие в виде нового ТОТЭ и способ его изготовления. Конструктивные признаки и способы включают в себя изготовление анода; нанесение керметного электролита, который содержит смесь керамических и электрохимически активных веществ, и нанесение катодного слоя. Керметный электролит, содержащий небольшое количество переходного металла, уменьшает несогласованность теплового расширения с анодом и делает возможным структуру с постепенным изменением содержания электрохимически активных веществ по структуре анод/электролит. При рабочих условиях на катодной стороне существуют плотный электролит и подслой оксида металла, в то время как другая сторона электролита выполнена из пористого подслоя, содержащего переходной металл. Техническим результатом изобретения является увеличение выходной мощности и улучшение электрохимических характеристик при одновременном сохранении структурной целостности и надежности ТОТЭ. 3 н. и 34 з.п. ф-лы, 6 ил.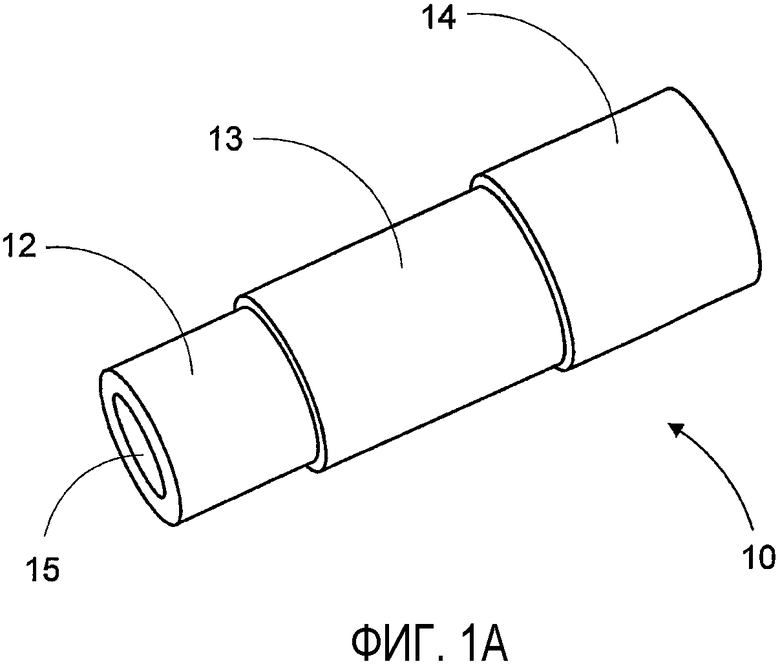
(i) формование анодной суспензии кермета в виде анодного слоя, имеющего содержание металлической фазы в пределах от примерно 30 до 80 об.%;
(ii) нанесение суспензии керметного электролита на анодный слой кермета в первом процессе нанесения покрытия из суспензии для создания анода, покрытого керметным электролитом, имеющего содержание металла в пределах от примерно 0,1 об.% до примерно 15 об.%, причем упомянутый слой керметного электролита имеет содержание металла в пределах от примерно 0,1 об.% до примерно 15 об.%, располагается между упомянутым анодным слоем и упомянутым катодным слоем и содержит подслой, смежный с упомянутым катодным слоем, и подслой, смежный с упомянутым анодным слоем, причем упомянутый подслой, смежный с упомянутым анодным слоем, содержит пористый восстановленный металл;
(iii) нанесение покрытия из по меньшей мере одной катодной суспензии на покрытый керметным электролитом анод во втором процессе нанесения покрытия из суспензии для создания катодного слоя; и
(iv) спекание анодного слоя, суспензии керметного электролита и по меньшей мере одного катодного слоя.
упомянутая анодная суспензия кермета содержит первый керамический материал, выбранный из группы, состоящей из стабилизированного оксида циркония, легированного оксида церия и их смесей, и первую металлическую фазу, содержащую по меньшей мере один металл, выбранный из группы переходных металлов Периодической таблицы элементов; упомянутая суспензия керметного электролита содержит второй керамический материал, выбранный из группы, состоящей из стабилизированного оксида циркония, легированного оксида церия и их смесей, и вторую металлическую фазу, содержащую по меньшей мере один металл из группы переходных металлов Периодической таблицы;
упомянутая по меньшей мере одна катодная суспензия содержит катодный материал, выбранный из группы, состоящей из La1-xSixMnO3 и La1-xSnxFeO3, где х находится в пределах от 0,1 до 0,5.
(v) нанесение анодного коллектора и коллектора катодного тока на упомянутый анодный слой и упомянутый по меньшей мере один катодный слой.
(v) нанесение анодного коллектора и коллектора катодного тока на упомянутый анодный слой и упомянутый по меньшей мере один катодный слой.
| US 6183609 B1, 06.02.2001 | |||
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2197039C2 |
| БЛОК СБОРОК ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ С КОЭФФИЦИЕНТОМ ТЕМПЕРАТУРНОГО РАСШИРЕНИЯ (КТР), ПРЕВЫШАЮЩИМ КТР ИХ ЭЛЕКТРОЛИТА | 1997 |
|
RU2138885C1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |

