Область техники, к которой относится изобретение.
Изобретение относится к машиностроению, а именно к области производства и эксплуатации гидроцилиндров. Изобретение может быть использовано при производстве различных гидроцилиндров для стреловых кранов, кранов манипуляторов, бульдозеров и другой дорожно-строительной техники.
Уровень техники.
Гидроцилиндры используются для перемещения, в том числе с относительно большой скоростью, механизмов, имеющих большие массы.
Например, гидроцилиндры используются для выдвижения секций стрел стреловых кранов или кранов-манипуляторов, изменения вылета стрелы стреловых кранов, для вывешивания и горизонтирования кранов и для других целей. При этом силы инерции достигают значительных величин. Поэтому, для остановки без удара движущейся массы (а, следовательно, и поршня гидроцилиндра) применяют устройства для торможения и демпфирования возникающих колебаний.
На сегодняшний день распространены следующие способы торможения поршня (см. источник В.А.Марутов, С.А.Павловский. Гидроцилиндры. Конструкции и расчет. - М.: Издательство Машиностроение, 1966 г., стр.75, 76):
- торможение при помощи кольцевого зазора;
- торможение при помощи дросселя, встроенного в гидроцилиндр;
- торможение при помощи дросселя, расположенного в магистрали вне гидроцилиндра;
- торможение при помощи ряда отверстий;
- торможение двойным поршнем;
- торможение при помощи уменьшения давления на входе в гидроцилиндр и/или торможение противодавлением.
В источнике http://www.gidrolast.ru/laibrary_02.htm представлены обобщенные данные по гидроцилиндрам прямолинейного действия с различными типами демпферов.
Далее по тексту гидроцилиндр может называться упрощенно цилиндром.
Пружинный демпфер (рис.1.2а, источник http://www.gidrolast.ru/laibrary_02.htm) представляет собой пружину 1, установленную на внутренней стороне крышки цилиндра 2, тормозящую поршень 3 в конце хода.
Демпфер с ложным штоком (рис.1.2б, источник http://www.gidrolast.ru/laibrary_02.htm) представляет собой короткий ложный шток 1 и выточку 2 в крышке цилиндра. Ложный шток может иметь коническую или цилиндрическую форму. В конце хода поршня жидкость запирается ложным штоком в выточке крышки цилиндра и вытесняется оттуда через узкую кольцевую щель. Если ложный шток выполнен в виде конуса, то эта щель уменьшается по мере достижения поршнем конца своего хода. При этом сопротивление движению жидкости возрастает, а инерция, ускорение и скорость движения поршня уменьшаются.
Регулируемый демпфер с отверстием (рис.1.2в, источник http://www.gidrolast.ru/laibrary_02.htm) по принципу действия аналогичен демпферу с ложным штоком. Конструктивное отличие заключается в том, что запираемая в выточке крышки цилиндра жидкость вытесняется через канал 1 малого сечения, в котором установлена игла 2 для регулирования проходного сечения отверстия.
Гидравлический демпфер (рис.1.2г, источник http://www.gidrolast.ru/laibrary_02.htm) применяется в том случае, когда конструкцией цилиндра не может быть предусмотрена выточка. В гидравлическом демпфере в конце хода поршня стакан 1 упирается в крышку цилиндра, а жидкость вытесняется из полости 2 через кольцевой зазор между стаканом 1 и поршнем 3. Пружина 4 возвращает стакан в исходное положение при холостом ходе поршня.
Из вышесказанного следует, что задача остановки без удара перемещаемой гидроцилиндром массы и улучшение демпфирующих свойств гидроцилиндра является актуальной.
Все вышеописанные устройства усложняют и существенно утяжеляют как гидроцилиндр, так и в целом гидравлическую систему. Способы изготовления гидроцилиндров с такими устройствами чрезвычайно сложны. Поэтому в изобретении предложен способ, позволяющий изготовить гидроцилиндр с демпфирующими свойствами, заложенными в конструкцию контактирующей пары: внутренней поверхности гильзы и уплотнения поршня. До этого эта пара использовалась для надежного разделения поршневой и штоковой полостей гидроцилиндра.
Известен способ конструктивно-технологической оптимизации гидроцилиндра (Патент РФ 2277136, опубл. 27.05.2006 г.), который включает изготовление гидроцилиндра из металла. Гидроцилиндр содержит корпуса с продольным отверстием. Отверстие корпуса гидроцилиндра содержит три зоны шлифования А, Д, С. Ширина зоны «А» - зоны тонкого шлифования - превышает на 3-5% удвоенную толщину зон износа тормозных колодок, взаимодействующих с рабочими вилками толкателей золотников. Ширина зоны «А» определяется относительно центральной плоскости симметрии отверстия гидроцилиндра, для размещения в зоне «А» манжет и калиброванных разрезных колец резьбы монтажных резьбовых отверстий и цилиндрорезьбового отверстия выполняют коническими. Длину зоны «А» в отверстии гидроцилиндра для осевого хода манжет золотников определяют величиной износа слоя тормозных колодок, приравниваемой к величине циклических перемещений подач. Структуру материала комбинированного корпуса выполняют из деформируемого прессуемого алюминиевого сплава, при минимальных показателях твердости и предела текучести.
Техническим результатом этого аналога является повышение коррозионной стойкости и долговечности изделий, а также снижение себестоимости гидроцилиндра при производстве. Способ не упрощает изготовление демпфера гидроцилиндра.
Известен способ бесцентрового шлифования напроход круглых цилиндрических поверхностей (Патент РФ 2240913, опубл. в Бюл.33. 2004 г.), при котором изделию сообщают вращение и перемещение в осевом направлении и обрабатывают вращающимся абразивным инструментом переменной абразивной способности в осевом направлении, для повышения производительности и качества обработки при последовательном выполнении стадий черновой, чистовой и отделочной обработок, определяют теплостойкость обрабатываемого материала, устанавливают максимальное значение тангенциальной составляющей силы резания при прохождении изделия в зоне шлифования, а переменную характеристику абразивного инструмента в осевом направлении задают с позиций стабилизации силовых характеристик процесса шлифования.
Известен способ шлифования (Авторское свидетельство СССР 1454656, опубл. в Бюл.4, 1989 г.), при котором деталь устанавливают в центры, вращают от автономного привода и шлифуют одновременно двумя оппозитно расположенными кругами сначала на подачах врезания, а затем на рабочих подачах, для повышения производительности обработки, на рабочих подачах оба шлифовальных круга непрерывно перемещают на деталь с постоянной скоростью, при этом центры освобождают в направлении поперечных подач.
Этот способ может быть применен для изготовления гидроцилиндра, однако, при этом, не упрощает изготовление гидроцилиндра.
Известен способ шлифования (Патент РФ 2041788, опубл. в Бюл.23, 1995 г.), включающий этапы чернового и чистового шлифования, при котором деталь устанавливают в центры, имеющие возможность на этапе чистового шлифования свободно перемещаться в направлении поперечной подачи, приводят во вращение от автономного привода и шлифуют одновременно кругами с двух сторон, при этом свободное перемещение детали создают на этапах и чернового, и чистового шлифования, перед обработкой деталь устанавливают относительно линии центров шлифовальных кругов на расстоянии, равном длине доминирующей гармонической составляющей погрешности формы.
Этот способ также может быть применен для изготовления гидроцилиндра, однако, при этом, не упрощает изготовление демпфера гидроцилиндра.
Прототипом изобретения является способ обработки внутренней поверхности гильзы гидроцилиндра, включающий черновую расточку отверстия гильзы гидроцилиндра, чистовую расточку отверстия гильзы гидроцилиндра, доводку отверстия гильзы гидроцилиндра, причем доводку осуществляют шлифованием посредством шлифовального круга с абразивами (в частности, шкурками), в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых (В.А.Марутов, С.А.Павловский, инженеры. Гидроцилиндры. Конструкции и расчет - М.: Машиностроение, 1966, стр.158-160). Приведенная совокупность признаков прототипа совпадает с частью признаков заявленного способа.
Этот способ не упрощает изготовление демпфера гидроцилиндра.
Раскрытие изобретения.
Задачей изобретения является разработка способа, обеспечивающего упрощение изготовления гидроцилиндра с улучшенными демпфирующими свойствами.
Задача решается за счет того, что способ обработки внутренней поверхности гильзы гидроцилиндра включает черновую расточку отверстия гильзы гидроцилиндра, чистовую расточку отверстия гильзы гидроцилиндра, доводку отверстия гильзы гидроцилиндра, причем доводку осуществляют шлифованием посредством шлифовального устройства с абразивами (в частности, шкурками), в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых, и от прототипа отличается тем, что после доводки отверстия гильзы, на внутренней поверхности гильзы цилиндра в области, прилегающей к поршневой крышке цилиндра, осуществляют наплавку выступа вдоль образующей внутренней поверхности гильзы, при этом наплавку осуществляют тем же металлом, из которого выполнена гильза гидроцилиндра, и перед наплавкой место наплавки очищают от загрязнений (в частности, от масла и ржавчины), обезжиривают травлением, и после осуществления наплавки выступ шлифуют посредством шлифовального устройства с абразивами, в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых;
и протяженность выступа после шлифовки составляет величину L, определяемую по формуле:
L=Lol,
где Lo - протяженность области гильзы цилиндра, прилегающей к поршневой крышке гидроцилиндра в осевом направлении.
l - величина, принимающая значения из диапазона от 0.1 до 1;
и выступ выполняют высотой от 0.001 до 0,1 мм и шириной от 0.0001 до 25% от величины протяженности внутренней границы поперечного сечения гильзы цилиндра;
и после доводки отверстия гильзы на внутренней поверхности гильзы цилиндра в области, прилегающей к штоковой крышке гидроцилиндра, осуществляют наплавку выступа вдоль образующей внутренней поверхности гильзы, при этом наплавку осуществляют тем же металлом, из которого выполнена гильза цилиндра, при этом перед наплавкой место наплавки очищают от загрязнений (в частности, от масла и ржавчины), обезжиривают травлением, и после осуществления наплавки выступ шлифуют посредством шлифовального устройства с абразивами, в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых;
и протяженность выступа после шлифовки составляет величину К, определяемую по формуле:
K=Kok,
где Ко - протяженность области гильзы, прилегающей к штоковой крышке гидроцилиндра в осевом направлении.
k - величина, принимающая значения из диапазона от 0.1 до 1;
и выступ выполняют высотой от 0.001 до 0.1 мм и шириной от 0.0001 до 25% от величины протяженности внутренней границы поперечного сечения гильзы цилиндра.
Протяженность области гильзы цилиндра, прилегающей к поршневой крышке цилиндра, измеряется в осевом направлении. На фиг.1 эта область (точнее - протяженность этой области в осевом направлении) обозначена позицией 49.
Гильза цилиндра по оси разбивается на три равных области:
- область гильзы, прилегающая к поршневой крышке гидроцилиндра;
- область гильзы, прилегающая к штоковой крышке гидроцилиндра. В этой крышке имеется отверстие, в котором расположен шток гидроцилиндра. На фиг.1 протяженность этой области в осевом направлении обозначена позицией 51;
- срединная область гильзы, расположенная между двумя вышеописанными областями. На фиг.1 протяженность этой области в осевом направлении обозначена позицией 50.
Рабочая область гидроцилиндра обозначена позицией 48. Она объединяет все вышеуказанные области.
В патентной и технической документации область гильзы, прилегающую к поршневой крышке гидроцилиндра, еще называют подпоршневой областью.
В патентной и технической документации область гильзы, прилегающую к штоковой крышке гидроцилиндра, еще называют надпоршневой областью.
От прототипа изобретение отличается тем, что после доводки отверстия гильзы на внутренней поверхности гильзы цилиндра в области, прилегающей к поршневой крышке цилиндра, осуществляют наплавку выступа или выступов вдоль образующей внутренней поверхности гильзы, при этом наплавку осуществляют тем же металлом, из которого выполнена гильза гидроцилиндра, и перед наплавкой место наплавки или места наплавки, если количество выступов более одного, очищают от загрязнений (в частности, от масла и ржавчины), обезжиривают травлением, и после осуществления наплавки выступ или выступы, если количество выступов более одного, шлифуют посредством шлифовального устройства с абразивами, в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых;
и протяженность выступа или каждого выступа, если количество выступов более одного, после шлифовки составляет величину L, определяемую по формуле:
L=Lol,
где Lo - протяженность области гильзы цилиндра, прилегающей к поршневой крышке гидроцилиндра в осевом направлении.
l - величина, принимающая значения из диапазона от 0.1 до 1;
и выступ или каждый выступ, если количество выступов более одного, выполняют высотой от 0.001 до 0.1 мм и шириной от 0.0001 до 25% от величины протяженности внутренней границы поперечного сечения гильзы цилиндра;
и/или после доводки отверстия гильзы на внутренней поверхности гильзы цилиндра в области, прилегающей к штоковой крышке гидроцилиндра, осуществляют наплавку выступа или выступов вдоль образующей внутренней поверхности гильзы, при этом наплавку осуществляют тем же металлом, из которого выполнена гильза цилиндра, при этом перед наплавкой место наплавки или места наплавки, если количество выступов более одного, очищают от загрязнений (в частности, от масла и ржавчины), обезжиривают травлением, и после осуществления наплавки выступ или выступы шлифуют посредством шлифовального устройства с абразивами, в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых;
и протяженность выступа или каждого выступа, если количество выступов более одного, после шлифовки составляет величину К, определяемую по формуле:
K=Kok,
где Ко - протяженность области гильзы, прилегающей к штоковой крышке гидроцилиндра в осевом направлении.
k - величина, принимающая значения из диапазона от 0.1 до 1;
и выступ или каждый выступ, если количество выступов более одного, выполняют высотой от 0.001 до 0.1 мм и шириной от 0.0001 до 25% от величины протяженности внутренней границы поперечного сечения гильзы цилиндра.
В изобретении защищается три варианта реализации способа.
Первый вариант.
Способ обработки внутренней поверхности гильзы гидроцилиндра, включающий черновую расточку отверстия гильзы гидроцилиндра, чистовую расточку отверстия гильзы гидроцилиндра, доводку отверстия гильзы гидроцилиндра, причем доводку осуществляют шлифованием посредством шлифовального устройства с абразивами (в частности, шкурками), в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых, и после доводки отверстия гильзы на внутренней поверхности гильзы цилиндра в области, прилегающей к поршневой крышке цилиндра, осуществляют наплавку выступа или выступов вдоль образующей внутренней поверхности гильзы, при этом наплавку осуществляют тем же металлом, из которого выполнена гильза гидроцилиндра, и перед наплавкой место наплавки или места наплавки, если количество выступов более одного, очищают от загрязнений (в частности, от масла и ржавчины), обезжиривают травлением, и после осуществления наплавки выступ или выступы, если количество выступов более одного, шлифуют посредством шлифовального устройства с абразивами, в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых;
и протяженность выступа или каждого выступа, если количество выступов более одного, после шлифовки составляет величину L, определяемую по формуле:
L=Lol,
где Lo - протяженность области гильзы цилиндра, прилегающей к поршневой крышке гидроцилиндра в осевом направлении.
l - величина, принимающая значения из диапазона от 0.1 до 1;
и выступ или каждый выступ, если количество выступов более одного, выполняют высотой от 0.001 до 0.1 мм и шириной от 0.0001 до 25% от величины протяженности внутренней границы поперечного сечения гильзы цилиндра.
Второй вариант.
Способ обработки внутренней поверхности гильзы гидроцилиндра, включающий черновую расточку отверстия гильзы гидроцилиндра, чистовую расточку отверстия гильзы гидроцилиндра, доводку отверстия гильзы гидроцилиндра, причем доводку осуществляют шлифованием посредством шлифовального устройства с абразивами (в частности, шкурками), в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых, и после доводки отверстия гильзы на внутренней поверхности гильзы цилиндра в области, прилегающей к штоковой крышке гидроцилиндра, осуществляют наплавку выступа или выступов вдоль образующей внутренней поверхности гильзы, при этом наплавку осуществляют тем же металлом, из которого выполнена гильза цилиндра, при этом перед наплавкой место наплавки или места наплавки, если количество выступов более одного, очищают от загрязнений (в частности, от масла и ржавчины), обезжиривают травлением, и после осуществления наплавки выступ или выступы шлифуют посредством шлифовального устройства с абразивами, в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых;
и протяженность выступа или каждого выступа, если количество выступов более одного, после шлифовки составляет величину К, определяемую по формуле:
К=Kok,
где Ко - протяженность области гильзы, прилегающей к штоковой крышке гидроцилиндра в осевом направлении.
k - величина, принимающая значения из диапазона от 0.1 до 1;
и выступ или каждый выступ, если количество выступов более одного, выполняют высотой от 0.001 до 0.1 мм и шириной от 0.0001 до 25% от величины протяженности внутренней границы поперечного сечения гильзы цилиндра.
Третий вариант.
Способ обработки внутренней поверхности гильзы гидроцилиндра, включающий черновую расточку отверстия гильзы гидроцилиндра, чистовую расточку отверстия гильзы гидроцилиндра, доводку отверстия гильзы гидроцилиндра, причем доводку осуществляют шлифованием посредством шлифовального устройства с абразивами (в частности, шкурками), в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых, и после доводки отверстия гильзы на внутренней поверхности гильзы цилиндра в области, прилегающей к поршневой крышке цилиндра, осуществляют наплавку выступа или выступов вдоль образующей внутренней поверхности гильзы, при этом наплавку осуществляют тем же металлом, из которого выполнена гильза гидроцилиндра, и перед наплавкой место наплавки или места наплавки, если количество выступов более одного, очищают от загрязнений (в частности, от масла и ржавчины), обезжиривают травлением, и после осуществления наплавки выступ или выступы, если количество выступов более одного, шлифуют посредством шлифовального устройства с абразивами, в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых;
и протяженность выступа или каждого выступа, если количество выступов более одного, после шлифовки составляет величину L, определяемую по формуле:
L=Lol,
где Lo - протяженность области гильзы цилиндра, прилегающей к поршневой крышке гидроцилиндра в осевом направлении.
l - величина, принимающая значения из диапазона от 0.1 до 1;
и выступ или каждый выступ, если количество выступов более одного, выполняют высотой от 0.001 до 0.1 мм и шириной от 0.0001 до 25% от величины протяженности внутренней границы поперечного сечения гильзы цилиндра;
и после доводки отверстия гильзы на внутренней поверхности гильзы цилиндра в области, прилегающей к штоковой крышке гидроцилиндра, осуществляют наплавку выступа или выступов вдоль образующей внутренней поверхности гильзы, при этом наплавку осуществляют тем же металлом, из которого выполнена гильза цилиндра, при этом перед наплавкой место наплавки или места наплавки, если количество выступов более одного, очищают от загрязнений (в частности, от масла и ржавчины), обезжиривают травлением, и после осуществления наплавки выступ или выступы шлифуют посредством шлифовального устройства с абразивами, в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых;
и протяженность выступа или каждого выступа, если количество выступов более одного, после шлифовки составляет величину К, определяемую по формуле:
К=Kok,
где Ко - протяженность области гильзы, прилегающей к штоковой крышке гидроцилиндра в осевом направлении.
k - величина, принимающая значения из диапазона от 0.1 до 1;
и выступ или каждый выступ, если количество выступов более одного, выполняют высотой от 0.001 до 0.1 мм и шириной от 0.0001 до 25% от величины протяженности внутренней границы поперечного сечения гильзы цилиндра.
Техническим результатом изобретения является упрощение изготовления демпфера гидроцилиндра, заключающееся в том, что на внутренней поверхности гильзы выполняют выступ или выступы определенной высоты, обеспечивающий(ие) увеличение силы сопротивления движению поршня в области, прилегающей к крышке гидроцилиндра. В конструкцию гидроцилиндра не вводят дополнительные сложные демпфирующие устройства или системы. Принцип действия, изготавливаемого по заявленному способу, демпфера заключается в увеличении силы трения между уплотнением или уплотнениями, расположенными на поршне и внутренней поверхностью гильзы вблизи крышек гидроцилиндра (в области гильзы цилиндра, прилегающей к штоковой и/или поршневой крышке цилиндра).
При реализации способа будет получен гидроцилиндр с улучшенными демпфирующими свойствами при движении поршня в области, прилегающей к любой крышке гидроцилиндра.
Кроме того, такой гидроцилиндр будет воспринимать повышенный крутящий момент от присоединенной массы в том случае, когда поршень будет находиться в области размещения выступов на внутренней поверхности гильзы.
Краткое описание чертежей.
На фиг.1 изображено продольное сечение гидроцилиндра. Сечение А-А расположено в области гильзы, прилегающей к поршневой крышке цилиндра.
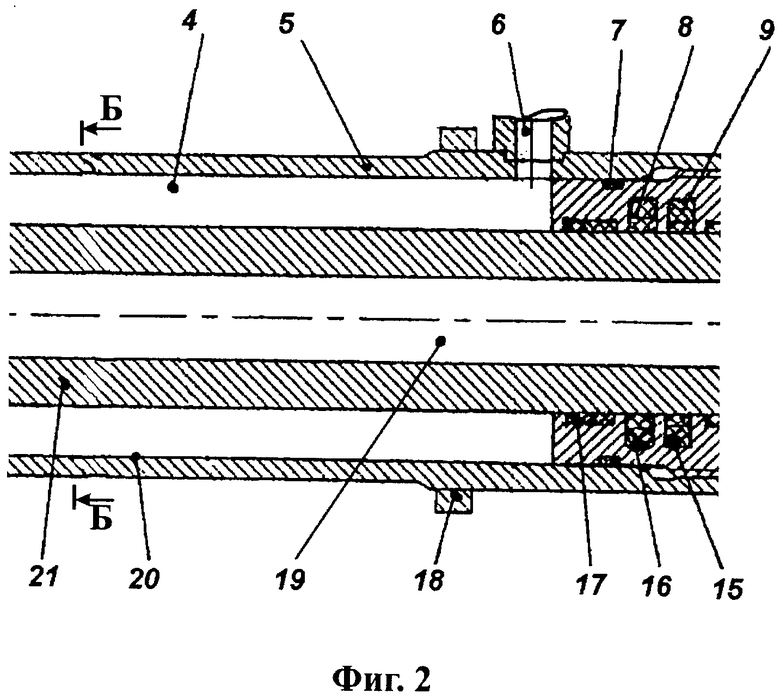
На фиг.2 изображены часть срединной области гильзы и область гильзы, прилегающая к штоковой крышке цилиндра. Сечение Б-Б расположено в срединной области гильзы.
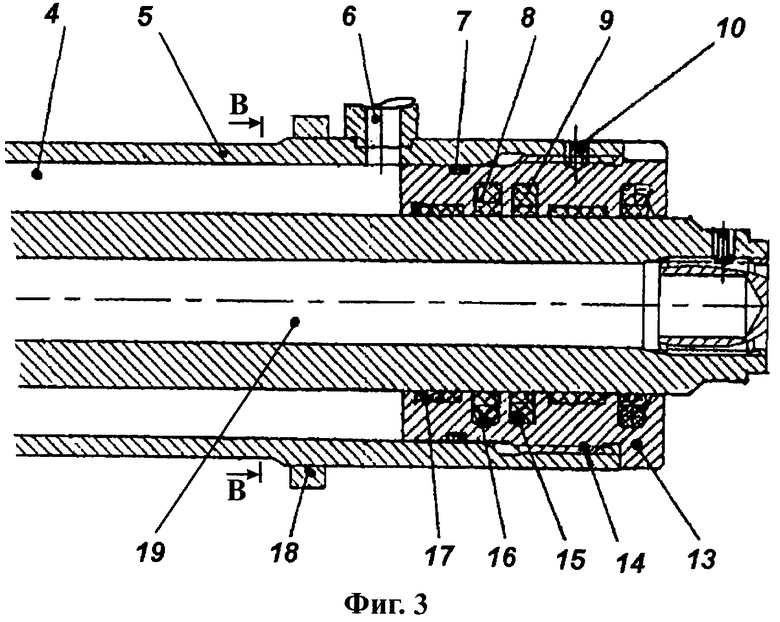
На фиг.3 изображена область гильзы, прилегающая к штоковой крышке цилиндра.
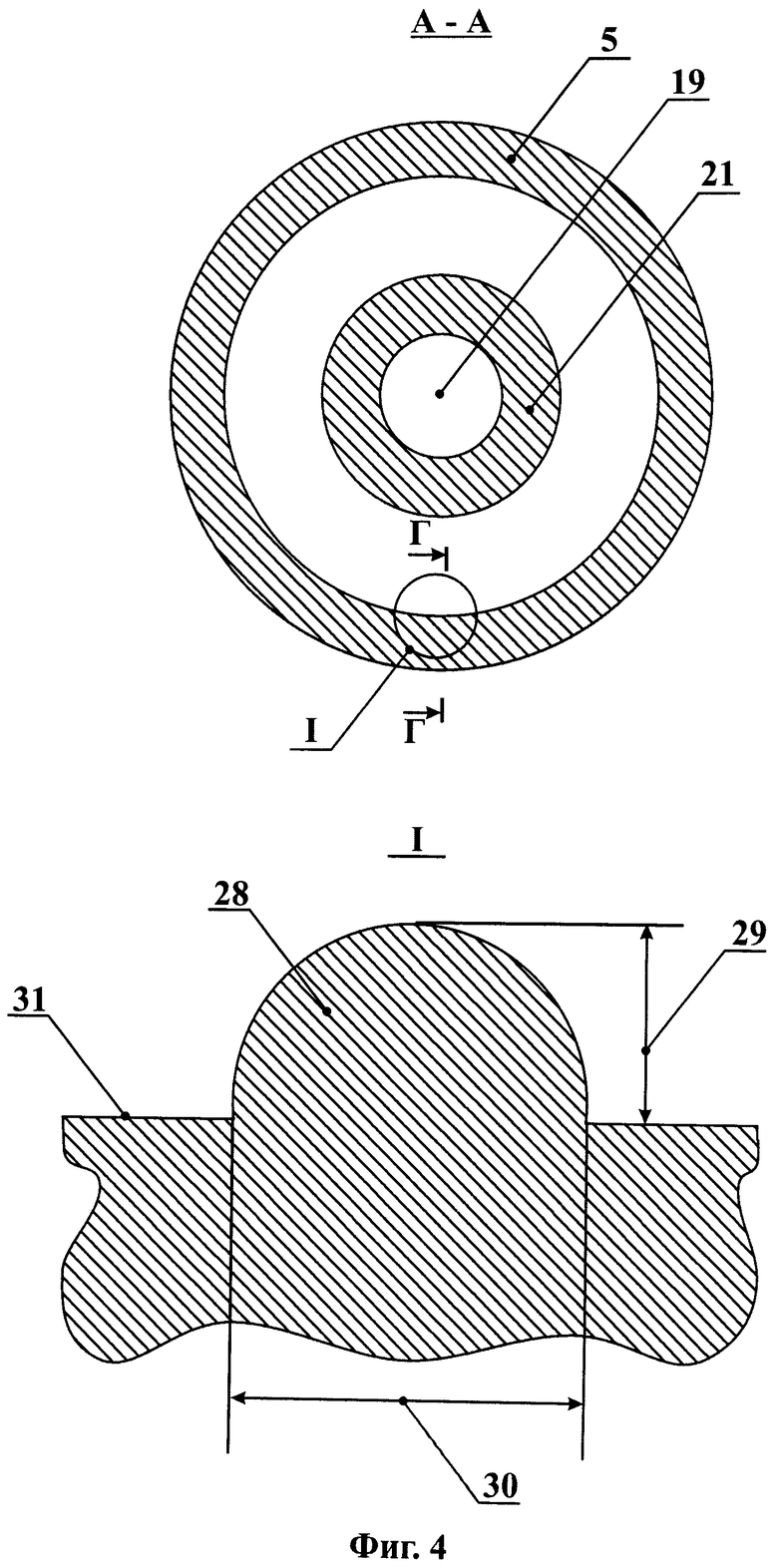
На фиг.4 изображено поперечное сечение А-А с выносным элементом I.
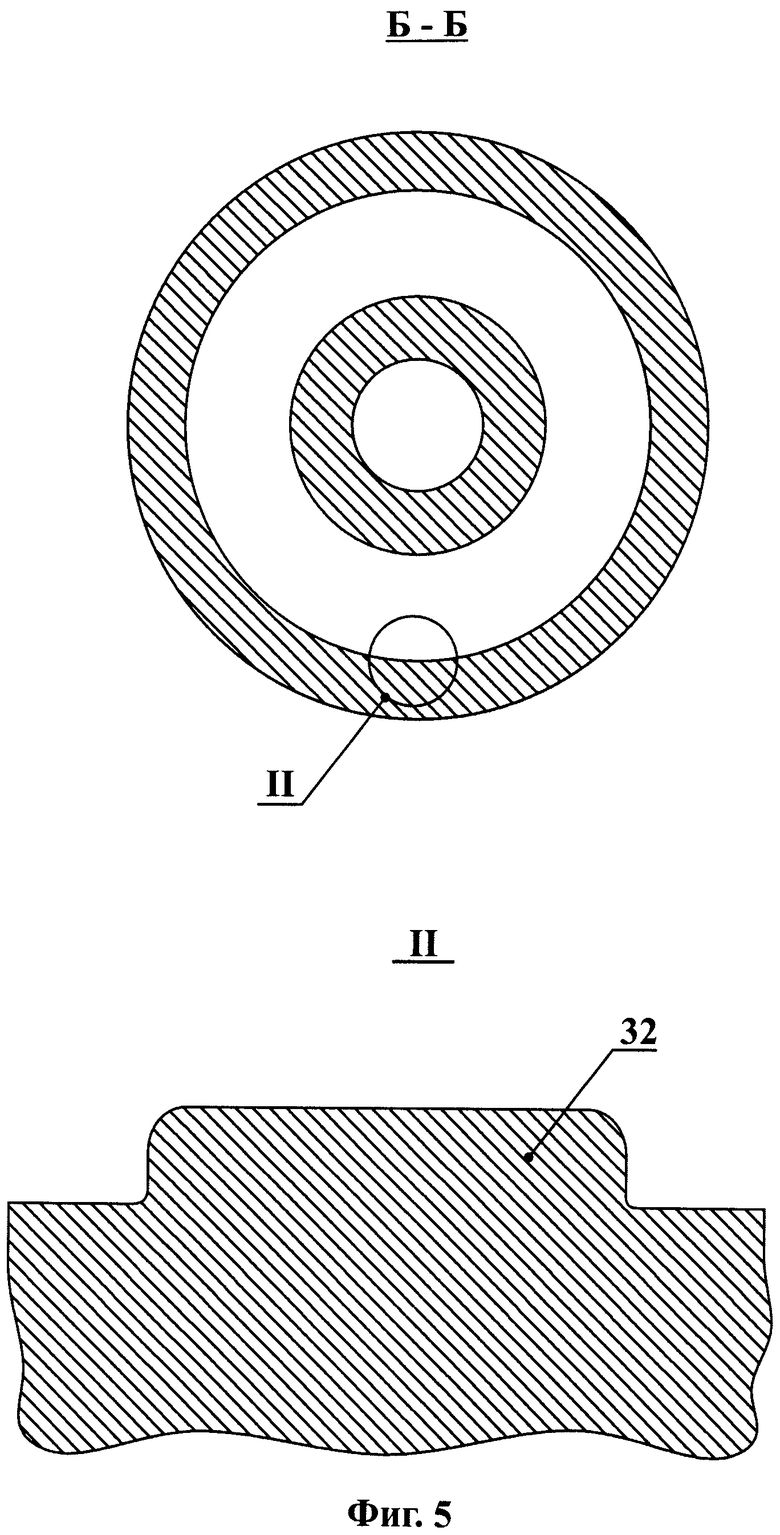
На фиг.5 изображено поперечное сечение Б-Б с выносным элементом II.
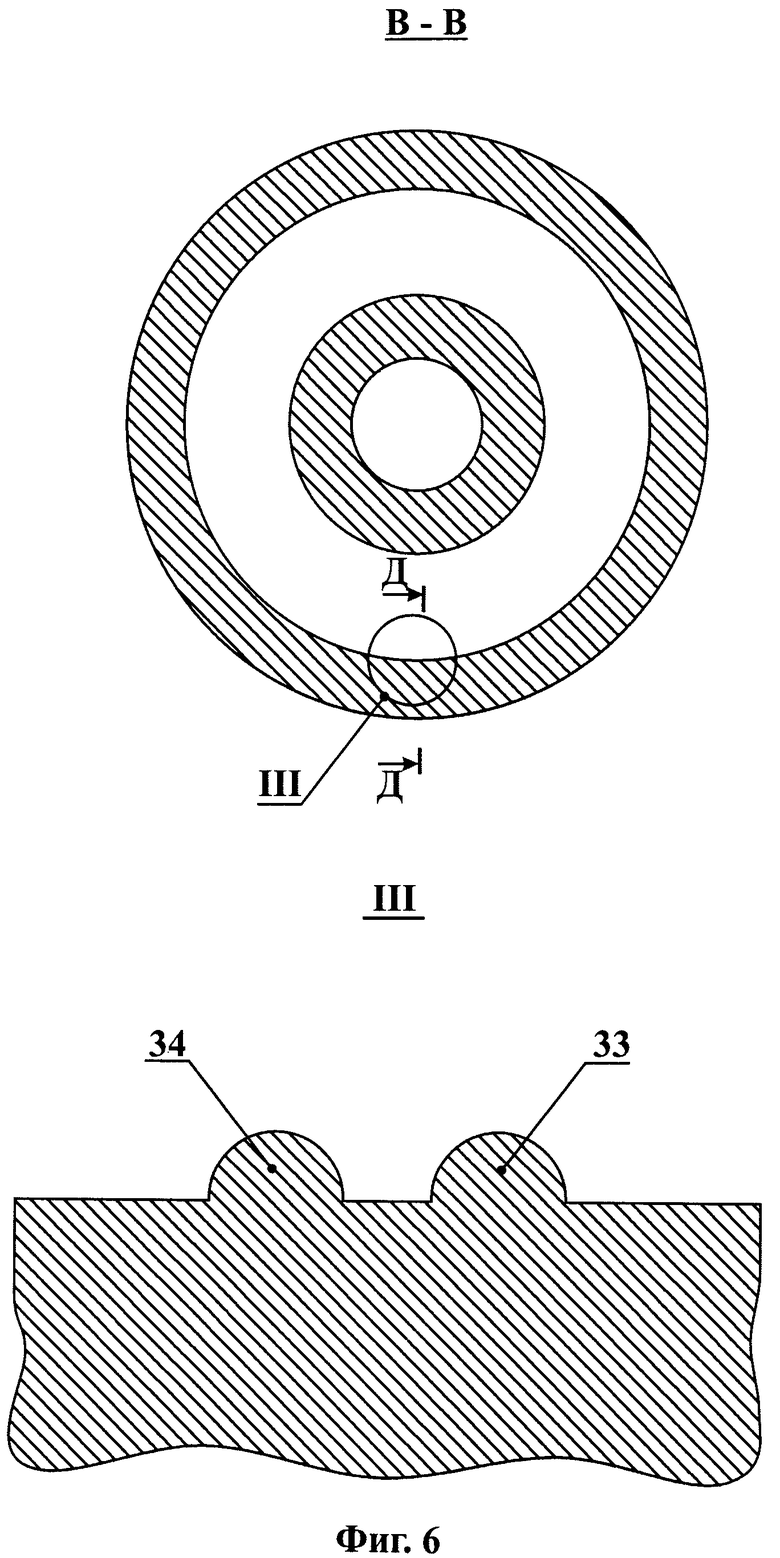
На фиг.6 изображено поперечное сечение В-В с выносным элементом III.
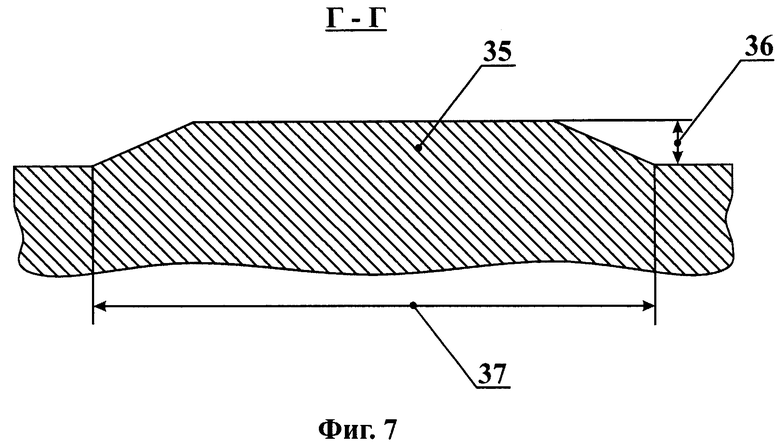
На фиг.7 изображено продольное сечение Г-Г.
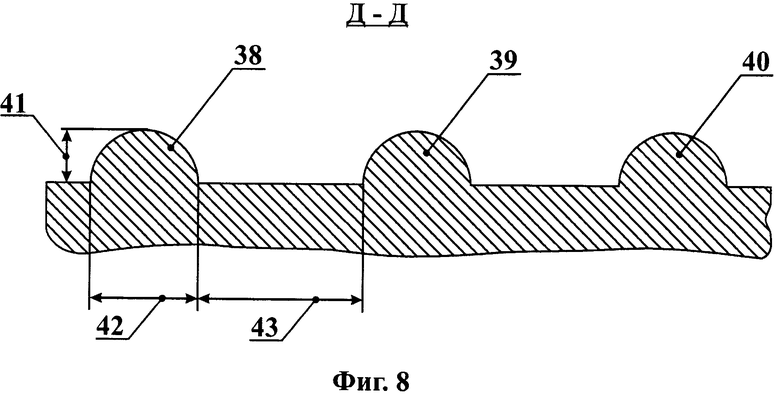
На фиг.8 изображено продольное сечение Д-Д.
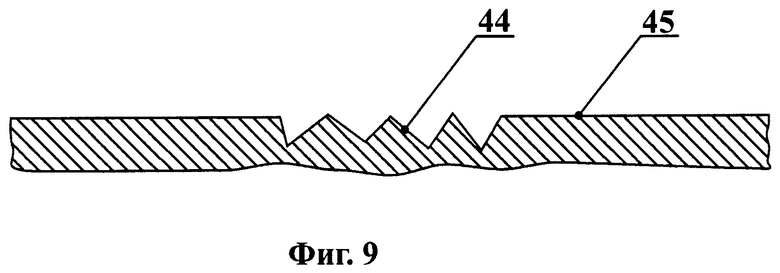
На фиг.9 изображен элемент поперечного сечения гильзы с рифленым участком под наплавку.
На фиг.10 изображен элемент поперечного сечения гильзы с наплавкой 46.
На фиг.11 изображен элемент поперечного сечения гильзы с отшлифованной наплавкой 47.
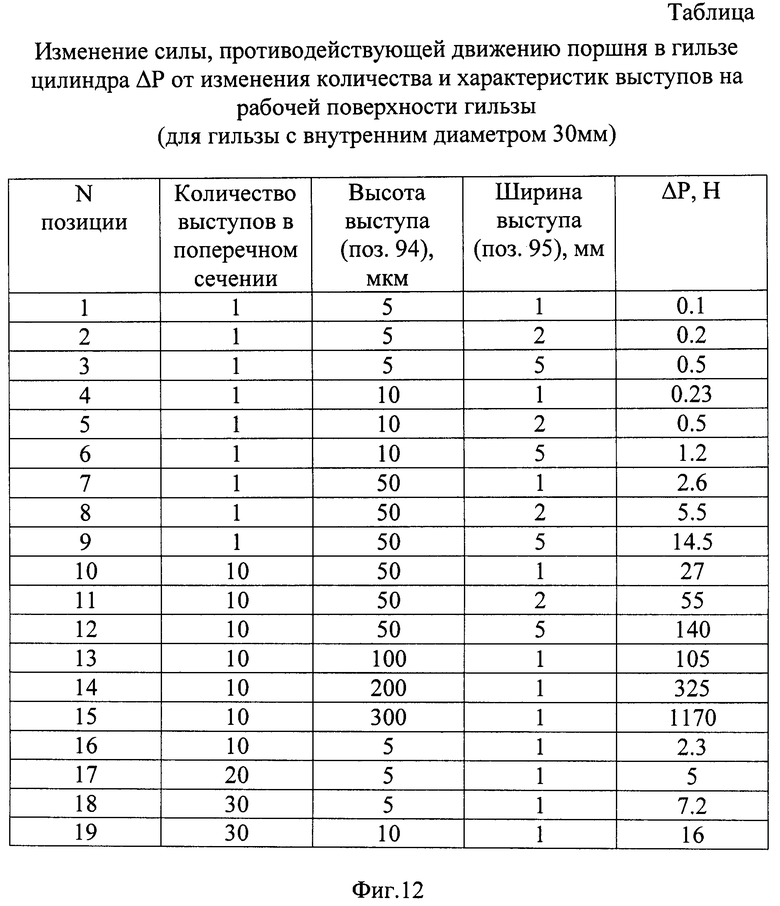
На фиг.12 представлена таблица изменения силы ΔР,
противодействующей движению поршня в гильзе цилиндра от изменения количества и характеристик выступов на рабочей поверхности гильзы.
Осуществление изобретения.
Гидроцилиндр содержит корпус (см. фиг.1), выполненный в виде цилиндрической гильзы 5 с крышкой 25, съемной сквозной крышкой 13 и фланцевым концевым присоединителем 18. Гидроцилиндр содержит односторонний полый шток 21 с поршнем 3 и концевым присоединителем 12 в виде ввертного уха, опорно-уплотнительные элементы (уплотнения) 1,7, 8, 9, 11,15, 16, 23, 24 подвижных и неподвижных соединений, каналы 27, 6 подвода рабочей жидкости соответственно в поршневую 4 и штоковую полости 26 гидроцилиндра. Шток соединен с поршнем посредством резьбы. При этом между штоком и поршнем расположено уплотнение 22. Уплотнения выполнены на основе уплотнительных колец из износостойкого композиционного полимерного материала с высокими антифрикционными свойствами, например, фторопласта. Позицией 20 обозначена внутренняя поверхность гильзы (зеркала гильзы) гидроцилиндра.
Съемная сквозная крышка 13 корпуса сопряжена с гильзой 5 посредством резьбового соединения 14 с контровкой одним или несколькими установочными винтами 10. Поршень 3 выполнен в виде закрепленной на хвостовике штока 21 при помощи резьбового соединения цилиндрической втулки, дополнительно законтренной по месту сочленения несколькими равнорасположенными по окружности, либо одним установочным винтом.
Внутренняя полость 19 штока 21 со стороны расположения поршня 3 герметизирована крышкой 25 с формированием между ее торцом и поршнем штоковой полости 26, соединенной с каналом 27.
Для радиальной фиксации поршня и штока заявляемого гидроцилиндра с возможностью их перемещения использованы разрезные уплотнительные элементы 2 и 17.
Крышку 25 еще называют поршневой крышкой цилиндра.
Крышку 13 еще называют штоковой крышкой цилиндра.
При осуществлении заявленного способа может быть изготовлен гидроцилиндр двухстороннего действия.
На фиг.4 представлено поперечное сечение А-А с выносным элементом I. На внутренней поверхности 31 гильзы цилиндра выполнен выступ 28. Высота выступа в сечении обозначена позицией 29, ширина выступа в сечении обозначена позицией 30. Граница выступа в сечении выполнена в виде части границы окружности.
Механические исследования уплотнений применяющихся на поршнях отечественных и зарубежных гидроцилиндров и гидроамортизаторов показали, что величина упругой деформации уплотнения поршня может составлять величину до 100 мкм.
Таким образом, высоту выступа целесообразно выполнять из диапазона значений до 100 мкм. Если высота выступа будет выполнена больше чем 100 мкм, то уплотнение в месте контакта с выступом подвергнется пластической деформации, что не допустимо.
На фиг.12 представлена таблица с экспериментальными данными, показывающими влияние выступов на увеличение силы ΔР, противодействующей движению поршня.
Анализ таблицы показывает, что на ΔР оказывает влияние увеличение высоты, ширины и количества выступов. Все выступы изготавливались после доводки отверстия гидроцилиндра.
В строках 14 и 15 таблицы отражена ситуация, когда выступы вызывают пластическую деформацию уплотнения. Наблюдается серьезное увеличение (в разы) силы ΔР.
При выполнении 100 выступов (шириной 100 мкм) в поперечном сечении расстояние между выступами выполнялось примерно 840 мкм.
На фиг.5 представлено поперечное сечение Б-Б с выносным элементом II. На внутренней поверхности 31 гильзы цилиндра выполнен выступ 32. Граница выступа в сечении выполнена в виде части границы прямоугольника со скругленными углами.
На фиг.6 представлено поперечное сечение В-В с выносным элементом III. На внутренней поверхности гильзы цилиндра выполнены выступы 33 и 34. Граница каждого выступа в сечении выполнена в виде части границы окружности.
На фиг.7 представлено продольное сечение Г-Г. На внутренней поверхности гильзы цилиндра выполнен выступ 35. Высота выступа в продольном сечении обозначена позицией 36, протяженность выступа в продольном сечении обозначена позицией 37.
На фиг.8 представлено продольное сечение Д-Д. На внутренней поверхности гильзы цилиндра выполнены выступы 38, 39 и 40. Высота каждого выступа в продольном сечении обозначена позицией 41, протяженность каждого выступа в продольном сечении обозначена позицией 42. Расстояние между выступами обозначено позицией 43.
Заявленный способ обработки внутренней поверхности гильзы гидроцилиндра по первому варианту включает:
черновую расточку отверстия гидроцилиндра,
чистовую расточку отверстия гидроцилиндра,
доводку отверстия гидроцилиндра, причем доводку осуществляют шлифованием посредством шлифовального круга с абразивами (в частности, шкурками), в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых,
после доводки отверстии отверстия гильзы на внутренней поверхности гильзы цилиндра в области, прилегающей к поршневой крышке цилиндра, осуществляют наплавку выступа или выступов вдоль образующей внутренней поверхности гильзы.
Заявленный способ обработки внутренней поверхности гильзы гидроцилиндра по второму варианту включает:
черновую расточку отверстия гидроцилиндра,
чистовую расточку отверстия гидроцилиндра,
после доводки отверстия гильзы на внутренней поверхности гильзы цилиндра в области, прилегающей к штоковой крышке гидроцилиндра, осуществляют наплавку выступа или выступов вдоль образующей внутренней поверхности гильзы.
Заявленный способ обработки внутренней поверхности гильзы гидроцилиндра по третьему варианту включает:
черновую расточку отверстия гидроцилиндра,
чистовую расточку отверстия гидроцилиндра,
доводку отверстия гидроцилиндра, причем доводку осуществляют шлифованием посредством шлифовального круга с абразивами (в частности, шкурками), в процессе шлифования абразивы последовательно заменяются от крупнозернистых до мелкозернистых,
после доводки отверстии отверстия гильзы на внутренней поверхности гильзы цилиндра в области, прилегающей к поршневой крышке цилиндра, осуществляют наплавку выступа или выступов вдоль образующей внутренней поверхности гильзы,
после доводки отверстия гильзы на внутренней поверхности гильзы цилиндра в области, прилегающей к штоковой крышке гидроцилиндра, осуществляют наплавку выступа или выступов вдоль образующей внутренней поверхности гильзы.
Новым в способе является то, что после доводки отверстия гильзы на внутренней поверхности гильзы 45 цилиндра в области 44 (см. фиг.9), прилегающей к поршневой крышке цилиндра, осуществляют наплавку выступа 46 (см. фиг.10) или выступов вдоль образующей внутренней поверхности гильзы. Для лучшего сцепления наплавленного выступа с поверхностью гильзы область 44 подвергают рифлению (наносят рифли).
При этом наплавку осуществляют тем же металлом, из которого выполнена гильза цилиндра.
Перед наплавкой место наплавки или места наплавки, если количество выступов более одного, очищают от загрязнений (в частности, от масла и ржавчины), обезжиривают травлением, и после осуществления наплавки выступ 47 (см. фиг.11) или выступы, если количество выступов более одного, шлифуют.
Протяженность выступа или каждого выступа, если количество выступов более одного, после шлифовки составляет величину L, определяемую по формуле:
L=Lol,
где Lo - протяженность области гильзы цилиндра, прилегающей к поршневой крышке цилиндра в осевом направлении.
l - величина, принимающая значения из диапазона от 0.1 до 1.
Ниже приведем поясняющие примеры.
Пример 1.
Пусть Lo=100 мм, тогда при l=0.1 протяженность выступа L=10 мм.
Пример 2.
Пусть Lo=100 мм, тогда при l=0.2 протяженность выступа L=20 мм.
Пример 3.
Пусть Lo=100 мм, тогда при l=1 протяженность выступа L=100 мм.
Выступ или каждый выступ, если количество выступов более одного, выполняют высотой от 0.001 до 0.1 мм и шириной от 0.0001 до 25% от величины протяженности внутренней границы поперечного сечения гильзы цилиндра.
Второй вариант реализации способа отличается от первого тем, что после доводки отверстия гильзы на внутренней поверхности гильзы цилиндра в области, прилегающей к штоковой крышке цилиндра, осуществляют наплавку выступа или выступов вдоль образующей внутренней поверхности гильзы.
Третий вариант реализации способа отличается от первого тем, что после доводки отверстия гильзы на внутренних поверхностях гильзы цилиндра в областях, прилегающих к штоковой крышке цилиндра и поршневой крышке цилиндра, осуществляют наплавку выступов вдоль образующей внутренней поверхности гильзы.
Работа изготавливаемого по заявленному способу демпфера будет заключаться в увеличении силы трения между уплотнением или уплотнениями, расположенными на поршне, и внутренней поверхностью гильзы вблизи крышек гидроцилиндра (в области гильзы цилиндра, прилегающей к штоковой и/или поршневой крышке цилиндра) из-за наличия на этих поверхностях выступов.
Таким образом, задача изобретения решена.
Разработан способ, обеспечивающий упрощение изготовления гидроцилиндра с улучшенными демпфирующими свойствами.
При реализации заявленного способа будет достигнуто упрощение изготовления демпфера гидроцилиндра. Упрощение изготовления демпфера заключается в том, что на внутренней поверхности гильзы выполняют выступ или выступы определенной высоты, обеспечивающий(ие) увеличение силы сопротивления движению поршня в области, прилегающей к крышке гидроцилиндра. В конструкцию гидроцилиндра не вводят дополнительные сложные демпфирующие устройства или системы. При реализации способа будет получен гидроцилиндр с улучшенными демпфирующими свойствами при движении поршня в области, прилегающей к любой крышке гидроцилиндра.
Кроме того, такой гидроцилиндр будет воспринимать повышенный крутящий момент от присоединенной массы в том случае, когда поршень будет находиться в области размещения выступов на внутренней поверхности гильзы. У поршня будет повышенное сцепление с поверхностью гильзы из-за взаимодействия с выступом или выступами.
Изобретение может быть использовано при производстве различных гидроцилиндров для стреловых кранов (в частности, для перемещения выдвижной секции стрелы стрелового крана), кранов-манипуляторов (в частности, для перемещения секции стрелы крана-манипулятора), бульдозеров и другой дорожно-строительной техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗЫ ГИДРОАМОРТИЗАТОРА | 2011 |
|
RU2481182C2 |
| ДИСПЕРГАТОР | 2010 |
|
RU2430774C1 |
| ДИСПЕРГАТОР | 2010 |
|
RU2430773C1 |
| ТРУБЧАТЫЙ МАТЕРИАЛ | 2010 |
|
RU2415328C1 |
| АМОРТИЗАТОР ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2448291C2 |
| ГИДРО- ИЛИ ПНЕВМОЦИЛИНДР | 2006 |
|
RU2327905C1 |
| Пневмопривод рабочего органа устройства для пробивки корки электролита в алюминиевом электролизере | 2016 |
|
RU2638718C1 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ ДЕМПФЕР | 2002 |
|
RU2230953C1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| ГРАНУЛИРОВАННОЕ УДОБРЕНИЕ НА ОСНОВЕ ТОРФА | 2011 |
|
RU2469994C1 |
Изобретение относится к области машиностроения, в частности к технологии изготовления и обработки гидроцилиндров, используемых в различных машинах и механизмах. Способ обработки внутренней поверхности гильзы гидроцилиндра включает черновую расточку отверстия гильзы гидроцилиндра, чистовую расточку отверстия гильзы гидроцилиндра и доводку отверстия гильзы гидроцилиндра. После доводки отверстия гильзы на внутренней ее поверхности в областях, прилегающих к штоковой и поршневой крышкам цилиндра, осуществляют наплавку выступов вдоль образующей внутренней поверхности гильзы. Обеспечивается упрощение изготовления гидроцилиндра с улучшенными демпфирующими свойствами. 12 ил., 1 табл.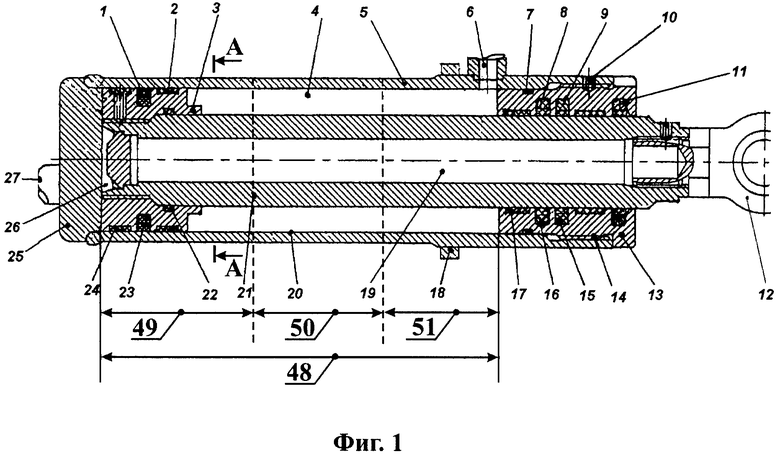
Способ обработки внутренней поверхности гильзы гидроцилиндра, включающий черновую расточку отверстия гильзы гидроцилиндра, чистовую расточку отверстия гильзы гидроцилиндра и доводку отверстия гильзы гидроцилиндра, причем доводку осуществляют шлифованием посредством шлифовального устройства с абразивами, в частности шкурками, причем в процессе шлифования абразивы последовательно заменяют от крупнозернистых до мелкозернистых, отличающийся тем, что после доводки отверстия гильзы, на внутренней поверхности гильзы гидроцилиндра в области, прилегающей к поршневой крышке гидроцилиндра, осуществляют наплавку выступа вдоль образующей внутренней поверхности гильзы, при этом наплавку осуществляют тем же металлом, из которого выполнена гильза гидроцилиндра, и перед наплавкой место наплавки очищают от загрязнений, в частности, от масла и ржавчины, обезжиривают травлением, а после наплавки выступ шлифуют посредством шлифовального устройства с абразивами с последовательной заменой в процессе шлифования абразивов от крупнозернистых до мелкозернистых, при этом протяженность выступа после шлифовки составляет величину L, определяемую по формуле:
L=Lol,
где Lo - протяженность области гильзы гидроцилиндра, прилегающей к поршневой крышке гидроцилиндра в осевом направлении, а
l - величина, принимающая значения из диапазона от 0,1 до 1,0,
высота - от 0,001 до 0,1 мм, а ширина - от 0,0001 до 25% от величины протяженности внутренней границы поперечного сечения гильзы гидроцилиндра, а на внутренней поверхности гильзы гидроцилиндра в области, прилегающей к штоковой крышке гидроцилиндра, осуществляют наплавку выступа вдоль образующей внутренней поверхности гильзы, при этом наплавку осуществляют тем же металлом, из которого выполнена гильза гидроцилиндра, перед наплавкой место наплавки очищают от загрязнений, в частности, от масла и ржавчины, обезжиривают травлением, и после наплавки выступ шлифуют посредством шлифовального устройства с абразивами с последовательной заменой в процессе шлифования абразивов от крупнозернистых до мелкозернистых, при этом протяженность выступа после шлифовки составляет величину К, определяемую по формуле:
K=Kok,
где Ко - протяженность области гильзы, прилегающей к штоковой крышке гидроцилиндра в осевом направлении,
k - величина, принимающая значения из диапазона от 0,1 до 1,0,
высота - от 0,001 до 0,1 мм, а ширина - от 0,0001 до 25% от величины протяженности внутренней границы поперечного сечения гильзы гидроцилиндра.
| Способ обработки гильзы цилиндра двигателя внутреннего сгорания | 1988 |
|
SU1632728A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ГИЛЬЗЫ ЦИЛИНДРА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1992 |
|
RU2100633C1 |
| Способ финишной обработки | 1990 |
|
SU1775273A1 |
| Абразивный инструмент | 1989 |
|
SU1706838A1 |

