Изобретение относится к абразивной, обработке,а именно созданию износо- стойких поверхностей трения сколь- жения.
Цель изобретения - повышение износостойкости обрабатываемой поверхности, производительности и стойкости инструмента.
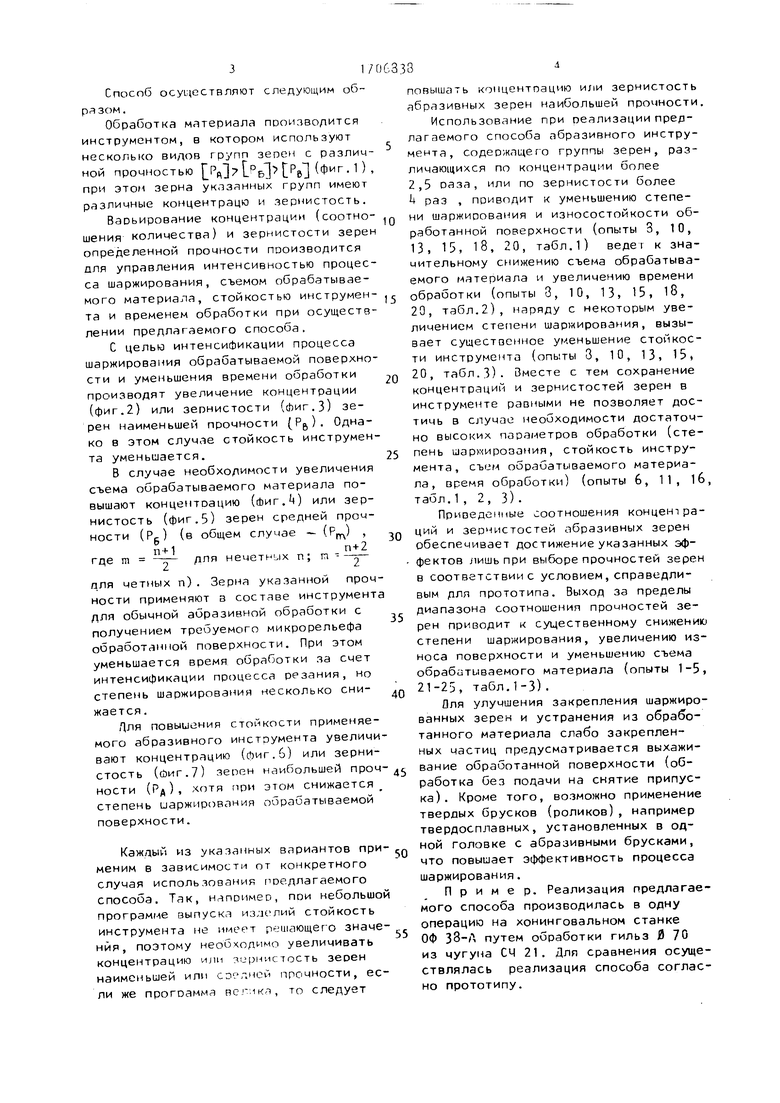
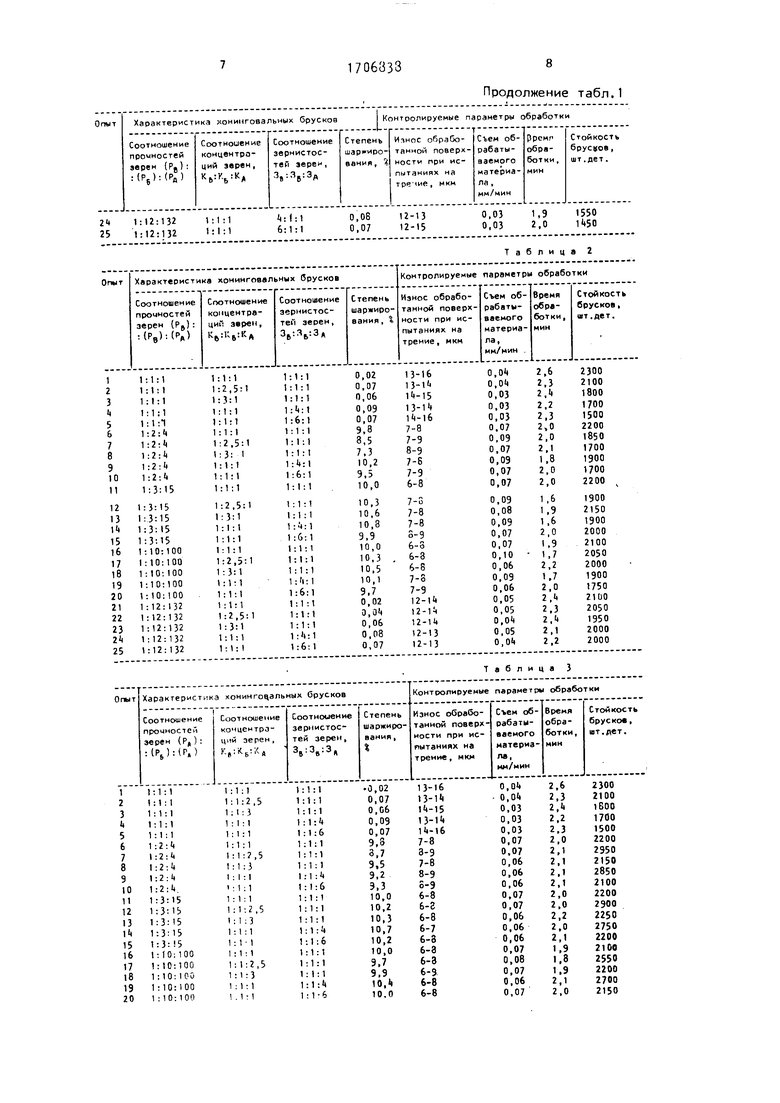
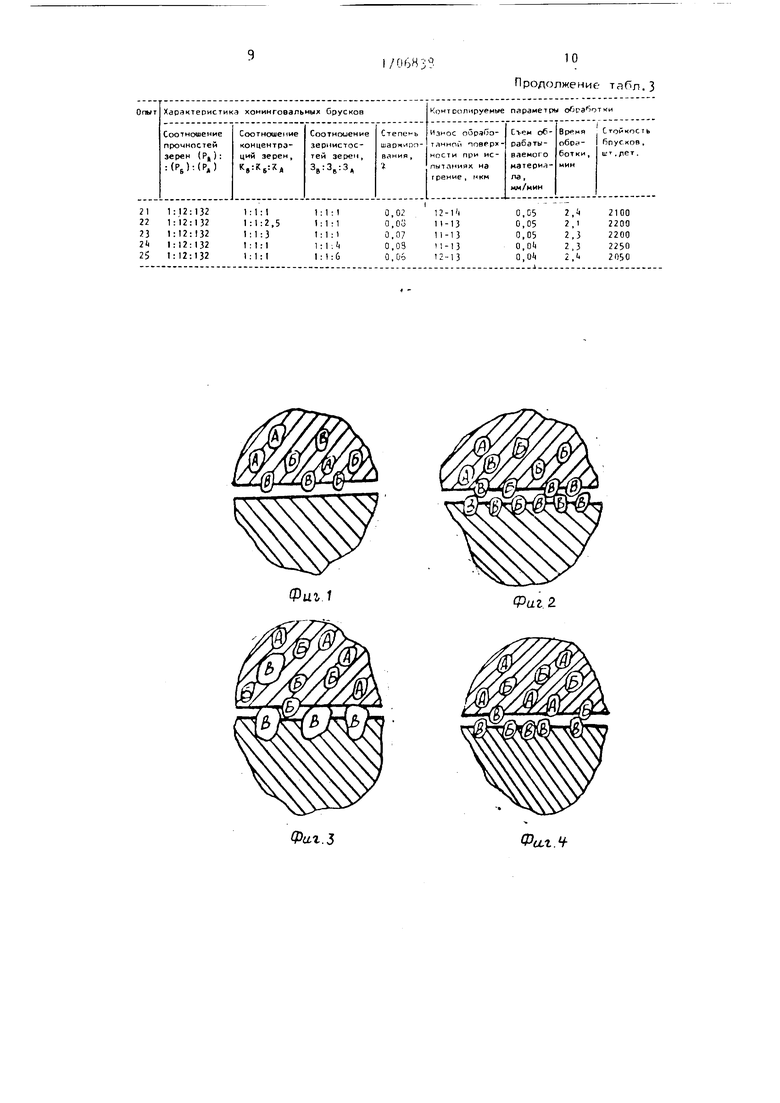
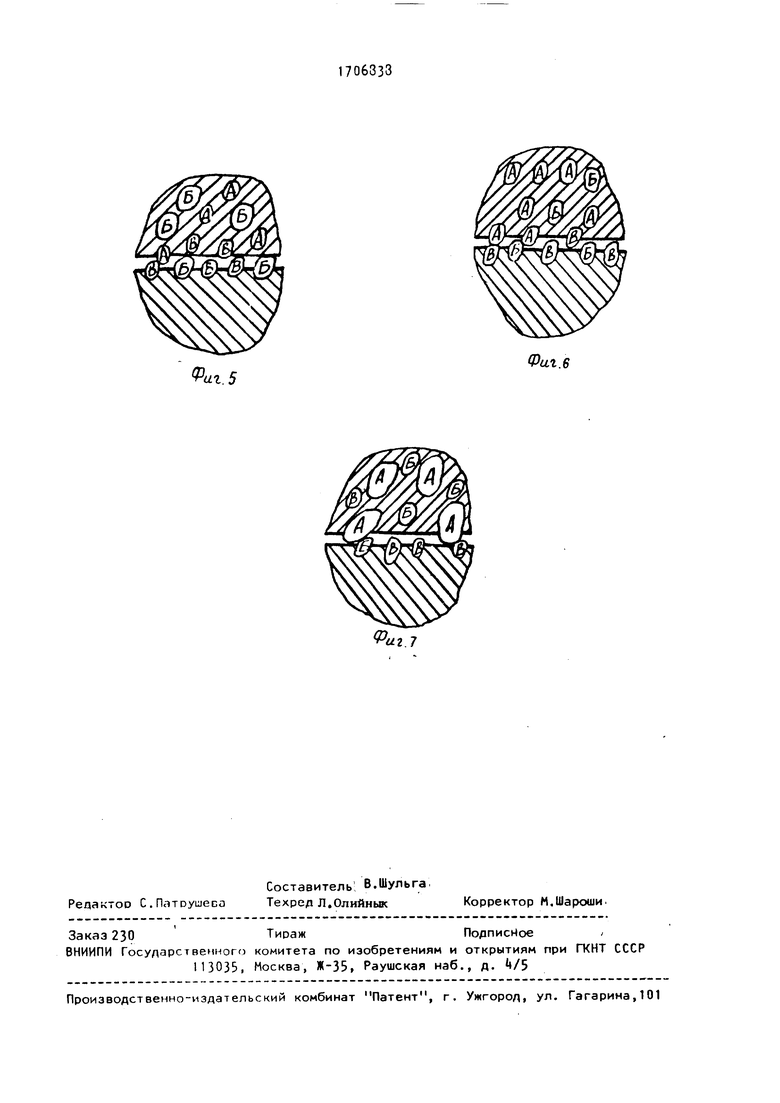
На фиг.1-7 представлены схемы, поясняющие реализацию различных вариантов инструментов.
Для обработки используют инструмент с группами абразивных зерен различной прочности, величина котопой выбирается из условия Р, . . . P J .. 7LPruf t
где fP l поочность зерен i-й rpyhГР 1 пы, при этом FpTT 2-10, i 1,
,2,...,п, и с различными концентрацией или зернистостью абразивных - зерен, находящимися, в следующий соотношениях:
1 С 2,5; it |l Ј 4; ММ
; i,j i,2...n,
где K;,Kj - концентрации i-й и i-й групп зерен; 3;,3. - зернистости i-й и j-й групп зерен.
О
о
00
со оо
31/ Способ осуществляют следующим образом.
Обработка материала производится инструментом, в котором используют несколько видов групп зерен с различной прочностью (фиг.1), при этом зерна указанных групп имеют различные концентрацю и зернистость.
Варьирование концентрации (соотношения количества) и зернистости зерен определенной прочности производится для управления интенсивностью процесса шаржирования, съемом обрабатывае
G333
0
повышать концентоацию или зернистость абразивных зерен наибольшей прочности.
Использование при реализации предлагаемого способа абразивного инструмента, содержащего группы зерен, различающихся по концентрации более 2,5 раза, или по зернистости более b раз , приводит к уменьшению степени шаржирования и износостойкости обработанной поверхности (опыты 3, 10, 13, 15, 18, 20, табл.1) ведет к значительному снижению съема обрабатываемого материала и увеличению времени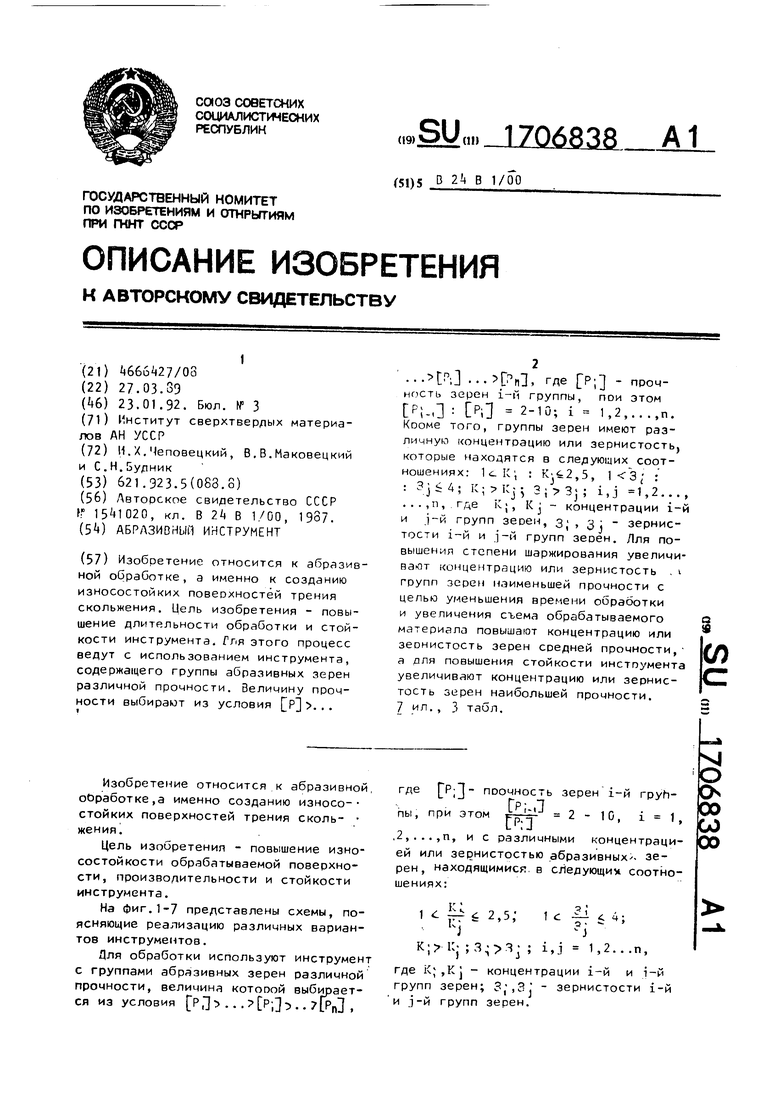

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения износостойких поверхностей | 1987 |
|
SU1541020A1 |
| Способ обработки гильзы цилиндра с шаржированием ее поверхности абразивными частицами | 1985 |
|
SU1284792A1 |
| Способ обработки металлов и сплавов | 1982 |
|
SU1027007A1 |
| Способ определения параметров шаржированной поверхности | 1987 |
|
SU1541512A1 |
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Абразивный инструмент | 1980 |
|
SU901043A1 |
| Масса для изготовления алмазного инструмента | 1988 |
|
SU1583274A1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| Способ определения степени шаржирования | 1987 |
|
SU1525552A1 |
Изобретение относится к абразивной обработке, а именно к созданию износостойких поверхностей трения скольжения. Цель изобретения - повышение длительности обработки и стойкости инструмента. Гля этого процесс ведут с использованием инструмента, содержащего группы абразивных зерен различной прочности. Величину прочности выбирают из условия Р . . . , ...М, где Р; - проч- ность зерен i-й группы, пои этом p;-J : М 2-1°; i i,2,...,n. Кооме того, группы зерен имеют различную концентрацию или зернистость, которые находятся в следующих соотношениях: 1 К; : К 42,5, 1 3; : ji4; К; К; ; } i.J 1,2..., ...,п, где KJ, Kj - концентрации i-й и j-й групп зеоеи, 3; 3i зернистости i-й и j-й групп зеоен. Лля по- вышенил степени шаржирования увеличивают концентрацию или зернистость , i групп зерен наименьшей прочности с целью уменьшения времени обработки и увеличения съема обрабатываемого материала повышают концентрацию или зеонистость зерен средней прочности,- а для повышения стойкости инстпумента увеличивают концентрацию или зернистость зерен наибольшей прочности. 7 ил., 3 табл. (Л
мого материала, стойкостью инструмен- )5 обработки (опыты 3, 10, 13, 15, 18, та и временем обработки при осуществ- 20, табл.2), наряду с некоторым увелении предлагаемого спосооа.
С целью интенсификации процесса шаржирования обрабатываемой поверхности и уменьшения времени обработки производят увеличение концентрации (фиг.2) или зернистости (фиг.З) зерен наименьшей прочности (Pg,). Однако в этом случае стойкость инструмента уменьшается.
В случае необходимости увеличения съема обрабатываемого материала повышают концептоацию (фиг. О или зернистость (фиг.5) зерен средней прочности (Р6) (в общем случае (р) ,
25
где m
п+1
для нечетных n; n п+2
30
для четных п). Зерна указанной прочности применяют в составе инструмента для обычной абразивной обработки с получением требуемого микрорельефа обработанной поверхности. При этом уменьшается время обработки за счет интенсификации процесса резания, но степень шаржировании несколько снижается .
Для повыиения стойкости применяемого абразивного инструмента увеличи35
40
личением степени шаржирования, вызывает существенное уменьшение стойкос ти инструмента (опыты 3, 10, 13, 15, 20, табл.3). Вместе с тем сохранение концентраций и зернистостей зерен в инструменте равными не позволяет дос тичь в случае необходимости достаточ но высоких параметров обработки (сте пень шаржирования, стойкость инструмента, съем обрабатываемого материала, время обработки) (опыты 6, 11, 1 табл.1, 2, 3).
Приведенные соотношения конценч ра ций и зернистостей абразивных зерен обеспечивает достижение указанных эффектов лишь при выборепрочностей зере в соответствии с условием,справедливым для прототипа. Выход за пределы диапазона соотношении прочностей зерен приводит к существенному снижени степени шаржирования, увеличению из носа поверхности и уменьшению съема обрабатываемого материала (опыты 1-5 21-25, табл.1-3).
Оля улучшения закрепления шаржиро ванных зерен и устранения из обработанного материала слабо закрепленных частиц предусматривается выхаживают концентрацию (фиг.6) или зернистость (йиг.7) зерен наибольшей проч-д вание обработанной поверхности (об- ности (Рд), хотя при этом снижается работка без подачи на снятие припус- степень иаржирования обрабатываемой поверхности.
ка). Кроме того, возможно применение твердых брусков (роликов), например твердосплавных, установленных в одной головке с абразивными брусками, что повышает эффективность процесса шаржирования.
Каждый из указанных вариантов при- меним в зависимости от конкретного случая использования предлагаемого способа. Так, например, пои небольшой программе выпуска излелий стойкость инструмента не имеет решающего значения, поэтому необходимо увеличивать концентрацию или зернистость зерен наименьшей или средней прочности, если же программа велика, то следует
,Q
25
30
35
40
личением степени шаржирования, вызывает существенное уменьшение стойкости инструмента (опыты 3, 10, 13, 15, 20, табл.3). Вместе с тем сохранение концентраций и зернистостей зерен в инструменте равными не позволяет достичь в случае необходимости достаточно высоких параметров обработки (степень шаржирования, стойкость инструмента, съем обрабатываемого материала, время обработки) (опыты 6, 11, 16, табл.1, 2, 3).
Приведенные соотношения конценч раций и зернистостей абразивных зерен обеспечивает достижение указанных эффектов лишь при выборепрочностей зерен в соответствии с условием,справедливым для прототипа. Выход за пределы диапазона соотношении прочностей зерен приводит к существенному снижению степени шаржирования, увеличению износа поверхности и уменьшению съема обрабатываемого материала (опыты 1-5, 21-25, табл.1-3).
Оля улучшения закрепления шаржированных зерен и устранения из обработанного материала слабо закрепленных частиц предусматривается выхажид вание обработанной поверхности (об- работка без подачи на снятие припус-
вание обработанной поверхности (об- работка без подачи на снятие припус-
ка). Кроме того, возможно применение твердых брусков (роликов), например твердосплавных, установленных в одной головке с абразивными брусками, что повышает эффективность процесса шаржирования.
Пример. Реализация предлагаемого способа производилась в одну операцию на хонинговальном станке ОФ 33-Л путем обработки гильз 0 70 из чугуна СЧ 21. Для сравнения осуществлялась реализация способа согласно прототипу.
5Г/
Обработка гильз согласно прототип производилась хонинговальными бруска ми ЛБХ 125x3x7x5 АС20 100/30-50% + + АС2 100/80 - 502 + КЗ 3 - 50% (опы ты 16 табл. 1,2,3).
При обработке гильз поедлагаемым способом использовались бруски с характеристиками алмазных и абразивных зерен, взятых в соответствии с соотношениями концентраций и зернисто- стей, указанными в табл.1-3, исходя из характеристик брусков для способа по прототипу.
Износ гильз после испытаний определяют на профилографе-профилометре мод.201-завода Калибр. Степень шаржирования устанавливают при помощи метода катодной люминесценции на электронном микроскопе Кэмскан.
Результаты испытаний отоажены в табл.1-3, составленных для случаев варьирования концентраций или зерни- стостей зерен наименьшей, средней и наиболыие прочности соответственно при реализации заявляемого способа.
Результаты, приведенные в таол.1свидетельствуют, что обработка по предлагаемому способу по сравнению с обработкой по прототипу позволяет пр соответствующем выборе соотношений зернистостей и концентраций абразивных зерен сократить время обработки на 25%, увеличить степень шаржирования на , снизить износ обрабо-
тайной поверхности до 2 раз, повысить стойкость инструмента в 1,-1,5 раз, увеличить съем обрабатываемого материала на 30-мО-о.
Формула изобретения
Абразивный инструмент, содержащий корпус с закрепленным на нем абразивным слоем с группами зерен заданной концентрации или зернистости и различной прочностью, величину которой выбирают из условия
15
-2-10,
отличающийся тем, что, с целью повышения износостойкости обрабатываемой поверхности, производительности обработки и стойкости инструмента, концентрацию или зернистость групп зерен выбирают из условий:
1с K;/Kj6 2,5; 1 3;/3jЈ 4; К ; Kj ; 3; 3j ,
Ki .Ki
J
концентрации i-и и j-и
групп зерен;
зеонистости i-й и j-й
групп зерен; i, j 1,2...n,
при этом концентрацию или зернистость группы зерен одной прочности выбирают большей этих характеристик зерен остальных гоупп прочности.
1:12:1321:1:1 Ы:1 0,06 12-13 25 1:12:132 1:1:1 6:1:1 0,07 12-15
Продолжение табл.1
1550 Й50
Таблица 2
Таблица 3
1:1:1
1:1:2,5
1:1:3
1:1:1
1:1:1
Фиг.1
Фаг.З
Продолжение табл.3
12-1) п-13
11-U п-13
12-13
0,05 0,05 0,05 0,01) 0,0l(
2, 2,1 2,3
2,3 2.1.
2100
2200
2200
2250
2050
Фиг 2.
Фслг.ЧФиг. 5
Фиг.в
иг.7
| Авторское свидетельство СССР f | |||
| , кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
