Изобретение относится к области абразивной доводки и может быть использовано при изготовлении сферических роторов неконтактных подвесов гироскопов и других сферических деталей с высокими требованиями по точности формы.
Известно несколько трехшпиндельных установок для сферодоводки сплошных сфер, одно из которых принято за прототип (АС СССР №185231, кл. B24B 1/00, 1964). В этих установках сфера, подлежащая сферодоводке, фиксируется тремя трубчатыми притирами, оси которых расположены в одной плоскости. Угол между осями притиров равен 120°. Вращение притиров приводит во вращение сферу, которая обрабатывается абразивной пастой за счет проскальзывания между сферой и притирами. Достоинство установки в широкой полосе съема, которая позволяет уменьшить величину припуска для устранения исходной несферичности. Недостаток установки в относительно невысокой точности формы сферы на уровне 0,15 мкм (некруглость), обусловленной неравномерностью съема внутри полосы съема и большой длительностью покрытия всей поверхности сферы полосами съема. Это время съема материала со всей поверхности сферы является одной из основных характеристик точности сферодоводки.
С помощью предлагаемого устройства появляется возможность решения задачи сферодоводки единичных сплошных сфер с высокой точностью, с погрешностью формы на уровне 0,01-0,02 мкм за счет быстрого покрытия всей поверхности сферы широкими полосами съема, равномерного распределения полос съема на поверхности и выравнивания съемов внутри полос съема. Для этого используют сервоприводы, которые по программе управляют движением сферы в процессе сферодоводки. Схема предлагаемого устройства представлена на фиг.1, на которой обозначены:
1, 2, 3, 4 - трубчатые притиры;
5 - следы обработки с наибольшей толщиной съема:
6 - серводвигатели;
7 - шарико-винтовая передача.
Две пары противоположно расположенных притиров фиксируют сферу. Притиры 2, 4, образующие первую пару противоположно расположенных притиров, установлены на одной вертикальной оси, вращаются с одинаковыми скоростями, которые меняются по программе сервопривода. На оси верхнего притира установлены серводвигатель 6 и шарико-винтовая передача 7. По программе сервопривода меняется результирующая сила F сжатия сферы в вертикальном направлении. Положение центра сферы регулируют путем перемещения нижнего притира вдоль вертикальной оси. Притиры 1 и 3, образующие вторую пару, расположены на одной оси, положение которой регулируемое и определяется углом наклона к плоскости горизонта α=45°-µ, где µ - сферический радиус притиров второй оси. При соблюдении этого равенства, равенстве противоположно направленных сил Т1 Т3, приложенных к 1-му и 3-му притирам, и вращении сферы совместно, без проскальзывания, с притирами вертикальной оси, с поверхности сферы будет сниматься полоса съема шириной Вп, равная 90° в угловой мере. Съем в этих полосах будет симметричным относительно центра сферы в случае равенства относительных скоростей 1-го и 3-го притиров. С помощью таких полос съема с симметричным съемом можно добиться повышения точности сферодоводки. На фиг.2 показано расположение трех полос съема, представляющих сферические пояса с шириной в 90°, ориентированных по трем взаимно перпендикулярным осям сферы. Это один из лучших вариантов наиболее быстрого и равномерного покрытия всей поверхности сферы полосами съема. На фиг. 2 обозначены:
8-6 одинаковых областей с двумя слоями съема;
9-8 одинаковых областей с тремя слоями съема, имеющих треугольную форму.
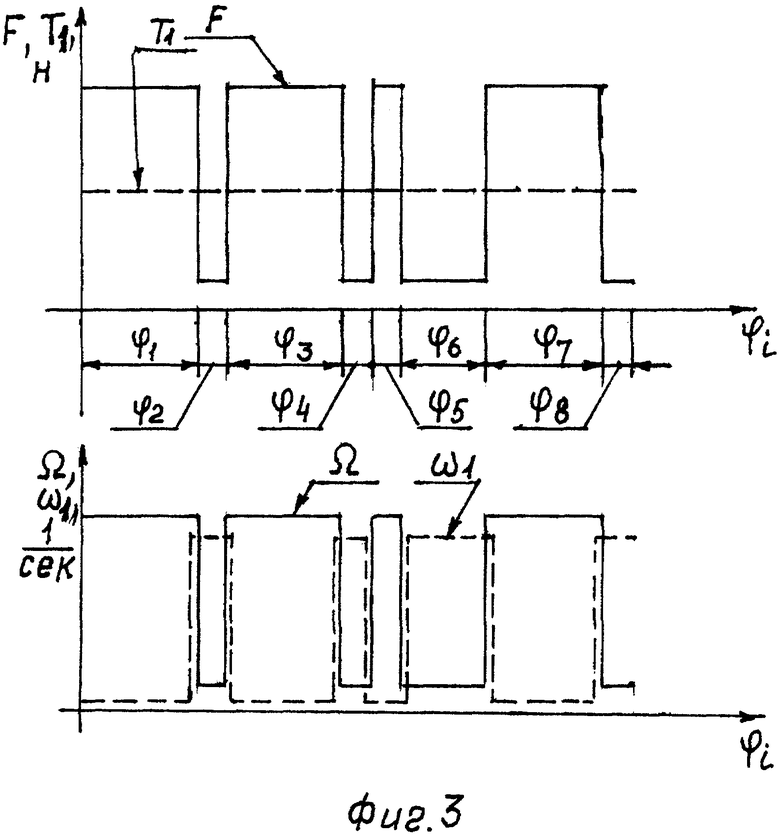
При выбранных параметрах сферических поясов и их расположении легко подсчитать, что 88% площади поверхности шарика покрыты двумя полосами съема, 12% площади составляют суммарную площадь треугольных областей, покрытых тремя полосами съема. Чтобы добиться такого расположения полос съема на поверхности сферы, помимо трех поворотов сферы на 360°, необходимо выполнить еще 5 дополнительных поворотов сферы для изменения ее ориентации относительно осей притиров. Каждый поворот сферы в устройстве происходят совместно с одной из пар притиров. Все другие повороты сферы, характеризуемые проскальзываниями со всеми четырьмя притирами, также возможны в предлагаемом устройстве, но являются нежелательными, поскольку неизбежно ведут к неравномерному съему с поверхности сферы. Неравномерный и повышенный съем с поверхности сферы возникает при замедлении вращения сферы, которое возникает при проскальзывании сферы со всеми четырьмя притирами. При совместных поворотах сферы с притирами следует оценивать устойчивость этих совместных поворотов, которая тем больше, чем больше разность сил, сжимающих сферу. Значения сил и скоростей, при которых происходят эти повороты с достаточной устойчивостью, представлены на графиках фиг.3, и вносятся в программы сервоприводов, которые управляют процессом сферодоводки в течение большого цикла сферодоводки с продолжительностью, определяемую износом абразивной пасты или достижением требуемой точности сферодоводки. На фиг.3 представлены 8 поворотов сферы, которые составляют малый цикл сферодоводки. Эти циклы повторяются до завершения большого цикла сферодоводки. Поворот сферы на 360° вокруг вертикальной оси производят при 1-ом, 3-ем и 7-ом поворотах сферы. Эти три поворота, ориентированные по трем взаимно перпендикулярным осям сферы, покрывают всю поверхность сферы полосами съема. Угловые скорости ω1, ω3 1-го и 3-го притиров при этих поворотах направлены в противоположные стороны. Значения их уточняются в процессе настройки устройства. Повороты сферы на угол, равный 90°, производят при 2-ом, 4-ом, 5-ом и 8-ом поворотах, из которых 5-ый поворот производят вокруг вертикальной оси, а остальные повороты производят вокруг 2-ой оси, наклоненной к плоскости горизонта на угол α. 6-ой поворот производят на угол 270° вокруг 2-ой оси. Для перехода от поворота вокруг вертикальной оси к повороту вокруг 2-ой оси увеличивают силы T1, Т3, уменьшают силу F и выравнивают угловые скорости ω1, ω3 1-го и 3-го притиров. Помимо сил F, T1, Т3 в программу сервопривода вводят угловую скорость Ω вращения 2-го и 4-го притиров, которая совпадает со скоростью сферы при повороте ее на 360°. Максимальные значения скорости Ω выбирают исходя из диаметра сферы и условий ее обработки. Она не должна быть слишком большой, при которой возможны образования конгломератов и появление рисок на поверхности сферы. Скорости совместного вращения сферы со 2-ой осью, наоборот, должны быть достаточно большими, так как они влияет на производительность процесса сферодоводки.
Предлагаемое устройство рассчитано на съем в виде широких полос съема с шириной, равной 90° в угловой мере. Поэтому, помимо быстрого и равномерного покрытия сферы полосами съема и равномерного распределения малых циклов сферодоводки, состоящих из 8-ми поворотов, необходимо решать задачу выравнивания съемов внутри полосы съема. С этой целью, в процессе каждого поворота, силы, сжимающие сферу, и скорости ее вращения не изменяются. Однако этого недостаточно, поскольку длины дуг притира, расположенные в плоскостях, перпендикулярных оси вращения сферы, и участвующие в сферодоводке, существенно изменяются и достигает максимума в следах 5 на фиг.1.
Отсутствие закономерностей для расчета толщины съема внутри полосы съема приводит к необходимости настройки устройства на выравнивание толщины съема внутри полосы съема. Такая настройка возможна, так как одновременно можно менять силы F, T1, Т3 и их соотношение, сферический радиус µ притиров, расположенных на 2-ой оси, ширину кромки притиров, угловые скорости ω1, ω3 1-го и 3-го притиров. Одновременно с регулировкой, рассчитанной на выравнивание толщин съемов внутри полосы съема, решают задачу выравнивания контактных давлений вдоль кромок притиров, расположенных на 2-ой оси. В статике, при неподвижной сфере и неподвижных притирах 2-ой оси, на сферу действуют силы T1, Т3, которые направлены вдоль 2-ой оси и которые создают постоянные контактные давления вдоль кромки притиров. Максимальные значения контактных давлений определяют качество обработанных поверхностей (шероховатость, риски, выколки). Поэтому во всех случаях съема следует стремиться к постоянным контактным давлениям, близким к его максимальным значениям, что позволит повысить производительность процесса сферодоводки при заданной точности сферодоводки. С этой целью к притирам 1 и 3 следует приложить дополнительные силы или моменты сил, чтобы скомпенсировать силы трения, возникающие в процессе сферодоводки, и сохранить нарушенное в процессе сферодоводки постоянство контактных давлений вдоль кромок притиров. Расположение осей 2-го и 4-го притиров на одной вертикальной оси также способствует выравниванию контактных давлений и повышает устойчивость движения сферы.
Технико-экономическая эффективность изобретения заключается в повышении производительности сферодоводки и в повышении точности формы обрабатываемой сферы.
Экономический эффект подсчитать не представляется возможным вследствие отсутствия статистически обоснованных исходных и сравнительных данных.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СФЕРОДОВОДКИ ШАРИКОВ | 2011 |
|
RU2481941C1 |
| СПОСОБ СФЕРОДОВОДКИ ШАРИКОВ | 2011 |
|
RU2479402C1 |
| Способ изготовления ротора электростатического гироскопа | 2024 |
|
RU2830829C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 2015 |
|
RU2592748C1 |
| Способ изготовления ротора электростатического гироскопа | 2024 |
|
RU2837483C1 |
| Способ изготовления ротора электростатического гироскопа и устройство для осуществления этого способа | 2016 |
|
RU2638870C1 |
| СПОСОБ ДОВОДКИ ЗАМКНУТЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1993 |
|
RU2105655C1 |
| Способ изготовления ротора шарового гироскопа | 2016 |
|
RU2660756C2 |
| Способ изготовления ротора шарового гироскопа | 2020 |
|
RU2743492C1 |
| ШАРИКОПОДШИПНИК РАДИАЛЬНЫЙ | 2012 |
|
RU2518384C2 |

Изобретение относится к машиностроению и может быть использовано при финишной абразивной доводке единичных сплошных сфер. Обрабатываемая сфера расположена между двумя парами трубчатых притиров, оси которых размешены в одной плоскости. Первая пара притиров имеет вертикальную ось вращения и установленные на оси верхнего притира серводвигатель и шарико-винтовую передачу для изменения по программе результирующей силы сжатия сферы в вертикальном направлении. Положение оси второй пары притиров регулируется отклонением от плоскости горизонта на угол α, определяемый по формуле α=45°-µ, где µ - угол сферического радиуса притиров второй пары. При доводке по программам сервоприводов обеспечивается каждый поворот сферы совместно с одной из пар противоположно расположенных притиров. В результате повышается точность доводки обрабатываемой сферы. 1 з.п. ф-лы, 3 ил.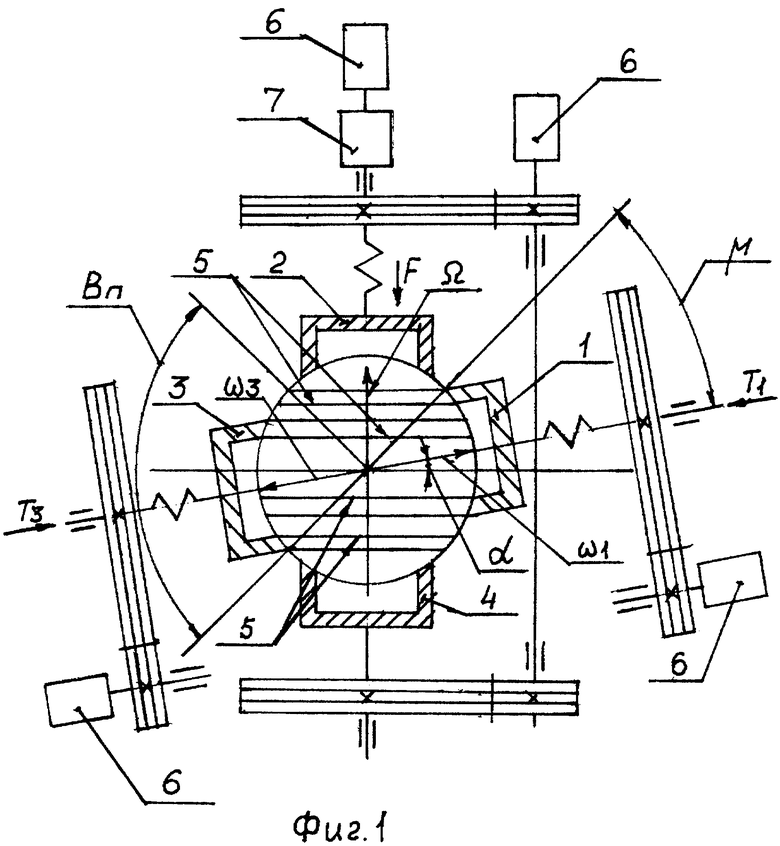
1. Устройство для доводки сферы, расположенной между кромками трубчатых притиров, оси вращения которых расположены в одной плоскости, отличающееся тем, что оно выполнено с двумя парами противоположно расположенных притиров, фиксирующих сферу, причем первая пара притиров имеет вертикальную ось вращения и установленные на оси верхнего притира сервопривод и шарико-винтовую передачу для изменения результирующей силы сжатия сферы в вертикальном направлении, а положение оси второй пары притиров регулируется отклонением от плоскости горизонта на угол α, определяемый по формуле α=45°-µ, где µ - угол сферического радиуса притиров второй пары.
2. Устройство по п.1, отличающееся тем, что оно содержит сервоприводы, изменяющие результирующую силу сжатия сферы и угловые скорости вращения притиров по программе с обеспечением каждого поворота сферы совместно с одной из пар противоположно расположенных притиров.
| СПОСОБ ОБРАБОТКИ ШАРА ТРЕМЯ ЧАШЕЧНЫМИ ПРИТИРАМИ | 0 |
|
SU185231A1 |
| СПОСОБ ДОВОДКИ СФЕРИЧЕСКИХ ДЕТАЛЕЙ | 0 |
|
SU400442A1 |
| Устройство для доводки сферических поверхностей | 1983 |
|
SU1122484A1 |
| US 3961448 A1, 08.06.1976 | |||
| US 6186875 B1, 13.02.2001. | |||

