1
Изоб|рете1Н1не касается чистовой обработки деталей.
И:31Вйсгны ;апособы доводки сферических деталей, заключающиеся в том, что деталь пр и«удителыно вращают между притирами и на ее поверхность подают абразив.
Целью изобретения яаляетюя повышение
Т10ЧНО:СТ|И доводки.
Для этого одному из притиров сообщают «а чательные, .а другому - вращательные движенин относительно детали, которую вращают синхронно движениям качающего притира, попеременно создавая вакуум в полостях иритиров.
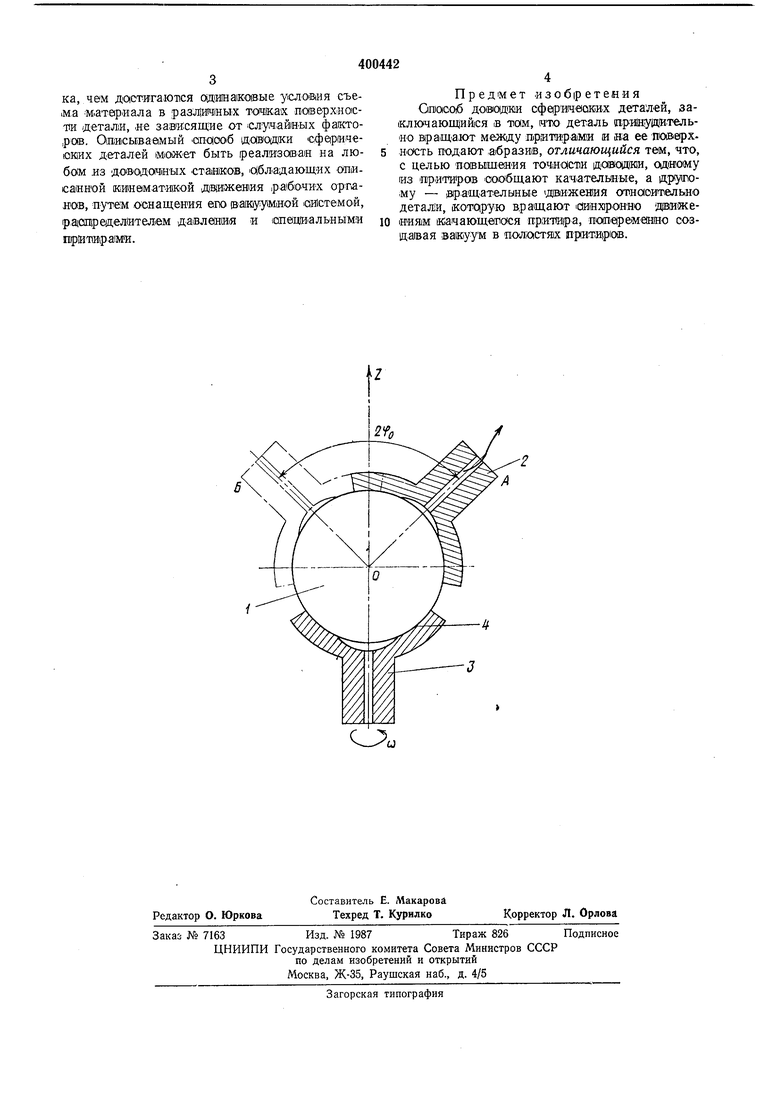
Предлагаемый способ поясняется чертежам.
Сферическую деталь 1 устанавливают между П|р;иТ(И|ра.м,и 2 и 5 доеодочиого станка. Прит(И1ру 2 в соот вет1ствии с кинематикой станка сообщают качательное относительно горизонтальной оои с регулируемой а мплит}дой 2 фо. Притиру 3 сообщают вращение относителыно вертикалыной оси OZ с угловой окорО Стью со.- В одном из крайних положений Л притира 2 цроизводят вакуумироВание его лолостн 4. За счет разности давлений окружающей ореды и давления в лолости 4 иритира 2 деталь 1 плотно прижимается к ир.итиру 2 и соверщает д аижен,ие вместе с ,им до другого крайнего
положения Б. Полость притира 3 в этот отрезок времени соединена с атмосферой, и притир 5 не препятств}ет детали.
Движение сферической детали относительно притира 3 соировождается обработасой участка ее поверхности, площадь которого определяется размерами и утлом качания 2фо. Траекториями точек рабочей иоверха-юсти прИтира относительно поверхности сферической детали в течение рассматрливаемой половины цикла являются отрезки сферических циклоид.
При достижении притиром 2 положения Б производят вакуумираваиие полости ир:итира 3, а полость иритира 2 соед;иняют с атм.01Сферой. При этом обрабатываемая деталь «захватывается притир01М 3, а притир 2, возвращаясь в положен :1е А, скользит ио иоверхности детали, производя обработку ее участка. Траектория движения центральной точки npa-iтира 2 относительно поверхности детали представляет собой отрезок локсодроми. Полная обработка всей поверхности детали происходит за счет миогократного повторения рассмотренного цикла.
Таким образом в процессе обработки сферическая деталь / совершая периодические повороты на заданные }тлы вокруг иелодвил ; ных в пространстве вертикальной и горизонталвной осей, закономерно глзме.няет свою ори ентацию отиосительно рабочих органов станка, чем достигаются одинаковые у1СЛоаия съеiM,a м.атвр|Иала в раздшмых точясак паверх-нос-ри детали, «е завйсящие от случ-айных фактоРсхв. Огаисываамый опоюоб сф ричеошх деталей быть (реализошая на любам из доВодочйых стаиков, |0|бладающих опй. саиной кинематикой дв|ижевия ,pai6o4nx органов, путем оснащения его раисуумйой .аи1стемо«, р.а|ШреДел1ителем давления и (спещиальными пр1ит1И1рами.
предмет .изоб|р етения Опасоб доводки сфаричбоких деталей, за1ключающий|ся в там, нто деталь ррииудитель«о кращазот между притирами и иа ее поеерх. НОСть подают абразив, отличающийся тем, что, с целью павышеяия точиости доюощии, одяому из притиров Сообщают кач.атель«ые, а ftpiyiroму - р)р,ащ.ателыные 1движен)ия относительно детал и, которую вращают lOHiKxipoHHo движеИИЯ1М йачающешося притира, nomeipeiMeiHiHo создавая вакуум в полО|Стя1х притжрюв.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДОВОДКИ ЗАМКНУТЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1993 |
|
RU2105655C1 |
| Способ доводки деталей | 1973 |
|
SU730540A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| Плоскодоводочный станок с программным управлением | 1974 |
|
SU493339A1 |
| Устройство для доводки деталей "Вихрь | 1989 |
|
SU1712132A1 |
| Головка для доводки деталей | 1975 |
|
SU621555A1 |
| Устройство для доводки торца кольцевой канавки | 1973 |
|
SU480536A1 |
| Способ абразивной доводки | 1983 |
|
SU1151437A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДОВОДКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2320468C2 |
| ПРИТИР ДЛЯ ДОВОДКИ КОНИЧЕСКИХ ОТВЕРСТИЙ | 1971 |
|
SU421473A1 |
