Испрашивание приоритета
Данная заявка представляет собой преобразованный вариант предварительной патентной заявки США №61/059682, поданной 6 июня 2008 года, с названием «ЗАГЛУШКА В СБОРЕ С КРЕПЛЕНИЕМ ГОЛОВКИ».
Область техники
Данное изобретение относится к промышленным клапанам. В частности, данное изобретение относится к устройствам для крепления головок заглушек клапанов к стержням заглушек клапанов.
Уровень техники
Клапаны и заглушки клапана хорошо известны в данной области техники. Обычно головки заглушек клапана расположены внутри клапана, чтобы контролировать объем потока, проходящего через клапан. Изменением положения головки заглушки относительно седла клапана осуществляют управление объемом потока, что позволяет отклонять и ограничивать поток текучей среды. Головки заглушек подвергаются воздействию сопротивления текучей среды, химическим воздействиям, ударам макрочастиц и отходов, а также воздействию усилий, прикладываемых для крепления головки к стержню заглушки, и сил, дающих нагрузку на седло, которые возникают при контакте головки заглушки с седлом клапана. Головка клапана обычно прикреплена к стержню заглушки, который, в свою очередь, прикреплен к исполнительному устройству. Данное исполнительное устройство запускают, чтобы привести в движение стержень заглушки для управления потоком через клапан.
Стержень заглушки подвергается воздействию осевых усилий, когда исполнительный орган перемещает его, и монтажных усилий, связанных с креплением исполнительного устройства, а длинный цилиндрический участок подвергается воздействию изгибающих сил. Головка заглушки и стержень заглушки выполняют разные, четко различимые задачи и подвергаются воздействию очень разных усилий. Головка заглушки, находясь в середине потока текучей среды, отклоняет и/или ограничивает поток и подвергается воздействию сопротивления текучей среды и сил, дающих нагрузку на седло клапана, а также сил, связанных с креплением головки заглушки к стержню заглушки. Напротив, стержень заглушки перемещается посредством исполнительного устройства, обеспечивая уплотнительную поверхность, и подвергается осевым и изгибным нагрузкам. В промышленных насосах большой производительности силы, действующие на стержни и головки заглушек, обычно вносят значительный вклад в поломку клапана.
Обычно головки заглушек клапанов выполнены либо из одного однородного материала, либо из нескольких материалов. Головки заглушек, в которых применяется более одного типа материала, имеют определенные преимущества, в частности - лучшую коррозионную и эрозионную стойкость, улучшенную амортизацию, срок службы и характеристики теплового расширения. Однако использование множества типов материалов ограничено возможностями соединения материалов - эффективным с экономической точки зрения образом и без образования точек напряжений, которые ограничивают срок службы головки заглушки.
Наиболее распространенными способами скрепления разнородных материалов между собой в заглушке клапана являются коническая посадка или неподвижная посадка (посадка с натягом), и каждый из упомянутых способов подразумевает использование удерживающего кольца, которое закрепляют вокруг головки заглушки. Конические посадки обычно подвергают головку заглушки воздействию нежелательных напряжений, содействуют возникновению проблем, связанных с тепловым расширением, и их трудно ремонтировать. Обычная конструкция конической посадки подразумевает сопряжение двух конических поверхностей - одна на головке заглушки, а другая - на удерживающем кольце. Так как ни головка заглушки, ни удерживающее кольцо не могут быть изготовлены с идеальной конической формой, заглушка и седло не могут идеально сопрягаться. По существу, нагрузка между двумя сопряженными конструкциями не может распределяться равномерно. Кроме того, сила воздействия удерживающего кольца на головку заглушки прикладывается вблизи края головки заглушки и в общем случае перпендикулярна углу конической поверхности. Место и угол приложения силы могут привести к воздействию нежелательных растягивающих усилий на участок головки заглушки, который подвергается воздействию силы. Часто нужный материал для головки заглушки может проявить недостаточную прочность на растяжение, что создает дополнительные растягивающие усилия, которые могут либо ограничить выбор материалов для головки заглушки, либо вызвать поломку края головки заглушки, в результате чего она отделится от стержня головки, и произойдет поломка клапана. Кроме того, по мере износа удерживающего кольца в процессе естественной коррозии и эрозии форма контактной области может измениться, обычно перемещаясь ближе к кромке головки заглушки. Данная область контакта имеет тенденцию концентрировать силы на кромке головки заглушки и повышает вероятность поломки кромки головки заглушки, в результате чего головка заглушки может отделиться от стержня. Напряжения, порождаемые конической посадкой, трудно поддаются количественному подсчету и, следовательно, могут ухудшить эксплуатационные характеристики клапана. Переменные в процессе сварки, такие как усадка, температура между проходами, сила тока при сварке, среда инертного газа, первичная приработка, могут изменить величину напряжения в головке заглушки.
Как уже отмечено выше, обычные конструкции конических посадок известного уровня техники подразумевают крепление конического прижимного кольца к стержню заглушки посредством сварки. Данный подход приводит к тому, что удерживающее кольцо и стержень неразъемным образом соединяются в один компонент. Если головка заглушки полностью изнашивается или ломается, а стержень заглушки все еще пригоден к использованию, то коническая посадка обычной конструкции не регулируется сама по себе, достигая необходимой концентричности между головкой и стержнем заглушки после замены стержня. При ремонте заглушки клапана с конической посадкой стержень заглушки уже механически обработан, так что нельзя выполнить регулирование в отношении стержня с целью гарантировать его концентричность с головкой заглушки. Если головка заглушки не выровнена, регулирование невозможно выполнить, не срезав прижимное кольцо. По меньшей мере, по перечисленным причинам заглушки клапанов с конической посадкой обычно выбрасывают (а не ремонтируют), если головка заглушки сломалась или износилась. Во время сборки коническое прижимное кольцо обычно плотно устанавливают вокруг керамики и приваривают к стержню заглушки. При повышенных рабочих температурах коническое прижимное кольцо сильнее увеличивается в размерах, чем головка заглушки, и головка заглушки немного «разбалтывается» в прижимном кольце, что приводит к раннему повреждению посадки в рабочих условиях.
Неподвижные посадки (посадки с натягом) обычно требуют более крупного удерживающего кольца, что увеличивает нагрузку на головку заглушки. Неподвижные посадки также требуют более сложных процедур замены головок заглушек, и диапазон их рабочих температур обычно ограничен. Неподвижная посадка обеспечивает более равномерное распределение нагрузки на головку заглушки, чем коническая посадка. Однако в обычной неподвижной посадке используется цельное удерживающее кольцо, которое не только удерживает головку заглушки, но также обеспечивает крепление сборочной единицы, состоящей из головки заглушки и удерживающего кольца, к стержню заглушки. Неподвижная посадка также должна содержать достаточно материала, чтобы компенсировать износ вследствие эрозии и коррозии, не вызывая отделения головки заглушки от стержня заглушки. Данные требования приводят к необходимости в удерживающем кольце больших габаритов, чем это требуется для удерживания головки заглушки на месте, что способствует возникновению дополнительных нагрузок на головку заглушки. Данные дополнительные нагрузки создают напряжения растяжения, которые способствуют поломке и отделению головки заглушки, что может привести к отказу клапана.
Даже в конструкциях, где используются неподвижные посадки, задача замены головки заглушки довольно сложна. Для замены головки заглушки прижимное кольцо для неподвижной посадки необходимо разрезать, отделяя сборочную единицу, состоящую из головки заглушки и кольца, от стержня заглушки. Данный процесс обычно выполняют на токарном или фрезерном станке. Если кольцо нужно использовать повторно, то необходимо отделить кольцо от головки заглушки. Определенные сочетания материалов головки заглушки и прижимного кольца для неподвижной посадки можно разделять посредством нагрева упомянутой сборочной единицы в промышленной печи. Если коэффициент теплового расширения удерживающего кольца значительно больше, чем коэффициент теплового расширения головки заглушки, удерживающее кольцо будет расширяться быстрее, и неподвижная посадка будет устранена в процессе образования промежутка между двумя поверхностями. Данный подход является в определенной мере деструктивным и требует тщательной проверки прижимного кольца для неподвижной посадки перед повторным использованием. Кроме того, данный способ с нагреванием действует только в отношении определенных сочетаний материалов. Кроме того, даже в случае срабатывания упомянутого способа процесс замены головки заглушки требует специальных производственных мощностей, которые обычно недоступны пользователям в отдаленных местах. Следовательно, замена головок заглушек клапанов не является обычной промышленной практикой для определенных сочетаний материалов или мест нахождения пользователей.
Еще она проблема, связанная с неподвижной посадкой, состоит в ограниченности температурных диапазонов из-за различного теплового расширения материалов головки заглушки и кольца. Величина натяга между головкой заглушки и кольцом напрямую связана с величиной напряжений в головке заглушки. Величина натяга при температуре окружающей среды становится проблемой, когда вызывает сильные напряжения в головке заглушки. Таким образом, когда заглушка клапана установлена и нагревается до рабочей температуры, головка заглушки подвергается воздействию более сильных напряжений и более подвержена отказу. Также было обнаружено, что из-за упомянутых напряжений некоторые заглушки клапанов, головки и кольца нельзя использовать, так как температуры окружающей среды или температуры хранения, которые ниже температуры окружающей среды, вызывают отказ головки заглушки еще до начала эксплуатации.
Кроме того, как конические посадки, так и неподвижные посадки имеют недостаток, связанный с непрактичностью применения термической обработки для ослабления напряжений в подвергнутых воздействию тепла зонах сварных швов. Для применений в высококоррозионных текучих средах и для определенных материалов важно ослабить напряжения в подвергнутых воздействию тепла зонах сварных швов с помощью термообработки. В случае конструкций известного уровня техники как с коническими посадками, так и с неподвижными посадками данная обработка считается непрактичной, так как снятие напряжений обычно выполняется при температурах, достаточно высоких, чтобы положение головки заглушки в кольце стало слишком свободным, и невозможно гарантированно обеспечить, чтобы головка заглушки после охлаждения вернулась в правильное положение. Следовательно, даже несмотря на то что термическая обработка может быть полезной, ее применения обычно стараются избегать.
Ввиду вышеупомянутых недостатков желательно обеспечить конструкцию заглушки клапана, в которой для крепления головки заглушки к ее стержню используется система зажимов, и тем самым обеспечить средство сборки и замены изношенных головок заглушек на месте, одновременно давая возможность использования разных материалов для головки и стержня заглушки, при этом упомянутые разные материалы выбираются специально под разные функции головки и стержня заглушки. Данный тип конструкции заглушки особенно желателен к применению в потоках текучей среды, которая по своей природе вызывает коррозию или эрозию, так как головки заглушек в данных видах потоков обычно подвергаются потере материала из-за эрозии и/или коррозии и требуют регулярной замены. Часто головка заглушки изнашивается быстрее остальных элементов клапана. Следовательно, для увеличения срока службы и повышения эффективности клапана очень желательно свести к минимуму количество ситуаций, когда головка клапана отказывает и подлежит замене.
Раскрытие сущности изобретения
Один из вариантов осуществления настоящего изобретения включает в себя крепление керамической (или изготовленной из другого расходуемого материала) головки заглушки к стержню заглушки. В данном варианте осуществления используются два удерживающих полукольца (зажима) и два или более болта с гайками для удерживания головки на стержне заглушки. Таким образом, замену головки заглушки можно легко и быстро выполнять на месте. Конструкция двух зажимов такова, что между ними остается зазор с обеих сторон. Болты с гайками представляют собой расходуемые болты, которые стоят недорого. Вместо отвинчивания болтового соединения данные болты можно легко обрезать и выбросить. Затем можно заменить болты и установить новую головку заглушки, повторно используя все основные компоненты. В других вариантах осуществления для удерживания головки на стержне заглушки могут быть использованы три или более удерживающих полукольца (зажима). Следует понимать, что все модификации и варианты осуществления, обсуждаемые в данном описании, также могут быть адаптированы под три или более удерживающих колец (зажимов).
При использовании керамических заглушек принято заменять использованные головки заглушек новыми на месте. Данные применения часто подразумевают образование твердых отложений, наличие эрозии и высоких температур. Данная конструкция имеет несколько преимуществ над известными современными конструкциями. С ней легче работать на месте и на заводе. Сборка данной конструкции проще, чем на предшествующем уровне техники. Некоторые старые конструкции даже требовали горячей запрессовки и сварки деталей, чтобы удержать их вместе. Это препятствовало возможности сборки заглушек на месте. Данная конструкция дает возможность простой сборки на месте. Сборка на заводе также упрощается. Зазор, оставляемый между двумя зажимами, важен, так как во многих применениях, требующих устойчивых к эрозии головок заглушек, в потоке текучей среды имеются твердые частицы. Твердые частицы имеют тенденцию наслаиваться на детали. При использовании резьбовых деталей это может привести к тому, что отвинчивание резьбы становится непрактичным или невозможным, в результате чего может стать невозможными и повторное использование стержня.
Варианты осуществления изобретения
Один из вариантов осуществления настоящего изобретения включает в себя заглушку в сборе, включающую в себя головку заглушки, выполненную из расходуемого материала и прикрепленную к стержню клапана двумя удерживающими полукольцами. Заглушки в сборе согласно данному изобретению предназначены для использования в таких промышленных применениях, как, например, горное дело, химическое обогащение и обработка нефти и газа, где поток состоит из абразивной и/или коррозионной среды, которая также может содержать значительные количества наносов, обломков или окалины. Клапаны в определенных эрозионных и/или коррозионных потоках сталкиваются со значительным количеством наносов, обломков или окалины, которые проходят через трубопровод. Данное изобретение обеспечивает головки и стержни заглушек, изготовленные из разнородных материалов с различными свойствами, что позволяет оптимизировать работу головки заглушки, стержня заглушки и крепежной полосы. Кроме того, данное изобретение предназначено для облегчения процесса ремонта и замены компонентов заглушки клапана, что позволяет осуществлять техническое обслуживание на месте, без необходимости в специальном производственном оборудовании или высококвалифицированном персонале. Данное изобретение также предназначено для обеспечения герметичного перекрывания вследствие улучшенного выравнивания головки заглушки и гнезда кольца.
В конкретном варианте осуществления изобретения заглушка в сборе позволяет головке заглушки смещаться из стороны в сторону. При изготовлении клапанов управления всегда существуют определенные отклонения в деталях и при сборке. Однако для обеспечения герметичного перекрытия головка заглушки и гнездо кольца должны быть идеально выровнены. Так как производители не могут изготовить идеальные детали, заглушки в сборе нуждаются в определенной степени регулируемости.
В большинстве клапанов гнездо кольца может немного смещаться из стороны в сторону, что позволяет ему центрироваться на заглушке. Это обычно осуществляют путем небольшого ослабления колпака клапана во время многократного забивания заглушки в гнездо. Как только гнездо кольца сместится, самоцентрируясь, колпак затягивают, фиксируя гнездо на своем месте. Данный процесс подробно описан в руководстве пользователя Mark One (VLENIM0001), этапы 7.9-7.9.2. Некоторые конструкции клапанов позволяют небольшое смещение колпака из стороны в сторону вместо смещения гнезда кольца, например, когда используется ввинчивание в гнездо. В случае сохранения работоспособности гнездо кольца зажимается между выпускным отверстием и корпусом клапана. Процедура центрирования гнезда более затруднительна и описана в руководстве пользователя Survivor (VLENIM0036).
Из-за большой трудности осуществления данного процесса один конкретный вариант осуществления настоящей сборочной единицы имеет конструкцию, позволяющую покачиваться головке заглушки (вместо колпака или гнезда кольца). Данный вариант осуществления позволяет головке заглушки слегка смещаться из стороны в сторону. Данное действие позволяет головке заглушки естественным образом «найти» центр на седле клапана, обеспечивая наилучшее возможное перекрытие.
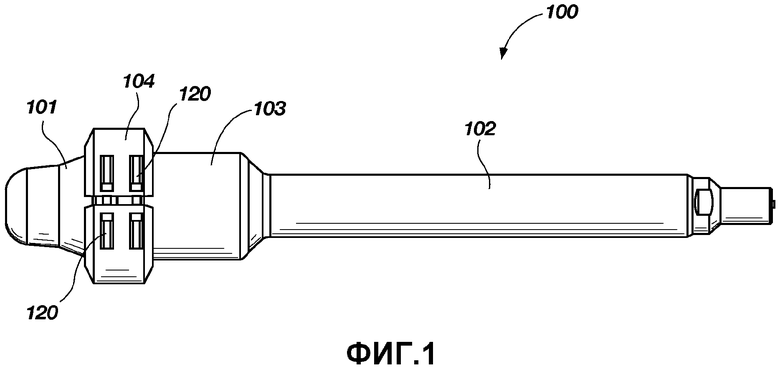
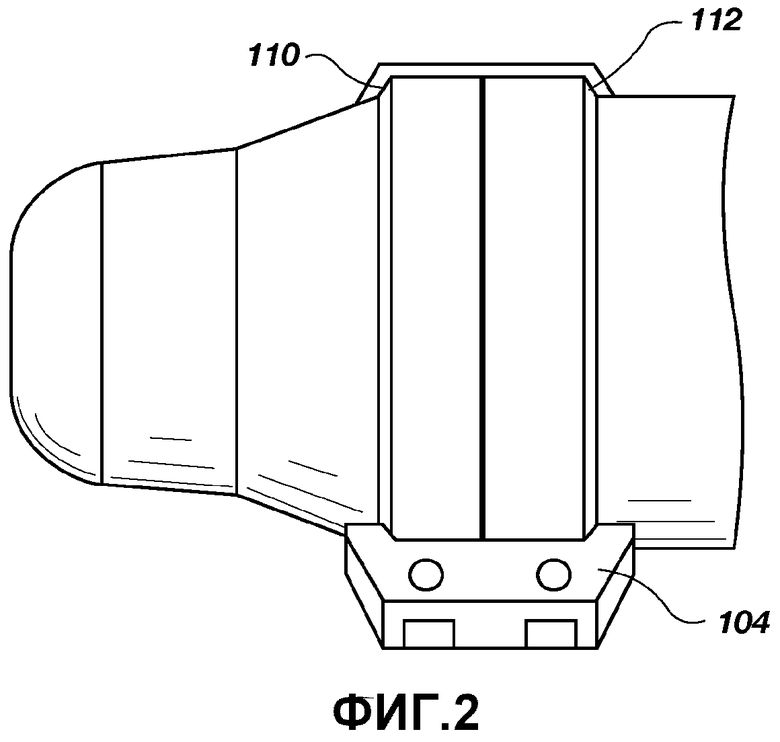
На фиг.1 и 3 проиллюстрирован конкретный вариант осуществления головки заглушки и стержня заглушки согласно настоящему изобретению. Показана заглушка 100 клапана с головкой 101, удерживаемой в основании 103 стержня заглушки, которое, в свою очередь, установлено на стержне 102 заглушки. Как показано на фиг.2, головка 101 заглушки включает в себя базовый участок со скошенной кромкой 110. Дистальный участок стержня 102 заглушки включает в себя скошенную кромку 112. Головка 101 заглушки удерживается в основании 103 стержня заглушки посредством двух зажимов (полуколец) 104, которые обеспечивают неподвижную посадку (посадку с натягом) между головкой 101 заглушки и стержнем 102 заглушки. Два зажима установлены поверх головки 101 заглушки и основания 103 стержня и прочно удерживаются на месте четырьмя болтами 120. Согласно конкретному варианту осуществления болты закреплены на своем месте гайками 107а, b. В качестве альтернативы два зажима можно удерживать штифтами, винтами, сварными соединениями, пайкой, другими зажимами или другими эквивалентными средствами. Кроме того, зажимы 104 могут включать в себя шарнирный или шпунтовый механизм для удерживания вместе двух зажимов 104 с одного конца, в то время как удерживание двух зажимов 104 вместе с другого конца обеспечивается двумя болтами 120. Два зажима 104 могут обеспечивать амортизацию и снятие напряжений для головки 101 заглушки в процессе эксплуатации.
Предпочтительная головка 101 заглушки может быть выполнена из конструкционной керамики благодаря ее устойчивости к износу и деградации в потоках текучих сред, вызывающих эрозию (т.е. содержащих мелкозернистые абразивные частицы) и коррозию (из-за химического состава текучей среды в потоке). Конструкционные керамики принадлежат к классу материалов, который включает в себя карбид кремния, нитрид кремния, оксид алюминия, диоксид циркония, карбид вольфрама, армированные нитевидными кристаллами керамические смеси, двухфазные керамики и т.д., но не ограничивается упомянутыми материалами. Альтернативные материалы, которыми можно заменить конструкционную керамику для изготовления головки 101 заглушки, включают в себя керметы, представляющие из себя компаунды, состоящие из комбинации керамики и металла, чугун, кремнистый чугун, белый чугун, термообработанные мартенситные стали (такие как высокосортная сталь 440 или 416), сплавы хрома, кобальта и железа (такие как стеллит №3, стеллит №6 и стеллит №12), и другие металлы, но не ограничиваются упомянутыми материалами. Замену на альтернативные материалы с аналогичными свойствами можно производить без отступления от принципов данного изобретения.
Стержень 102 заглушки, основание 103 стержня заглушки и зажимы 104 могут состоять из материалов, выбранных из соображений легкости механической обработки с получением гладкой поверхности, хороших характеристик прочности на растяжение, приемлемой пластичности и экономической эффективности. В данный класс материалов входят титан и его сплавы, цирконий и его сплавы, ниобий и его сплавы, титанониобиевые сплавы, легированные стали, углеродистые стали, сверхпрочные сплавы на основе железа, нержавеющие стали, никель и его сплавы, сверхпрочные сплавы на основе никеля, сплавы на основе меди, кобальтовые сплавы, сверхпрочные сплавы на основе кобальта, алюминий и его сплавы, магниевые сплавы, тантал и т.п. Замену на альтернативные материалы с аналогичными свойствами можно производить без отступления от принципов данного изобретения.
Зажимы 104 могут быть изготовлены из металлических сплавов, включая титан и его сплавы, цирконий и его сплавы, ниобий и его сплавы, титанониобиевые сплавы, легированные стали, углеродистые стали, сверхпрочные сплавы на основе железа, нержавеющие стали, никель и его сплавы, сверхпрочные сплавы на основе никеля, сплавы на основе меди, кобальтовые сплавы, сверхпрочные сплавы на основе кобальта, алюминий и его сплавы, магниевые сплавы, тантал и другие металлы с аналогичными свойствами, но не ограничиваясь упомянутыми материалами. Замену на альтернативные материалы с аналогичными свойствами можно производить без отступления от принципов данного изобретения.
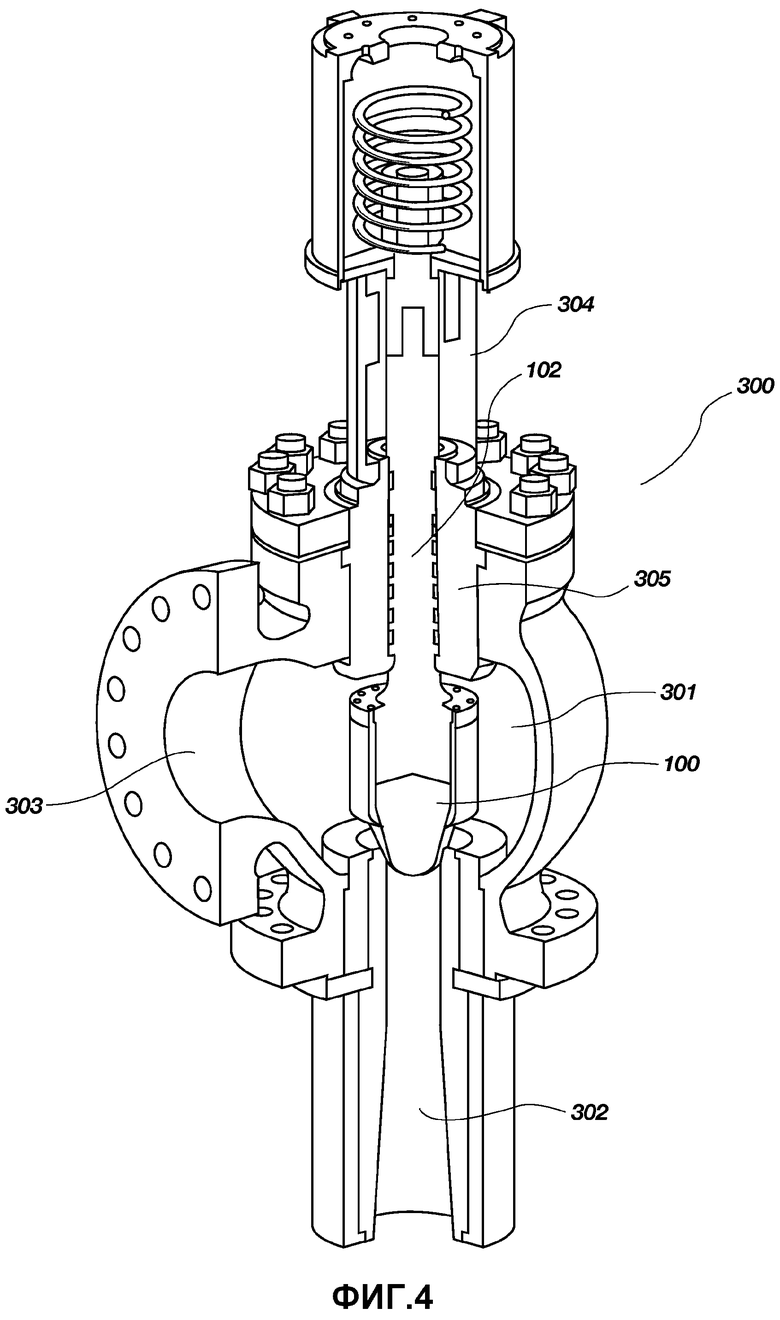
На фиг.4 представлен пример системы заглушки 100 клапана согласно данному изобретению в клапанном узле 300. Заглушка 100 клапана показана в закрытом, по существу, положении, в котором головка 101 заглушки перекрывает первый проток 303 относительно клапанной камеры 301 и второго протока 302. Стержень 102 заглушки клапана показан присоединенным к исполнительному устройству 304 и плотно соединен с валом 305, находясь в непосредственной близости от уплотнения опоры стержня клапана (или опоры вала) (не показанного на чертеже) и предпочтительно образуя с ним герметичное соединение.
На фиг.2 показан вариант осуществления заглушки 100 клапана в рабочей среде обычного клапана 300. Исполнительное устройство 304 позиционирует заглушку 100 клапана в представленное на чертеже закрытое положение или в отведенное положение, позволяющее потоку текучей среды течь из первого протока 303 во второй проток 302. В качестве альтернативы, что распространено в некоторых клапанах, поток может течь в противоположном направлении.
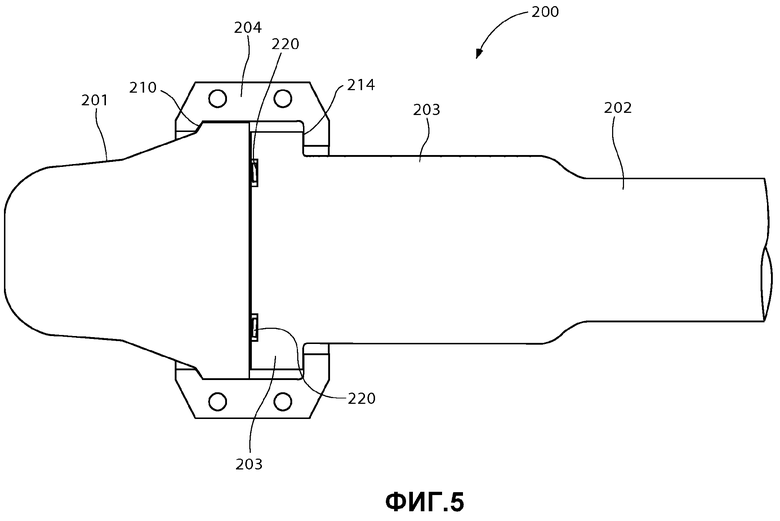
На фиг.5 представлен вид в разрезе альтернативного варианта осуществления заглушки 200 клапана, головка 201 которой установлена на основании 203 стержня 202 заглушки, причем в данном варианте осуществления обеспечена дополнительная податливая конструкция. В противоположность варианту осуществления, представленному на фиг.1, настоящий вариант осуществления включает в себя основание 203 стержня заглушки, край или кромка 214 которого не скошена. Кроме того, основание 203 стержня заглушки может иметь меньший диаметр по сравнению с диаметром головки 201 заглушки. Данная конструкция позволяет головке 201 заглушки и зажимам 204 перемещаться, регулируя свое положение относительно стержня 202 заглушки, что позволяет заглушке самоцентрироваться в процессе эксплуатации внутри клапана 300 в сборе. Вариант осуществления заглушки 200 клапана может включать в себя шайбы или пружины 220, расположенные внутри основания 203 стержня или примыкающие к нему, чтобы обеспечивать амортизацию и разделение между основанием 203 стержня заглушки и головкой 201 заглушки. Примеры распорных элементов включают в себя шайбы Бельвиля и пружинные механизмы, но не ограничиваются ими.
Альтернативные варианты осуществления изобретения включают в себя распорные элементы (не показанные на чертеже) на участках болтов между участками зажимов 204, примыкающими к головке 201 заглушки, предусмотренные для предотвращения отклонения зажимов 204.
Описанные варианты осуществления, включая различные специфические компоненты и размеры, следует считать исключительно иллюстративными во всех отношениях и не носящими ограничительного характера. Изобретение не следует рассматривать как ограниченное конкретными предпочтительными и альтернативными вариантами осуществления, скорее объем изобретения определен прилагаемой формулой изобретения. Все изменения, модификации и альтернативы, лежащие в рамках значения и диапазона эквивалентности формулы изобретения, следует считать находящимися в пределах объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГЛУШКА В СБОРЕ С КРЕПЛЕНИЕМ ГОЛОВКИ | 2009 |
|
RU2578245C2 |
| ИЗБИРАТЕЛЬНО ОРИЕНТИРУЕМЫЙ ИМПЛАНТИРУЕМЫЙ СШИВАЮЩИЙ КАРТРИДЖ | 2011 |
|
RU2575671C2 |
| ХИРУРГИЧЕСКИЕ КАРТРИДЖИ СО СКОБКАМИ СО СЪЕМНЫМИ УДЕРЖИВАЮЩИМИ СТРУКТУРАМИ | 2011 |
|
RU2593987C2 |
| СЖИМАЕМЫЙ СШИВАЮЩИЙ КАРТРИДЖ | 2011 |
|
RU2586246C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА (ВАРИАНТЫ) | 2009 |
|
RU2531451C2 |
| ПОЛИМЕРНАЯ ТОРЦЕВАЯ ЗАГЛУШКА, СПОСОБ ЕЕ ПРОИЗВОДСТВА, СПОСОБ ЗАЩИТЫ ПОЛОГО ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ С УСТАНОВЛЕННОЙ ЗАГЛУШКОЙ | 2017 |
|
RU2659010C1 |
| КРАНИОТОМИЧЕСКИЕ ПОКРЫВНЫЕ ПРИСПОСОБЛЕНИЯ И ЗАГЛУШКИ | 2006 |
|
RU2412668C2 |
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ), МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК ДЛЯ СЕКЦИОННОЙ МАШИНЫ, ЗАГЛУШКА ДЛЯ МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2184091C2 |
| ВЕНТИЛЬ ЗАПРАВОЧНЫЙ ДЛЯ ХИМИЧЕСКИ АГРЕССИВНЫХ СРЕД | 2020 |
|
RU2751928C1 |
| ПЛУНЖЕРНЫЙ МЕХАНИЗМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ, СЕКЦИОННАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ БУТЫЛОК | 1998 |
|
RU2186040C2 |
Группа изобретений относится к промышленным клапанам. Заглушка в сборе содержит стержень заглушки, имеющий основание, головку заглушки, и крепежный механизм для крепления основания стержня заглушки к головке заглушки. Крепежный механизм содержит, по меньшей мере, два удерживающих зажима. Последние окружают основание стержня заглушки и головку заглушки и обеспечивают неподвижную посадку между ними. Соединительный механизм соединяет упомянутые, по меньшей мере, два удерживающих зажима на каждом конце упомянутых, по меньшей мере, двух удерживающих зажимов. Причем соединительный механизм у каждого конца упомянутых, по меньшей мере, двух удерживающих зажимов открыт за счет зазора между соединяемыми участками каждого конца упомянутых, по меньшей мере, двух удерживающих зажимов. Кроме того, описан способ замены или крепления головки заглушки к стержню заглушки и вариант заглушки в сборе. Группа изобретений направлена на обеспечение средства сборки и замены изношенных головок заглушек на месте. 3 н. и 18 з.п. ф-лы, 5 ил.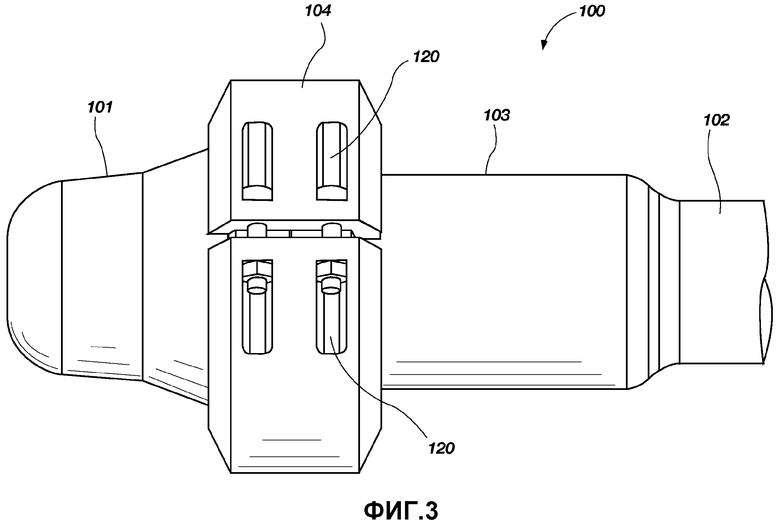
1. Заглушка в сборе, содержащая:
стержень заглушки, имеющий основание;
головку заглушки и
крепежный механизм для крепления основания стержня заглушки к головке заглушки, причем крепежный механизм содержит, по меньшей мере, два удерживающих зажима, окружающих основание стержня заглушки и головку заглушки и обеспечивающих неподвижную посадку между ними, и
соединительный механизм, соединяющий упомянутые, по меньшей мере, два удерживающих зажима на каждом конце упомянутых, по меньшей мере, двух удерживающих зажимов, причем соединительный механизм у каждого конца упомянутых, по меньшей мере, двух удерживающих зажимов открыт за счет зазора между соединяемыми участками каждого конца упомянутых, по меньшей мере, двух удерживающих зажимов.
2. Заглушка в сборе по п.1, в которой крепежный механизм выполнен таким образом, что позволяет головке заглушки перемещаться из стороны в сторону, что позволяет ей естественным образом центрироваться относительно гнезда зажима.
3. Заглушка в сборе по п.1, в которой головка изготовлена из расходуемого материала.
4. Заглушка в сборе по п.1, в которой соединительный механизм содержит расходуемые болты.
5. Заглушка в сборе по п.4, в которой болты удерживаются на месте гайками.
6. Заглушка в сборе по п.4, дополнительно содержащая распорные элементы между одним или более участками упомянутых, по меньшей мере, двух удерживающих зажимов.
7. Заглушка в сборе по п.1, в которой соединительный механизм содержит расходуемые штифты, винты, сварные соединения, пайки или другие зажимы.
8. Заглушка в сборе по п.1, в которой соединительный механизм содержит шарнирный или шпунтовый механизм, удерживающий упомянутые, по меньшей мере, два зажима вместе с одного конца.
9. Заглушка в сборе по п.1, в которой крепежный механизм обеспечивает амортизацию для головки заглушки.
10. Заглушка в сборе по п.1, в которой стержень заглушки содержит титан, цирконий, ниобий, легированные стали, углеродистые стали, сверхпрочные сплавы на основе железа, нержавеющие стали, никель, сверхпрочные сплавы на основе никеля, сплавы на основе меди, кобальтовые сплавы, сверхпрочные сплавы на основе кобальта, алюминий, магниевые сплавы, тантал или любые сплавы упомянутых металлов.
11. Заглушка в сборе по п.1, в которой головка заглушки содержит карбид кремния, нитрид кремния, оксид алюминия, диоксид циркония, карбид вольфрама, армированные нитевидными кристаллами керамические смеси, двухфазные керамики или керметы.
12. Заглушка в сборе по п.1, в которой крепежный механизм содержит титан, цирконий, ниобий, легированные стали, углеродистые стали, сверхпрочные сплавы на основе железа, нержавеющие стали, никель, сверхпрочные сплавы на основе никеля, сплавы на основе меди, кобальтовые сплавы, сверхпрочные сплавы на основе кобальта, алюминий, магниевые сплавы, тантал или любые сплавы упомянутых металлов.
13. Заглушка в сборе по п.1, в которой основание стержня заглушки имеет скошенную кромку.
14. Заглушка в сборе по п.1, в которой головка заглушки имеет скошенную кромку.
15. Заглушка в сборе по п.1, в которой основание стержня заглушки имеет меньший диаметр, чем диаметр головки заглушки.
16. Заглушка в сборе по п.1, дополнительно содержащая шайбы или зажимы, расположенные внутри основания стержня или примыкающие к нему, обеспечивая амортизацию и разделение между основанием стержня заглушки и головкой заглушки.
17. Заглушка в сборе по п.1, в которой каждый из упомянутых, по меньшей мере, двух удерживающих зажимов выполнен с возможностью быть разнесенными друг от друга у каждого конца за счет соединительного механизма.
18. Способ замены или крепления головки заглушки к стержню заглушки, содержащий следующие этапы, на которых:
обеспечивают стержень заглушки, имеющий основание;
обеспечивают головку заглушки;
обеспечивают крепежный механизм, содержащий, по меньшей мере, два удерживающих зажима и расходуемый соединительный механизм для соединения каждого из упомянутых, по меньшей мере, двух удерживающих зажимов вместе у каждого конца; и
обеспечивают зазор между соединительными концами упомянутых, по меньшей мере, двух удерживающих зажимов, причем каждый зазор открывает участок расходуемого соединительного механизма; и
прикрепляют крепежный механизм вокруг основания стержня заглушки и головки заглушки, обеспечивая неподвижную посадку между головкой заглушки и стержнем заглушки.
19. Способ по п.18, в котором расходуемый соединительный механизм содержит болты, штифты, винты, сварные швы, припой или зажимы.
20. Способ по п.18, дополнительно содержащий этап разрезания открытых участков расходуемого соединительного механизма.
21. Заглушка в сборе, содержащая:
стержень заглушки, снабженный основанием;
головку заглушки и
крепежное средство для крепления основания стержня заглушки к головке заглушки, причем крепежное средство содержит, по меньшей мере, два полосообразных участка, окружающих основание стержня заглушки и головку заглушки и обеспечивающих неподвижную посадку между ними, причем упомянутые, по меньшей мере, два полосообразных участка соединены между собой и разнесены при помощи расходуемого соединительного средства у каждого конца упомянутых, по меньшей мере, двух полосообразных участков, причем расходуемое соединительное средство выполнено с возможностью удаления с разрушением с крепежного средства и с основания стержня заглушки и замены другим расходуемым соединительным средством.
| US 6793198 В2, 21.09.2004 | |||
| ПЕРЕДВИЖНАЯ УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ И ПОДАЧИ ФЛЕГМАТИЗИРУЮЩЕГО СОСТАВА В ПОЛОСТИ УТИЛИЗИРУЕМЫХ ЗАРЯДОВ ИЗ СТРТ | 2005 |
|
RU2288205C1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| МУФТА ТРУБОПРОВОДА | 1999 |
|
RU2206813C2 |

