Изобретение относится к технологии изготовления тонкопленочных высокотемпературных сверхпроводящих материалов, в частности к изготовлению подложек для этих материалов, и может быть использовано при промышленном производстве длинномерных сверхпроводящих лент для создания токопроводящих кабелей, токограничителей, обмоток мощных электромагнитов, электродвигателей и т.д.
В заявке KR 20070027906 раскрывается способ изготовления подложки для сверхпроводящей тонкопленочного материала, включающий: прокатку Ni или Ni-сплава в виде стержня с прямоугольным сечением, и термообработку прокатанного Ni или Ni-сплава стержня, в котором прокатку проводят со степенью 5-15% за проход с линейной скоростью 100 м/мин и менее, отжиг проводится при температуре выше температуры рекристаллизации в инертной атмосфере, содержащей водород. Сплав может содержать Co, Cr, V, Mo, W или В. Данное техническое решение обеспечивает биаксиально текстурированную подложку, характеризующуюся не менее 95% кубической текстуры, а также ограничением количества малоугловых границ зерен и их равномерным распределением по ширине подложки.
К недостаткам известного технического решения относится тот факт, что содержание кубической текстуры в диапазоне 95-98% не является достаточным для достижения максимальных характеристик тонкопленочных высокотемпературных сверхпроводящих материалов (плотности критического тока более 1 МА/см2) из-за повышенного содержания высокоугловых границ. Известное техническое решение не указывает на особенности термообработки, указывая лишь на необходимость проводить ее выше температуры рекристаллизации. Для обработки при таких температурах существенным параметром является длительность отжига, в зависимости от которой могут быть получены различные степени текстуры. Также существенно, что выбранная температура отжига не должна превышать температуру вторичной рекристаллизации, которая приводит к существенному снижению содержания кубической текстуры.
В патенте US 6602313 раскрывается способ изготовления подложки для высокотемпературных тонкопленочных сверхпроводников, включающий получение тройных порошковых сплавов систем Ni-Cu-Al; Ni-Cr-Al; Ni-W-Al; Ni-V-Al; Ni-Mo-Al путем компактирования соответствующих порошков указанных металлов, прессование прутковой заготовки, холодную прокатку заготовки в ленту с общей степенью деформации 99% и по 10% за проход, отжиг для получения кубической текстуры при 1400°C в течение 60 мин в потоке аргона, содержащего около 4% водорода. Соответственно также раскрывается и лента для подложки, которая характеризуется гомогенной мелкозернистой структурой и ориентацией текстуры {100}<100>. Содержание зерен с кубической ориентацией составляет более 95%. Температура Кюри данной ленты меньше, чем у чистого никеля. Осажденные на данной подложке буферные и сверхпроводящий слой характеризуются хорошей эпитаксией и отсутствием микротрещин.
Данное техническое решение является наиболее близким к предложенному.
Недостатками данного известного технического решения является низкое содержание зерен с кубической ориентацией, очень высокая температура термообработки, превышающая температуру вторичной рекристаллизации некоторых из указанных сплавов, а также недостаточное, для некоторых из указанных сплавов, понижение температуры Кюри. Так, содержание кубической текстуры в диапазоне 95-98% не является достаточным для достижения максимальных характеристик тонкопленочных высокотемпературных сверхпроводящих материалов (плотности критического тока более 1 МА/см2) из-за повышенного содержания высокоугловых границ. Использование порошковых заготовок для проката ограничивает максимальную длину изготавливаемой ленты-подложки, так как порошковые заготовки с высокой степенью плотности могут быть изготовлены только способами компактирования, неприменимыми для заготовок большого размера. Указанная в техническом решении температура (1400°C) превышает типичную температуру вторичной рекристаллизации в сплавах на основе никеля, что делает неконтроллируемым рост металлических зерен произвольной ориентации. При выборе сплавов для использования в качестве подложек для изготовления тонкопленочных высокотемпературных сверхпроводящих материалов, очень важным является отсутствие ферромагнитных свойств при температуре использования (как правило, температура жидкого азота). Это требование (ТC<77 К) не соблюдается, как минимум, для части из приведенных сплавов.
Задачей изобретения является устранение всех присущих известному техническому решению недостатков, и, в частности, повышение содержания кубической текстуры более 98%, а твердости - более 145 кг/см3.
Поставленная задача решается способом изготовления биаксиально текстурированной подложки для высокотемпературных тонкопленочных высокотемпературных сверхпроводников, который включает следующие стадии:
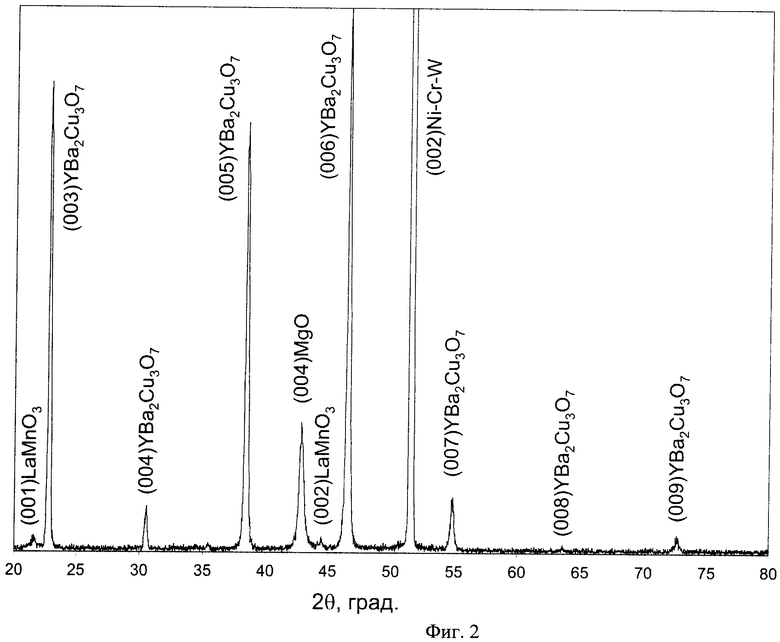
А) получение заготовки, изготовленной из тройного сплава системы Ni-W-Cr, состав которого находится внутри области на фазовой диаграмме Ni-W-Cr, ограниченной треугольником АВС с координатами вершин, ат.%: (A) Ni89.5 W3.0 Cr7.5, (В) Ni88.5 Cr11.5 и (С) Ni85 Cr15;
Б) холодная прокатка полученной в соответствии со стадией (А) заготовки с получением ленты;
В) отжиг полученной в соответствии со стадией (Б) ленты при температуре от 900 до 1200°C со скоростью нагрева до температуры отжига от 10 до 20°C/с.
В частных воплощениях изобретения на стадии (А) получают заготовку из сплава, полученного вакуумной плавкой.
В этом случае целесообразно заготовку получить путем ее ковки.
В иных частных воплощениях холодную прокатку на стадии (Б) осуществляют со степенью от 5 до 10% за проход и с общей степенью 97-99,5%.
Нагрев на стадии (В) возможно осуществлять путем пропускания тока с плотностью 2000-4000 А/см2.
В наилучших воплощениях изобретения целесообразно после стадии (С) дополнительно проводить полирование ленты.
Поставленная задача также решается биаксиально текстурированной подложкой для высокотемпературных тонкопленочных высокотемпературных сверхпроводников, которая выполнена в соответствии с вышеописанным способом, обладает не менее 98% содержанием зерен с кубической ориентацией и твердостью поверхности не менее 145 кг/см2.
Сущность изобретения состоит в следующем.
Использование тройного сплава, состав которого находится внутри области на фазовой диаграмме Ni-W-Cr, ограниченной треугольником АВС с координатами вершин, ат.%: (A) Ni89.5 W3.0 Cr7.5, (B) Ni88.5 Cr11.5 и (С) Ni85 Cr15 позволяет по сравнению с другими тройными сплавами, приведенными в US 6602313, повысить количество кубической текстуры до значений >98%, увеличить максимально возможную длину ленты подложки до значений, превышающих 1 км, гарантированно понизить температуру Кюри ниже значения 77 К.
На фиг.1 приведена тройная фазовая диаграмма системы Ni-W-Cr.
Сплав характеризуется однофазной структурой, представляющей собой твердый раствор Cr и W в Ni, характеризующийся гранецентрированной кубической решеткой (ГЦК).
Как следует из данной диаграммы, две координаты вышеупомянутой треугольной области - В и С представляют собой двойной сплав с содержанием вольфрама, равным нулю, следовательно, в состав сплава для подложки не входят, поскольку состав сплава является трехкомпонентным и находится внутри этой области.
Этот факт указывает на то, что существенным признаком является наличие в сплаве вольфрама, однако не столь существенно его нижнее содержание.
Действительно, даже сколь угодно малые количества вольфрама влияют на рекристаллизационные процессы в подложке, в частности на величину зерна при последующем отжиге полученной ленты, подвижность межзеренных границ и количество зерен с кубической ориентацией при этом отжиге, что будет показано в примерах реализации изобретения.
Как следует из этой диаграммы, содержание вольфрама некоторым образом коррелируется с содержанием хрома - чем больше хрома в заданной области, тем меньше вольфрама. Все это связано с необходимостью достижения для используемого сплава величин температуры Кюри ниже 77 К. Вольфрам и хром при введении в состав ГЦ К сплава на основе никеля понижают температуру Кюри со значения 627 К, свойственного чистому никелю, приблизительно на 50-60 К с каждым ат.%. Таким образом, для необходимого понижения температуры Кюри до значений ниже 77 К, т.е., на 550 К, общее количество введенных элементов должно составить не менее 9-11 ат.%.
В целом, заявленный состав сплава, во-первых, не является ферромагнитным при 77 К; во-вторых, обладает оптимальным коэффициентом линейного расширения, который не позволяет слоям, нанесенным на подложку, растрескиваться при последующих нагревах и, в-третьих, позволяет при оптимальных условиях отжига получить содержание кубической текстуры, превышающее 98%, а твердость - более 145 кг/см2.
Под оптимальными условиями отжига применительно к данному составу сплава понимаются температура и скорость нагрева ленты при отжиге.
Проведение отжига холоднокатаной ленты из вышеописанного сплава при 900-1200°C со скоростью нагрева не менее 10°C/с позволяет получить требуемые значения содержания кубической текстуры. Увеличение легирующего компонента в никеле, как правило, приводит к затруднению процессов текстурообразования и снижению количества кубической ориентации в рекристаллизованной ленте. Тройные сплавы заявленного состава лежат в области, расположенной на границе составов, в которых может быть получена кубическая текстура способом холодной прокатки и термообработки и поэтому получение в них содержания кубической текстуры >98% невозможно при более низких скоростях нагрева, так как при промежуточных температурах в интервале 600-900°C наблюдается преимущественный рост зерен с другой ориентацией, например двойников (разориентация относительно идеальной кубической ориентаций 60° или так называемой WR22-ориентации (разориентация 22°). Зерна указанных примесных ориентаций образуют с кубической <100>(001) ориентацией высокоугловые границы, что нежелательно, так как высокоугловые границы значительно снижают плотность критического тока в тонких пленках сверхпроводника, осажденных на такие подложки. Поэтому критически важным обстоятельством оказывается необходимость снижения времени нахождения ленты-подложки в этом интервале температур, что реализуется применением высокой скорости нагрева.
Частные воплощения изобретения касаются уточнения степеней деформации за проход - оптимальными являются следующие степени 5-10%. Прокатка с такими степенями позволяет реализовать оптимальные условия для возникновения в сплаве текстуры прокатки типа меди, что приводит к наибольшему содержанию кубической текстуры в ленте после рекристаллизационного отжига. Использование данных степеней при реализации изобретения не означает, что лента не может быть прокатана с другими степенями за проход. Общая степень деформации в интервале 97-99,5% является общепринятой величиной, позволяющей прокатать заготовку в ленту.
Скорости нагрева до температуры отжига могут быть реализованы путем нагрева электрическим током с плотностью 2000-4000 А/см2 в условиях вакуума или в водородсодержащей газовой среде, но данные скорости могут быть реализованы и другими путями, например, путем быстрого протягивания ленты через высокотемпературную трубчатую печь с градиентом температуры на начальном участке в пределах 20-100°C на 1 см длины печи, осуществляемого также в условиях вакуума или в водородсодержащей газовой среде.
Изготовление сплава для подложки может быть выполнено сплавлением металлических компонентов в вакуумной печи, данное воплощение является наиболее желательным, поскольку позволяет получить дополнительный технический результат - получить подложку с максимальной длиной. Однако декларируемый основной технический результат также может быть получен и при других выполнениях сплава, например по порошковой методике.
Заготовка под холодную прокатку может быть получена из слитка любым общепринятым способом, предусматривающим деформационную обработку слитка, например прессованием, горячей прокаткой или ковкой.
Ковка придает некоторые дополнительные свойства, например, при получении заготовки ковкой - достигается необходимый для образования текстуры прокатки типа меди размер зерна в пределах 10-50 мкм.
Для улучшения качества поверхности можно также провести полировку ленты любым известным способом - химическим полированием, электролитическим, плазменным и т.д.
Изобретение осуществляется следующим образом.
Пример 1.
Для выплавки сплавов использовались металлы высокой чистоты: Ni 99.92%, W 99.94%, Cr 99.94%, которые сплавляли в алундовых тиглях в атмосфере аргона в вакуумной индукционной печи.
Было получено четыре состава сплавов:
1. Ni - 8.2 ат.% Cr - 2.4 ат.% W;
2. Ni - 10.5 ат.% Cr - 1.5 ат.% W;
3. Ni - 11,0 ат.% Cr - 0.5 ат.% W;
4. Ni - 14,5 ат.% Cr - 0.5 ат.% W.
Выплавленные слитки ковали в заготовку прямоугольной формы при температурах от 800 до 1000°C.
Затем заготовки прокатывали на полированных валках с общей степенью деформации 99% и 5-10% за проход и подвергали отжигам в протяжной вакуумной печи при температуре 900-1200°C для формирования кубической текстуры.
Выбор оптимальной скорости нагрева осуществляли на образце №2 (см. таблицу 1).
В таблице 2 приведены свойства подложки, выполненной из сплавов 1-4 в зависимости от различных параметров ее получения.
Как следует из представленных данных, полученная в соответствии с предложенным способом подложка для высокотемпературного тонкопленочного сверхпроводника обладает стабильной биаксиальной текстурой с количеством текстурованных зерен не менее 98% и твердостью, превышающей 145 кг/см2. Шероховатость такой ленты составляет 50-100 нм, но при помощи полировки она может быть улучшена до 10-20 нм. Сплавы Ni-Cr-W такого состава не проявляют ферромагнитных свойств при 77 К.
Использование немагнитной металлической подложки со средней шероховатостью 10-20 нм и содержанием зерен с кубической ориентацией не менее 98% позволяет получать на них покрытия высокотемпературных сверхпроводников с высокой степенью текстуры (разориентация кристаллографической оси с сверхпроводящего соединения YBa2Cu3O7 менее 7 градусов, разориентация зерен YВа2Cu3O7 в плоскости менее 7 градусов). Высокая степень текстуры металлической подложки обуславливает высокие сверхпроводящие свойства этих пленок (температура перехода в сверхпроводящее состояние не менее 86 К, плотность критического тока при 77 К не менее 1 МА/см2). Отсутствие ферромагнетизма металлической текстурированной подложки приводит к отсутствию потерь, вызванных потерями в ферромагнитных материалах при эксплуатации ВТСП-провода на переменном токе при температуре 77 К. Твердость ленты-подложки в 145 кг/см2 важна для обеспечения надежности протяжки ленты подложки через высокотемпературные печи и установки для получения слоев. Во всех этих процессах металлическая лента нагревается до температуры 600°C при этом на нее действует растягивающая сила порядка 5-10 кг/см2. Как свидетельствуют многочисленные результаты исследований в этой области, твердости 143 кг/см2, измеряемой при комнатной температуре, обеспечиваемой широко используемой подложкой из никеля, содержащей 5 ат.% вольфрама, достаточно для получения хороших сверхпроводящих свойств итоговой структуры.
Пример 2.
На текстурированную ленту подложку состава Ni - 8.2 ат.% Cr - 2.4 ат.% W с количеством кубической ориентации 99% и шероховатостью поверхности 18 нм, полученную текстурированием при 1100°C и скорости нагрева 15°C/с, наносили методом химического осаждения из паровой фазы последовательно буферные слои оксида магния (MgO, толщина 120 нм), оксида лантана и марганца (LaMnO3, толщина 30 нм) и слой высокотемпературного сверхпроводника (YBa2Cu3О7, толщина 1000 нм). По данным рентгеновского анализа, все слои выросли в высокоориентированном виде с ширинами пиков на полувысоте, приведенными в таблице 3. Характеристикой ориентации служат полные ширины рентгеновских пиков на половине высоты (ПШПВ), выраженные в градусах. Данные рентгеновского исследования в геометрии Брегга-Брентано, свидетельствующие о высокой степени текстурированности слоев, представлены на Фиг.2.
Пример 3.
На текстурированную ленту подложку состава Ni - 10.5 ат.% Cr - 1.5 ат.% W с количеством кубической ориентации 99% и шероховатостью поверхности 18 нм, полученную текстурированием при 1100°C и скорости нагрева 15°C/с, наносили методом химического осаждения из паровой фазы последовательно буферные слои оксида магния (MgO, толщина 120 нм), сложного оксида лантана и марганца (LaMnO3, толщина 30 нм) и слой высокотемпературного сверхпроводника (YBa2Cu3O7, толщина 1000 нм) (Образец 3а, табл.4). Та же тонкопленочная структура была нанесена на ленту того же состава, текстурированную при 1100°C, но нагретую до этой температуры со скоростью 1°C/с, при этом содержание кубической ориентации в образце составило 78% (Образец 3b). Третий тонкопленочный образец был получен на подложке состава Ni - 13.0 ат.% Cr - 1.5 ат.% W, полученной текстурированием при 1100°C и скорости нагрева 15°C/с, количество зерен кубической ориентации в подложке в этом случае составило 90% (образец 3c). По данным измерения магнитной восприимчивости, плотность критического тока при температуре кипения жидкого азота, 77 К, составила 1.1 МА/см2 для образца 3a, 0.08 МА/см2 для образца 3b и 0.15 МА/см2 для образца 3c.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биаксиально текстурированной подложки в виде ленты из тройного сплава на медно-никелевой основе для эпитаксиального нанесения на нее буферных и высокотемпературного сверхпроводящего слоев | 2020 |
|
RU2759146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИАКСИАЛЬНО ТЕКСТУРИРОВАННОЙ ПОДЛОЖКИ ИЗ БИНАРНОГО СПЛАВА НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЭПИТАКСИАЛЬНОГО НАНЕСЕНИЯ НА НЕЕ БУФЕРНОГО И ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО СЛОЕВ ДЛЯ ЛЕНТОЧНЫХ СВЕРХПРОВОДНИКОВ | 2011 |
|
RU2451766C1 |
| Способ изготовления биаксиально текстурированной подложки из тройного сплава на медно-никелевой основе | 2015 |
|
RU2624564C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНОГО ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО МАТЕРИАЛА | 2011 |
|
RU2481673C1 |
| СВЕРХПРОВОДЯЩИЙ ПРОВОД И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2004 |
|
RU2332737C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОЙ СВЕРХПРОВОДЯЩЕЙ ЛЕНТЫ И ЛЕНТА | 2018 |
|
RU2696182C1 |
| МЕТАЛЛИЧЕСКАЯ ФОЛЬГА | 2008 |
|
RU2421535C1 |
| ПЛАСТИНЧАТЫЙ СВЕРХПРОВОДЯЩИЙ ПРОВОД, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СВЕРХПРОВОДНИКОВЫЙ УЗЕЛ ПРОВОДА | 2006 |
|
RU2408956C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДВУХСТОРОННЕГО СВЕРХПРОВОДНИКА ВТОРОГО ПОКОЛЕНИЯ | 2008 |
|
RU2386732C1 |
| ЛЕНТОЧНЫЙ ВТСП-ПРОВОД | 2012 |
|
RU2518505C1 |
Изобретение относится к технологии изготовления тонкопленочных высокотемпературных сверхпроводящих материалов, в частности к изготовлению подложек для этих материалов. Сущность изобретения: способ изготовления биаксиально текстурированной подложки для высокотемпературных тонкопленочных сверхпроводников предусматривает проведение следующих стадий: А) получение заготовки, изготовленной из тройного сплава системы Ni-W-Cr, состав которого находится внутри области на фазовой диаграмме Ni-W-Cr, ограниченной треугольником АВС с координатами вершин, ат.%: (A) Ni89.5W3.0Cr7.5, (В) Ni88.5Сr11.5 и (С) Ni85Cr15; Б) холодную прокатку данной заготовки с получением ленты; и В) отжиг полученной ленты при температуре от 900 до 1200°С со скоростью нагрева до температуры отжига от 10 до 20°С/с. Изобретение позволяет повысить содержание кубической текстуры, а именно получить не менее 98% биаксиально текстурованных зерен в подложке, и обеспечить твердость на ее поверхности не менее 145 кг/см2. 2 н. и 5 з.п. ф-лы, 2 ил., 4 табл.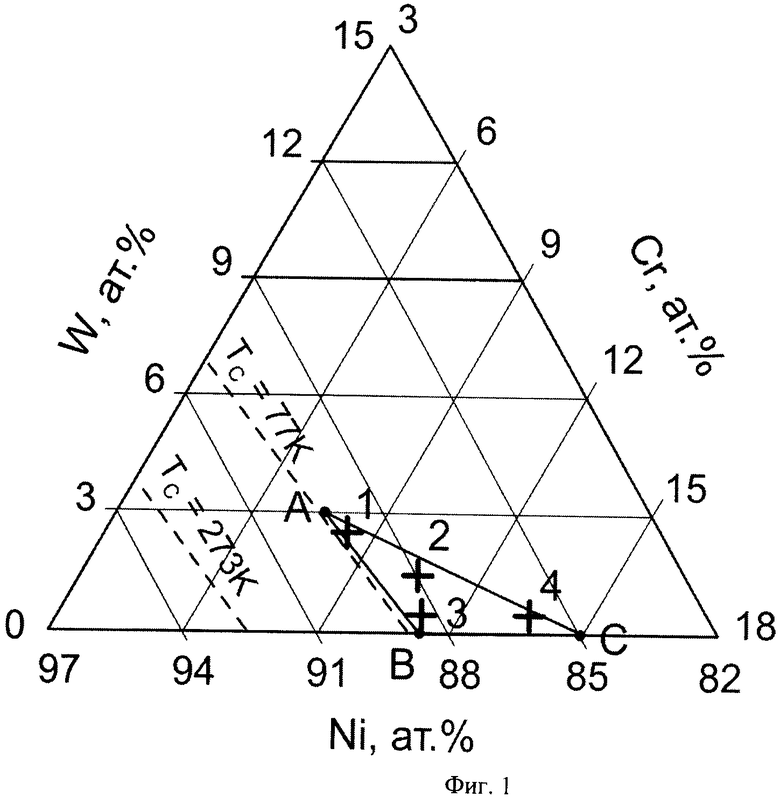
1. Способ изготовления биаксиально текстурированной подложки для высокотемпературных тонкопленочных сверхпроводников, характеризующийся тем, что включает следующие стадии:
А) получение заготовки, изготовленной из тройного сплава системы Ni-W-Cr, состав которого находится внутри области на фазовой диаграмме Ni-W-Cr, ограниченной треугольником АВС с координатами вершин, ат.%: (A) Ni89.5W3.0Cr7.5, (В) Ni88.5Cr11.5 и (C) Ni85Cr15;
Б) холодная прокатка полученной в соответствии со стадией (А) заготовки с получением ленты;
В) отжиг полученной в соответствии со стадией (Б) ленты при температуре от 900 до 1200°C со скоростью нагрева до температуры отжига от 10 до 20°C/с.
2. Способ по п.1, характеризующийся тем, что на стадии (А) получают заготовку из сплава, полученного вакуумной плавкой.
3. Способ по п.2, характеризующийся тем, что на стадии (А) получают кованую заготовку.
4. Способ по п.1, характеризующийся тем, что холодную прокатку на стадии (Б) осуществляют со степенью от 5 до 10% за проход и с общей степенью 97-99,5%.
5. Способ по п.1, характеризующийся тем, что нагрев на стадии (В) осуществляют путем пропускания тока с плотностью 2000-4000 А/см2.
6. Способ по п.1, характеризующийся тем, что после стадии (С) дополнительно осуществляют полирование ленты.
7. Биаксиально текстурированная подложка для высокотемпературных тонкопленочных высокотемпературных сверхпроводников, характеризующаяся тем, что выполнена в соответствии с любым из предшествующих пунктов, обладает не менее 98% содержанием зерен с кубической ориентацией и твердостью поверхности не менее 145 кг/см2.
| US 6602313 В2, 05.08.2003 | |||
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО МАТЕРИАЛА И МНОГОСЛОЙНЫЙ ВЫСОКОТЕМПЕРАТУРНЫЙ СВЕРХПРОВОДЯЩИЙ МАТЕРИАЛ | 2009 |
|
RU2387050C1 |
| US 6610414 В2, 26.08.2003 | |||
| US 6447714 B1, 10.09.2002 | |||
| US 6361598 B1, 26.03.2002 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Устройство для определения тепло-пРОВОдНОСТи пОРиСТыХ МАТЕРиАлОВ | 1979 |
|
SU830218A1 |

